Afschuiningen vs. Afrondingen: Welke methode voor het breken van randen is goedkoper om te bewerken?
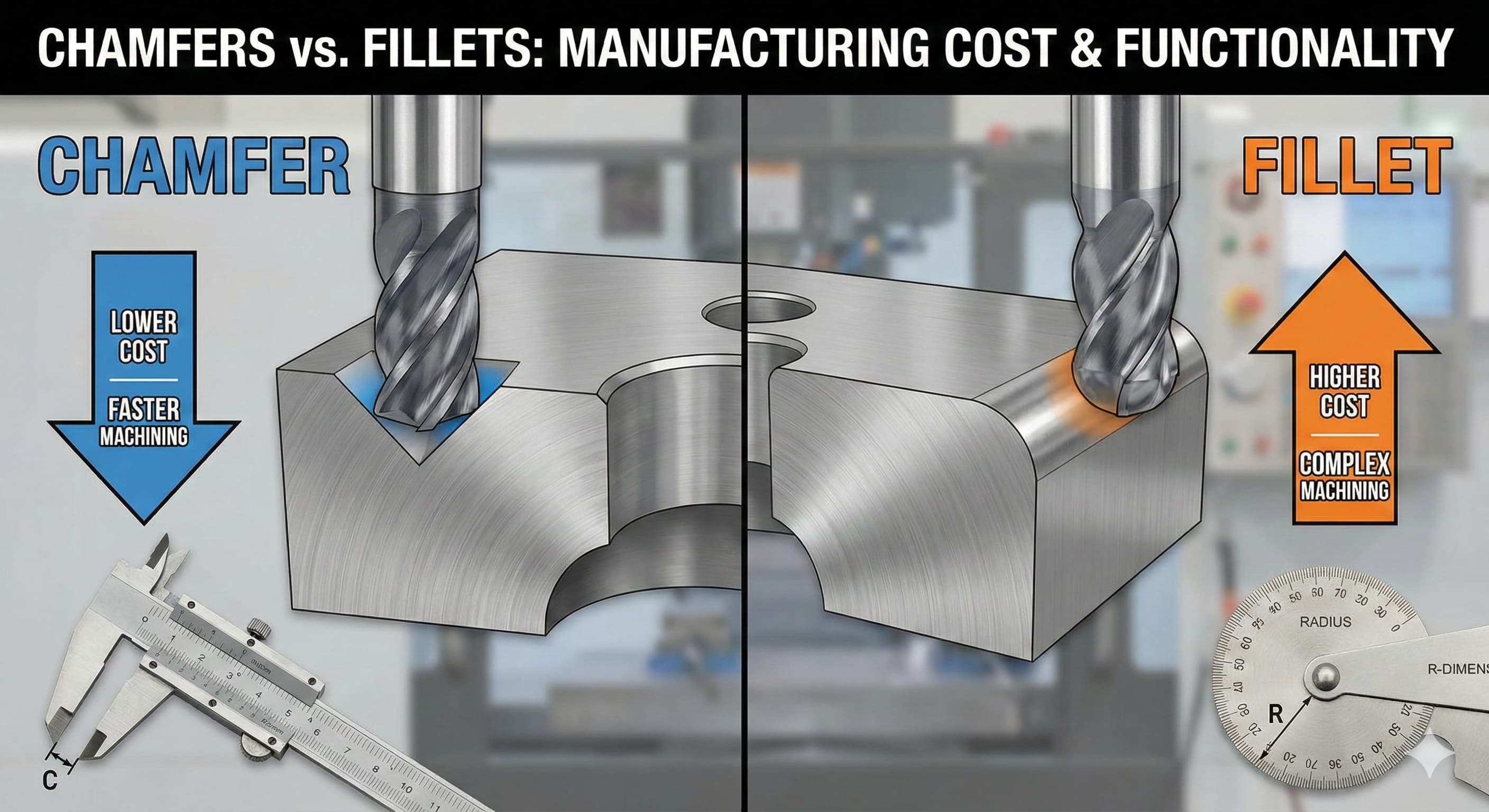
Manufacturing engineers staan voor een cruciale kostenbeslissing bij elk bewerkt onderdeel: moeten randen worden afgeschuind of afgerond? Dit schijnbaar kleine detail kan de productiekosten met 15-40% laten schommelen, afhankelijk van de geometrie van het onderdeel, de materiaalkeuze en het productievolume. De keuze heeft niet alleen invloed op de bewerkingstijd, maar ook op de gereedschapsslijtage, de kwaliteit van de oppervlakteafwerking en de downstream assemblageprocessen.
De meeste engineers kiezen standaard voor afschuiningen vanwege hun schijnbare eenvoud, maar deze aanname leidt vaak tot suboptimale kostenresultaten. De realiteit omvat complexe interacties tussen de geometrie van het snijgereedschap, de spindelsnelheden, de materiaalverwijderingssnelheden en de efficiëntie van het gereedschapspad die een diepere analyse vereisen.
- Afschuiningen verkorten de bewerkingstijd doorgaans met 25-35% in vergelijking met afrondingen bij standaard CNC-bewerkingen
- Afrondingsstralen onder 0,5 mm vereisen gespecialiseerd gereedschap dat de kosten met € 0,15-€ 0,45 per strekkende meter verhoogt
- Materiaalkwaliteit boven 45 HRC geeft significant de voorkeur aan afschuiningsgeometrie voor optimalisatie van de levensduur van het gereedschap
- Productievolumes boven 500 stuks rechtvaardigen vaak investeringen in afrondingsgereedschap ondanks hogere opstartkosten
Inzicht in de basisprincipes van het breken van randen
Het breken van randen dient meerdere technische functies, naast esthetiek. Scherpe randen creëren spanningsconcentraties die vermoeiingsscheuren kunnen veroorzaken, met name bij toepassingen met cyclische belasting. Ze vormen ook veiligheidsrisico's tijdens het hanteren en assembleren. Vanuit een productieperspectief elimineren gecontroleerde randbreuken de microscopische bramen en scherpe uitsteeksels die onvermijdelijk het gevolg zijn van bewerkingen.
Afschuiningen vormen de eenvoudigste geometrische oplossing: een rechte, hoekige snede die de scherpe randintersectie verwijdert. Standaard afschuiningshoeken variëren van 30° tot 60°, waarbij 45° het meest voorkomt vanwege de beschikbaarheid van gereedschap en het gemak van inspectie. Afschuiningsafmetingen volgen doorgaans de notatie "C0.5", wat een afschuining van 0,5 mm bij 45° aangeeft, hoewel andere hoeken specifieke aanduidingen vereisen, zoals "0,5 x 30°".
Afrondingen creëren een vloeiende radiusovergang tussen oppervlakken, waardoor de hoekige intersectie volledig wordt geëlimineerd. Gangbare afrondingsstralen variëren van R0,2 mm voor fijne details tot R5,0 mm of groter voor structurele toepassingen. In tegenstelling tot afschuiningen bieden afrondingen een superieure spanningsverdeling en vermoeiingsweerstand, waardoor ze de voorkeur genieten voor zwaar belaste componenten.
De productie-implicaties verschillen aanzienlijk tussen deze benaderingen. Afschuiningen kunnen vaak worden gemaakt met standaard vingerfrezen of afschuiningsgereedschappen in één enkele doorgang, terwijl afrondingen kogelkopfrezen of radiusgereedschappen vereisen met zorgvuldig geprogrammeerde gereedschapspaden om een consistente oppervlakteafwerking te behouden.
Analyse van het bewerkingsproces
Afschuiningsbewerking maakt gebruik van eenvoudige snijmechanismen. Standaard afschuiningsgereedschappen zijn voorzien van enkelpunts snijkanten die onder nauwkeurige hoeken zijn geslepen, waardoor sneden over de volledige breedte in één enkele doorgang mogelijk zijn. Deze aanpak minimaliseert de spindeltijd en vermindert de programmeercomplexiteit. De gereedschapsingreep blijft consistent tijdens de hele snede, waardoor voorspelbare snijkrachten en een uitstekende oppervlakteafwerking mogelijk zijn.
Voor afschuiningen tot 2,0 mm op materialen zoals aluminium 6061-T6 omvatten typische snijparameters:
| Parameter | Waardebereik | Optimalisatie-opmerkingen |
|---|---|---|
| Spindelsnelheid | 8,000-15,000 RPM | Hogere snelheden voor kleinere afschuiningen |
| Voedingssnelheid | 1,500-4,000 mm/min | Aanpassen op basis van materiaalhardheid |
| Snijdiepte | Volledige breedte enkele doorgang | Elimineert meerdere doorgangen |
| Levensduur gereedschap | 15-25 lineaire meters | Carbide gereedschappen in aluminium |
Afrondingsbewerking is complexer vanwege de vereisten voor de gebogen geometrie. Kogelkopfrezen moeten nauwkeurige 3D-gereedschapspaden volgen om consistente radiusafmetingen te behouden. De kwaliteit van de oppervlakteafwerking is sterk afhankelijk van de stapoverafstand: een kleinere afstand verbetert de afwerking, maar verlengt de bewerkingstijd exponentieel.
Kritische overwegingen bij afrondingsbewerkingen zijn onder meer gereedschapsdoorbuiging, wat problematisch wordt bij gereedschappen met een kleine radius. Een kogelkopfrees van 2,0 mm die 15 mm uit de spil steekt, kan 0,02-0,05 mm doorbuigen onder normale snijbelastingen, wat de radiusnauwkeurigheid rechtstreeks beïnvloedt. Dit vereist korter, stijver gereedschap of verminderde snijparameters.
Onze nauwkeurige CNC-bewerkingsdiensten maken gebruik van gespecialiseerde opspanstukken en verkorte gereedschapshouders om doorbuigingsproblemen te minimaliseren en tegelijkertijd optimale snijparameters te behouden voor zowel afschuinings- als afrondingsbewerkingen.
Kostenbepalende factoranalyse
De aanschafkosten van gereedschap laten onmiddellijke verschillen zien tussen afschuinings- en afrondingsbewerkingen. Standaard afschuiningsgereedschappen variëren van € 45-85 per gereedschap voor hoogwaardige hardmetaalopties, waarbij elk gereedschap 15-25 strekkende meter in aluminium of 8-12 meter in staal kan verwerken. Gespecialiseerd afrondingsgereedschap kost € 65-150 per gereedschap, afhankelijk van de radiusgrootte en coating specificaties.
De impact van de gereedschapsinventaris verergert deze kosten. Afschuiningsgereedschappen dekken brede dimensionale bereiken: een enkel 45° afschuiningsgereedschap kan elke afschuiningsgrootte creëren, alleen beperkt door de gereedschapsdiameter. Afrondingsbewerkingen vereisen speciale gereedschappen voor elke radiusgrootte, waardoor de inventarisvereisten worden vermenigvuldigd. Een typische werkplaats heeft 3-4 afschuiningsgereedschappen versus 12-18 radiusgereedschappen voor een gelijkwaardige dekkingscapaciteit.
De verschillen in bewerkingstijd blijken nog significanter dan de gereedschapskosten bij productie in grote volumes. Afschuiningen vereisen doorgaans 0,8-1,2 minuten per strekkende meter randbreuk, terwijl afrondingen 2,5-4,5 minuten per strekkende meter vereisen vanwege de complexe gereedschapspadvereisten en de lagere voedingssnelheden die nodig zijn vanwege de geometrie van de kogelkopfrees.
| Operatie | Insteltijd | Cyclustijd/Meter | Gereedschapskosten | Levensduur gereedschap |
|---|---|---|---|---|
| Afschuining (Standaard) | 8-12 minuten | 0.8-1.2 minuten | €45-85 | 15-25 meters |
| Afschuining (Complex) | 12-18 minuten | 1.2-1.8 minuten | €65-120 | 12-18 meters |
| Afronding R0.5-2.0 | 15-25 minuten | 2.5-3.5 minuten | €85-140 | 8-15 meters |
| Afronding R2.0-5.0 | 12-20 minuten | 1.8-2.8 minuten | €95-150 | 12-22 meters |
Secundaire bewerkingen beïnvloeden ook de totale kostenvergelijking. Afgeschuinde randen vereisen vaak licht ontbramen om kleine gereedschapssporen te verwijderen, wat € 0,08-0,15 per strekkende meter aan handmatige afwerkingskosten toevoegt. Goed uitgevoerde afrondingsbewerkingen hebben doorgaans geen secundaire afwerking nodig, hoewel het bereiken van dit kwaliteitsniveau een nauwkeurige machine-instelling en optimale snijparameters vereist.
Materiaalspecifieke overwegingen
Materiaaleigenschappen beïnvloeden de kostenvergelijking tussen afschuiningen en afrondingen aanzienlijk. In aluminiumlegeringen zoals 6061-T6 presteren beide bewerkingen goed met standaard gereedschap en parameters. De uitstekende bewerkbaarheid en spaanafvoereigenschappen van het materiaal ondersteunen agressief snijden in beide geometrieën.
Roestvrij staalsoorten zoals 316L vormen andere uitdagingen. De neiging tot koudversteviging van het materiaal is gunstig voor de afschuiningsgeometrie, waarbij consistente snij-ingreep de vorming van geharde lagen voorkomt die latere sneden kunnen beschadigen. Afrondingsbewerkingen in roestvrij staal vereisen zorgvuldige aandacht voor de relaties tussen snijsnelheid en voedingssnelheid om een goede spaanafvoer te behouden en koudversteviging in de gebogen overgangszones te voorkomen.
Hoogwaardige staalsoorten boven 40 HRC zijn aanzienlijk gunstig voor afschuiningsbewerkingen. Het lineaire snijpad zorgt voor een consistente gereedschapsingreep en voorspelbare slijtagepatronen. Afrondingssneden in geharde materialen produceren vaak trillingen als gevolg van variërende snijkrachten gedurende het gebogen gereedschapspad, wat leidt tot een slechte oppervlakteafwerking en versnelde gereedschapsslijtage.
Voor uitdagende materialen kan de materiaalkeuze de kosten met 200-300% beïnvloeden. In Inconel 718 kunnen afschuiningsbewerkingen € 2,50-3,20 per strekkende meter kosten, terwijl gelijkwaardige afrondingsbewerkingen € 7,50-9,80 per strekkende meter kunnen bereiken vanwege gespecialiseerde gereedschapsvereisten en drastisch verminderde snijparameters.
Bij het werken met exotische materialen of kritieke toepassingen worden gespecialiseerde bewerkingsstrategieën essentieel voor het behouden van zowel kwaliteit als kosteneffectiviteit.
Voor uiterst precieze resultaten kunt u binnen 24 uur uw offerte op maat ontvangen van Microns Hub.
Ontwerp voor optimalisatie van de productie
Slimme ontwerpkeuzes kunnen het kosten dilemma tussen afschuining en afronding volledig elimineren. Strategische plaatsing van kenmerken, dimensionale standaardisatie en productiebewuste geometrie beslissingen verlagen de productiekosten, ongeacht de selectie van de randbreuk.
Standaardisatie op gangbare afschuiningsgroottes zoals C0.5, C1.0 en C1.5 maakt maximaal gereedschapsgebruik mogelijk voor meerdere projecten. Evenzo vermindert afrondingsstandaardisatie rond R0.5, R1.0, R2.0 en R3.0 de gereedschapsinventaris en de opstartcomplexiteit. Onderdelen die zijn ontworpen rond deze standaardafmetingen profiteren van geoptimaliseerde snijparameters en gevestigde gegevens over de levensduur van het gereedschap.
De toegankelijkheid van kenmerken heeft een aanzienlijke invloed op de bewerkingsefficiëntie. Afschuiningen op externe randen vereisen minimale gereedschapsspeling en kunnen vaak worden bewerkt met standaard gereedschap. Interne afrondingen vereisen aandacht voor gereedschapstoegang, spelingseisen en mogelijke interferentie met werkstukopspanstukken.
De interactie tussen randbreuken en aangrenzende kenmerken creëert extra kostenoverwegingen. Afschuiningen eindigen doorgaans netjes bij kruisende kenmerken, terwijl afrondingen complexe menggeometrie kunnen vereisen, wat de programmeertijd en de bewerkingscomplexiteit verhoogt. Met deze intersecties moet tijdens de ontwerpfase zorgvuldig rekening worden gehouden om kostbare verrassingen tijdens de productie te voorkomen.
Tolerantie specificaties beïnvloeden ook de kostenrelaties. Afschuiningen kunnen doorgaans worden gehouden op ± 0,1 mm zonder speciale overwegingen, terwijl afrondingsradiustoleranties onder ± 0,05 mm gespecialiseerde meetapparatuur en een strengere procesbeheersing vereisen, wat € 0,25-0,45 per kenmerk toevoegt aan de inspectiekosten.
Volume productie-economie
Het productievolume verandert fundamenteel de kostenvergelijking tussen afschuinings- en afrondingsbewerkingen. Prototyping in kleine volumes en maatwerk zijn sterk in het voordeel van afschuiningen vanwege de verminderde opstartcomplexiteit en gereedschapsvereisten. De tijdsinvestering in afrondingsprogrammering en gespecialiseerde gereedschapsinstelling kan niet worden afgeschreven over voldoende onderdelen om de extra complexiteit te rechtvaardigen.
Bij gematigde volumes (50-500 onderdelen) verschuift het beslispunt op basis van onderdeelspecifieke factoren. Complexe geometrieën met meerdere radiusvereisten kunnen investeringen in speciaal gereedschap rechtvaardigen, terwijl eenvoudige onderdelen met minimale randbreukvereisten de voorkeur blijven geven aan afschuiningsbenaderingen.
Massaproductie boven 1.000 onderdelen opent extra optimalisatiemogelijkheden. Speciale opspanstukken, gespecialiseerd gereedschap en geoptimaliseerde programma's kunnen de kosten per onderdeel voor afrondingen verlagen tot onder de afschuiningsalternatieven in specifieke toepassingen. De sleutel ligt in een uitgebreide analyse van alle kostenfactoren, inclusief secundaire bewerkingen, kwaliteitseisen en downstream assemblageoverwegingen.
Geautomatiseerde productiesystemen vertonen een bijzondere affiniteit met afschuiningsbewerkingen vanwege hun voorspelbare snijkrachten en vereenvoudigde gereedschapspadvereisten. Lights-out fabricagescenario's profiteren van de verminderde complexiteit en verbeterde betrouwbaarheid van afschuiningsprocessen.
| Volumebereik | Afschuiningskosten/Onderdeel | Afrondingskosten/Onderdeel | Aanbevolen aanpak |
|---|---|---|---|
| 1-25 onderdelen | €0.85-1.20 | €1.85-3.20 | Afschuining voorkeur |
| 25-100 onderdelen | €0.65-0.95 | €1.25-2.10 | Afschuining doorgaans beter |
| 100-500 onderdelen | €0.45-0.75 | €0.85-1.45 | Afhankelijk van complexiteit |
| 500-2000 onderdelen | €0.35-0.55 | €0.55-0.95 | Afronding concurrerend |
| 2000+ onderdelen | €0.25-0.45 | €0.35-0.65 | Volledige analyse vereist |
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering zorgen ervoor dat elk project de aandacht krijgt die het verdient, of het nu gaat om optimalisatie voor afschuinings- of afrondingsbewerkingen.
Kwaliteits- en inspectieoverwegingen
Kwaliteitscontrole-eisen beïnvloeden aanzienlijk de werkelijke kosten van afschuinings- versus afrondingsbewerkingen. Afschuiningsinspectie maakt gebruik van eenvoudige meettechnieken: basis schuifmaten, hoogtemeters of optische comparatoren kunnen afmetingen snel en nauwkeurig verifiëren. Standaard afschuiningsaanduidingen zoals "C1.0" bieden duidelijke, ondubbelzinnige inspectiecriteria die kwaliteitsgeschillen en herbewerking minimaliseren.
Afrondingsinspectie vereist meer geavanceerde benaderingen. Radiusmeters bieden basisverificatie voor grotere afrondingen, maar nauwkeurige meting vereist coördinatenmeetmachines (CMM) of gespecialiseerde optische apparatuur. De gebogen geometrie maakt het moeilijk om duidelijke meetreferenties vast te stellen, wat mogelijk leidt tot interpretatieverschillen tussen de kwaliteitsnormen van leverancier en klant.
De eisen aan de oppervlakteafwerking verschillen ook tussen de twee benaderingen. Afschuiningen bereiken doorgaans Ra 1,6-3,2 μm rechtstreeks van bewerkingen, geschikt voor de meeste toepassingen zonder secundaire afwerking. Afrondingen vereisen meer aandacht voor snijparameters en gereedschapspadstrategieën om een gelijkwaardige oppervlaktekwaliteit te bereiken, met name in de overgangszones waar de gereedschapsingreep continu varieert.
Voor toepassingen die een superieure oppervlakteafwerking vereisen (Ra 0,8 μm of beter), kunnen afrondingen daadwerkelijk kostenvoordelen opleveren. De vloeiende gebogen overgang elimineert de hoekige intersectie die verontreinigingen kan verzamelen of reinigingsproblemen kan veroorzaken in toepassingen voor voedingsmiddelen of farmaceutische producten.
Documentatie- en traceerbaarheidseisen zijn gunstig voor afschuiningsbewerkingen vanwege hun eenvoudige meet- en registratieprocedures. Kwaliteitscertificaten kunnen vol vertrouwen "C1.0 ± 0,1" vermelden, terwijl afrondingsdocumentatie mogelijk complexere geometrische dimensionering en tolerantie (GD&T) aanduidingen vereist om acceptatiecriteria adequaat te definiëren.
Toepassingsspecifieke aanbevelingen
Structurele toepassingen die maximale vermoeiingsweerstand vereisen, zijn duidelijk in het voordeel van afrondingsgeometrie ondanks hogere fabricagekosten. De vloeiende spanningsovergang die wordt geboden door correct ontworpen afrondingen kan de levensduur van componenten met 200-400% verlengen in vergelijking met gelijkwaardige afgeschuinde ontwerpen. In toepassingen in de lucht- en ruimtevaart, de automobielindustrie of de medische apparatuur, waar de gevolgen van een storing ernstig zijn, is de extra fabricage-investering gerechtvaardigd.
Omgekeerd presteren consumentenproducten, behuizingen en algemene industriële componenten vaak adequaat met afgeschuinde randen tegen aanzienlijk lagere fabricagekosten. De sleutel ligt in het afstemmen van de selectie van de randbreuk op de werkelijke prestatie-eisen in plaats van standaard te kiezen voor een van beide benaderingen zonder analyse.
Esthetische overwegingen kunnen de zuivere kostenoptimalisatie overschrijven in zichtbare componenten. Afrondingen bieden over het algemeen een meer verfijnde, afgewerkte uitstraling die consumenten associëren met een hogere kwaliteit. Deze perceptiewaarde kan extra fabricagekosten rechtvaardigen in consumentgerichte toepassingen.
Assemblage- en hanteringseisen beïnvloeden ook de optimale selectie. Afschuiningen bieden een consistente, voorspelbare geometrie die geautomatiseerde assemblageprocessen vereenvoudigt en het risico op interferentie of binding tijdens het samenvoegen van onderdelen vermindert. Afrondingen, hoewel gladder, kunnen dubbelzinnige contactomstandigheden creëren die geautomatiseerde assemblagesystemen bemoeilijken.
De relatie tussen randbreuken en andere fabricageprocessen, zoals boor bewerkingen, moet worden overwogen tijdens ontwerpoptimalisatie om de algehele fabricage-efficiëntie te waarborgen.
Onze uitgebreide aanpak via onze fabricagediensten zorgt ervoor dat de selectie van de randbreuk is afgestemd op uw specifieke toepassingsvereisten en tegelijkertijd de algehele productiekosten optimaliseert.
Toekomstige technologische trends
Opkomende fabricagetechnologieën hervormen de kostendynamiek tussen afschuinings- en afrondingsbewerkingen. Geavanceerde CAM-software met geautomatiseerde gereedschapspadoptimalisatie vermindert de programmeercomplexiteit die traditioneel wordt geassocieerd met afrondingsbewerkingen. Machine learning-algoritmen kunnen nu snijparameters in realtime optimaliseren, waardoor de expertisekloof tussen afschuinings- en afrondingsbewerking wordt verkleind.
High-speed bewerkingscentra met verbeterde spindeldynamiek en trillingsregeling maken afrondingsbewerkingen met kleine radius economisch haalbaarder. Gereedschapsfabrikanten ontwikkelen gespecialiseerde coatings en geometrieën die de levensduur van gereedschappen verlengen in moeilijke afrondingstoepassingen, waardoor de kostenkloof met afschuiningsbewerkingen geleidelijk wordt gedicht.
Hybride fabricagebenaderingen die additieve en subtractieve processen combineren, kunnen uiteindelijk de beslissing tussen afschuining en afronding volledig elimineren. Onderdelen kunnen worden geprint met geïntegreerde afrondingsgeometrie en worden nabewerkt voor kritieke oppervlakken, waardoor de voordelen van beide benaderingen worden benut.
Industry 4.0-implementatie met realtime monitoring en voorspellende onderhoudsmogelijkheden is gunstig voor complexere bewerkingen zoals afrondingen door de procesbeheersing te bieden die nodig is voor consistente, herhaalbare resultaten. Slim gereedschap met ingebouwde sensoren kan snijparameters continu optimaliseren, waardoor de proceskennis kloof wordt verkleind die traditioneel gunstig was voor eenvoudigere afschuiningsbewerkingen.
Veelgestelde vragen
Wat is het typische kostenverschil tussen afschuinings- en afrondingsbewerkingen?
Afschuiningen kosten doorgaans 40-60% minder dan gelijkwaardige afrondingen bij standaard bewerkingen. Voor aluminium onderdelen kosten afschuiningen gemiddeld € 0,45-0,75 per strekkende meter, terwijl afrondingen variëren van € 0,85-1,45 per strekkende meter, inclusief gereedschap, instelling en bewerkingstijd. Het exacte verschil is afhankelijk van materiaal, geometriecomplexiteit en productievolume.
Kunnen afschuiningen en afrondingen functioneel gezien door elkaar worden gebruikt?
Niet altijd. Hoewel beide scherpe randen elimineren, bieden afrondingen een superieure spanningsverdeling en vermoeiingsweerstand vanwege hun vloeiende radiusovergangen. Afschuiningen zijn voldoende voor algemeen ontbramen en veiligheidseisen, maar kunnen de afrondingsprestaties niet evenaren in toepassingen met hoge spanning. Structurele componenten onder cyclische belasting vereisen doorgaans afrondingsgeometrie, ongeacht de kostenimplicaties.
Welke radiusgroottes maken afrondingsbewerkingen qua kosten concurrerend met afschuiningen?
Grotere afrondingsstralen (R2,0 mm en hoger) benaderen de kosteneffectiviteit van afschuiningen vanwege agressievere snijparameters en een verbeterde levensduur van het gereedschap. Kleine stralen onder R0,8 mm vereisen gespecialiseerd gereedschap en conservatieve snijparameters die de kosten aanzienlijk verhogen. Het omslagpunt treedt doorgaans op rond R1,5-2,0 mm, afhankelijk van materiaal en productievolume.
Hoe beïnvloeden materiaaleigenschappen de kostenvergelijking tussen afschuining en afronding?
Harde materialen boven 45 HRC zijn sterk in het voordeel van afschuiningsbewerkingen vanwege consistente gereedschapsingreep en voorspelbare slijtagepatronen. Zachte, gomachtige materialen zoals puur aluminium kunnen daadwerkelijk afrondingsbewerkingen begunstigen, omdat de continue snijwerking de vorming van een opgebouwde snijkant voorkomt. Roestvrij staalsoorten en koudverstevigende legeringen bewerken over het algemeen economischer met afschuiningsgeometrie vanwege hun gevoeligheid voor onderbroken sneden.
Welke ontwerpkenmerken kunnen de bewerkingskosten voor randbreuken minimaliseren, ongeacht de geometriekeuze?
Standaardisatie op gangbare groottes (C0.5, C1.0, R0.5, R1.0) maximaliseert het gereedschapsgebruik en verkort de insteltijd. Het waarborgen van voldoende gereedschapstoegang en speling elimineert de noodzaak van gespecialiseerde opspanstukken of verlengd gereedschap. Het vermijden van complexe intersecties en mengsels vermindert de programmeercomplexiteit en de bewerkingstijd voor zowel afschuinings- als afrondingsbewerkingen.
Hoe beïnvloedt het productievolume de optimale selectie van de randbreuk?
Lage volumes onder 100 onderdelen zijn sterk in het voordeel van afschuiningen vanwege de lagere instel- en gereedschapskosten. Gemiddelde volumes van 100-1000 onderdelen creëren een beslispunt waar de complexiteit van het onderdeel en de prestatie-eisen de optimale selectie bepalen. Hoge volumes boven 1000 onderdelen kunnen investeringen in afrondingsgereedschap rechtvaardigen wanneer functionele vereisten radiusgeometrie vereisen, waardoor mogelijk kosten per onderdeel worden bereikt die concurrerend zijn met afschuiningsbewerkingen.
Welke inspectie- en kwaliteitscontroleverschillen bestaan er tussen afschuiningen en afrondingen?
Afschuiningen gebruiken eenvoudige meetinstrumenten zoals schuifmaten en hoogtemeters met duidelijke dimensionale aanduidingen. Afrondingen vereisen meer geavanceerde meetapparatuur, zoals radiusmeters of CMM-systemen voor nauwkeurige verificatie. Dit verschil voegt € 0,15-0,35 per kenmerk toe aan de inspectiekosten voor afrondingsgeometrie, wat vooral belangrijk is in uiterst nauwkeurige of gecertificeerde toepassingen die volledige dimensionale rapporten vereisen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece