±0,005 mm bereiken: een ontwerpgids voor machinaal bewerken met nauwe toleranties
Het bereiken van ±0,005 mm toleranties vertegenwoordigt het snijvlak van technische precisie en uitmuntende productie - waar zelfs microscopische afwijkingen het verschil kunnen betekenen tussen functioneel succes en kostbaar falen. Bij Microns Hub hebben we deze processen verfijnd door middel van duizenden uiterst precieze componenten in de lucht- en ruimtevaart, de medische sector en de automobielindustrie.
Belangrijkste punten
- Temperatuurregeling binnen ±1°C is cruciaal voor het handhaven van ±0,005 mm toleranties tijdens bewerkingen
- Materiaalkeuze heeft een directe invloed op de haalbaarheid - Al 6061-T6 biedt superieure dimensionale stabiliteit in vergelijking met alternatieven voor vrij bewerken
- Gereedschapsdoorbuiging wordt de belangrijkste beperkende factor bij toleranties die nauwer zijn dan ±0,01 mm, wat gespecialiseerde opspanstrategieën vereist
- Meetprotocollen na het proces moeten rekening houden met thermische uitzettingscoëfficiënten en meetonzekerheidsbudgetten
De fysica van machinaal bewerken met nauwe toleranties begrijpen
Het bereiken van ±0,005 mm toleranties vereist een fundamenteel begrip van de fysieke krachten die een rol spelen bij het verwijderen van materiaal. Thermische uitzettingscoëfficiënten worden cruciaal - aluminium zet 23,6 × 10⁻⁶ m/m°C uit, wat betekent dat een temperatuurvariatie van 10°C in een onderdeel van 100 mm een dimensionale verandering van 0,0236 mm creëert, bijna vijf keer onze beoogde tolerantie.
Gereedschapsdoorbuiging volgt de basisbalktheorie, waarbij doorbuiging gelijk is aan kracht maal lengte tot de derde macht, gedeeld door drie maal de elasticiteitsmodulus en het traagheidsmoment (δ = FL³/3EI). Voor een 25 mm hardmetalen vingerfrees onder een snijkracht van 200 N bereikt de doorbuiging ongeveer 0,003 mm - al 60% van ons tolerantiebudget voordat andere foutbronnen in aanmerking worden genomen.
Thermische groei van de spil is een andere kritische factor. Moderne spillen kunnen 0,01-0,02 mm groeien tijdens het eerste uur van gebruik, naarmate de lagertemperaturen stabiliseren. Deze groeisnelheid vereist thermische voorconditioneringsprotocollen en temperatuurgecompenseerde positioneringssystemen voor consistente resultaten.
Materiaalkeuze voor toepassingen met nauwe toleranties
Materiaaleigenschappen hebben een directe invloed op de bewerkbaarheid en dimensionale stabiliteit bij nauwe toleranties. De belangrijkste kenmerken zijn thermische geleidbaarheid, thermische uitzettingscoëfficiënt, elasticiteitsmodulus en microstructurele homogeniteit.
| Materiaalsoort | Thermische uitzetting (10⁻⁶/°C) | Thermische geleidbaarheid (W/m·K) | Dimensionale stabiliteit | Kostenfactor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Uitstekend | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Zeer goed | 1.8x |
| Staal 4140 | 11.2 | 42.6 | Goed | 1.2x |
| Roestvrij 316L | 16.0 | 16.3 | Redelijk | 2.1x |
| Titanium Ti-6Al-4V | 8.6 | 6.7 | Uitstekend | 8.5x |
Aluminium 6061-T6 komt naar voren als de optimale keuze voor de meeste toepassingen met nauwe toleranties, waarbij uitstekende thermische geleidbaarheid voor warmteafvoer wordt gecombineerd met een consistente microstructuur voor dimensionale stabiliteit. De T6-temperatuur zorgt voor een uniforme hardheidsverdeling, waardoor interne spanningsvariaties worden geëlimineerd die vervorming na bewerking kunnen veroorzaken.
Voor staaltoepassingen biedt 4140 superieure dimensionale stabiliteit vanwege de lagere thermische uitzettingscoëfficiënt. De koudverstevigingseigenschappen vereisen echter zorgvuldige aandacht voor de snijparameters om wijzigingen in de oppervlaktelaag te voorkomen die de uiteindelijke afmetingen beïnvloeden.
Machinegereedschapsvereisten en -mogelijkheden
Het bereiken van ±0,005 mm toleranties vereist machinegereedschappen met specifieke prestatiekenmerken. Positioneringsnauwkeurigheid, herhaalbaarheid, thermische stabiliteit en dynamische stijfheid dragen allemaal bij aan de uiteindelijke tolerantiecapaciteit.
Moderne CNC-bewerkingscentra moeten een positioneringsnauwkeurigheid van beter dan ±0,0025 mm en een herhaalbaarheid binnen ±0,001 mm aantonen om consistent onderdeeltoleranties van ±0,005 mm te bereiken. Dit laat voldoende marge over voor gereedschapsslijtage, thermische effecten en procesvariatie.
Dynamische stijfheid wordt cruciaal tijdens het verwijderen van materiaal. De machinestructuur moet weerstand bieden aan doorbuiging onder snijkrachten en tegelijkertijd een nauwkeurige gereedschapspadvolging handhaven. De lusstijfheid - de gecombineerde stijfheid van spil, gereedschapshouder, snijgereedschap en werkstukopstelling - moet doorgaans hoger zijn dan 200 N/μm voor werk met nauwe toleranties.
Thermische compensatiesystemen bewaken en corrigeren actief de thermische groei in machinestructuren. Lineaire encoders bieden real-time positiefeedback, terwijl temperatuursensoren in de hele machine voorspellende thermische modellering mogelijk maken voor dimensionale compensatie.
Selectie en geometrie van snijgereedschap
Bij de selectie van gereedschap voor machinaal bewerken met nauwe toleranties wordt prioriteit gegeven aan stijfheid, slijtvastheid en thermische stabiliteit boven maximale materiaalverwijderingssnelheden. Hardmetalen gereedschappen met geoptimaliseerde geometrieën minimaliseren de snijkrachten en bieden tegelijkertijd een langere levensduur van het gereedschap.
De diameter van de vingerfrees heeft een directe invloed op de doorbuiging - het verdubbelen van de diameter verhoogt de stijfheid met 16 keer (vierde machtsrelatie). Grotere gereedschappen vereisen echter een hoger spindelvermogen en passen mogelijk niet in de geometrische beperkingen van de onderdeelkenmerken.
| Gereedschapsdiameter (mm) | Lengte-tot-diameterverhouding | Maximale DOC (mm) | Typische doorbuiging (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Coatings voor snijgereedschappen spelen een cruciale rol in de dimensionale consistentie. TiAlN-coatings bieden uitstekende slijtvastheid en thermische stabiliteit tot 800°C, waardoor scherpe snijkanten langer behouden blijven voor een consistente oppervlakteafwerking en dimensionale nauwkeurigheid.
Opspan- en werkstukopspanstrategieën
Werkstukopspansystemen voor machinaal bewerken met nauwe toleranties moeten een stijve ondersteuning bieden en tegelijkertijd de geïnduceerde spanningen minimaliseren die onderdeelvervorming kunnen veroorzaken. De ontwerpfilosofie van de opspanning verschuift van maximale klemkracht naar geoptimaliseerde spanningsverdeling.
Hydraulische werkstukopspansystemen bieden nauwkeurige, herhaalbare klemkrachten met uitstekende stijfheid. Typische klemspanningen van 50-70 bar bieden voldoende houdkracht zonder dunwandige secties te veel te belasten, die onder overmatige kracht kunnen doorbuigen.
Zespuntslocatie volgens het 3-2-1-principe zorgt voor kinematische beperking zonder de positie van het werkstuk te veel te definiëren. Primaire referentievlakken vereisen een minimaal contactoppervlak van 20 mm² voor stabiliteit, terwijl secundaire en tertiaire referentiepunten een progressieve vermindering van de contactpunten vereisen om overmatige beperking te voorkomen.
Voor uiterst precieze resultaten, vraag uw offerte op maat binnen 24 uur aan bij Microns Hub.
Aangepaste zachte bekken die in situ zijn bewerkt, bieden optimale onderdeelondersteuning en zijn geschikt voor complexe geometrieën. De bekken worden ruw bewerkt, op de opspanning gemonteerd en vervolgens afgewerkt tot de uiteindelijke afmetingen met dezelfde opstelling die de productieonderdelen zal bewerken.
Omgevingscontroles en thermisch beheer
Temperatuurregeling is de belangrijkste omgevingsfactor voor machinaal bewerken met nauwe toleranties. Een gecontroleerde omgeving handhaaft consistente afmetingen gedurende het bewerkingsproces en de daaropvolgende meetbewerkingen.
Temperatuurregeling op de werkvloer binnen ±1°C maakt voorspelbaar thermisch uitzettingsgedrag mogelijk. Voor kritische toepassingen biedt temperatuurregeling binnen ±0,5°C extra marge voor dimensionale stabiliteit. Dit vereist industriële HVAC-systemen met zonespecifieke temperatuurregeling en continue bewaking.
Temperatuurbeheer van de snijvloeistof voorkomt thermische schokken en handhaaft consistente gereedschapsprestaties. Vloeistoftemperaturen die binnen ±2°C van de omgevingstemperatuur worden gehouden, voorkomen thermische gradiënten die onderdeelvervorming kunnen veroorzaken. Levering van koelmiddel met hoog volume en lage druk (200-400 l/min) zorgt voor effectieve warmteafvoer zonder overmatige snijkrachten.
Voorconditionering van de machine omvat het bedienen van spillen en aanvoeraandrijvingen door middel van representatieve bewegingscycli vóór de productie. Dit stabiliseert de lagertemperaturen en thermische groeipatronen, waardoor de dimensionale drift wordt geëlimineerd die vaak voorkomt bij koude startomstandigheden.
Optimalisatie van procesparameters
Snijparameters voor machinaal bewerken met nauwe toleranties geven prioriteit aan dimensionale nauwkeurigheid en oppervlakte-integriteit boven maximale productiviteit. Conservatieve parameters zorgen voor consistente gereedschapsprestaties gedurende langere levenscycli van het gereedschap.
Oppervlaktesnelheden liggen doorgaans 20-30% onder de maximale aanbevelingen voor de materiaal-/gereedschapscombinatie. Voor Al 6061-T6 met ongecoate hardmetalen gereedschappen variëren de optimale oppervlaktesnelheden van 150-200 m/min in vergelijking met maximale mogelijkheden in de buurt van 300 m/min.
Aanvoersnelheden brengen de vereisten voor de oppervlakteafwerking in evenwicht met de generatie van snijkrachten. Optimale aanvoersnelheden handhaven een continue spaandervorming en minimaliseren tegelijkertijd de gereedschapsdoorbuiging. Voor ±0,005 mm toleranties variëren de aanvoersnelheden doorgaans van 0,05-0,15 mm/tand, afhankelijk van de gereedschapsdiameter en de onderdeelgeometrie.
| Materiaal | Oppervlaktesnelheid (m/min) | Voedingssnelheid (mm/tand) | Axiale DOC (mm) | Radiale DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Staal 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Roestvrij 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titanium Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Klimfrezen biedt een superieure oppervlakteafwerking en dimensionale nauwkeurigheid voor werk met nauwe toleranties. De snijwerking trekt het werkstuk in de opspanning in plaats van het op te tillen, waardoor een consistente positionering gedurende de gehele bewerkingscyclus wordt gehandhaafd.
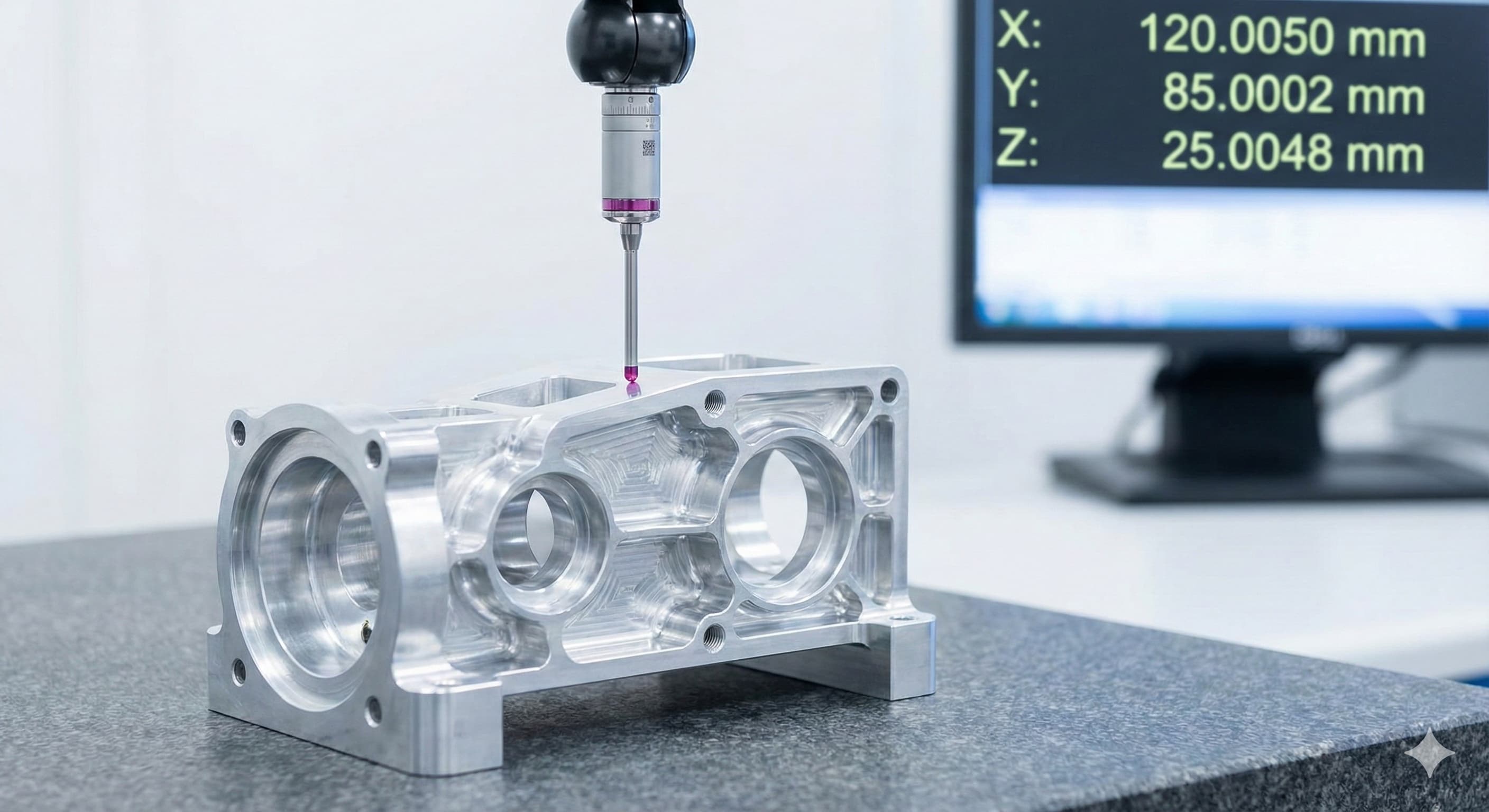
Kwaliteitscontrole en meetprotocollen
Meetstrategieën voor ±0,005 mm toleranties vereisen instrumenten met een nauwkeurigheid die minstens 10 keer beter is dan de te verifiëren tolerantie. Dit vereist coördinatenmeetmachines (CMM's) met een volumetrische nauwkeurigheid van beter dan ±0,0005 mm over het meetbereik.
Thermisch weken zorgt voor meetnauwkeurigheid doordat onderdelen kunnen stabiliseren op de temperatuur van de meetruimte. Standaardpraktijk vereist minimale weektijden van 4 uur voor aluminium onderdelen, met 8 uur weken voor stalen componenten vanwege de lagere thermische geleidbaarheid.
Meetonnauwkeurigheidsbudgetten houden rekening met alle foutbronnen, waaronder instrumentkalibratie, omgevingseffecten, onderdeelopstelling en bedienerstechniek. De gecombineerde meetonnauwkeurigheid mag niet meer bedragen dan 20% van de te verifiëren tolerantie - maximale ±0,001 mm onnauwkeurigheid voor ±0,005 mm toleranties.
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak zorgen ervoor dat elk project de aandacht voor detail krijgt die het verdient, met uitgebreide documentatie ter ondersteuning van elke dimensionale verificatie.
Geavanceerde technieken voor extreme precisie
Draad-EDM (Electrical Discharge Machining) biedt dimensionale mogelijkheden die verder gaan dan conventionele bewerkingen voor specifieke geometrieën. Draad-EDM bereikt routinematig ±0,002 mm toleranties op complexe contouren met behoud van uitstekende oppervlakteafwerkingseigenschappen.
Meerassige bewerking maakt complete onderdeelfabricage in enkele opstellingen mogelijk, waardoor stapeltoleranties van meerdere bewerkingen worden geëlimineerd. Vijfassige bewerkingscentra met een rotatie-asnauwkeurigheid van beter dan ±2 boogseconden maken complexe geometrieën mogelijk met behoud van nauwe toleranties.
In-proces meetsystemen bewaken afmetingen tijdens bewerkingen, waardoor real-time compensatie voor gereedschapsslijtage en thermische effecten mogelijk is. Lasermeetsystemen en tasterprobes bieden feedback voor adaptieve besturingsalgoritmen die afmetingen binnen specificatie houden.
Voor toepassingen die zowel precisiebewerking als volumeproductie vereisen, omvatten onze uitgebreide productiediensten gespecialiseerde mogelijkheden voor werk met nauwe toleranties naast methoden voor volumeproductie.
Kostenoverwegingen en economische optimalisatie
Machinaal bewerken met nauwe toleranties brengt aanzienlijke kostenpremies met zich mee in vergelijking met standaard tolerantiewerk. Inzicht in deze kostendrijvers maakt weloverwogen ontwerpbeslissingen mogelijk die prestatie-eisen in evenwicht brengen met economische beperkingen.
De opstartkosten stijgen aanzienlijk voor werk met nauwe toleranties als gevolg van gespecialiseerde opspanning, langere opstarttijden en uitgebreide eisen voor eerste-artikelinspectie. De opstartkosten vertegenwoordigen doorgaans 40-60% van de totale opdrachtkosten voor kleine hoeveelheden, vergeleken met 15-25% voor standaard tolerantiewerk.
De bewerkingstijden nemen toe als gevolg van conservatieve snijparameters, extra afwerkingsgangen en mogelijke inspecties halverwege de cyclus. Verwacht 2-3x langere cyclustijden in vergelijking met standaard tolerantiebewerking voor vergelijkbare geometrieën.
| Tolerantiebereik | Setup-tijd multiplier | Cyclustijd multiplier | Totale kostenimpact |
|---|---|---|---|
| ±0.1mm (Standaard) | 1.0x | 1.0x | Baseline |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
De kosten voor kwaliteitscontrole lopen aanzienlijk op als gevolg van gespecialiseerde meetapparatuur, langere inspectietijden en uitgebreide documentatievereisten. Alleen al de CMM-inspectiekosten kunnen 15-25% van de totale productiekosten voor onderdelen met nauwe toleranties vertegenwoordigen.
Ontwerprichtlijnen voor produceerbaarheid
Ontwerpoptimalisatie voor produceerbaarheid met nauwe toleranties vereist inzicht in de interactie tussen geometrische vereisten en productiebeperkingen. De juiste ontwerpbeslissingen die vroeg in het ontwikkelingsproces worden genomen, kunnen de productiekosten aanzienlijk verlagen en tegelijkertijd de kwaliteitsresultaten verbeteren.
De toegankelijkheid van kenmerken beïnvloedt zowel de haalbaarheid van de tolerantie als de kosten. Interne kenmerken die lange gereedschappen met een kleine diameter vereisen, worden geconfronteerd met aanzienlijke doorbuigingsuitdagingen. Ontwerp waar mogelijk kenmerken die toegankelijk zijn met korte, stijve gereedschappen of overweeg meerzijdige bewerkingsbenaderingen.
Hoekradius specificaties moeten de mogelijkheden van het gereedschap weerspiegelen in plaats van puur functionele vereisten. Interne hoeken kleiner dan 0,5 mm radius vereisen gespecialiseerde microgereedschappen met beperkte stijfheid. Standaard vingerfreeshoekradiussen van 0,1-0,2 mm bieden een goed compromis tussen functionaliteit en produceerbaarheid.
Onze expertise in CAD-verificatie en produceerbaarheidsanalyse helpt potentiële problemen te identificeren voordat de productie begint, waardoor tijd en kosten worden bespaard en tegelijkertijd wordt gewaarborgd dat uw ontwerpintentie correct wordt gerealiseerd in de uiteindelijke componenten.
Integratie met andere productieprocessen
Machinaal bewerken met nauwe toleranties vertegenwoordigt vaak een stap in een productievolgorde met meerdere processen. Inzicht in hoe bewerkingen integreren met andere processen zorgt voor optimale algemene resultaten en voorkomt problemen in latere fasen.
Warmtebehandelingen kunnen dimensionale veranderingen introduceren die moeten worden opgenomen in de bewerkingsvolgorde. Vervormingen na warmtebehandeling variëren doorgaans van 0,01-0,05 mm, afhankelijk van de onderdeelgeometrie en het materiaal, waardoor nabewerkingen na thermische verwerking vereist zijn.
Oppervlaktebehandelingen zoals anodiseren voegen 0,005-0,015 mm dikte toe aan aluminium onderdelen, waardoor compensatie in afmetingen vóór behandeling vereist is. Hardcoat anodiseren kan tot 0,025 mm per oppervlak toevoegen, wat een aanzienlijke invloed heeft op kenmerken met nauwe toleranties.
Voor toepassingen die kunststof componenten met metalen inserts vereisen, kunnen onze spuitgietdiensten nauwkeurig bewerkte metalen inserts met behoud van toleranties door het overmouldingsproces verwerken, waardoor hybride componenten ontstaan die de sterke punten van beide materialen benutten.
Veelgestelde vragen
Welke machinegereedschapsnauwkeurigheid is vereist om consistent onderdeeltoleranties van ±0,005 mm te bereiken?
Machinegereedschappen moeten een positioneringsnauwkeurigheid van beter dan ±0,0025 mm en een herhaalbaarheid binnen ±0,001 mm aantonen. Dit biedt voldoende marge voor procesvariatie, gereedschapsslijtage en thermische effecten met behoud van de beoogde tolerantie.
Hoe beïnvloedt de materiaalkeuze het vermogen om nauwe toleranties te bereiken?
De thermische uitzettingscoëfficiënt van het materiaal en de microstructurele homogeniteit zijn kritische factoren. Al 6061-T6 biedt uitstekende dimensionale stabiliteit als gevolg van uniforme temperatuur en goede thermische geleidbaarheid, terwijl vrij bewerkbare kwaliteiten mogelijk minder consistente eigenschappen hebben die de uiteindelijke afmetingen beïnvloeden.
Welke omgevingscontroles zijn nodig voor machinaal bewerken met ±0,005 mm tolerantie?
Temperatuurregeling binnen ±1°C is essentieel, met ±0,5°C de voorkeur voor kritische toepassingen. Vochtigheidsregeling tussen 45-55% RV voorkomt condensatieproblemen en trillingsisolatie kan vereist zijn in faciliteiten in de buurt van zware machines of transport.
Hoe beïnvloeden gereedschapsdoorbuigingsfouten de mogelijkheden voor nauwe toleranties?
Gereedschapsdoorbuiging volgt de L³/D⁴-relatie, waarbij doorbuiging toeneemt met de derde macht van de lengte en afneemt met de vierde macht van de diameter. Een 25 mm lange hardmetalen vingerfrees met een diameter van 6 mm kan 0,003 mm doorbuigen onder typische snijkrachten, waardoor 60% van het ±0,005 mm tolerantiebudget wordt verbruikt.
Welke meetonnauwkeurigheid is acceptabel voor het verifiëren van ±0,005 mm toleranties?
De meetonnauwkeurigheid mag niet meer bedragen dan 20% van de te verifiëren tolerantie, wat een maximale ±0,001 mm onnauwkeurigheid vereist voor ±0,005 mm toleranties. Dit vereist een CMM-nauwkeurigheid van beter dan ±0,0005 mm en een goede temperatuurregeling tijdens de meting.
Hoeveel nemen de opstart- en cyclustijden toe voor werk met nauwe toleranties?
De opstarttijden nemen doorgaans 3,5x toe als gevolg van gespecialiseerde opspanning en uitgebreide opstartverificatie. De cyclustijden nemen 4,2x toe als gevolg van conservatieve snijparameters en extra afwerkingsgangen, wat resulteert in een totale kostenimpact van ongeveer 6,5x standaard tolerantiewerk.
Kan draad-EDM betere toleranties bereiken dan conventionele bewerkingen voor complexe geometrieën?
Draad-EDM bereikt routinematig ±0,002 mm toleranties op complexe contouren met een uitstekende oppervlakteafwerking. Het is echter beperkt tot doorlopende gaten en heeft langzamere materiaalverwijderingssnelheden, waardoor het geschikt is voor specifieke toepassingen waar conventionele bewerkingen worden geconfronteerd met geometrische beperkingen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece