Splinebearbeiding: H обbing mot Wire EDM for presisjonsgir
Valg av optimal produksjonsprosess for splinebearbeiding påvirker girpresisjon, produksjonskostnader og leveringstider direkte. Valget mellom hobbing og wire EDM former fundamentalt komponentens dimensjonsnøyaktighet, overflatekvalitet og generelle produksjonseffektivitet.
Begge prosessene har forskjellige roller i presisjonsgirproduksjon, men deres bruksområder, evner og kostnadsstrukturer er svært forskjellige. Å forstå disse forskjellene muliggjør informert beslutningstaking for dine spesifikke prosjektkrav.
Viktige punkter
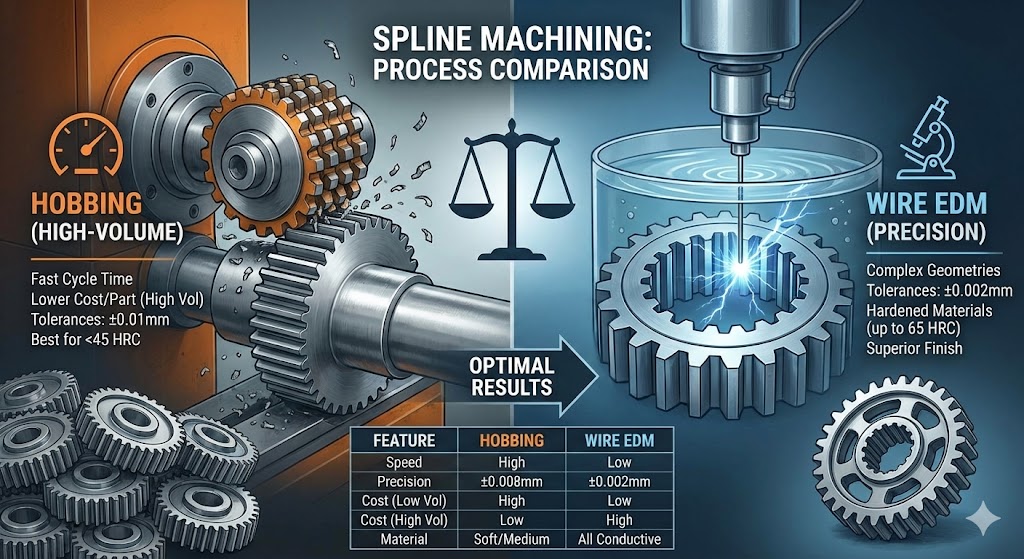
- Hobbing utmerker seg i høyvolumsproduksjon med raskere syklustider og lavere kostnader per del for standard splineprofiler
- Wire EDM leverer overlegen presisjon (±0,002 mm toleranse) og håndterer komplekse geometrier som hobbing ikke kan oppnå
- Materialhardhet over 45 HRC krever vanligvis wire EDM, mens mykere materialer drar nytte av hobbings effektivitet
- Kostnadsovergang skjer rundt 500-1000 deler avhengig av kompleksitet og materialspesifikasjoner
Forstå grunnleggende om splinebearbeiding
Splinebearbeiding skaper presise tannprofiler som overfører dreiemoment mellom roterende aksler. Disse komponentene krever eksepsjonell nøyaktighet i tanngeometri, avstand og overflatefinish for å sikre riktig inngrep og lastfordeling.
Produksjonsprosessen må opprettholde strenge toleranser på tvers av flere dimensjoner: tanntykkelse, rotdiameter, hoveddiameter og stigningsnøyaktighet. Avvik i en hvilken som helst parameter påvirker girytelsen, støynivået og levetiden direkte.
Moderne splineapplikasjoner spenner over biltransmisjoner, aktuatorer for luftfart og industrimaskiner der presisjonskravene ofte overstiger ±0,01 mm på kritiske dimensjoner. Å oppfylle disse spesifikasjonene krever nøye prosessvalg basert på materialegenskaper, produksjonsvolum og geometrisk kompleksitet.
Hobbing prosessanalyse
Hobbing representerer en kontinuerlig genereringsprosess der et spiralformet skjæreverktøy gradvis fjerner materiale for å danne splinetenner. Hoben roterer i synkronisert bevegelse med arbeidsstykket, og skaper presise tannprofiler gjennom koordinerte matingsbevegelser.
Denne prosessen utmerker seg i å produsere involutte splineprofiler med konsistent tanngeometri over hele ansiktsbredden. Den kontinuerlige skjærehandlingen genererer glatte overflatefinisher som vanligvis varierer fra Ra 1,6 til Ra 3,2 μm, avhengig av skjæreparametere og verktøyets tilstand.
Materialfjerningshastighetene ved hobbing overstiger betydelig de ved wire EDM, med typiske skjærehastigheter som når 200-400 m/min for stålkomponenter. Denne produktivitetsfordelen blir avgjørende for høyvolumsproduksjon der syklustiden direkte påvirker produksjonskostnadene.
Hobbing imøtekommer forskjellige splinetyper, inkludert involutte, rettsidige og taggete profiler. Prosessen krever imidlertid spesialisert verktøy for hver spline-spesifikasjon, med hobkostnader som varierer fra €2500 til €15 000 avhengig av modulstørrelse og presisjonsklasse.
Prosessbegrensningene inkluderer begrenset evne til å maskinere innvendige splines med små diametre, utfordringer med herdede materialer over 45 HRC, og geometriske begrensninger pålagt av verktøytilgjengelighet. Disse faktorene må vurderes under design- og prosessplanleggingsfasene.
Wire EDM prosessegenskaper
Wire electrical discharge machining bruker kontrollerte elektriske gnister for å erodere materiale langs en programmert bane. En kontinuerlig bevegelig trådelektrode, vanligvis 0,15-0,25 mm i diameter, skaper presise kutt gjennom elektrisk ledende materialer uavhengig av hardhet.
Prosessen oppnår eksepsjonell dimensjonsnøyaktighet med toleranser som når ±0,002 mm på kritiske dimensjoner. Dette presisjonsnivået viser seg å være essensielt for romfartsapplikasjoner og høyytelses girsystemer der standard produksjonsprosesser ikke kan oppfylle kravene.
Wire EDM håndterer komplekse splinegeometrier, inkludert avbrutte profiler, asymmetriske tannformer og integrerte funksjoner som er umulige å maskinere gjennom konvensjonelle metoder. Prosessfleksibiliteten strekker seg til herdede materialer opp til 65 HRC uten at det går på bekostning av nøyaktighet eller overflatefinish.
Overflatekvaliteten i wire EDM varierer fra Ra 0,8 til Ra 2,5 μm avhengig av skjæreparametere og finishpasseringer. Flere skjærepasseringer tillater optimalisering mellom skjærehastighet og overflatekvalitet, med grove kutt som fjerner bulkmateriale og finishpasseringer som oppnår endelige dimensjoner.
Prosessen opererer gjennom våre presisjons CNC-maskineringstjenester med avanserte wire EDM-funksjoner, som muliggjør komplekse geometrier og stramme toleranser som tradisjonell maskinering ikke kan oppnå.
Skjærehastighetene i wire EDM varierer betydelig med materialtykkelse og nødvendig overflatefinish. Typiske hastigheter varierer fra 20-200 mm²/min, betydelig tregere enn hobbing, men kompensert av overlegen presisjon og geometrisk fleksibilitet.
Presisjons- og toleransesammenligning
Dimensjonsnøyaktighet representerer en kritisk differensiator mellom hobbing- og wire EDM-prosesser. Å forstå oppnåelige toleranser veileder passende prosessvalg for spesifikke applikasjoner.
| Toleranseparameter | Freesing | Trådgnisting | Påvirkning på bruksområde |
|---|---|---|---|
| Delingsnøyaktighet | ±0,008 mm | ±0,002 mm | Avgjørende for jevn inngripen |
| Tanntykkelse | ±0,01 mm | ±0,003 mm | Påvirker slakkontroll |
| Rotradius | ±0,02 mm | ±0,005 mm | Påvirker spenningskonsentrasjon |
| Overflateruhet (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Påvirker slitestyrke |
| Konsentrisitet | ±0,01 mm | ±0,005 mm | Avgjørende for balanse |
Disse toleransemulighetene påvirker komponentytelsen direkte i krevende applikasjoner. Luftfartsgirkasser krever vanligvis wire EDM-presisjon, mens bilapplikasjoner ofte aksepterer hobbingtoleranser med passende designmarginer.
Repeterbarhet mellom deler representerer en annen avgjørende faktor. Hobbing opprettholder konsistente resultater innenfor ±0,005 mm over produksjonsløp når det vedlikeholdes riktig. Wire EDM oppnår overlegen repeterbarhet ved ±0,002 mm, essensielt for utskiftbare komponenter.
Temperatureffekter under maskinering kan påvirke endelige dimensjoner. Hobbing genererer betydelig varme som krever nøye kjølevæskehåndtering for å forhindre termisk forvrengning. Wire EDM opererer ved lavere temperaturer, og minimerer termiske effekter på dimensjonsnøyaktigheten.
Materialkompatibilitet og begrensninger
Materialegenskaper påvirker prosessvalget for splinebearbeiding betydelig. Hver metode viser spesifikke fordeler og begrensninger basert på materialegenskaper.
Hobbing yter optimalt på materialer med hardhet under 45 HRC. Vanlige bruksområder inkluderer AISI 4140 stål (28-35 HRC), AISI 8620 sementeringsstål og forskjellige aluminiumslegeringer. Prosessen sliter med herdet stål over 50 HRC på grunn av overdreven verktøyslitasje og dårlig overflatefinish.
Wire EDM imøtekommer ethvert elektrisk ledende materiale uavhengig av hardhet. Denne evnen muliggjør maskinering av verktøystål ved 60+ HRC, Inconel 718, titanlegeringer og herdet lagerstål. Prosessbegrensningen involverer ikke-ledende materialer som keramikk og visse plastmaterialer.
| Materialtype | Egnethet for fresing | Egnethet for trådgnisting | Foretrukket prosess |
|---|---|---|---|
| Mykt stål (<35 HRC) | Utmerket | Bra | Fresing (kostnadsfordel) |
| Medium stål (35-45 HRC) | Bra | Utmerket | Volumavhengig |
| Hardt stål (>50 HRC) | Dårlig | Utmerket | Trådgnisting nødvendig |
| Aluminiumslegeringer | Utmerket | Bra | Fresing (produktivitet) |
| Titanlegeringer | Begrenset | Utmerket | Trådgnisting foretrukket |
| Inconel/Superlegeringer | Svært begrenset | Utmerket | Kun trådgnisting |
Materialtykkelse påvirker også prosessvalget. Hobbing håndterer forskjellige ansiktsbredder effektivt, mens wire EDM-skjærehastigheten reduseres med økt tykkelse. Deler som overstiger 100 mm tykkelse kan favorisere hobbing av produktivitetshensyn.
Resterende spenningsmønstre er forskjellige mellom prosessene. Hobbing introduserer trykkspenninger som er gunstige for utmattingsmotstand, mens wire EDM skaper minimal restspenning, men kan kreve spenningsavlastningsbehandlinger for kritiske applikasjoner.
Kostnadsanalyse og økonomiske vurderinger
Å forstå den komplette kostnadsstrukturen muliggjør nøyaktig prosessvalg basert på prosjektøkonomi snarere enn første inntrykk.
Hobbing krever betydelige investeringer i verktøy på forhånd, med hober som koster €2500-€15 000 avhengig av spesifikasjoner. Disse verktøyene produserer imidlertid tusenvis av deler før utskifting, noe som reduserer verktøykostnadene per del dramatisk i høyvolumsproduksjon.
Wire EDM eliminerer tilpassede verktøykostnader, men opererer med høyere timepriser på grunn av lavere skjærehastigheter og forbrukskostnader for tråd. Typiske wire EDM-priser varierer fra €45-€85 per time inkludert trådforbruk og maskinoverhead.
For høypresisjonsresultater, Motta et detaljert tilbud innen 24 timer fra Microns Hub.
| Kostnadsfaktor | Freesing | Tråd-EDM | Voluminnvirkning |
|---|---|---|---|
| Oppsettkostnad | €800-€2,000 | €200-€500 | Foretrekker EDM ved lavt volum |
| Verktøykostnad | €2,500-€15,000 | €0 (kun forbruksmateriell) | Avskrives over produksjon |
| Timepris | €35-€55 | €45-€85 | Konsekvent på tvers av volumer |
| Syklustid (per del) | 15-45 minutter | 2-8 timer | Freesing-fordelen skalerer |
| Sekundære operasjoner | Avgrading, inspeksjon | Minimal etterbehandling | Legger til fresekostnad |
Det økonomiske skjæringspunktet oppstår vanligvis mellom 500-1000 deler for standard splinegeometrier. Komplekse profiler eller stramme toleranser kan flytte denne balansen mot wire EDM selv ved høyere volumer.
Kvalitetsrelaterte kostnader må inkluderes i den økonomiske analysen. Hobbing kan kreve ytterligere kvalitetskontrolltiltak og potensielt omarbeid, mens wire EDMs overlegne nøyaktighet ofte eliminerer disse bekymringene.
Leveringstidshensyn påvirker totale prosjektkostnader. Hobbing krever hobanskaffelse med 8-12 ukers leveringstid, mens wire EDM kan starte umiddelbart med standard trådelektroder.
Overflatefinish og kvalitetsegenskaper
Overflatekvaliteten påvirker girytelsen direkte, og påvirker friksjon, slitestyrke og støygenerering under drift.
Hobbing produserer karakteristiske matemerker justert med skjæreretningen, og skaper overflateteksturer som kan kreve ytterligere etterbehandlingsoperasjoner for kritiske applikasjoner. Overflateruheten varierer vanligvis fra Ra 1,6 til Ra 3,2 μm avhengig av skjæreparametere og verktøyets tilstand.
Wire EDM genererer karakteristiske overflatemønstre fra elektrisk utladningserosjon, og skaper mikroskopiske kratere som effektivt kan fange opp smøremidler. Overflatefinishen varierer fra Ra 0,8 til Ra 2,5 μm med riktig parameteroptimalisering.
Forholdet mellom overflatefinish og skjæreparametere tillater optimalisering for spesifikke krav. Ved hobbing forbedrer lavere skjærehastigheter og finere matinger overflatekvaliteten, men reduserer produktiviteten. Wire EDM oppnår overlegne finisher gjennom flere skjærepasseringer, med grove kutt etterfulgt av finishpasseringer.
Overflateintegritet strekker seg utover ruhet for å inkludere metallurgiske endringer fra produksjonsprosessen. Hobbing skaper arbeidsherdede overflater som er gunstige for slitestyrke, mens wire EDM produserer tynne omsmeltingslag som kan kreve fjerning i kritiske applikasjoner.
Avgradingskrav er svært forskjellige mellom prosessene. Hobbing produserer vanligvis grader ved tannkanter som krever sekundære operasjoner, mens wire EDM skaper minimale grader på grunn av den termiske skjæremekanismen.
Designhensyn og geometriske begrensninger
Komponentgeometri påvirker produksjonsprosessvalget betydelig, med hver metode som viser spesifikke evner og begrensninger.
Hobbing utmerker seg ved standard involutte splineprofiler, men står overfor begrensninger med komplekse eller ikke-standard geometrier. Prosessen krever rett gjennomgående skjærebaner uten geometriske forstyrrelser, noe som begrenser designfleksibiliteten for integrerte funksjoner.
Innvendige splines gir spesielle utfordringer for hobbing, spesielt med små diametre der verktøytilgjengeligheten blir problematisk. Minimum indre diameter overstiger vanligvis 25 mm for praktiske hobbingoperasjoner, selv om spesialisert verktøy kan utvide denne evnen.
Wire EDM håndterer praktisk talt enhver 2D-profil som kan programmeres, inkludert asymmetriske tenner, variabel avstand og integrerte kilespor eller spor. Denne geometriske fleksibiliteten muliggjør komplekse design som er umulige gjennom konvensjonelle maskineringsmetoder.
Evnen til å maskinere komplekse geometrier med undersnitt representerer en betydelig wire EDM-fordel, spesielt for romfartsapplikasjoner som krever vektreduksjon gjennom materialfjerning i ikke-kritiske områder.
Konusmuligheter er forskjellige mellom prosessene. Hobbing produserer parallelle tenner, mens wire EDM kan lage koniske profiler for spesialiserte applikasjoner som konusclutcher eller justerbare koblinger.
Deltykkelsesbegrensninger påvirker prosessvalget. Hobbing håndterer forskjellige ansiktsbredder effektivt, mens wire EDM-skjærehastigheten reduseres med tykkelsen, noe som gjør det mindre økonomisk for deler som overstiger 150 mm i tykkelse.
Produksjonsvolumhensyn
Produksjonsvolum representerer den primære faktoren som bestemmer økonomisk levedyktighet for hver produksjonsprosess.
Lavvolumsproduksjon (1-100 deler) favoriserer vanligvis wire EDM på grunn av eliminering av verktøykostnader og oppsettfleksibilitet. Evnen til å endre programmer raskt imøtekommer designendringer som er vanlige i prototype- og lavvolumsapplikasjoner.
Middelsvolumsproduksjon (100-1000 deler) krever nøye økonomisk analyse med tanke på totale prosjektkostnader, inkludert verktøyamortisering, syklustider og kvalitetskrav. Skjæringspunktet varierer med delkompleksitet og toleransekrav.
Høyvolumsproduksjon (1000+ deler) favoriserer generelt hobbing når geometriske begrensninger tillater det. Den overlegne produktiviteten og lavere kostnadene per del kompenserer for innledende verktøyinvesteringer over store produksjonsløp.
Batchstørrelsesoptimalisering påvirker begge prosessene forskjellig. Hobbing drar nytte av kontinuerlige produksjonsløp som minimerer oppsettstidsinnvirkningen, mens wire EDM imøtekommer blandede batcher effektivt på grunn av raske programendringer.
Produksjonsplanleggingsfleksibilitet representerer en annen vurdering. Wire EDM muliggjør rask respons på presserende krav uten verktøyforsinkelser, mens hobbing kan kreve forhåndsplanlegging for verktøyskaffelse og oppsett.
Kvalitetskontroll og inspeksjonskrav
Dimensjonsverifisering og kvalitetskontrollprosedyrer varierer betydelig mellom hobbing- og wire EDM-prosesser.
Hobbing krever omfattende inspeksjon på grunn av potensielle verktøyslitasjeeffekter på dimensjonsnøyaktigheten. Kritiske parametere inkluderer stigningsnøyaktighet, tanntykkelse og profilform, typisk målt ved hjelp av girinspeksjonssystemer med ±0,001 mm oppløsning.
Wire EDMs overlegne prosesskontroll reduserer ofte inspeksjonskravene, selv om verifisering fortsatt er avgjørende for kritiske dimensjoner. Prosessstabiliteten muliggjør statistisk prosesskontroll med mindre utvalgsstørrelser sammenlignet med hobbing.
Inspeksjonsutstyrskravene er forskjellige mellom prosessene. Hobbing kan nødvendiggjøre spesialiserte girmålingssystemer, mens wire EDM-deler ofte bruker standard koordinatmålemaskiner for dimensjonsverifisering.
Prosessevnestudier demonstrerer distinkte egenskaper for hver metode. Hobbing viser Cpk-verdier på 1,33-1,67 for standardtoleranser, mens wire EDM oppnår Cpk-verdier som overstiger 2,0 for sammenlignbare dimensjoner.
Sporbarhetskrav i romfarts- og medisinske applikasjoner favoriserer wire EDMs digitale prosesskontroll og automatiserte dokumentasjonsevner sammenlignet med hobbings manuelle oppsettprosedyrer.
Avanserte applikasjoner og fremtidige trender
Nye applikasjoner fortsetter å flytte grensene for splinebearbeidingspresisjon og kompleksitet.
Mikro-splines for presisjonsinstrumenter krever wire EDM-funksjoner på grunn av skaleringsbegrensninger ved hobbing. Komponenter med tannmoduler under 0,5 mm overstiger vanligvis hobbingverktøyets produksjonsevner.
Hybridproduksjonstilnærminger kombinerer begge prosessene for optimale resultater. Grov hobbing etterfulgt av wire EDM-finishing muliggjør høy produktivitet med overlegen nøyaktighet, selv om dette øker kompleksiteten og kostnadene.
Additiv produksjonsintegrasjon skaper muligheter for komplekse interne splinegeometrier som er umulige gjennom tradisjonelle metoder. Wire EDM muliggjør etterbehandling av 3D-printede komponenter til presisjonstoleranser.
Industri 4.0-implementeringer påvirker begge prosessene gjennom forbedrede overvåkings- og kontrollsystemer. Prediktive vedlikeholdsalgoritmer optimaliserer verktøylevetiden ved hobbing, mens sanntidsprosessovervåking forbedrer wire EDM-konsistensen.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den spesialiserte oppmerksomheten som kreves for optimale resultater, enten det er gjennom hobbing eller wire EDM-prosesser.
Miljøhensyn påvirker i økende grad prosessvalget. Wire EDMs reduserte avfallsproduksjon og eliminering av skjærevæsker appellerer til miljøbevisste produsenter, mens hobbings høyere produktivitet reduserer det totale energiforbruket per del.
Retningslinjer for prosessvalg
Systematiske evalueringskriterier muliggjør optimalt prosessvalg basert på spesifikke prosjektkrav.
Primære utvelgelseskriterier inkluderer produksjonsvolum, toleransekrav, materialegenskaper og geometrisk kompleksitet. Disse parameterne samhandler for å bestemme den mest økonomiske produksjonstilnærmingen.
Beslutningsmatriser hjelper til med å kvantifisere utvelgelseskriterier ved å vekte faktorer i henhold til prosjektprioriteringer. Kostnadssensitive prosjekter legger vekt på økonomiske faktorer, mens kritiske applikasjoner prioriterer presisjon og pålitelighet.
Prototyping begynner ofte med wire EDM for designverifisering før overgang til hobbing for produksjonsvolumer. Denne tilnærmingen validerer design samtidig som den opprettholder økonomisk levedyktighet for fullskalaproduksjon.
Risikovurdering vurderer faktorer som verktøytilgjengelighet, prosessevne og leveringsplaner. Wire EDM tilbyr lavere teknisk risiko for komplekse geometrier, mens hobbing gir etablerte løsninger for standardapplikasjoner.
Fremtidige designendringer påvirker prosessvalgsbeslutninger. Wire EDM imøtekommer modifikasjoner lettere, mens hobbing krever nytt verktøy for betydelige geometriske endringer.
Integrasjon med våre produksjonstjenester sikrer optimalt prosessvalg basert på omfattende evnevurdering og økonomisk analyse skreddersydd for dine spesifikke krav.
Ofte stilte spørsmål
Hvilke toleransenivåer kan oppnås med hobbing kontra wire EDM?
Hobbing oppnår vanligvis toleranser på ±0,008 mm til ±0,01 mm på kritiske dimensjoner som stigning og tanntykkelse. Wire EDM leverer overlegen presisjon med toleranser som når ±0,002 mm til ±0,003 mm på de samme parameterne. Valget avhenger av applikasjonens presisjonskrav og om den forbedrede nøyaktigheten rettferdiggjør den ekstra kostnaden.
Hvilken prosess er mest kostnadseffektiv for middels produksjonsvolumer?
For produksjonsvolumer mellom 100-1000 deler avhenger kostnadseffektiviteten av delkompleksitet og toleransekrav. Enkle splineprofiler favoriserer ofte hobbing på grunn av raskere syklustider, mens komplekse geometrier eller stramme toleranser kan rettferdiggjøre wire EDM-kostnader. Skjæringspunktet oppstår vanligvis rundt 500 deler for standardgeometrier.
Kan begge prosessene håndtere herdede stålkomponenter?
Wire EDM utmerker seg med herdet stål opp til 65 HRC uten at det går på bekostning av nøyaktighet eller krever spesialisert verktøy. Hobbing blir utfordrende over 45 HRC på grunn av overdreven verktøyslitasje og dårlig overflatefinish. For herdede komponenter representerer wire EDM det foretrukne valget uavhengig av produksjonsvolum.
Hva er de typiske leveringstidene for hver prosess?
Wire EDM kan starte umiddelbart ved hjelp av standard trådelektroder, med leveringstider bestemt primært av maskineringstid og køposisjon. Hobbing krever tilpasset verktøyskaffelse med 8-12 ukers leveringstid for spesialiserte hober, selv om standardverktøy kan være tilgjengelig tidligere. Vurder verktøyleveringstider når du planlegger produksjonsplaner.
Hvordan påvirker overflatefinishkrav prosessvalget?
Wire EDM produserer overlegne overflatefinisher som varierer fra Ra 0,8 til Ra 2,5 μm med minimale sekundære operasjoner som kreves. Hobbing oppnår Ra 1,6 til Ra 3,2 μm, men kan kreve ytterligere etterbehandling for kritiske applikasjoner. Applikasjoner som krever eksepsjonell overflatekvalitet favoriserer vanligvis wire EDM til tross for høyere kostnader.
Hvilke geometriske begrensninger finnes for hver prosess?
Hobbing krever rett gjennomgående skjærebaner og sliter med innvendige splines under 25 mm diameter. Wire EDM håndterer praktisk talt enhver 2D-profil, inkludert komplekse geometrier, undersnitt og stramme interne funksjoner. Velg wire EDM for ikke-standard profiler eller geometriske begrensninger som overstiger hobbingkapasiteten.
Er det materialbegrensninger for begge prosessene?
Hobbing fungerer optimalt på materialer under 45 HRC, inkludert vanlige stål og aluminiumslegeringer. Wire EDM imøtekommer ethvert elektrisk ledende materiale uavhengig av hardhet, inkludert eksotiske legeringer og herdet stål. Ikke-ledende materialer som keramikk krever alternative produksjonsmetoder.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece