Undercuts i CNC-maskinering: T-sporfreser vs. 5-akse strategier
Maskinering av underkutt er en av de mest utfordrende geometriproblemene innen presisjonsfremstilling. Disse funksjonene – definert som overflater som ikke kan nås av et skjæreverktøy som beveger seg langs en enkelt akse – krever spesialiserte strategier som direkte påvirker syklustider, verktøykostnader og den generelle prosjektgjennomførbarheten.
Viktige poeng:
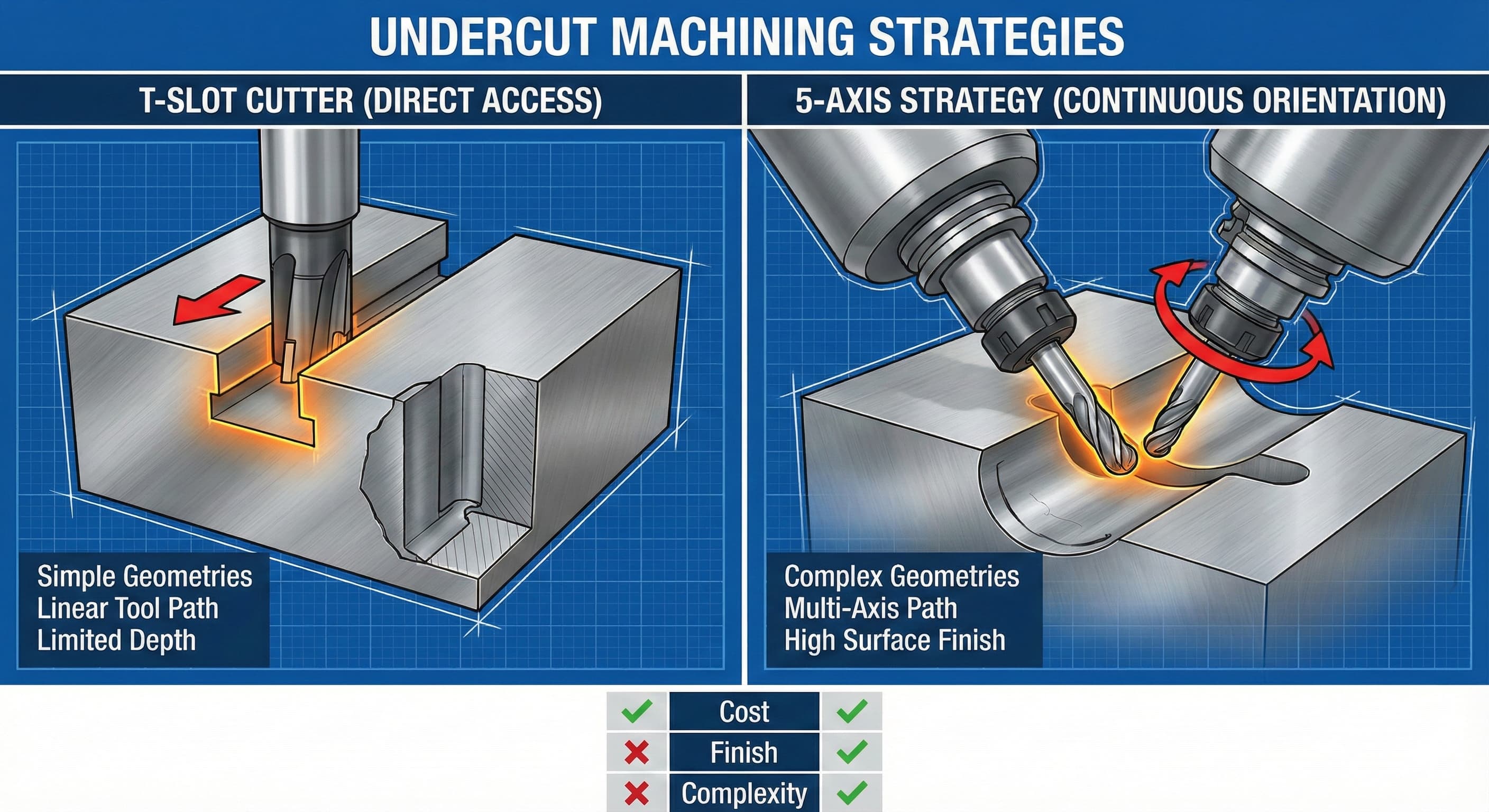
- T-sporfreser er utmerket for enkle underkutt, men er begrenset til spesifikke geometrier og dybder opp til 15-20 mm
- 5-akse samtidig maskinering muliggjør komplekse underkuttprofiler med overlegen overflatefinish (Ra 0,8-1,6 μm)
- Hybridtilnærminger som kombinerer begge metoder kan redusere syklustidene med 25-40 % for komplekse komponenter
- Materialvalg og arbeidsstykkets stivhet bestemmer optimal strategi for maskinering av underkutt
Forståelse av geometriklassifiseringer for underkutt
Underkutt i CNC-maskinering deles inn i tre hovedkategorier: enkle lineære underkutt, komplekse buede underkutt og sammensatte flerretningsbestemte underkutt. Hver klassifisering krever forskjellige verktøytilnærminger og maskinkapasiteter.
Enkle lineære underkutt, som T-spor og svalehale-profiler, har rettlinjet geometri som er tilgjengelig gjennom spesialiserte pinnefreser. Disse varierer vanligvis fra 2-25 mm i dybden med veggvinkler mellom 45-90 grader. ISO 2768-m-standarden gjelder for generelle toleranser, mens spesifikke funksjoner kan kreve strengere kontroller ned til ±0,05 mm.
Komplekse buede underkutt inkluderer sfæriske hulrom, skulpturerte overflater under overheng og organiske former som finnes i romfartskomponenter. Disse geometriene kan ikke maskineres med konvensjonelle 3-akse strategier og krever kontinuerlige flerakse verktøybaner for å opprettholde riktig sponevakuering og overflatekvalitet.
Sammensatte underkutt kombinerer flere retninger og har ofte varierende dybder innenfor en enkelt funksjon. Medisinske implantater, turbinblader og sprøytestøpeformer inneholder ofte disse utfordrende geometriene som presser grensene for både verktøy og maskinkapasitet.
T-sporfreser: Spesialisert verktøy for direkte tilgang
T-sporfreser representerer den mest direkte tilnærmingen for maskinering av lineære underkutt. Disse verktøyene har et smalt skaft med et forstørret skjærehode, som gir tilgang til trange rom samtidig som det fjerner materiale i områder som er utilgjengelige for konvensjonelle pinnefreser.
Standard T-sporfreser varierer fra 6-50 mm i hodediameter, med skaftdiametre som vanligvis er 30-50 % av hodestørrelsen for å gi nødvendig stivhet. Karbidkvaliteter som K20-K30 gir optimal slitestyrke for stålkomponenter, mens PCD-tippede verktøy utmerker seg i aluminiumslegeringer som 6061-T6 og 7075-T6.
Skjæreparametere for T-sporoperasjoner krever nøye vurdering av verktøyets nedbøyning og vibrasjon. Anbefalte skjærehastigheter varierer fra 80-150 m/min for stål (avhengig av hardhet), med matingshastigheter mellom 0,1-0,3 mm per tann. Den utvidede verktøygeometrien begrenser skjæredybden til 0,5-2,0 mm per passering, noe som har betydelig innvirkning på syklustidene for dype underkutt.
| Verktøytype | Maks dybde (mm) | Overflatehastighet (m/min) | Matehastighet (mm/tann) | Typisk kostnad (€) |
|---|---|---|---|---|
| HSS T-sporfres | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Carbide T-sporfres | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-sporfres | 20 | 200-400 | 0.2-0.4 | 350-650 |
Vurderinger av verktøylevetid blir kritiske på grunn av den utkragende skjæregeometrien. Riktig arbeidsstykkeoppspenning og vibrasjonsdempingssystemer er avgjørende for å forhindre for tidlig verktøyfeil og opprettholde dimensjonsnøyaktighet gjennom hele produksjonen.
5-akse samtidige maskineringsstrategier
Fem-akse samtidig maskinering transformerer tilgjengeligheten til underkutt ved å muliggjøre kontinuerlige verktøyorienteringsendringer gjennom hele skjærebanen. Denne funksjonen gjør at konvensjonelle pinnefreser får tilgang til komplekse geometrier samtidig som de opprettholder optimale skjæreforhold og overlegne overflatefinisher.
Den grunnleggende fordelen ligger i verktøyaksemanipulasjon. Ved å vippe og rotere arbeidsstykket eller spindelen, opprettholder skjæreverktøyene vinkelrett inngrep med komplekse overflater, og eliminerer de geometriske begrensningene som er iboende i T-sporfresertilnærminger. Dette resulterer i forbedret sponevakuering, reduserte skjærekrefter og forbedret overflatekvalitet.
Programmering av 5-akse underkuttstrategier krever sofistikert CAM-programvare som er i stand til kollisjonsdeteksjon og verktøybaneoptimalisering. Bly- og etterslepvinkler må kontrolleres nøye for å forhindre uthuling samtidig som fullstendig materialfjerning sikres. Typiske blyvinkler varierer fra 2-5 grader, med etterslepvinkler justert basert på materialegenskaper og ønsket overflatefinish.
Maskinkinematikk spiller en avgjørende rolle i strategivalg. Bord-bord-konfigurasjoner (A- og C-akser på bordet) utmerker seg for tunge arbeidsstykker, men kan ha begrensede verktøytilgangsvinkler. Hode-hode-konfigurasjoner (B- og C-akser på spindelen) gir overlegen tilgjengelighet, men er vanligvis begrenset til lettere komponenter på grunn av spindelbelastningsbegrensninger.
For høypresisjonsresultater, Send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Matingshastighetsoptimalisering i 5-akse underkuttmaskinering krever dynamisk justering basert på umiddelbart verktøyinngrep. Moderne CNC-kontrollere bruker avanserte algoritmer for å opprettholde konsistente sponbelastninger samtidig som de forhindrer plutselige akselerasjonsendringer som kan kompromittere overflatefinishen eller dimensjonsnøyaktigheten.
Sammenlignende analyse: Ytelses- og kostnadsfaktorer
Valg mellom T-sporfreser og 5-akse strategier krever omfattende analyse av delgeometri, produksjonsvolum og kostnadsbegrensninger. Hver tilnærming gir distinkte fordeler avhengig av spesifikke applikasjonskrav.
| Faktor | T-sporfreser | 5-Akse Samtidig | Innvirkning på valg |
|---|---|---|---|
| Oppsettstid | 15-30 minutter | 45-90 minutter | Høyt volum favoriserer T-spor |
| Programmeringskompleksitet | Lav | Høy | Kompetansekrav varierer betydelig |
| Overflateruhet (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kritisk for synlige overflater |
| Verktøykostnad per funksjon | €2-8 | €0.50-3 | Volum- og kompleksitetsavhengig |
| Syklustid (enkelt undersnitt) | 100% | 150-200% | T-spor fordel for grunnleggende geometri |
Materialvurderinger påvirker strategivalget betydelig. Arbeidsherdende legeringer som Inconel 718 drar nytte av den kontinuerlige skjæreaksjonen som er mulig med 5-akse tilnærminger, mens aluminiumslegeringer kan oppnå akseptable resultater med begge metodene. De forbedrede sponevakueringsegenskapene ved 5-akse maskinering blir spesielt verdifulle når du arbeider med materialer som er utsatt for arbeidsherding eller de som genererer lange, trådete spon.
Geometrisk kompleksitet fungerer som den primære beslutningsdriveren. Enkle T-spor, svalehale og lineære underkutt med dybder under 15 mm favoriserer vanligvis spesialiserte freser. Komplekse buede underkutt, funksjoner med variabel dybde eller underkutt som krever flere retninger krever 5-akse funksjoner.
Når du evaluerer omfattende produksjonsløsninger, bør du vurdere hvordan underkuttmaskinering integreres med andre prosesser. Komponenter som krever både presisjons CNC-funksjoner og formede elementer kan dra nytte av våre tjenester for platebearbeiding for hybridproduksjonstilnærminger.
Avanserte hybridstrategier
Sofistikerte produksjonsmiljøer bruker ofte hybridtilnærminger som kombinerer T-sporfreser og 5-akse strategier innenfor enkelt maskineringsprogrammer. Denne metodikken optimaliserer syklustidene samtidig som kvalitetsstandardene opprettholdes på tvers av ulike funksjonskrav.
Grov underkuttfjerning bruker ofte 5-akse strategier med standard pinnefreser for å fjerne bulkmateriale effektivt. Den overlegne sponevakueringen og reduserte verktøyspenningen muliggjør aggressive materialfjerningshastigheter på 15-25 cm³/min i aluminiumslegeringer. Endelig profilering bruker deretter spesialiserte T-sporfreser for å oppnå presis dimensjonskontroll og forbedret overflatefinish på kritiske overflater.
Sekvensielle verktøyendringer i hybridprogrammer krever nøye vurdering av arbeidsstykkets referansesystemer og verktøylengdekompensasjon. Å opprettholde konsistente koordinatsystemer blir kritisk når du veksler mellom forskjellige verktøygeometrier og skjærestrategier. Riktig oppsett og verifiseringsprosedyrer forhindrer kostbar kassering av delvis fullførte komponenter.
Avanserte CAM-systemer tilbyr nå integrerte hybridprogrammeringsfunksjoner som automatisk optimaliserer verktøyvalg og skjærestrategier basert på funksjonsgeometrianalyse. Disse systemene evaluerer faktorer inkludert materialfjerningshastigheter, verktøytilgangsvinkler og overflatefinishkrav for å generere optimaliserte maskineringssekvenser.
Temperaturstyring blir stadig viktigere i hybridstrategier på grunn av varierende skjærebelastninger og utvidede syklustider. Flomkjølesystemer med strømningshastigheter på 15-25 liter per minutt bidrar til å opprettholde konsistente temperaturer samtidig som de gir tilstrekkelig sponevakuering for begge skjæremetodene.
Materialspesifikke vurderinger
Ulike materialer reagerer unikt på T-spor kontra 5-akse underkuttmaskineringsstrategier, og krever skreddersydde tilnærminger for optimale resultater. Å forstå disse materialspesifikke atferdene muliggjør informert strategivalg og parameteroptimalisering.
Aluminiumslegeringer, spesielt 6061-T6 og 7075-T6, maskineres lett med begge tilnærmingene, men viser forskjellig atferd. T-sporfreser i aluminium kan oppnå høye materialfjerningshastigheter på grunn av utmerkede varmeavledningsegenskaper, mens 5-akse strategier drar nytte av materialets evne til å produsere korte, lett evakuerte spon. PCD-tippede verktøy utmerker seg i aluminiumsapplikasjoner, og tilbyr verktøylevetidsforbedringer på 300-500 % sammenlignet med karbidalternativer.
| Materialkvalitet | Foretrukket strategi | Typisk verktøylevetid | Overflatehastighet (m/min) | Spesielle hensyn |
|---|---|---|---|---|
| Al 6061-T6 | Enten/Hybrid | 2000-4000 deler | 200-400 | Forebygging av pålimt egg |
| Stål 4140 (HRC 30) | 5-Akse foretrukket | 150-300 deler | 120-180 | Arbeidsherdingskontroll |
| Rustfritt 316L | 5-Akse kreves | 80-150 deler | 80-120 | Kontinuerlig skjæring essensielt |
| Inconel 718 | Kun 5-Akse | 25-60 deler | 45-80 | Termisk styring kritisk |
Rustfrie ståltyper som 316L og 17-4 PH gir unike utfordringer på grunn av arbeidsherdende egenskaper. T-sporfreser som opererer med intermitterende skjæreaksjon kan indusere arbeidsherding, noe som fører til raskt verktøyslitasje og dårlig overflatekvalitet. Fem-akse kontinuerlige skjærestrategier opprettholder konsistent inngrep, og forhindrer arbeidsherding samtidig som de oppnår akseptabel verktøylevetid og overflatefinish.
Titanlegeringer, inkludert Ti-6Al-4V, krever spesialiserte tilnærminger uavhengig av skjærestrategi. Materialets lave varmeledningsevne og kjemiske reaktivitet med skjæreverktøy krever optimaliserte parametere og potensielt eksotiske verktøymaterialer. For detaljerte strategier for titanmaskinering, se vår guide om redusere verktøyslitasje i titanmaskinering for omfattende CAD-optimaliseringstilnærminger.
Vurderinger av oppspenning og arbeidsstykkeoppspenning
Vellykket underkuttmaskinering krever robuste arbeidsstykkeoppspenningssystemer som er i stand til å opprettholde delens stivhet samtidig som de gir verktøytilgang til trange områder. Valget mellom T-spor og 5-akse strategier påvirker oppspenningskravene og oppsettkompleksiteten betydelig.
T-sporfreserapplikasjoner drar vanligvis nytte av konvensjonelle skrustikke- eller fixturplateoppsett, ettersom kravene til verktøytilgang forblir relativt forutsigbare. Den utvidede verktøygeometrien skaper imidlertid betydelige momentarmer som forsterker skjærekrefter og vibrasjoner. Arbeidsstykkeoppspenningssystemer må gi tilstrekkelig støtte nær skjæresonen samtidig som de imøtekommer kravene til verktøyklaring.
Fem-akse maskinering krever mer sofistikerte oppspenningsløsninger som opprettholder arbeidsstykkets tilgjengelighet gjennom komplekse verktøybanesekvenser. Gravsteinsoppspenninger, indekserte roterende bord og tilpassede oppspenningsdesign muliggjør flere delorienteringer samtidig som oppsettendringer minimeres. Evnen til å maskinere underkutt fra forskjellige tilnærmingsvinkler reduserer ofte de totale oppspenningskravene sammenlignet med T-sporfresermetoder.
Når du arbeider med komplekse geometrier som krever flere oppsett, bør du vurdere designstrategier som inkluderer holdetapper for komplekse CNC-deler for å opprettholde delens integritet gjennom maskineringssekvenser.
Vibrasjonsdemping blir spesielt kritisk for T-sporoperasjoner på grunn av den iboende verktøyfleksibiliteten. Tilleggsstøttesystemer, inkludert faste støtter og antivibrasjonsoppspenninger, bidrar til å opprettholde dimensjonsnøyaktighet og forlenge verktøylevetiden. Disse systemene må være nøye utformet for å unngå forstyrrelser med skjæreverktøybaner samtidig som de gir maksimal støtteeffektivitet.
Kvalitetskontroll- og inspeksjonsstrategier
Underkuttfunksjoner gir unike inspeksjonsutfordringer som krever spesialiserte måleteknikker og utstyr. Tilgjengelighetsbegrensningene som kompliserer maskineringen påvirker også kvalitetsverifiseringsprosedyrer.
Koordinatmålemaskiner (CMM-er) utstyrt med artikulerende probehoder muliggjør omfattende underkuttinspeksjon, men programmeringskompleksiteten øker betydelig. Probe-tilgangsvinkler må planlegges nøye for å unngå kollisjoner samtidig som fullstendig funksjonsverifisering oppnås. Berøringssondesystemer med 2-5 mm kuldiameter gir vanligvis optimal balanse mellom tilgangskapasitet og målenøyaktighet.
Optiske målesystemer, inkludert laserskannere og strukturerte lyssystemer, tilbyr kontaktløse inspeksjonsalternativer som er spesielt verdifulle for komplekse buede underkutt. Disse systemene fanger komplette overflategeometridata, noe som muliggjør omfattende sammenligning mot CAD-modeller med nøyaktighet vanligvis innenfor ±0,025 mm for de fleste industrielle applikasjoner.
Prosessovervåking blir stadig viktigere for underkuttmaskinering på grunn av begrenset visuell tilgang under skjæreoperasjoner. Spindelbelastningsovervåking, vibrasjonsanalyse og akustiske emisjonssensorer bidrar til å oppdage verktøyslitasje eller skjæreavvik før de påvirker delkvaliteten. Moderne CNC-systemer integrerer disse overvåkingsfunksjonene for å gi tilbakemelding i sanntid og automatisk parameterjustering.
Implementering av statistisk prosesskontroll (SPC) krever nøye vurdering av målenøyaktighet og operatørteknikk. Underkuttfunksjoner viser ofte høyere måleusikkerhet sammenlignet med tilgjengelige overflater, noe som krever justerte kontrollgrenser og prøvetakingsstrategier for å opprettholde effektiv prosesskontroll.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten det fortjener, med omfattende inspeksjonsmuligheter for selv de mest utfordrende underkuttgeometriene.
Kostnadsoptimaliseringsstrategier
Effektiv kostnadsstyring i underkuttmaskinering krever omfattende analyse av verktøykostnader, syklustider, oppsettkrav og kvalitetshensyn. Å forstå de totale kostnadskonsekvensene muliggjør informerte beslutninger som balanserer startkostnader mot langsiktig produksjonseffektivitet.
Verktøykostnadene varierer dramatisk mellom tilnærminger. T-sporfreser varierer fra €45-650 avhengig av størrelse og belegg, med typisk verktøylevetid på 150-4000 deler basert på materiale og skjæreforhold. Fem-akse strategier bruker konvensjonelle pinnefreser som koster €15-150, men kan kreve flere verktøy for fullstendig underkuttmaskinering.
Programmerings- og oppsettkostnader favoriserer T-sporfreser for enkle geometrier på grunn av redusert kompleksitet. Fem-akse strategier viser seg imidlertid ofte mer økonomiske for komplekse underkutt når man vurderer totale syklustider og sekundære operasjoner. Evnen til å fullføre flere underkuttorienteringer i enkelt oppsett eliminerer mellomliggende håndterings- og omplasseringskostnader.
Volumbetraktninger påvirker kostnadsoptimaliseringsbeslutninger betydelig. Lavvolums prototype- og tilpassede deler kan favorisere 5-akse tilnærminger til tross for høyere oppsettkostnader, mens høyvolumsproduksjon ofte drar nytte av dedikert T-sporfreserverktøy og optimaliserte oppspenningssystemer.
For omfattende kostnadsanalyse som dekker ulike produksjonsprosesser, se vår detaljerte guide om kostnadsdrivere for CNC-maskinering som gir spesifikke strategier for å redusere delpriser gjennom designoptimalisering.
Sekundære operasjoner, inkludert avgrading, overflatebehandling og inspeksjon, legger kompleksitet til kostnadsberegningene. Fem-akse maskinering produserer vanligvis overlegne overflatefinisher som krever minimal etterbehandling, mens T-sporoperasjoner kan nødvendiggjøre ytterligere etterbehandlingstrinn for å oppnå sammenlignbare kvalitetsnivåer.
Integrering med produksjonstjenester
Underkuttmaskinering representerer ofte en komponent av omfattende produksjonsprogrammer som kan inkludere flere prosesser og teknologier. Å forstå hvordan underkuttstrategier integreres med bredere produksjonsmuligheter bidrar til å optimalisere den totale prosjektutførelsen og kostnadseffektiviteten.
Mange komponenter som krever komplekse underkutt, inneholder også funksjoner som er bedre egnet for alternative produksjonsprosesser. Platekomponenter med maskinerte underkutt, støpte deler som krever etterbehandling, og sammenstillinger som kombinerer flere produksjonsteknologier drar nytte av integrert produksjonsplanlegging som vurderer alle prosessinteraksjoner.
Ledetidsoptimalisering driver ofte prosessvalgsbeslutninger. Komponenter som krever både presisjonsunderkutt og andre produksjonsoperasjoner kan dra nytte av parallelle prosesseringsstrategier der forskjellige funksjoner produseres samtidig ved hjelp av passende teknologier. Denne tilnærmingen minimerer den totale prosjektvarigheten samtidig som kvalitetsstandardene opprettholdes på tvers av alle funksjoner.
Kvalitetssystemintegrering sikrer konsistente standarder på tvers av flere produksjonsprosesser. Når underkuttmaskinering representerer ett element i komplekse produksjonsprogrammer, blir det kritisk å opprettholde sporbarhet og dokumentasjon for bransjer med strenge regulatoriske krav som romfart, medisinsk utstyr og bilindustri.
Utforsk hvordan underkuttmaskinering integreres med våre produksjonstjenester for å utvikle omfattende løsninger som optimaliserer både individuell delkvalitet og total prosjekteffektivitet.
Ofte stilte spørsmål
Hva er maksimal dybde som kan oppnås med T-sporfreser sammenlignet med 5-akse maskinering?
T-sporfreser er vanligvis begrenset til dybder på 15-25 mm på grunn av verktøystivhet og vibrasjonsbegrensninger. Den utvidede verktøygeometrien skaper betydelig nedbøyning som påvirker dimensjonsnøyaktigheten utover disse dybdene. Fem-akse maskinering ved hjelp av konvensjonelle pinnefreser kan oppnå praktisk talt ubegrensede underkuttdybder, ettersom verktøyene opprettholder vinkelrett inngrep med overflater uavhengig av funksjonsdybde. Arbeidsstykkets stivhet og oppspenningstilgjengelighet kan imidlertid pålegge praktiske begrensninger for ekstremt dype funksjoner.
Hvordan påvirker kravene til overflatefinish valget mellom T-sporfreser og 5-akse strategier?
Fem-akse samtidig maskinering produserer vanligvis overlegne overflatefinisher som varierer fra Ra 0,8-1,6 μm på grunn av kontinuerlig verktøyinngrep og optimal skjæregeometri. T-sporfreser oppnår generelt Ra 1,6-3,2 μm finisher på grunn av verktøynedbøyning og avbrutt skjæreaksjon. For kritiske overflater som krever minimal etterbehandling, gir 5-akse strategier betydelige fordeler. Spesialiserte T-sporfreser med optimaliserte geometrier og belegg kan imidlertid oppnå akseptable finisher for mange applikasjoner med lavere programmeringskompleksitet.
Hvilke materialer er uegnet for underkuttmaskinering med T-sporfreser?
Arbeidsherdende materialer, inkludert austenittisk rustfritt stål (316L, 321), Inconel-legeringer og Hastelloy-kvaliteter, presterer dårlig med T-sporfreser på grunn av intermitterende skjæreaksjon som induserer arbeidsherding. Disse materialene krever kontinuerlig skjæreinngrep som bare er mulig med 5-akse strategier. I tillegg kan materialer med dårlig bearbeidbarhet som herdet verktøystål over HRC 45 forårsake overdreven verktøyslitasje ved bruk av de utvidede geometriene som er typiske for T-sporfreser.
Hvordan påvirker delvolumet det økonomiske valget mellom skjærestrategier?
Lavvolumsproduksjon (1-50 deler) favoriserer vanligvis 5-akse strategier til tross for høyere programmeringskostnader, ettersom verktøyinvesteringer forblir rimelige og oppsettfleksibilitet gir fordeler. Mellomstore volumer (50-500 deler) krever detaljert kostnadsanalyse som vurderer verktøylevetid, syklustider og kvalitetskrav. Høyvolumsproduksjon (>500 deler) rettferdiggjør ofte dedikert T-sporverktøy og optimaliserte oppspenninger når geometrien tillater det, ettersom de reduserte programmerings- og oppsettkostnadene per del oppveier høyere innledende verktøyinvesteringer.
Hvilke inspeksjonsutfordringer er unike for maskinerte underkutt?
Underkuttinspeksjon står overfor betydelige tilgjengelighetsbegrensninger som kompliserer måleprosedyrer. Standard CMM-prober krever artikulerende hoder eller spesialiserte probekonfigurasjoner for å nå trange områder, noe som øker programmeringskompleksiteten og måleusikkerheten. Optiske målesystemer gir fordeler for komplekse geometrier, men kan slite med svært reflekterende overflater eller dype, smale underkutt. Go/no-go-målere gir effektiv produksjonsinspeksjon, men krever tilpasset produksjon for hver underkuttgeometri, noe som gjør dem egnet primært for høyvolumsapplikasjoner.
Kan hybridtilnærminger som kombinerer begge metoder redusere de totale maskineringskostnadene?
Hybridstrategier gir ofte optimal kostnadseffektivitet for komplekse komponenter med flere underkutttyper. Bruk av 5-akse grovmaskinering for fjerning av bulkmateriale etterfulgt av T-sporfreserfinish kan redusere syklustidene med 25-40 % samtidig som dimensjonsnøyaktigheten opprettholdes. Hybridtilnærminger krever imidlertid sofistikert programmering og nøye verktøyendringsstyring for å opprettholde koordinatsystemets nøyaktighet gjennom hele maskineringssekvensen. Fordelene rettferdiggjør vanligvis den økte kompleksiteten for middels til høyvolumsproduksjon av geometrisk komplekse deler.
Hvilken rolle spiller arbeidsstykkets materialtykkelse i strategivalget?
Tynnveggede komponenter med underkutt gir unike utfordringer uavhengig av skjærestrategi. T-sporfreser genererer betydelige skjærekrefter som kan forårsake nedbøyning eller vibrasjon i tynne seksjoner, noe som potensielt kompromitterer dimensjonsnøyaktigheten. Fem-akse strategier muliggjør optimaliserte verktøybaner som minimerer skjærekrefter gjennom riktig bly/etterslepvinkler og trinnovergangskontroll. Komponenter med veggtykkelse under 2-3 mm krever vanligvis 5-akse tilnærminger med spesialiserte tynnveggsmaskineringsteknikker for å opprettholde akseptable toleranser og forhindre arbeidsstykkeforvrengning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece