Punktsveising vs. Nagling: Styrkesammenligninger for montering
Skjøtestyrke bestemmer påliteligheten til monteringen i kritiske applikasjoner, fra karosseripaneler til strukturelle komponenter i luftfarten. Både punktsveising og nagling skaper permanente mekaniske skjøter, men deres styrkeegenskaper, feilmoduser og egnethet for applikasjoner varierer betydelig basert på materialegenskaper, belastningsforhold og produksjonsbegrensninger.
Viktige poenger
- Punktsveiser oppnår vanligvis 80-95 % av grunnmaterialets styrke ved skjærbelastning, mens nagler når 60-75 % avhengig av installasjonskvalitet
- Materialtykkelsesforhold over 3:1 favoriserer nagling fremfor punktsveising for konsistent skjøteintegritet
- Utmattelsesytelsen varierer dramatisk: punktsveiser utmerker seg i lavsyklusapplikasjoner, mens nagler håndterer høysyklusbelastning bedre
- Kostnadsanalysen må inkludere utstyrsinvesteringer, syklustid og kvalitetskontrollkrav utover enkle beregninger per skjøt
Grunnleggende styrkemekanismer
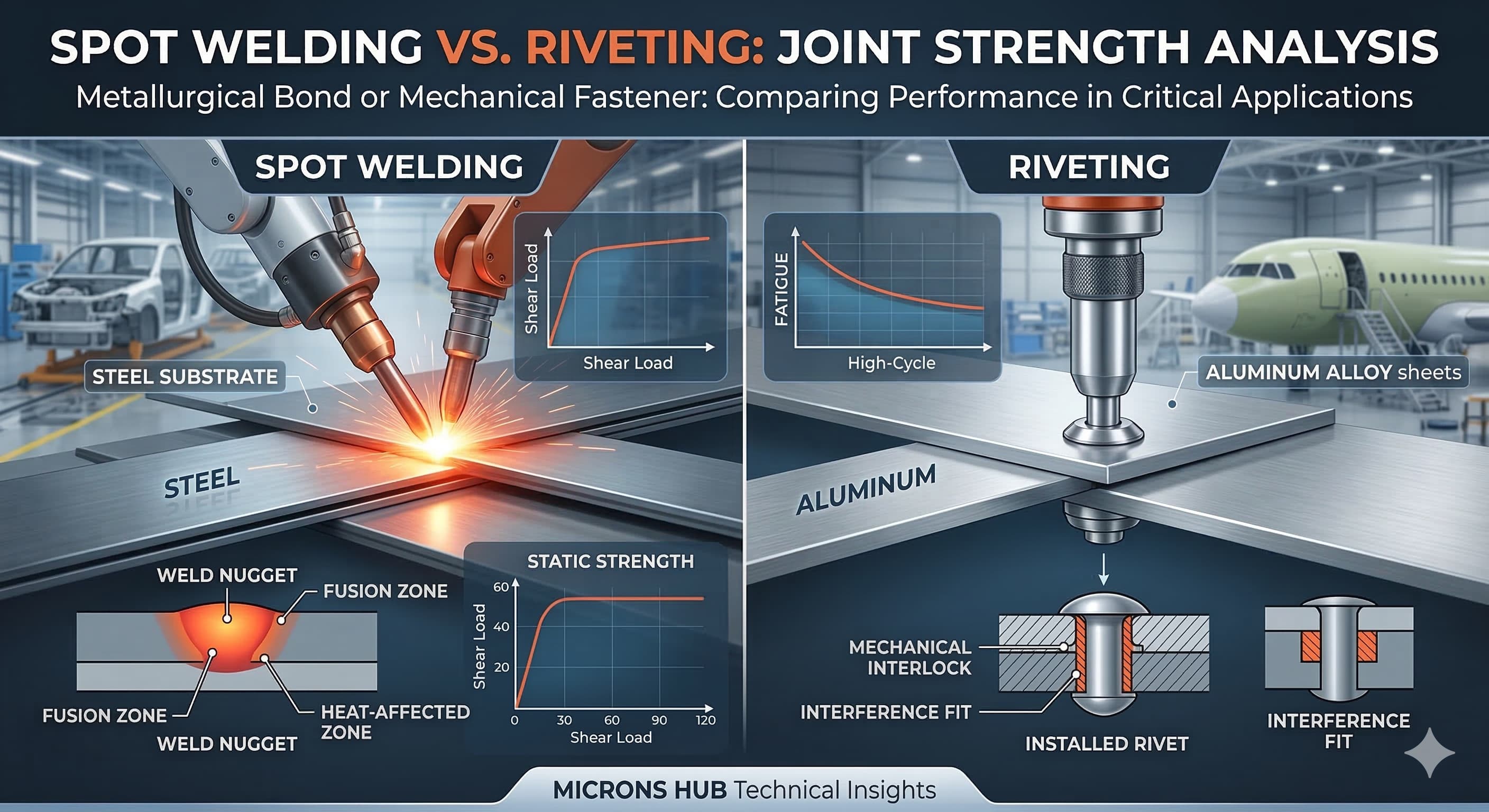
Punktsveising skaper metallurgiske bindinger gjennom lokalisert fusjon, og genererer klumper med styrkeegenskaper som er direkte relatert til grunnmaterialets sammensetning. Diameteren på sveiseklumpen varierer vanligvis fra 4√t til 6√t millimeter, der t representerer platetykkelsen i mm. Dette forholdet sikrer tilstrekkelig lastfordeling over skjøtegrensesnittet.
Naglede skjøter er avhengige av mekanisk festing gjennom hulldeformasjon og interferenspasning. Naglens skaft overfører laster gjennom lagerkontakt mot hullveggene, mens de formede hodene gir klemkraft. Kritiske parametere inkluderer forholdet mellom hull- og naglediameter (vanligvis 1,02-1,06 for interferenspasninger) og kantavstander (minimum 2,0 ganger naglediameteren for tilstrekkelig lagerstyrke).
Lastoverføringsmekanismene er fundamentalt forskjellige mellom prosessene. Punktsveiser fordeler spenningen over hele klumpens tverrsnitt, og skaper relativt jevne spenningsfelt. Nagler konsentrerer spenningen på lagringsflatene og genererer komplekse spenningsfordelinger, inkludert lager-, skjær- og strekkkomponenter samtidig.
Materialspesifikk styrkeytelse
Stålapplikasjoner demonstrerer punktsveisingens fordeler i homogene sammensetninger. Lavkarbonstål (AISI 1008-1010) oppnår klumpstyrker på 380-420 MPa i korrekt utførte sveiser, sammenlignet med 270-310 MPa for tilsvarende grunnmaterialer. Høyfast stål (HSLA 350/450) opprettholder 85-90 % av grunnmaterialets egenskaper i klumpsonen ved bruk av passende sveiseparametere.
Aluminiumslegeringssammensetninger gir forskjellige hensyn. Al 6061-T6 punktsveiser når vanligvis 140-160 MPa ultimate styrke, som representerer 65-75 % av grunnmaterialets egenskaper på grunn av mykning i varmepåvirket sone. Naglede aluminiumsskjøter med 2117-T4 nagler oppnår 180-220 MPa i skjær, og overgår ofte punktsveisingens ytelse i tynnplateapplikasjoner.
| Materialsystem | Punktssveisestyrke (MPa) | Nagleforbindelsesstyrke (MPa) | Styrkeeffektivitet (%) |
|---|---|---|---|
| Lavkarbonstål (1,2 mm) | 420 | 310 | Sveis: 95 %, Nagle: 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Sveis: 85 %, Nagle: 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Sveis: 70 %, Nagle: 85 % |
| Rustfritt 304 (0,8 mm) | 290 | 280 | Sveis: 75 %, Nagle: 72 % |
Ulike materialkombinasjoner favoriserer nagling på grunn av galvanisk kompatibilitet og eliminering av intermetallisk formasjon. Stål-aluminium-sammensetninger krever isolasjonsbarrierer i naglede skjøter, men forblir umulige for punktsveising uten spesialiserte teknikker som friksjonsrøringspunktsveising.
Lasttilstandsanalyse
Skjærbelastning representerer det primære designtilfellet for begge skjøtetyper. Punktsveiser viser lineær elastisk oppførsel frem til plutselig svikt ved ultimate last, vanligvis uten synlig deformasjonsvarsel. Maksimal skjærstyrke varierer fra 3-12 kN per punkt, avhengig av material- og tykkelseskombinasjoner. Feilmoduser inkluderer klumputtrekking (ønsket), grensesnittfeil (sveisefeil) eller riving av varmepåvirket sone (for høy varmeinnføring).
Naglede skjøter demonstrerer mer forutsigbar feilprogresjon gjennom lagerdeformasjon før ultimate feil. Skjærstyrken varierer vanligvis fra 2-8 kN per nagle, med gradvis lastomfordeling mulig i naglemønstre med flere nagler. Denne egenskapen gir iboende sikkerhetsfaktorer i strukturelle applikasjoner der progressiv feilvarsling er fordelaktig.
Avskallingsbelastning kompromitterer begge skjøtetypene alvorlig, men påvirker dem forskjellig. Punktsveiser konsentrerer spenningen ved klumpkantene, og skaper spenningsintensiveringsfaktorer på 3-5 ganger nominell belastning. Designretningslinjer begrenser avskallingsspenninger til 10-15 % av skjærkapasiteten. Naglede skjøter håndterer avskallingsbelastninger gjennom hodekontaktområdet, og opprettholder vanligvis 25-35 % av skjærstyrken i kombinerte belastningsscenarier.
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Utmattelsesytelsesegenskaper
Utmattelsesatferd representerer et kritisk skille mellom sammenføyningsmetoder. Punktsveiser yter godt i lavsyklus-, høyspenningsapplikasjoner med utmattelseslevetider på 10³-10⁵ sykluser ved 50-70 % av statisk styrke. Den jevne spenningsovergangen over klumpgrensene minimerer sprekkinisieringssteder når den utføres riktig.
Naglede skjøter utmerker seg i høysyklusapplikasjoner, og opprettholder 10⁶-10⁷ sykluser ved 30-45 % av statisk styrke. Den mekaniske skjøten tillater mikrobevegelse som avlaster toppspenninger, mens arbeidsherding under installasjonen forbedrer utmattelsesmotstanden. Imidlertid kan gnidningskorrosjon ved grensesnitt redusere ytelsen i korrosive miljøer.
Spenningskonsentrasjonsfaktorer påvirker utmattelsesytelsen betydelig. Punktsveiser oppnår faktorer på 1,5-2,5 i godt utførte skjøter, mens naglede sammensetninger varierer fra 2,0-4,0 avhengig av hullforberedelseskvalitet og installasjonsprosedyrer. Skarpe bøyer og geometriske overganger nær skjøter øker spenningskonsentrasjonene ytterligere og må vurderes i utmattelsesanalyse.
Tykkelses- og geometrihensyn
Materialtykkelsesforhold påvirker skjøtevalget kritisk. Punktsveising yter optimalt med tykkelsesforhold under 3:1, og opprettholder konsistent klumpformasjon og varmefordeling. Utover dette forholdet skaper fortrinnsrettet oppvarming av tynnere seksjoner ufullstendig fusjon eller gjennombrenning.
Nagling rommer tykkelsesforhold opp til 5:1 effektivt, ved bruk av gripelengdevalg og kontrollerte formingsprosesser. Standard naglelengder følger geometriske progresjoner (6, 8, 10, 12, 16, 20, 25, 32 mm) for å imøtekomme ulike monteringskrav.
Tilgangskravene varierer betydelig. Punktsveising krever elektrodetilgang fra begge sider i de fleste applikasjoner, og krever 40-60 mm klaring for standardutstyr. Ensidige teknikker eksisterer, men reduserer styrken med 20-30 % sammenlignet med konvensjonelle tilnærminger.
Nagling tilbyr ensidige installasjonsalternativer gjennom blindnagler, selv om solide nagler gir overlegen styrke når begge sider er tilgjengelige. Blindnaglestyrker når vanligvis 70-80 % av tilsvarende solid nagleytelse på grunn av dorbrudd og redusert lagerareal.
| Tykkelseskombinasjon | Egnethet for punktssveising | Egnethet for nagling | Styrkesammenligning |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Utmerket | Bra | Sveis 15 % sterkere |
| 1,5 mm + 1,5 mm | Utmerket | Utmerket | Sammenlignbar |
| 0,8 mm + 2,5 mm | Dårlig | Bra | Nagle 25 % sterkere |
| 2,0 mm + 6,0 mm | Anbefales ikke | Utmerket | Kun naglealternativ |
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise innen både sveise- og nagleprosesser betyr at hver skjøt får den oppmerksomheten på detaljer som kreves for optimal ytelse i din spesifikke applikasjon.
Kvalitetskontroll- og inspeksjonsmetoder
Ikke-destruktive testtilnærminger varierer betydelig mellom sammenføyningsmetoder. Punktsveiseinspeksjon er avhengig av ultralydtesting, visuell undersøkelse av inntrykksmønstre og periodisk destruktiv testing i henhold til AWS D8.1-standarder. Verifisering av klumpdiameter krever spesialisert utstyr med nøyaktighetskrav på ±0,1 mm.
Naglede skjøteinspeksjoner bruker visuell undersøkelse (95 % av kvalitetsvurderingen), verifisering av hullmåler og målinger av flush/proud-høyde. Standard inspeksjonsverktøy inkluderer go/no-go-målere, dybdemikrometre og overflateprofilinstrumenter. Avvisningskriterier fokuserer vanligvis på installasjonsfeil: ufullstendig hodedannelse, skjeve nagler eller overdreven hulldeformasjon.
Prosessovervåkingsmulighetene varierer betydelig. Moderne punktsveisesystemer gir sanntids tilbakemelding om strøm, spenning og motstand, noe som muliggjør statistisk prosesskontroll. Adaptive kontrollsystemer justerer parametere automatisk basert på målte forhold, og opprettholder konsistent kvalitet over produksjonsløp.
Nagleoperasjoner er primært avhengige av momentkontroll (pneumatiske installasjoner) eller forskyvningsovervåking (hydrauliske systemer). Prosessvinduene er bredere enn punktsveising, vanligvis ±15 % for akseptable installasjoner kontra ±5 % for sveiseparametere.
Kostnadsanalyse Rammeverk
Utstyrsinvesteringskrav etablerer primære kostnadsforskjeller. Punktsveisesystemer varierer fra €25 000-200 000 avhengig av effekt, kontrollsofistikasjon og automatiseringsnivå. Vedlikeholdskostnadene inkluderer elektrodeutskifting (€50-150 per sett), periodisk kalibrering og vedlikehold av elektrisk system.
Kostnadene for nagleutstyr varierer fra €3 000-50 000 for pneumatiske systemer til €15 000-150 000 for automatiserte installasjoner. Forbrukskostnadene er enkle: nagleprisene varierer fra €0,05-0,30 per stykk avhengig av materiale, størrelse og spesifikasjonskrav.
Syklustidsanalyse avslører prosesspesifikke fordeler. Punktsveising oppnår 0,5-2,0 sekunders syklustider med minimale operatørferdighetskrav. Automatiserte systemer når 600-1200 punkter per time med konsistent kvalitet. Oppsettstiden er minimal når elektrodene er plassert riktig.
Naglingssyklustider varierer fra 3-8 sekunder per skjøt, inkludert posisjonering og installasjon. Manuelle operasjoner oppnår 200-400 skjøter per time, mens automatiserte systemer når 800-1500 skjøter per time. Oppsettkravene inkluderer hullforberedelse, naglelasting og verktøyjustering.
| Kostnadsfaktor | Punktssveising | Nagling | Kommentarer |
|---|---|---|---|
| Utstyr (€) | 25 000–200 000 | 3 000–150 000 | Sveising krever høyere startinvestering |
| Per skjøt (€) | 0,02–0,08 | 0,05–0,35 | Inkluderer forbruksmateriell og arbeid |
| Oppsettstid (min) | 5–15 | 10–30 | Nagling krever hullforberedelse |
| Vedlikehold (€/måned) | 200–800 | 50–300 | Sveiseelektroder slites raskere |
Applikasjonsspesifikke anbefalinger
Karosseri-i-hvitt-sammensetninger i bilindustrien bruker overveiende punktsveising for stålkonstruksjon, og oppnår 3000-5000 punkter per kjøretøy med syklustider som støtter høye produksjonshastigheter. Aluminiumsplassrammer bruker i økende grad sprøytestøpingstjenester for komplekse geometrier, samtidig som de opprettholder naglede skjøter for strukturelle forbindelser som krever sammenføyning av ulike materialer.
Luftfartsapplikasjoner favoriserer nagling for primærstruktur på grunn av utmattelsesytelse, inspiserbarhet og reparasjonsevne. Kommersielle fly bruker 2-3 millioner nagler per flykropp med styrkekrav som oppfyller FAR 25.303 ultimate lastfaktorer. Punktsveising finner anvendelse i sekundære strukturer og innvendige komponenter der vektbesparelser rettferdiggjør prosessvalget.
Hvitevareproduksjon bruker begge prosessene strategisk. Punktsveising dominerer stålskapmonteringer med typisk avstand på 25-40 mm mellom punktene. Nagling tjener spesialiserte applikasjoner som krever montering etter maling eller feltservice. Våre omfattende produksjonstjenester støtter både tradisjonell hvitevarekonstruksjon og nye lettvektsdesign.
Marine applikasjoner krever nøye materialvalg på grunn av korrosive miljøer. Rustfrie stålnagler (316L) gir overlegen korrosjonsbestandighet sammenlignet med sveisede skjøter der varmepåvirkede soner skaper galvaniske celler. Riktig skjøtedesign inkluderer dreneringsbestemmelser og kompatible materialvalg i henhold til ABYC-standarder.
Prosessvalg Beslutningsmatrise
Materialkompatibilitet fungerer som det primære utvalgskriteriet. Homogene sammensetninger favoriserer punktsveising for styrke og kostnadseffektivitet. Ulike materialkombinasjoner krever nagling med mindre spesialiserte sveiseprosesser er økonomisk berettiget.
Produksjonsvolum påvirker prosessøkonomien betydelig. Applikasjoner med høyt volum (>10 000 stykker årlig) rettferdiggjør investeringer i punktsveiseautomatisering. Applikasjoner med lavt volum eller prototypeapplikasjoner drar nytte av naglingens lavere oppsettkostnader og utstyrsfleksibilitet.
Kvalitetskrav påvirker prosessvalget gjennom inspeksjonsmuligheter og forutsigbarhet av feilmodus. Kritiske applikasjoner som krever 100 % inspeksjon favoriserer nagling på grunn av visuelle vurderingsmuligheter. Statistiske prøvetakingsmetoder passer for punktsveising i kontrollerte produksjonsmiljøer.
Tilgangsbegrensninger bestemmer ofte gjennomførbare prosesser. Ensidige tilgangskrav eliminerer konvensjonelle punktsveisealternativer. Komplekse geometrier med begrenset klaring kan kreve spesialiserte nagleverktøy eller alternative festemetoder.
Avanserte teknikker og hybridtilnærminger
Projeksjonssveising utvider punktsveisekapasiteten til tykkere materialer og komplekse geometrier. Pregete projeksjoner konsentrerer strømtettheten, noe som muliggjør effektiv sammenføyning av materialer opp til 6 mm tykkelse. Prosesskontrollkravene øker på grunn av projeksjonskollapsdynamikken, men skjøtestyrken nærmer seg konvensjonell punktsveiseytelse.
Selvgjennomtrengende nagler eliminerer forhåndsstansede hull samtidig som de skaper mekaniske låser gjennom kontrollert penetrering. Denne teknologien passer for flerlagsmonteringer og belagte materialer der hullforberedelse er problematisk. Installasjonskreftene varierer fra 25-60 kN avhengig av materialkombinasjoner og naglespesifikasjoner.
Flytformende nagler bruker orbitalformingsprosesser for å skape konsistent hodegeometri med minimale installasjonskrefter. Denne tilnærmingen reduserer støynivået og utstyrsslitasjen samtidig som den opprettholder skjøtestyrke tilsvarende konvensjonelle installasjonsmetoder.
Hybridtilnærminger kombinerer begge teknikkene i enkeltsammensetninger. Strukturelle skjøter bruker nagling for primære lastbaner, mens punktsveising gir panelfeste- og tetningsfunksjoner. Denne strategien optimaliserer hver prosess for sine styrkeegenskaper samtidig som den minimerer den totale produksjonskompleksiteten.
Ofte stilte spørsmål
Hva bestemmer minimumsavstanden mellom punktsveiser eller nagler?
Minimumsavstanden avhenger av materialtykkelse og skjøtegeometri. Punktsveiser krever 10-20 ganger materialtykkelsen senter-til-senter-avstand for å forhindre strømshunt gjennom tilstøtende klumper. Nagler trenger minimum 3 ganger diameteravstanden for å opprettholde tilstrekkelig lagerstyrke, vanligvis 15-25 mm for vanlige størrelser.
Hvordan påvirker beleggsystemer skjøtestyrken i begge prosessene?
Galvaniserte belegg reduserer punktsveisestyrken med 10-15 % på grunn av sinkfordampning og elektrodekontaminering, men gir langsiktig korrosjonsbeskyttelse. Malte overflater krever fjerning før punktsveising, men gir ingen styrkereduksjon for naglede skjøter når de er riktig forberedt.
Kan punktsveiser og nagler blandes i samme sammensetning?
Ja, hybridtilnærminger er vanlige i bil- og luftfartsapplikasjoner. Strukturelle forbindelser bruker nagler for primære lastbaner, mens punktsveiser gir panelfeste og tetning. Design krever nøye lastbaneanalyse for å forhindre spenningskonsentrasjoner ved skjøteoverganger.
Hvilke sikkerhetsfaktorer bør brukes på skjøtestyrkeberegninger?
Statiske applikasjoner bruker vanligvis sikkerhetsfaktorer på 2,5-4,0 for punktsveiser og 3,0-5,0 for nagler. Dynamisk belastning krever utmattelsesanalyse med passende spredningsfaktorer. Kritiske applikasjoner kan kreve prøvebelastning ved 1,5 ganger designbelastning i henhold til gjeldende designkoder.
Hvordan forringes skjøtestyrken over tid i bruk?
Punktsveiser opprettholder styrken på ubestemt tid i tørre miljøer, men kan oppleve spenningskorrosjonssprekker under aggressive forhold. Naglede skjøter kan løsne på grunn av vibrasjoner eller termisk sykling, noe som krever periodisk inspeksjon og etterstramming der det er tilgjengelig.
Hvilke kvalitetsstandarder gjelder for hver sammenføyningsmetode?
Punktsveising følger AWS D8.1 for bilapplikasjoner og AWS D8.9 for konstruksjonsstål. Naglestandarder inkluderer ASTM F467 for festemiddels spesifikasjoner og forskjellige industrikoder (AISC, ASCE) for designkrav. Militære spesifikasjoner (MIL-DTL) styrer luftfartsapplikasjoner.
Hvordan påvirker miljøforhold prosessvalget?
Høytemperaturdrift (>150 °C) favoriserer nagling på grunn av potensiell spenningsavlastning i varmepåvirkede soner i punktsveising. Korrosive miljøer krever nøye materialvalg, der nagling gir overlegen langsiktig ytelse når kompatible festemidler er spesifisert. Kryogene applikasjoner drar nytte av naglede skjøter på grunn av termisk ekspansjonskompatibilitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece