V-sporing: Skape skarpe bøyer i arkitektonisk metallplate
Skarpe, presise bøyer i arkitektonisk metallplate krever mer enn standard knekking – de krever V-sporing, en spesialisert teknikk som fjerner materiale langs forhåndsbestemte linjer for å skape rene, nøyaktige folder. Denne prosessen muliggjør bøyeradier så stramme som 0,5 mm, samtidig som den opprettholder strukturell integritet på tvers av materialer fra Al 6061-T6 til høystyrke rustfrie stålkvaliteter.
Viktige punkter
- V-sporing oppnår bøyeradier 60-80 % mindre enn konvensjonell knekking, samtidig som den eliminerer materialspenningskonsentrasjoner
- Spor dybdeberegninger må ta hensyn til materialtykkelse, bøyningsvinkel og fjæringsegenskaper som er spesifikke for hver legering
- Riktig verktøygeometri og matehastigheter forhindrer arbeidsherding og overflatedefekter i arkitektonisk kvalitet
- Kostnadseffektivitet oppstår i middels til høye produksjonsvolumer der presisjon rettferdiggjør det ekstra behandlingstrinnet
V-sporings fundamenter og materialoppførsel
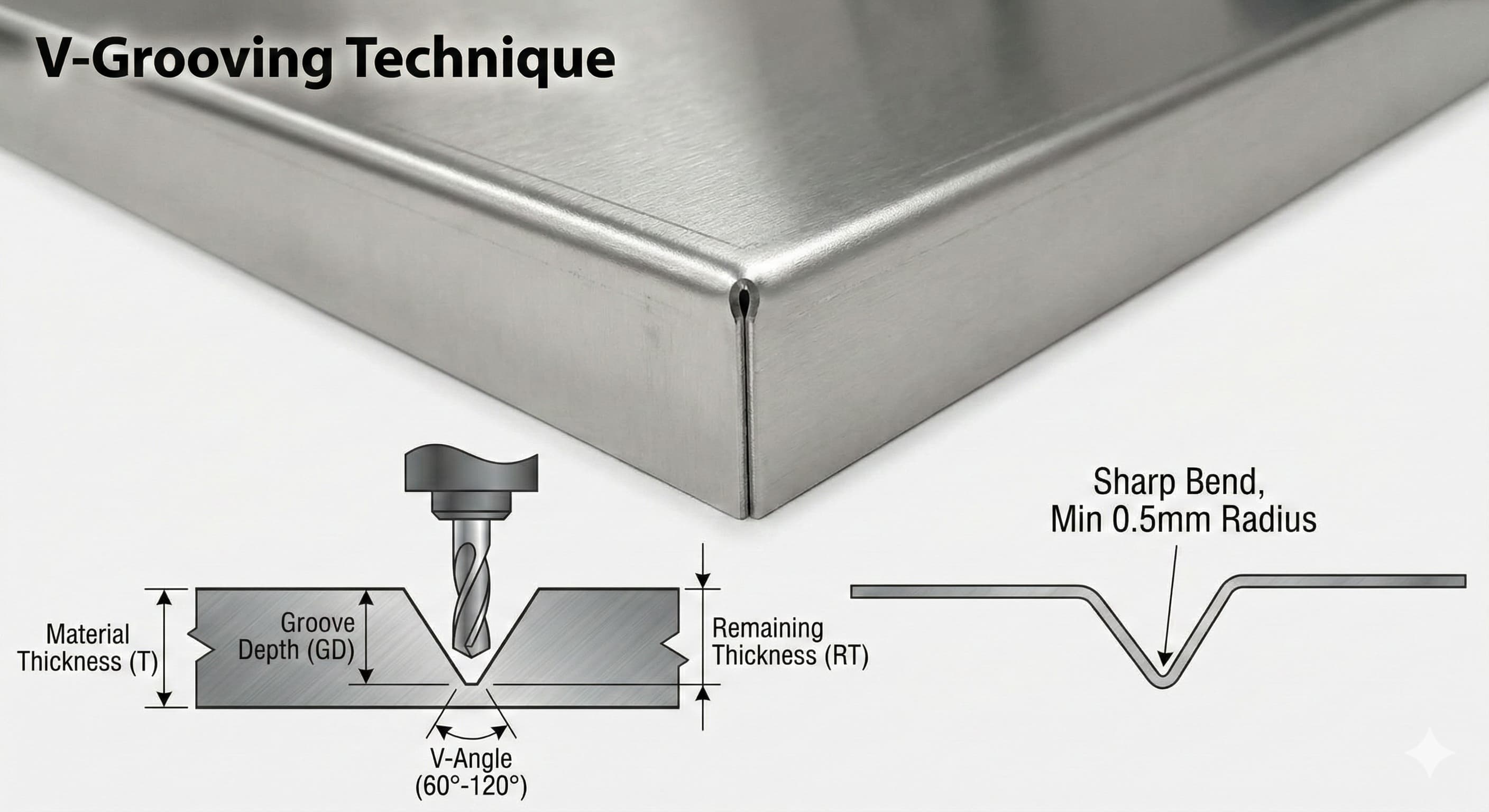
V-sporing skaper en kontrollert svakhet langs bøyningslinjen ved å fjerne en trekantet del av materialet fra den ytre overflaten. I motsetning til rissing eller perforering, opprettholder denne prosessen materialkontinuiteten samtidig som den muliggjør skarpe bøyer som ellers ville sprekke eller rynke. Sporets geometri følger spesifikke matematiske forhold basert på materialegenskaper og ønskede bøyningsvinkler.
Den kritiske dybdeberegningen for V-spor følger formelen: Spordybde = (Materialtykkelse - Ønsket gjenværende tykkelse) der den gjenværende tykkelsen vanligvis varierer fra 0,15 mm til 0,30 mm avhengig av materialkvalitet og brukskrav. For Al 6061-T6 ved 2,0 mm tykkelse som sikter mot en 90-graders bøy, når optimal spordybde 1,7 mm, og etterlater 0,3 mm materiale for å danne hengselen.
Materialvalg påvirker V-sporings suksessrater betydelig. Aluminiumlegeringer viser utmerkede V-sporings egenskaper, med 6061-T6 som tilbyr overlegen formbarhet sammenlignet med 7075-T6s høyere styrke, men reduserte duktilitet. Forståelse av aluminiumlegeringers oppførsel under bøyningsoperasjoner blir avgjørende for å forhindre mikrosprekker langs sporets kanter.
| Materialkvalitet | Maks spor-dybde (%) | Minste bøyeradius (mm) | Tilbakefjæringsfaktor | Kostnadsindeks (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Bløtt stål | 82% | 0.8 | 1.08 | €2.10 |
Verktøy- og utstyrspesifikasjoner
V-sporing krever spesialisert verktøy designet for å skape konsistente sporprofiler samtidig som overflatefinishens integritet opprettholdes. Ruterbaserte systemer som bruker karbidbelagte bits representerer den vanligste tilnærmingen for arkitektoniske applikasjoner, og tilbyr overlegen kontroll over sporets geometri sammenlignet med laser- eller vannstrålealternativer.
Verktøygeometrispesifikasjoner påvirker resultatets kvalitet direkte. V-sporings ruterbits har inkluderte vinkler som vanligvis varierer fra 60 til 120 grader, med 90-graders verktøy som gir optimal balanse mellom materialfjernings effektivitet og strukturell styrkebevaring. Skjærekantgeometrien inneholder spesifikke slippvinkler – vanligvis 12-15 grader primær slipp med 3-5 grader sekundær slipp – for å minimere skjærekrefter og forhindre arbeidsherding.
Matehastigheter og spindelhastigheter krever nøye optimalisering basert på materialegenskaper. For aluminiumlegeringer inkluderer optimale parametere spindelhastigheter på 18 000-24 000 RPM med matehastigheter på 2,5-4,0 m/min. Rustfrie stålkvaliteter krever reduserte hastigheter (12 000-16 000 RPM) med proporsjonalt lavere matehastigheter (1,5-2,5 m/min) for å forhindre overdreven varmeutvikling som kan endre materialets mikrostruktur.
Moderne presisjons CNC-maskineringstjenester inkluderer adaptive matekontrollsystemer som automatisk justerer skjæreparametere basert på sanntids krafttilbakemelding, og sikrer konsistent sporkvalitet på tvers av varierende materialtykkelse og hardhetssoner.
Prosessparametere og kvalitetskontroll
Vellykket V-sporing avhenger av presis kontroll av flere innbyrdes avhengige variabler. Spordybdetoleranse opprettholder vanligvis ±0,05 mm over hele bøyningslinjelengden, og krever kontinuerlig overvåking gjennom kontakt- eller berøringsfrie målesystemer. Avvik utover disse grensene resulterer i inkonsistente bøyningsvinkler eller potensiell materialfeil under forming.
Overflateruhet i sporet påvirker den endelige delens estetikk og korrosjonsbestandighet betydelig. Arkitektoniske applikasjoner spesifiserer vanligvis Ra-verdier under 1,6 μm langs sporets overflater, oppnåelig gjennom riktig verktøyvalg og skjærevæskepåføring. Syntetiske skjærevæsker med ekstremt trykktilsetningsstoffer forhindrer oppbygging av eggdannelse samtidig som de opprettholder utmerket overflatefinish.
For høypresisjonsresultater, motta et detaljert tilbud innen 24 timer fra Microns Hub.
Sporprofilkonsistens på tvers av produksjonskjøringer krever implementering av statistisk prosesskontroll. Kritiske kontrollpunkter inkluderer spordybdevariasjon, sideveggvinkelkonsistens og målinger av overflateruhet tatt med forhåndsbestemte intervaller. Kontroll diagrammer som sporer disse parametrene muliggjør proaktivt verktøyvedlikehold og parameterjustering før kvalitetsforringelse oppstår.
Temperaturstyring under behandling
Varmeutvikling under V-sporings operasjoner kan påvirke materialegenskaper og dimensjonsnøyaktighet betydelig. For høye temperaturer fremmer korngrensemigrasjon i aluminiumlegeringer, noe som potensielt reduserer utmattingsmotstanden langs bøyningslinjen. Temperaturovervåking ved hjelp av infrarøde sensorer sikrer at behandlingstemperaturene holder seg under kritiske terskler – vanligvis 150 °C for aluminiumlegeringer og 200 °C for rustfrie stålkvaliteter.
Kjølestrategier strekker seg utover konvensjonell flomkjølevæskepåføring. Kryogene kjølesystemer som bruker flytende nitrogen eller karbondioksid gir overlegen temperaturkontroll samtidig som de eliminerer kjølevæskerelaterte forurensningsproblemer som er kritiske i arkitektoniske applikasjoner som krever uberørte overflatefinisher.
Formingsoperasjoner og bøyningsnøyaktighet
Formingsoperasjonen etter V-sporing krever spesialiserte teknikker for å oppnå de skarpe bøyene som rettferdiggjør den ekstra behandlingskostnaden. Standard pressebremseverktøy viser seg å være utilstrekkelig for V-sporede deler, og nødvendiggjør tilpassede stempel- og matrisdesign som imøtekommer den reduserte materialtykkelsen langs bøyningslinjene.
Bøyningsvinkelnøyaktigheten avhenger sterkt av fjæringskompensasjonsberegninger som er spesifikke for hvert materiale og sporkonfigurasjon. Fjæringsfaktorer varierer betydelig mellom materialkvaliteter, fra minimal korreksjon (1-2 grader) for arbeidsherdede aluminiumlegeringer til betydelig kompensasjon (8-12 grader) for høystyrke rustfrie stålkvaliteter.
Tilpassede formingsmatriser inneholder avlastningsfunksjoner som forhindrer interferens med V-sporgeometrien under bøyningsoperasjonen. Disse matrisene har redusert kontaktareal langs sporets linje samtidig som de opprettholder full støtte for det omkringliggende materialet, og forhindrer lokalisert deformasjon som kan kompromittere bøyekvaliteten.
| Bøyningsvinkel | Al 6061-T6 Tilbakefjæring | SS 316L Tilbakefjæring | Nødvendig overbøyning | Toleranseoppnåelse |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Kostnadsanalyse og økonomiske vurderinger
V-sporings økonomi avhenger av flere faktorer, inkludert materialkostnader, behandlingstid, verktøykrav og kvalitet spesifikasjoner. Det ekstra behandlingstrinnet legger vanligvis til €0,15-0,35 per lineær meter spor, varierende med materialtykkelse og nødvendige presisjonsnivåer.
Break-even-analyse avslører at V-sporings kostnadseffektivitet oppstår rundt 50-75 stykker for typiske arkitektoniske komponenter. Under denne terskelen kan alternative teknikker som laserskjæring med mikro-skjøter vise seg å være mer økonomiske. Over 200 stykker viser V-sporing klare kostnadsfordeler samtidig som den leverer overlegne estetiske resultater.
Verktøylevetids vurderinger påvirker kostnadene per del betydelig. Karbidruterbits oppnår vanligvis 2500-4000 lineære meter sporing i aluminiumlegeringer før de krever utskifting, mens applikasjoner i rustfritt stål reduserer verktøylevetiden til 800-1200 lineære meter. Diamantbelagte verktøy forlenger levetiden med 3-4x, men øker de opprinnelige verktøykostnadene med €200-300 per verktøy.
Overflatebehandlingsintegrasjon
V-sporings operasjoner må vurdere nedstrøms etterbehandlingsprosesser for å optimalisere totale produksjonskostnader. Pulverlakkering krever spesifikke toleransehensyn ettersom lakktykkelsen varierer mellom sporområder og flate overflater.
Anodiseringsprosesser gir unike utfordringer for V-sporede aluminiumkomponenter. Den reduserte materialtykkelsen langs sporets linjer skaper strømtetthetsvariasjoner under anodisering, noe som potensielt resulterer i fargevariasjoner. Spesialiserte anodiseringsarmaturer og strømfordelingssystemer adresserer disse utfordringene, men legger til €0,25-0,45 per del i behandlingskostnader.
Kvalitetssikring og inspeksjonsprotokoller
Omfattende kvalitetssikring for V-sporede komponenter strekker seg utover dimensjonsverifisering til å inkludere vurdering av materialintegritet og evaluering av utmattingsmotstand. Visuelle inspeksjonsprotokoller identifiserer potensielle defekter, inkludert mikrosprekker, verktøymerker og overflateforurensning som kan kompromittere langsiktig ytelse.
Dimensjonsinspeksjon bruker koordinatmålemaskiner (CMM) utstyrt med spesialisert programvare for sporprofilanalyse. Kritiske målinger inkluderer spordybdekonsistens, sideveggvinkelverifisering og bøyningsvinkelnøyaktighet etter formingsoperasjoner. Statistiske prøvetakingsplaner basert på MIL-STD-105E gir passende inspeksjonsfrekvenser samtidig som kostnadskontrollen opprettholdes.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og integrerte våre produksjonstjenester tilnærming betyr at hvert V-sporings prosjekt får den oppmerksomheten på detaljer det fortjener, fra innledende designkonsultasjon til endelig kvalitetsverifisering.
Ikke-destruktive testmetoder verifiserer materialintegriteten langs sporets linjer uten å kompromittere delens funksjonalitet. Fargepenetrantinspeksjon avslører overflatebrytende defekter, mens virvelstrømstesting identifiserer feil under overflaten som kan forplante seg under servicebelastning. Disse testprotokollene viser seg å være spesielt kritiske for strukturelle arkitektoniske applikasjoner der feilkonsekvenser rettferdiggjør de ekstra inspeksjonskostnadene.
Vurderinger av utmattingsytelse
V-sporede bøyer introduserer spenningskonsentrasjonsfaktorer som må evalueres for syklisk belastede applikasjoner. Finite element analysis (FEA) modellering forutsier utmattingslevetid basert på sporgeometri, materialegenskaper og forventede belastningsforhold. Spenningskonsentrasjonsfaktorer varierer vanligvis fra 1,8-2,4 avhengig av spordybde og radius spesifikasjoner.
Utmattelsestestprotokoller som følger ASTM D7791-standarder validerer analytiske spådommer gjennom kontrollert laboratorietesting. Prøvekomponenter gjennomgår syklisk belastning ved spenningsnivåer som representerer 150 % av forventede driftsforhold, med feilkriterier definert som synlig sprekkforplantning utover sporets grenser.
Designretningslinjer og beste praksis
Effektiv V-spordesign krever nøye vurdering av geometriske forhold, materialbegrensninger og produksjonsbegrensninger. Designretningslinjer forhindrer vanlige fallgruver samtidig som de optimaliserer produserbarhet og ytelsesegenskaper.
Minimumsavstand spesifikasjoner mellom tilstøtende spor forhindrer material svekkelse som kan kompromittere strukturell integritet. For aluminiumlegeringer tilsvarer minimumsavstanden 5x materialtykkelse, mens rustfrie stålkvaliteter krever 6x materialtykkelse på grunn av høyere arbeidsherdingsegenskaper. Tettere avstand nødvendiggjør finite element analysis for å verifisere tilstrekkelige styrkemarginer.
Sporets avslutningsdetaljer påvirker både estetikk og strukturell ytelse betydelig. Avsmalnende avslutninger som strekker seg 2-3 mm utover den nødvendige bøyningslinjen forhindrer spenningskonsentrasjoner samtidig som de opprettholder et rent visuelt utseende. Brå sporavslutninger skaper spenningskonsentratorer som kan initiere sprekkforplantning under sykliske belastningsforhold.
| Designparameter | Aluminiumslegeringer | Rustfritt stål | Bløtt stål | Innvirkning på kostnad |
|---|---|---|---|---|
| Minste sporavstand | 5x tykkelse | 6x tykkelse | 4x tykkelse | Høy tetthet = +15% |
| Maks sporlengde | 3000 mm | 2500 mm | 3500 mm | Lengde >2m = +8% |
| Avslutningstaper | 2.5 mm | 3.0 mm | 2.0 mm | Standardfunksjon |
| Overflateruhet | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Avanserte applikasjoner og nye teknikker
Nye V-sporings applikasjoner presser tradisjonelle grenser gjennom innovative tilnærminger og avanserte verktøysystemer. Flerakse CNC-maskiner muliggjør sammensatte sporgeometrier som skaper komplekse tredimensjonale former som er umulige gjennom konvensjonelle teknikker.
Laserassistert V-sporing representerer en hybrid tilnærming som kombinerer termiske og mekaniske materialfjerningsmekanismer. Forvarming av materialet umiddelbart foran skjæreverktøyet reduserer skjærekreftene med 30-40 % samtidig som det muliggjør dypere spor i høystyrkematerialer som tidligere ble ansett som uegnet for konvensjonell V-sporing.
Adaptive kontrollsystemer som inneholder sanntids kraft- og temperaturtilbakemelding optimaliserer skjæreparametere kontinuerlig gjennom hele sporingsoperasjonen. Maskinlæringsalgoritmer analyserer historiske data for å forutsi optimale parameterkombinasjoner basert på materialbatchvariasjoner og verktøyslitasjeforhold, og forbedrer konsistensen samtidig som operatørferdighetskravene reduseres.
Integrasjon med digital produksjon
Digital tvillingteknologi muliggjør virtuell optimalisering av V-sporings parametere før fysisk produksjon begynner. Omfattende modeller som inneholder materialegenskaper, verktøygeometri og maskindynamikk forutsier optimale skjæreforhold samtidig som de identifiserer potensielle kvalitetsproblemer før de oppstår i produksjonen.
Automatiserte inspeksjonssystemer som bruker maskinsynteknologi gir 100 % dimensjonsverifisering av sporgeometri uten å påvirke produksjonsgjennomstrømningen. Høyoppløselige kameraer kombinert med strukturert lysprojeksjon skaper detaljerte 3D-profiler av hvert spor, og sammenligner resultater med CAD-spesifikasjoner med oppløsningsevner under 0,01 mm.
Feilsøking av vanlige defekter
Systematisk defektanalyse og korreksjonsprosedyrer sikrer konsistent V-sporings kvalitet på tvers av varierende produksjonsforhold. Forståelse av grunnårsaker muliggjør rask problemløsning samtidig som tilbakevendende kvalitetsproblemer forhindres.
Skravlemerker langs sporets overflater skyldes vanligvis utilstrekkelig maskinstivhet eller upassende skjæreparametere. Løsninger inkluderer å redusere matehastighetene med 20-30 %, øke spindelhastigheten innenfor anbefalte områder eller implementere vibrasjonsdempende armaturer. Alvorlig skravling kan kreve maskindynamisk analyse for å identifisere resonansfrekvenser.
Spordybdevariasjon som overstiger ±0,05 mm indikerer ofte verktøyslitasje, maskin slakk eller problemer med arbeidsstykkets nedbøyning. Systematisk måling av spordybde med jevne mellomrom identifiserer trendmønstre som muliggjør prediktivt verktøybytte før kvalitetsforringelse oppstår. Arbeidsstykkefiksering må gi tilstrekkelig stivhet for å forhindre nedbøyning under skjærekrefter.
Materialspesifikke utfordringer
Arbeidsherding i rustfrie stålkvaliteter skaper progressiv verktøyslitasje og overflatekvalitetsforringelse. Avbøtingsstrategier inkluderer optimalisert skjærevæskepåføring, reduserte skjærehastigheter og spesialiserte verktøybelegg designet for applikasjoner i rustfritt stål. TiAlN-belegg viser overlegen ytelse sammenlignet med standard TiN-alternativer.
Oppbygging av eggdannelse på skjæreverktøy forringer overflatefinishen samtidig som det skaper dimensjonsunøyaktigheter. Dette fenomenet viser seg å være mest problematisk med aluminiumlegeringer som inneholder høyt silisiuminnhold. Skarpe skjærekanter, passende skjærehastigheter og effektiv sponevakuering forhindrer oppbygging av eggdannelse samtidig som verktøylevetiden forlenges.
Ofte stilte spørsmål
Hva er minimum materialtykkelse som er egnet for V-sporing?
V-sporing fungerer effektivt på materialer så tynne som 0,8 mm, selv om optimale resultater oppnås med tykkelser på 1,5 mm og over. Tynnere materialer krever spesialisert verktøy og kan oppnå begrensede bøyningsvinkler på grunn av strukturelle begrensninger langs sporets linje.
Hvordan påvirker V-sporing materialstyrken sammenlignet med standard bøying?
V-sporing reduserer tverrsnittsarealet langs bøyningslinjen, og reduserer vanligvis lokal styrke med 15-25 % avhengig av spordybde. Eliminering av arbeidsherding og restspenninger resulterer imidlertid ofte i overlegen utmattingsytelse sammenlignet med konvensjonelle bøyningsmetoder.
Kan V-sporede deler sveises eller sammenføyes med andre komponenter?
Ja, V-sporede komponenter aksepterer standard sammenføyningsmetoder, inkludert sveising, lodding og mekanisk festing. Sveising krever nøye varmestyring for å forhindre forvrengning langs de tynne sporområdene. TIG-sveising med reduserte amperinnstillinger gir vanligvis optimale resultater.
Hvilke toleranser er oppnåelige for bøyningsvinkler i V-sporede deler?
Bøyningsvinkeltoleranser på ±0,5° er rutinemessig oppnåelige for vinkler opp til 90°, med ±1,0° typisk for skarpere bøyer opp til 150°. Strammere toleranser krever sekundære operasjoner eller spesialiserte formingsteknikker som øker behandlingskostnadene med 20-30 %.
Hvordan påvirker overflatefinishen i sporet det endelige delens utseende?
Sporets overflatefinish påvirker det endelige bøyningslinjeutseendet direkte, spesielt i børstede eller polerte finisher. Ra-verdier under 1,6 μm sikrer at sporområdet smelter sømløst sammen med omkringliggende overflater etter forming, mens grovere finisher kan forbli synlige som en distinkt linje.
Er V-sporing egnet for utendørs arkitektoniske applikasjoner?
V-sporing viser seg å være utmerket for utendørs applikasjoner når den er riktig designet og ferdigbehandlet. Den reduserte materialtykkelsen langs bøyningslinjene krever vurdering under korrosjonsbeskyttelsesplanlegging, men riktig anodisert aluminium eller passiverte rustfrie stålkomponenter viser tilsvarende holdbarhet som konvensjonelt formede deler.
Hva er de typiske ledetidene for V-sporede arkitektoniske komponenter?
Ledetider avhenger av kompleksitet og mengde, men varierer vanligvis fra 5-10 virkedager for standard arkitektoniske paneler. Tilpassede verktøykrav kan legge til 3-5 dager til første bestillinger, mens gjentatte bestillinger som bruker eksisterende verktøy opprettholder standard ledetider.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece