PEM-fester: Velge de riktige press-fit mutrene for tynt aluminium
Å feste tynne aluminiumspaneler gir unike utfordringer som standard gjengede fester ikke kan løse effektivt. Ved materialtykkelser under 2 mm skaper tradisjonelle mutre og bolter spenningskonsentrasjoner som kompromitterer strukturell integritet, mens gjengede hull ofte strippes under moderate belastninger. PEM press-fit mutre løser dette kritiske ingeniørproblemet ved å fordele belastninger over et større overflateareal og skape permanente, pålitelige gjengede forbindelser i tynne metallplatekonstruksjoner.
Viktige punkter
- Press-fit mutre fordeler belastninger mer effektivt enn gjengede hull i aluminiumsplater under 2 mm tykkelse
- Selvklinkende fester eliminerer behovet for sekundære operasjoner og gir mulighet for planmontering
- Materialvalg mellom rustfritt stål og aluminium PEM-mutre påvirker galvanisk korrosjonsbestandighet direkte
- Riktig hullstørrelse innenfor ±0,05 mm toleranser sikrer optimalt grep og forhindrer paneldeformasjon
Forstå PEM Press-Fit Teknologi
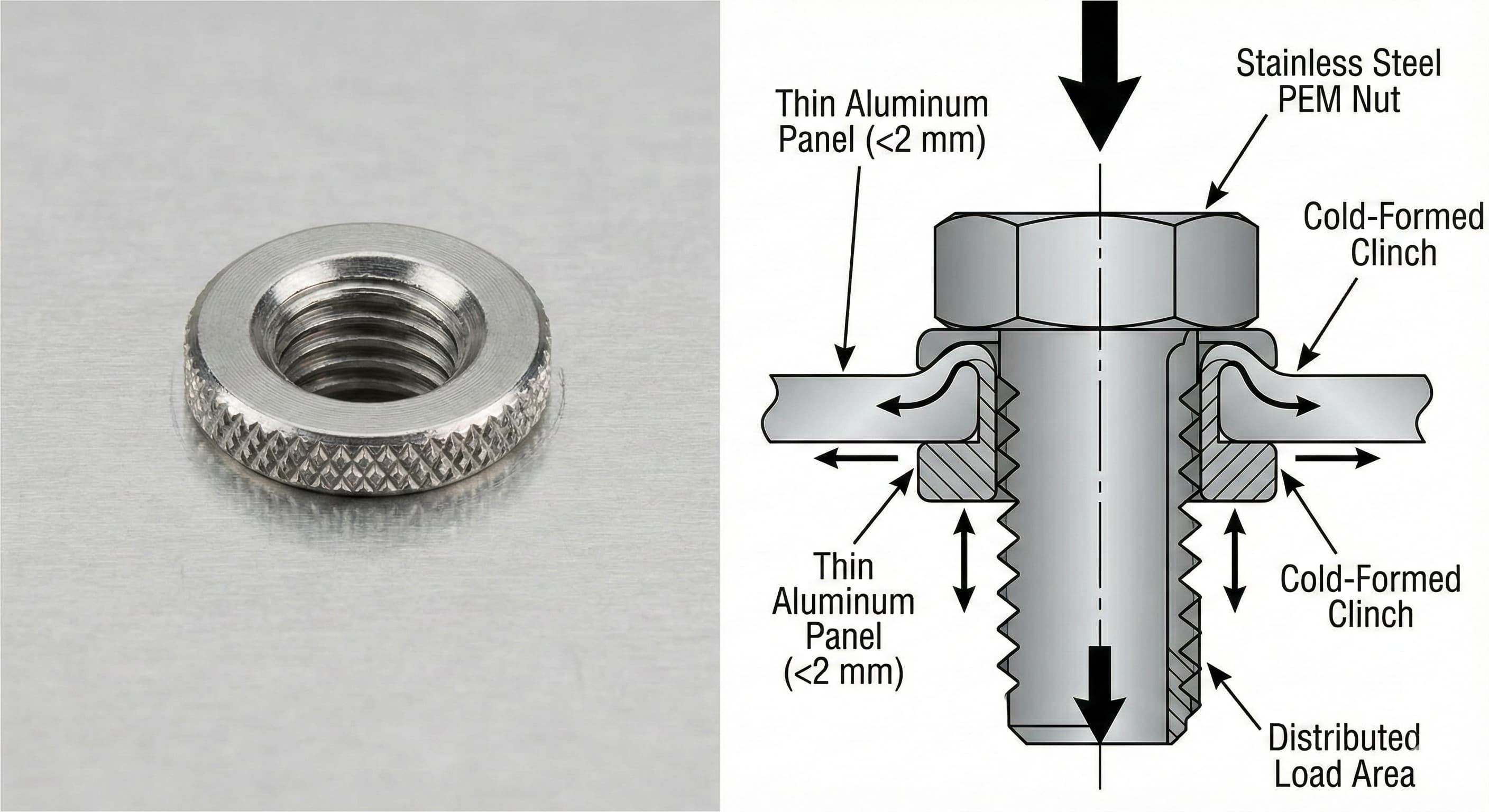
PEM-festere bruker en selvklinkende mekanisme som skaper en permanent mekanisk forbindelse gjennom kontrollert deformasjon av både festeren og vertsmaterialet. I motsetning til tradisjonelle gjengede forbindelser som kun er avhengige av gjengeinngrep, har press-fit mutre en riflet eller sekskantet stamme som trenger inn i og forskyver aluminiumssubstratet under installasjonen.
Det grunnleggende prinsippet involverer tre distinkte soner for materialinteraksjon. Pilotdiameteren skaper innledende justering og forhindrer sideveis bevegelse under installasjonen. Klinkdiameteren, typisk 0,2-0,4 mm større enn piloten, genererer den primære fastholdingskraften gjennom radiell kompresjon. Til slutt fordeler hodeflensen klembelastninger over et overflateareal som er 3-4 ganger større enn festerens diameter.
Installasjonen krever en kontrollert kraftpåføring, typisk fra 8-15 kN avhengig av festerens størrelse og materialtykkelse. Denne kraften må påføres vinkelrett på paneloverflaten med minimal sideveis avvik for å forhindre asymmetrisk klinking som kan redusere fastholdingsstyrken med opptil 40 %. Prosessen skaper en kaldformet skjøt som faktisk øker i styrke over tid på grunn av arbeidsherding av det fortrengte aluminiumet.
Kvalitets platebearbeidingstjenester erkjenner at press-fit installasjon krever spesialisert verktøy og presis kraftkontroll for å oppnå konsistente resultater over produksjonsløp.
Materialvalgskriterier
Å velge riktig PEM-festermateriale innebærer å balansere mekaniske egenskaper, korrosjonsbestandighet og kostnadshensyn som er spesifikke for tynne aluminiumsapplikasjoner. De tre primære materialalternativene tilbyr hver sine distinkte fordeler avhengig av applikasjonskravene.
Rustfrie stål PEM-mutre, typisk produsert av 303 eller 416 kvaliteter, gir de høyeste strekk- og skjærstyrkene samtidig som de opprettholder utmerket korrosjonsbestandighet. 303 rustfritt stål tilbyr overlegen bearbeidbarhet og gjengekvalitet, med flytegrenser som når 310 MPa. Imidlertid kan de svake magnetiske egenskapene og høyere termiske ekspansjonskoeffisienten sammenlignet med aluminium skape utfordringer i presisjonskonstruksjoner.
Karbonstål festere med sink- eller sink-nikkelbelegg gir maksimal styrke til laveste kostnad. Disse festerne kan oppnå strekkfastheter som overstiger 450 MPa, noe som gjør dem ideelle for høylastapplikasjoner. Den primære begrensningen involverer galvanisk kompatibilitet, da den betydelige elektrokjemiske potensialforskjellen mellom stål og aluminium akselererer korrosjon i fuktige miljøer.
| Materiale | Strekkfasthet (MPa) | Korrosjonsbestandighet | Kostnadsfaktor | Beste bruksområder |
|---|---|---|---|---|
| 303 Rustfritt stål | 310-350 | Utmerket | 2.1x | Marine, matforedling |
| Aluminium 6061 | 276 | Bra (med aluminium) | 1.8x | Luftfart, elektronikk |
| Karbonstål (Zn-belagt) | 450-520 | Grei | 1.0x | Innendørs konstruksjon |
| 416 Rustfritt stål | 380-420 | Veldig bra | 2.4x | Medisinsk utstyr |
Aluminium PEM-mutre, produsert av 6061-T6 eller lignende legeringer, tilbyr optimal galvanisk kompatibilitet for aluminiumssubstrater. Mens mekanisk styrke forblir lavere enn stålalternativer, oppveier elimineringen av korrosjon mellom forskjellige metaller ofte denne begrensningen i langsiktige applikasjoner. Den termiske ekspansjonsmatchen forhindrer også spenningsakkumulering under temperatursykling.
Kritiske installasjonsparametere
Vellykket PEM-festerinstallasjon i tynt aluminium krever presis kontroll av flere gjensidig avhengige variabler. Hullforberedelse representerer den mest kritiske faktoren, da dimensjonsnøyaktighet direkte påvirker fastholdingsstyrke og panelintegritet.
Hulldiametertoleranser må falle innenfor ±0,05 mm av den spesifiserte pilotdimensjonen for å oppnå optimal klinkeytelse. Overdimensjonerte hull reduserer radiell kompresjon og kan redusere uttrekksstyrken med 25-35 %. Underdimensjonerte hull skaper overdreven installasjonskraft som kan sprekke sprø aluminiumslegeringer eller forårsake ufullstendig klinking i arbeidsherdede materialer.
Krav til kantavstand blir spesielt viktig i tynne seksjoner der materialforskyvning under klinking kan nærme seg panelkanten. Minimum kantavstand bør være lik 2,5 ganger festerens diameter, med 3,0 ganger foretrukket for kritiske applikasjoner. Dette sikrer tilstrekkelig materialvolum for riktig klinkeformasjon uten kantutrivning.
Paneltykkelseskompatibilitetsområder varierer etter festerdesign, men de fleste standard PEM-mutre rommer 0,5-3,0 mm aluminiumsplater. Tykkelsesuniformitet over klinkesonen påvirker fastholdingskonsistensen, noe som gjør materialvalg og våre produksjonstjenester avgjørende for å opprettholde kvalitetsstandarder.
Installasjonskraftkrav skalerer omtrent med kvadratet av festerens diameter og lineært med materialtykkelsen. En #8-32 fester i 1,6 mm 6061-T6 aluminium krever typisk 12-14 kN installasjonskraft, mens den samme festeren i 0,8 mm materiale bare trenger 7-9 kN. Overdreven kraft kan forårsake paneldimpling eller gjennombrudd, mens utilstrekkelig kraft resulterer i ufullstendig klinking.
| Paneltykkelse (mm) | Hulltoleranse (mm) | Minste kantavstand | Installasjonskraft (kN) | Typiske bruksområder |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diameter | 6-9 | Elektronikakabinetter |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diameter | 10-13 | Apparatpaneler |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diameter | 12-16 | Bilkomponenter |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diameter | 15-20 | Strukturelle sammensetninger |
Lastfordeling og skjøtedesign
Å forstå lastoverføringsmekanismer i PEM-festerskjøter gjør det mulig for ingeniører å optimalisere skjøtedesign for spesifikke applikasjonskrav. I motsetning til konvensjonelle gjengede forbindelser der belastninger konsentreres ved de første få gjengeinngrepene, fordeler press-fit mutre krefter gjennom flere kontaktsoner.
Den primære lastbanen begynner ved festerens hodeflens, som skaper en lagerspenningsfordeling over aluminiumsoverflaten. Toppspenninger oppstår ved flenskantene, noe som gjør valg av hodediameter kritisk for å forhindre aluminiumsflyt under høye klembelastninger. Finite element analyse viser at økning av hodediameteren fra 2,0 til 2,5 ganger gjengediameteren reduserer topplagerspenningen med omtrent 30 %.
Skjærbelastninger overføres gjennom den klinkede materialsonen, der det deformerte aluminiumet skaper en mekanisk lås med festerens stamme. Denne forbindelsen kan typisk opprettholde 60-80 % av festerens ultimate skjærstyrke før materialfeil oppstår i aluminiumssubstratet i stedet for selve festeren.
Uttrekksmotstand utvikles gjennom tre mekanismer: mekanisk interferens ved klinkediameteren, friksjon langs stammeoverflaten og bæring mot den deformerte materialkragen. Det relative bidraget fra hver mekanisme avhenger av aluminiumslegeringsegenskaper, med mykere legeringer som stoler mer på mekanisk interferens.
For høypresisjonsresultater,Få et tilbud på 24 timer fra Microns Hub.
Stivhetshensyn for skjøter blir viktig i dynamiske belastningsapplikasjoner der utmattingsmotstand avhenger av lastfordelingsuniformitet. PEM-skjøter viser typisk 15-25 % lavere stivhet enn tilsvarende gjengede forbindelser på grunn av ettergivenheten som introduseres av den deformerte materialsonen. Denne reduserte stivheten kan faktisk forbedre utmattingsytelsen ved å redusere spenningskonsentrasjoner, men kan påvirke resonansfrekvenser i vibrasjonsfølsomme applikasjoner.
Aluminiumslegeringskompatibilitet
Ulike aluminiumslegeringer reagerer variabelt på press-fit installasjon på grunn av forskjeller i arbeidsherdingsegenskaper, duktilitet og kornstruktur. Å forstå disse materialspesifikke atferdene muliggjør riktig festervalg og optimalisering av installasjonsparametere.
6061-T6 aluminium representerer det mest brukte substratet for PEM-applikasjoner, og tilbyr en utmerket balanse mellom styrke, duktilitet og bearbeidbarhet. T6-tempereringen gir tilstrekkelig flytegrense (276 MPa) for å motstå overdreven deformasjon under klinking samtidig som den opprettholder nok duktilitet til å forhindre sprekker. Kornstørrelsesuniformitet i 6061-legeringer sikrer konsistent klinkeatferd over produksjonspartier.
5052-H32 aluminium tilbyr overlegen korrosjonsbestandighet og utmerkede formingsegenskaper, noe som gjør det egnet for komplekse geometrier som krever IP65 tetningsstrategier. Imidlertid kan arbeidsherdingen under klinking øke installasjonskreftene med 20-30 % sammenlignet med 6061-legeringer. Dette materialet viser også større fjær-tilbake, noe som potensielt påvirker festerfastholdingen hvis installasjonsparametrene ikke er riktig justert.
7075-T6 aluminium gir det høyeste styrkealternativet, men presenterer utfordringer for PEM-installasjon. Den begrensede duktiliteten og høye arbeidsherdingshastigheten kan forårsake ufullstendig klinking eller materialsprekker rundt festeren. Når 7075-substrater er nødvendig, bør festervalget favorisere design med reduserte klinkediametre og graduerte stammeprofiler for å minimere materialforskyvning.
| Legering | Temperering | Flytegrense (MPa) | Forlengelse (%) | PEM-kompatibilitet | Installasjonsmerknader |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Utmerket | Standardparametere |
| 5052 | H32 | 193 | 12-18 | Veldig bra | Øk kraften med 20-25 % |
| 7075 | T6 | 503 | 5-11 | Grei | Reduser klinkdiameteren |
| 3003 | H14 | 145 | 8-16 | Bra | Risiko for overdeformasjon |
| 2024 | T3 | 345 | 15-20 | Dårlig | Kobberinnholdsproblemer |
Kornorienteringen i forhold til klinkeretningen kan påvirke skjøtekvaliteten, spesielt i valset platemateriale der retningsegenskapene kan variere med 10-15 %. Optimal installasjon oppstår når festeraksen justeres vinkelrett på valseretningen, noe som minimerer risikoen for delaminering eller fortrinnsrettet riving.
Kvalitetskontroll og testmetoder
Å etablere robuste kvalitetskontrollprosedyrer for PEM-installasjoner sikrer konsistent skjøteytelse og forhindrer feil i felt. Flere inspeksjons- og testmetoder gir forskjellige nivåer av innsikt i installasjonskvalitet og langsiktig pålitelighet.
Visuell inspeksjon forblir den første linjen i kvalitetskontrollen, med fokus på hodesetting, paneldeformasjon og kantintegritet. Riktig installerte festere skal sitte i flukt med paneloverflaten uten å skape dimpler eller hevede områder som overstiger 0,1 mm. Aluminiumet rundt festeren skal vise ensartede deformasjonsmønstre uten sprekker, rifter eller overdreven materialoppbygging.
Go/no-go måling gir en rask produksjonsgulvmetode for å verifisere klinkekvalitet. Disse målerne sjekker både festerfremspringet på baksiden og hodesettingen på installasjonssiden. Typiske akseptkriterier krever baksidefremspring mellom 0,2-0,8 mm avhengig av paneltykkelse og festerdesign.
Momenttesting evaluerer rotasjonsmotstanden til installerte festere, som korrelerer med klinkekvalitet. Underklinkede festere viser reduserte moment-ut verdier, mens riktig installerte enheter typisk krever 80-120 % av det spesifiserte minimumsmomentet for å forårsake rotasjon. Denne testmetoden fungerer spesielt bra for produksjonsprøvetaking, men ødelegger de testede skjøtene.
Skyv-ut testing gir kvantitative data om fastholdingsstyrke ved å påføre aksiale belastninger til festerfeil oppstår. Testarmaturer må sikre ensartet lastpåføring vinkelrett på paneloverflaten for å generere meningsfulle data. Akseptkriterier krever typisk skyv-ut krefter som overstiger 75 % av publiserte verdier, og tar hensyn til installasjons- og materialvariasjoner.
Tverrsnittsanalyse gjennom metallografisk forberedelse avslører den interne klinkegeometrien og materialstrømningsmønstrene. Denne destruktive metoden gir den mest omfattende vurderingen av skjøtekvalitet, men krever spesialisert utstyr og ekspertise. Viktige evalueringskriterier inkluderer klinkediameteruniformitet, materialkontinuitet og fravær av hulrom eller sprekker i den deformerte sonen.
Kostnadsoptimaliseringsstrategier
Å oppnå kostnadseffektiv PEM-festerimplementering krever å balansere innledende festerkostnader mot totale monteringsutgifter, inkludert arbeidskraft, verktøy og kvalitetskontroll. Flere strategier kan påvirke den samlede prosjektøkonomien betydelig uten å kompromittere ytelsen.
Volumkjøpsavtaler med festerleverandører kan redusere enhetskostnadene med 15-30 % samtidig som de sikrer forsyningskjedestabilitet. Standardisering på et begrenset utvalg av festerstørrelser og materialer forenkler lagerstyring og installasjonsverktøykrav. De fleste applikasjoner kan dekkes tilstrekkelig med tre gjengestørrelser (#8-32, #10-32 og 1/4-20) i to hodestiler.
Installasjonsautomatisering blir økonomisk attraktivt for produksjonsvolumer som overstiger 10 000 enheter årlig. Pneumatiske pressesystemer kan installere PEM-festere med hastigheter på 300-500 per time med overlegen konsistens sammenlignet med manuell installasjon. Den forbedrede kvalitetskontrollen reduserer skraphastigheten og eliminerer behovet for individuell festerinspeksjon i mange applikasjoner.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, og ofte reduserer totale prosjektkostnader gjennom optimaliserte designanbefalinger.
Designoptimalisering kan eliminere festere helt i noen applikasjoner gjennom integrerte festefunksjoner eller snap-fit forbindelser. Imidlertid krever denne tilnærmingen nøye analyse av lastkrav og produksjonsevner. PEM-festere gir ofte den mest kostnadseffektive løsningen når flyttbarhet eller høystyrkeforbindelser er nødvendig.
| Produksjonsvolum | Installasjonsmetode | Arbeidskostnad (€/feste) | Kvalitetskontroll | Total kostnadsfaktor |
|---|---|---|---|---|
| <1,000 | Manuell presse | 0.08-0.12 | 100 % visuell | 1.0x |
| 1,000-10,000 | Pneumatisk presse | 0.04-0.06 | 10 % prøvetaking | 0.7x |
| 10,000-50,000 | Halvautomatisk | 0.02-0.03 | Statistisk prosess | 0.5x |
| >50,000 | Helautomatisk | 0.01-0.015 | Kontinuerlig overvåking | 0.4x |
Avanserte applikasjoner og spesielle hensyn
Spesialiserte applikasjoner krever ofte modifikasjoner av standard PEM-festerdesign eller installasjonsprosedyrer for å oppfylle unike ytelseskrav. Å forstå disse avanserte teknikkene gjør det mulig for ingeniører å utvide anvendeligheten av press-fit teknologi.
Forseglede applikasjoner som krever miljøbeskyttelse drar nytte av PEM-festere med integrerte O-ringspor eller tetningsskiver. Disse designene opprettholder fordelene med press-fit installasjon samtidig som de gir IPX7 eller høyere beskyttelsesnivåer. Tetningseffektiviteten avhenger av riktig sporgeometri og materialkompatibilitet mellom tetningen og aluminiumssubstratet.
Høytemperaturapplikasjoner over 150 °C krever nøye vurdering av termiske ekspansjonsforskjeller mellom fester- og substratmaterialer. Rustfrie stål PEM-mutre i aluminiumspaneler opplever differensiell ekspansjon som enten kan øke eller redusere fastholdingskreftene avhengig av temperatursyklingsmønstre. Finite element termisk analyse blir nødvendig for kritiske applikasjoner.
Elektromagnetisk kompatibilitet (EMC) krav i elektroniske kabinetter kan favorisere aluminium PEM-festere for å opprettholde konduktivitet over skjøter. Klinkeprosessen skaper en gasstett metall-til-metall kontakt som gir utmerket elektrisk kontinuitet med motstandsverdier typisk under 0,001 ohm. Denne ytelsen overgår de fleste pakkede eller malte skjøtegrensesnitt.
Flerlagsmonteringer presenterer unike utfordringer når du installerer PEM-festere gjennom stablede materialer. Festeren må klinke effektivt i det primære laget samtidig som den unngår skade på sekundære lag. Stablingstoleranser blir kritiske, da variasjoner kan forhindre fullstendig klinking eller forårsake gjennombrudd i tilstøtende komponenter.
Vibrasjonsmiljøer krever forbedrede fastholdingsmetoder utover standard press-fit mekanismer. Gjengesperreforbindelser, stakingsoperasjoner eller spesialiserte festerdesign med mekaniske låsefunksjoner kan være nødvendig for å forhindre løsning under dynamiske belastninger. Testing per MIL-STD-810 eller lignende standarder validerer ytelsen i spesifikke vibrasjonsspektre.
Feilsøking av vanlige installasjonsproblemer
Å identifisere og løse PEM-installasjonsproblemer krever systematisk analyse av feilmoduser og deres grunnårsaker. De fleste problemer stammer fra feil hullforberedelse, feil installasjonsparametere eller materialkompatibilitetsproblemer.
Ufullstendig klinking manifesterer seg som redusert fastholdingsstyrke og synlige gap mellom festerhodet og paneloverflaten. Denne tilstanden skyldes typisk utilstrekkelig installasjonskraft, overdimensjonerte hull eller arbeidsherdet materiale som motstår deformasjon. Løsninger inkluderer å øke installasjonskraften med 10-15 %, verifisere hulldimensjoner og gløde arbeidsherdede materialer når det er mulig.
Paneldeformasjon rundt installerte festere indikerer overdreven installasjonskraft eller utilstrekkelig materialstøtte under klinking. Det tynne aluminiumet flyter under konsentrerte belastninger, og skaper dimpler eller hevede områder som påvirker monteringspasningen. Å redusere installasjonskraften og forbedre støtteplate støtten løser vanligvis dette problemet uten å kompromittere fastholdingsstyrken.
Festerrotasjon under montering antyder utilstrekkelig klinkeformasjon eller forurensede grensesnitt som reduserer friksjonen. Olje, skjærevæsker eller oksidasjon kan forhindre riktig materialinngrep under installasjonen. Rengjøringsprosedyrer ved bruk av isopropanol eller alkaliske avfettere gjenoppretter riktig klinkeatferd i de fleste tilfeller.
Kantutrivning oppstår når utilstrekkelig materiale eksisterer for å inneholde klinkekreftene, typisk på grunn av utilstrekkelig kantavstand eller materialdefekter nær installasjonsstedet. Forebygging krever streng overholdelse av minimum kantavstand spesifikasjoner og materialinspeksjon for å identifisere inneslutninger eller lamineringer som kan forplante seg til rifter.
Sprekker rundt installerte festere indikerer material sprøhet eller overdreven spenningskonsentrasjoner under installasjonen. Dette problemet oppstår oftest med høystyrke aluminiumslegeringer eller materialer som er utsatt for tidligere kald bearbeiding. Løsninger inkluderer spenningsavlastende gløding, festerdesignmodifikasjoner for å redusere klinkediameteren, eller bytte til mer duktile substratmaterialer.
Ofte stilte spørsmål
Hva er minimum aluminiumstykkelse som er egnet for PEM press-fit mutre?
De fleste standard PEM-mutre krever en minimumstykkelse på 0,5 mm for riktig klinking i aluminiumssubstrater. Under denne tykkelsen mangler materialet tilstrekkelig volum til å danne en pålitelig mekanisk lås. Spesialiserte tynnplatefestere kan romme materialer så tynne som 0,3 mm, men disse krever modifiserte installasjonsprosedyrer og kan ha redusert lastekapasitet.
Hvordan forhindrer jeg galvanisk korrosjon når jeg bruker stål PEM-festere i aluminium?
Galvanisk korrosjonsforebygging krever å eliminere fuktighet og elektrolyttkontakt mellom forskjellige metaller. Bruk rustfritt stål eller aluminium PEM-festere når det er mulig, påfør dielektriske belegg eller tetningsmidler ved grensesnittet, eller sørg for at monteringen fungerer i tørre miljøer. Sink-nikkelbelagte stålfestere gir forbedret kompatibilitet sammenlignet med standard sinkbelegg.
Kan PEM-festere fjernes og installeres på nytt i aluminiumspaneler?
PEM-festere skaper permanente installasjoner som ikke kan fjernes trygt uten å skade aluminiumssubstratet. Klinkeprosessen deformerer begge materialene, noe som gjør reversering umulig. Applikasjoner som krever flyttbarhet bør bruke konvensjonelle mutre med støtteplater eller burmutre designet for tynnplateapplikasjoner.
Hvilken installasjonskraft kreves for forskjellige PEM-festerstørrelser i aluminium?
Installasjonskrefter varierer etter festerstørrelse og aluminiumstykkelse. Typiske områder inkluderer 6-9 kN for #6-32 festere, 10-13 kN for #8-32, 12-16 kN for #10-32 og 18-25 kN for 1/4-20 størrelser i 1,6 mm aluminium. Rådfør deg med produsentens spesifikasjoner for nøyaktige verdier, da kreftene kan variere med 20-30 % mellom forskjellige festerdesign.
Hvordan verifiserer jeg riktig PEM-festerinstallasjonskvalitet?
Kvalitetsverifisering kombinerer visuell inspeksjon, dimensjonskontroll og funksjonell testing. Se etter plan hodesetting, ensartet materialdeformasjon og 0,2-0,8 mm baksidefremspring. Momenttesting bør kreve 80-120 % av spesifiserte verdier for å forårsake festerrotasjon. Skyv-ut testing gir kvantitative fastholdingsstyrkedata for kritiske applikasjoner.
Hva skjer hvis hullstørrelsen er feil for PEM-installasjon?
Overdimensjonerte hull reduserer fastholdingsstyrken med 25-35 % og kan forhindre fullstendig klinking. Underdimensjonerte hull øker installasjonskreftene og kan sprekke sprø materialer eller forårsake ufullstendig festersetting. Hulletoleranser må forbli innenfor ±0,05 mm av spesifiserte dimensjoner for optimal ytelse.
Er det temperaturbegrensninger for PEM-festere i aluminiumsmonteringer?
Standard PEM-installasjoner fungerer pålitelig fra -40 °C til +150 °C. Høyere temperaturer krever analyse av differensiell termisk ekspansjon mellom fester- og substratmaterialer. Rustfrie stålfestere utvider seg mindre enn aluminium, noe som potensielt reduserer fastholdingskreftene under oppvarmingssykluser. Aluminium PEM-festere gir bedre termisk kompatibilitet for ekstreme temperaturapplikasjoner.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece