Designe tilpassede kabinetter: IP65 tetningsstrategier for metallplater
Metallplatekabinetter med IP65-klassifisering står overfor en grunnleggende ingeniørutfordring: å opprettholde miljøbeskyttelse samtidig som man imøtekommer termisk ekspansjon, produksjonstoleranser og feltvedlikehold. Beskyttelsen mot inntrengning av støv på 6 millimeter og lavtrykksvannstråler krever presise tetningsstrategier som tar hensyn til materialadferd, pakningskompresjonsdynamikk og langsiktig tetningsintegritet under termisk sykling.
Viktige punkter
- IP65 krever fullstendig støvbeskyttelse og motstand mot vannstråler fra alle retninger med 12,5 liter per minutt
- Pakningskompresjonsforhold mellom 15-25 % sikrer optimal tetning samtidig som det forhindrer materialnedbrytning
- Materialvalg påvirker direkte termiske ekspansjonskoeffisienter, noe som påvirker langsiktig tetningsytelse
- Riktig sporgeometri med 3:2 bredde-til-dybde-forhold maksimerer pakningsretensjon og tetningseffektivitet
Forstå IP65-krav for metallplateapplikasjoner
Den internasjonale elektrotekniske kommisjonens IP65-standard krever fullstendig beskyttelse mot inntrengning av støv (nivå 6) og motstand mot vannstråler fra en 6,3 mm dyse med 12,5 liter per minutt fra alle retninger (nivå 5). For metallplatekabinetter betyr dette å opprettholde tetningsintegritet over skjøtegrensesnitt som opplever differensiell termisk ekspansjon, mekanisk stress fra vibrasjon og potensiell deformasjon under belastning.
Kritiske trykkdifferensialer i IP65-applikasjoner varierer vanligvis fra 1-5 kPa, selv om industrielle miljøer kan kreve motstand opp til 10 kPa. Tetningssystemet må imøtekomme disse trykkene samtidig som det opprettholder funksjonalitet over driftstemperaturområder fra -40 °C til +85 °C for standardapplikasjoner, med spesialiserte design som strekker seg til +125 °C for høytemperaturmiljøer.
Metallplatetykkelse påvirker tetningsstrategiens effektivitet betydelig. Standard tykkelse på materialer fra 1,0 mm til 3,0 mm krever forskjellige pakningskompresjonstilnærminger sammenlignet med tyngre 5,0 mm til 8,0 mm plater. Tynnere materialer viser større avbøyning under pakningskompresjonsbelastninger, noe som potensielt kompromitterer tetningsgeometrien over tid.
Materialvalg og termiske hensyn
Aluminium 5052-H32 og 6061-T6 representerer de vanligste metallplatevalgene for IP65-kabinetter, og hver av dem presenterer distinkte termiske ekspansjonsegenskaper som direkte påvirker tetningsytelsen. Den termiske ekspansjonskoeffisienten for aluminiumslegeringer er i gjennomsnitt 23,1 × 10⁻⁶/°C, noe som skaper målbare dimensjonsendringer i store kabinetter.
| Materialkvalitet | Termisk ekspansjon (10⁻⁶/°C) | Flytegrense (MPa) | Kostnadsfaktor | Tetningskompatibilitet |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Utmerket |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Utmerket |
| 304 Rustfritt | 17.3 | 215 | 2.8x | Veldig bra |
| 316L Rustfritt | 16.0 | 170 | 4.2x | Utmerket |
| Kaldvalset stål | 12.0 | 350 | 0.6x | Bra (belagt) |
Rustfritt stål av kvalitet 304 og 316L tilbyr lavere termiske ekspansjonskoeffisienter, noe som reduserer tetningsspenningen under temperatursykling. De økte materialkostnadene og formingskravene må imidlertid balanseres mot forbedret dimensjonsstabilitet. Kaldvalset stål gir utmerket styrke og minimal termisk ekspansjon, men krever beskyttende belegg for å forhindre galvanisk korrosjon når det kombineres med standard pakningsmaterialer.
Overflatefinishkrav for effektiv IP65-tetning spesifiserer vanligvis Ra-verdier mellom 0,8-3,2 μm på pakningskontaktoverflater. Glattere finisher forbedrer den første tetningen, men kan redusere pakningsbitt, mens grovere overflater forbedrer mekanisk retensjon på bekostning av mikroskopiske lekkasjebaner.
Pakningsvalg og kompresjonsdynamikk
EPDM-pakninger (etylenpropylendienmonomer) dominerer IP65-applikasjoner på grunn av utmerket værbestandighet, ozonstabilitet og kompresjonssettmotstand under 25 % etter 1000 timer ved 70 °C. Shore A durometer-klassifiseringer mellom 60-80 gir optimal balanse mellom tetningskonformerbarhet og strukturell integritet under kompresjonsbelastninger.
Kompresjonsforhold krever presis kontroll for å oppnå IP65-ytelse. Optimal kompresjon varierer vanligvis fra 15-25 % av det originale pakningstverrsnittet, med høyere kompresjonshastigheter som fører til akselerert materialnedbrytning og potensiell pakningsekstrudering. Lavere kompresjon kan tillate lekkasjebaner under trykksykling eller termisk ekspansjonsspenning.
| Pakningsmateriale | Shore A Durometer | Kompresjonsforhold | Temperaturområde (°C) | Kjemisk resistens |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 til +120 | Utmerket |
| Silikon | 60 ± 5 | 15-20% | -60 til +200 | Bra |
| Neopren | 65 ± 5 | 20-30% | -35 til +100 | Veldig bra |
| Fluorkarbon (FKM) | 75 ± 5 | 15-20% | -20 til +200 | Utmerket |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 til +100 | Bra |
Pakningstverrsnittsgeometri påvirker tetningseffektiviteten betydelig. Runde tverrsnitt gir jevn spenningsfordeling, men krever presis sporgeometri. D-formede profiler gir forbedret retensjon i grunne spor, men kan skape spenningskonsentrasjoner ved det flate grensesnittet. Hule pakninger reduserer kompresjonskreftene, men ofrer trykkmotstandsevnen.
Spordesign og produksjonstoleranser
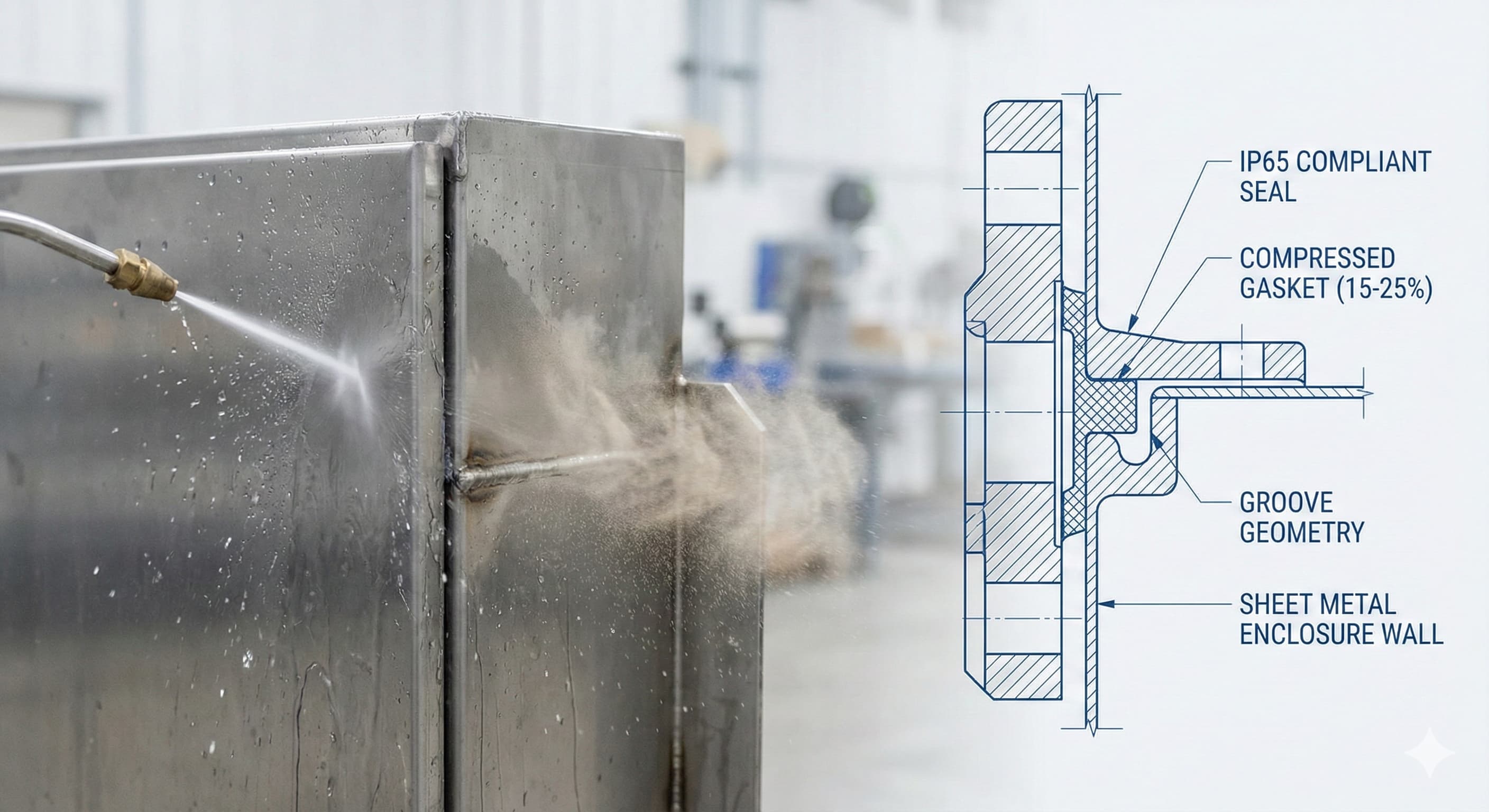
Sporgeometri bestemmer direkte pakningsretensjon, kompresjonsuniformitet og langsiktig tetningsintegritet. Det optimale bredde-til-dybde-forholdet på 3:2 sikrer tilstrekkelig pakningsstøtte samtidig som det forhindrer overkompresjon eller ekstrudering under trykk. For standard 6 mm diameter runde pakninger spesifiserer spordimensjoner vanligvis 4,5 mm bredde × 3,0 mm dybde med ±0,1 mm toleransekontroll.
Produksjonstoleranser på spordimensjoner krever nøye vurdering av kumulative stableeffekter. Posisjonstoleranser på ±0,2 mm på sporsenterlinjer sikrer riktig pakningsjustering over sammenføyningsoverflater, mens dybdevariasjon utover ±0,1 mm skaper ujevn kompresjon som kompromitterer tetningsytelsen.
Hjørneradier i spordesign må imøtekomme pakningsfleksibilitet samtidig som strukturell integritet opprettholdes. Minimumsradiuskrav tilsvarer vanligvis 0,3 ganger pakningsdiameteren for å forhindre materialspenningssprekker under installasjon og kompresjonssykling. Skarpe hjørner skaper spenningskonsentrasjonspunkter som akselererer pakningsfeil gjennom sprekkforplantning.
For høypresisjonsresultater, send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Avanserte tetningsstrategier og flertrinnsbeskyttelse
Komplekse kabinetter krever ofte flertrinns tetningsstrategier for å oppnå pålitelig IP65-beskyttelse. Primære tetninger håndterer mesteparten av miljøekskluderingen, mens sekundære tetninger gir backup-beskyttelse mot primær tetningsnedbrytning eller installasjonsfeil. Denne redundansen viser seg spesielt verdifull i kritiske applikasjoner der konsekvensene av tetningsfeil strekker seg utover kostnadene for utskifting av komponenter.
Labyrinttetninger utfyller pakningsbaserte systemer ved å skape kronglete baner som reduserer trykkdifferensialet over primære tetninger. Disse geometriske funksjonene, maskinert eller formet inn i sammenføyningsoverflater, forbedrer den generelle systempåliteligheten betydelig uten å legge til materialkostnader. Typiske labyrintdesign inkluderer 2-3 retningsendringer med 0,5-1,0 mm klaringer.
Dreneringsfunksjoner integrert i kabinettdesign forhindrer vannansamling som kan overvelde tetningssystemer under langvarig eksponering. Strategisk plasserte dreneringshull med 3-5 mm diameter, plassert ved geometriske lavpunkter, tillater fuktevakuering samtidig som IP65-integriteten opprettholdes. Disse funksjonene krever nøye plassering for å unngå å skape inntrengningsbaner under trykkforhold.
| Tetningsstrategi | Kompleksitet | Kostnadspåvirkning | Pålitelighetsfaktor | Vedlikeholdskrav |
|---|---|---|---|---|
| Enkel pakning | Lav | 1.0x | Standard | 5-års utskifting |
| Dobbel pakning | Middels | 1.8x | Høy | 7-års utskifting |
| Pakning + Labyrint | Middels | 1.4x | Veldig høy | 10-års utskifting |
| Flerstegs system | Høy | 2.5x | Utmerket | 3-års inspeksjon |
| Sveiset + Pakning | Høy | 2.2x | Utmerket | Permanent |
Festemiddelvalg og kompresjonskontroll
Festemiddels spesifikasjoner påvirker direkte pakningskompresjonsuniformitet og langsiktig tetningsytelse. Skruer med sekskantshode i rustfritt stål gir korrosjonsbestandighet og presis momentpåføring, med M6 × 1,0 som den vanligste størrelsen for standard kabinettapplikasjoner. Festemiddelavstanden varierer vanligvis fra 80-120 mm på senter, med tettere avstand nødvendig for tynnere metallplatesubstrater.
Momentspesifikasjoner må ta hensyn til pakningsmaterialegenskaper, substrattykkelse og termiske syklingseffekter. Standard EPDM-pakninger i aluminiumskabinetter krever vanligvis 4-6 N⋅m moment på M6-festemidler, med verdier justert basert på pakningsdurometer og kompresjonskrav. Overdreven tiltrekking skaper spenningskonsentrasjoner som akselererer pakningsnedbrytning, mens utilstrekkelig moment tillater tetningsavslapping under termisk sykling.
Gjenglåsemidler forhindrer at festemidler løsner på grunn av vibrasjon eller termisk sykling, men valget må vurdere vedlikeholdsvennlige demonteringskrav. Medium-styrke anaerobe forbindelser gir tilstrekkelig retensjon samtidig som feltservice med standardverktøy tillates. Høyfaste forbindelser kan kreve varmeapplikasjon for demontering, noe som kompliserer vedlikeholdsprosedyrer.
Skivevalg påvirker lastfordelingen over pakningsoverflater. Skiver i rustfritt stål med 12 mm ytre diameter fordeler kompresjonsbelastninger effektivt samtidig som substratdeformasjon forhindres. Innkapslede skivedesign reduserer monteringstiden og eliminerer løs maskinvare under feltserviceoperasjoner.
Produksjonsprosesser og kvalitetskontroll
Metallplateformingsoperasjoner må imøtekomme pakningssporkrav i designfasen for å sikre produksjonsmessig gjennomførbarhet og kostnadseffektivitet. Kantpressformingsoperasjoner kan vanligvis imøtekomme sporfunksjoner vinkelrett på bøyeakser, mens parallelle spor kan kreve sekundære maskineringsoperasjoner som øker produksjonskostnadene betydelig.
CNC-maskinering av pakningsspor gir overlegen dimensjonskontroll sammenlignet med formingsoperasjoner, spesielt for komplekse geometrier eller strenge toleransekrav. Microns Hubs presisjons CNC-maskineringstjenester sikrer at spordimensjonene oppfyller IP65-tetningskravene samtidig som produksjonseffektiviteten optimaliseres for både prototype- og produksjonsmengder.
Sveiseoperasjoner i nærheten av pakningsområder krever nøye varmestyring for å forhindre substratforvrengning som kompromitterer sporgeometrien. TIG-sveising med kontrollert varmeinngang opprettholder vanligvis dimensjonsstabilitet innenfor akseptable grenser, mens MIG-sveising kan kreve maskinering etter sveising for å gjenopprette sporspesifikasjoner.
Kvalitetskontrollprosedyrer for IP65-kabinetter må validere både dimensjonsmessig samsvar og faktisk tetningsytelse. Koordinatmålemaskiner verifiserer spordimensjoner til ±0,05 mm nøyaktighet, mens trykkfalltesting bekrefter lekkasjehastigheter under 1 × 10⁻⁶ mbar⋅l/s under simulerte driftsforhold.
| Produksjonsprosess | Spornøyaktighet (mm) | Produksjonshastighet | Oppstartskostnad | Beste bruksområder |
|---|---|---|---|---|
| CNC-maskinering | ±0.03 | Middels | Høy | Komplekse geometrier |
| Kantpressing | ±0.15 | Høy | Lav | Enkle rette spor |
| Progressivt verktøy | ±0.08 | Veldig høy | Veldig høy | Høyvolumsproduksjon |
| Laserskjæring + Form | ±0.10 | Middels | Middels | Middels volum |
| Vannskjæring + Sekundær | ±0.05 | Lav | Middels | Tykt materiale |
Test- og valideringsprotokoller
IP65-validering krever systematiske testprotokoller som simulerer virkelige driftsforhold samtidig som de gir kvantitative ytelsesdata. Standard testprosedyrer følger IEC 60529-spesifikasjoner, og bruker kalibrerte støvkamre og vannstråleapparater for å verifisere beskyttelsesnivåer under kontrollerte forhold.
Støvinntrengningstesting bruker talkumpulver eller standardisert teststøv sirkulert gjennom kamre ved spesifiserte konsentrasjoner og lufthastigheter. Testvarigheten strekker seg vanligvis over 8 timer med periodisk trykksykling for å simulere termiske puste-effekter. Fullstendig støvekskludering må demonstreres uten målbar akkumulering inne i kabinettet.
Vannstråletesting bruker 6,3 mm dyser som leverer 12,5 liter per minutt ved 30 kPa trykk fra alle retninger. Testvarigheten dekker minimum 15 minutter med kabinettet orientert for å presentere maksimal utfordring for tetningssystemer. Ingen vanninntrengning er akseptabelt, og all påvist fuktighet utgjør testfeil.
Langsiktig pålitelighetstesting inkluderer termisk sykling mellom operasjonelle temperaturekstreme, vanligvis 1000 sykluser fra -40 °C til +85 °C med 2-timers oppholdstider. Pakningskompresjonssettmålinger verifiserer materialstabilitet, mens lekkasjehastighetstesting bekrefter fortsatt tetningsintegritet gjennom hele testvarigheten.
Kostnadsoptimaliseringsstrategier
Materialvalg påvirker de totale prosjektkostnadene betydelig, med aluminiumslegeringer som tilbyr optimal balanse mellom ytelse og økonomi for de fleste applikasjoner. Rustfrie stålkvaliteter krever premiumpriser, men gir overlegen korrosjonsbestandighet og dimensjonsstabilitet som kan rettferdiggjøre økte kostnader i tøffe miljøer eller forlenget levetid.
Pakningsvalg gir muligheter for kostnadsoptimalisering uten å kompromittere IP65-ytelsen. Standard EPDM-formuleringer gir utmerket ytelse til konkurransedyktige priser, mens spesialiserte forbindelser som fluorkarbonmaterialer kan være unødvendige med mindre spesifikke kjemisk motstandskrav eksisterer. Tilpassede pakningstverrsnitt kan redusere materialbruken sammenlignet med standard runde profiler samtidig som tetningseffektiviteten opprettholdes.
Valg av produksjonsprosess krever nøye analyse av volumkrav og geometrisk kompleksitet. Lavvolumsapplikasjoner drar nytte av fleksible prosesser som kantpressing og våre produksjonstjenester som minimerer verktøyinvesteringer. Høyvolumsproduksjon rettferdiggjør progressive verktøy til tross for betydelige forhåndskostnader på grunn av redusert produksjonstid per enhet og forbedret dimensjonsmessig konsistens.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer som er nødvendig for pålitelig IP65-ytelse i forskjellige driftsmiljøer.
Vanlige designfallgruver og løsninger
Utilstrekkelig festemiddelavstand representerer en av de hyppigste årsakene til IP65-tetningsfeil i metallplatekabinetter. Overdreven avstand tillater substratavbøyning mellom festemidler, og skaper hull som kompromitterer pakningskompresjonen. Standard praksis begrenser avstanden til 100 mm for 2,0 mm platetykkelse, med proporsjonal reduksjon for tynnere materialer.
Pakningssporkryss i hjørner krever spesiell oppmerksomhet for å forhindre lekkasjebaner som omgår det primære tetningsgrensesnittet. Støpte hjørnepakninger eliminerer skjøter som skaper potensielle feilpunkter, mens skjøteskjøter krever presis skjæring og bindingsprosedyrer for å opprettholde tetningsintegriteten. Hjørneradier bør imøtekomme pakningsbøyeradiuskrav uten å skape spenningskonsentrasjoner.
Termiske ekspansjonsberegninger overser ofte differensiell ekspansjon mellom ulike materialer i komposittdesign. Stålforsterkningsrammer kombinert med aluminiumsskinn skaper spenningsmønstre som kan kompromittere pakningskompresjonsuniformiteten under temperaturekskursjoner. Designløsninger inkluderer ekspansjonsfuger eller materialvalg som minimerer termiske ekspansjonsforskjeller.
Overflatefinishinkonsistenser i nærheten av pakningskontaktoverflater skyldes ofte utilstrekkelig prosesskontroll under produksjonen. Sveiseoperasjoner som skaper lokal ruhet eller forurensning krever etterbehandling for å gjenopprette spesifiserte overflateforhold. Kvalitetskontrollprosedyrer må verifisere overflatefinishkrav i tillegg til dimensjonsspesifikasjoner.
Ofte stilte spørsmål
Hvilket pakningskompresjonsforhold gir optimal IP65-tetningsytelse?
Optimale kompresjonsforhold varierer fra 15-25 % av det originale pakningstverrsnittet for de fleste EPDM-materialer. Dette området gir tilstrekkelig kontakttrykk for effektiv tetning samtidig som materialnedbrytning fra overkompresjon forhindres. Shore A durometer-klassifiseringer påvirker ideell kompresjon, med mykere materialer som krever lavere kompresjonsforhold.
Hvordan påvirker termiske ekspansjonseffekter langsiktig tetningsintegritet?
Termisk ekspansjon skaper dimensjonsendringer som belaster pakningsmaterialer og potensielt kompromitterer tetningsgeometrien. Aluminiumskabinetter utvider seg omtrent 0,23 mm per meter per 10 °C temperaturøkning. Designstrategier inkluderer ekspansjonsfuger, materialvalg med matchede termiske koeffisienter og pakningsmaterialer med høy forlengelsesevne.
Hvilke produksjonstoleranser kreves for effektiv pakningssporgeometri?
Sporbreddetoleranser spesifiserer vanligvis ±0,1 mm for optimal pakningsretensjon og kompresjonskontroll. Dybdetoleranser bør opprettholde ±0,1 mm for å sikre jevn kompresjon over hele pakningsperimeteren. Posisjonstoleranser på ±0,2 mm forhindrer pakningsfeiljustering som skaper lekkasjebaner.
Kan IP65-klassifisering opprettholdes med flyttbare paneler eller dører?
Ja, flyttbare paneler kan opprettholde IP65-beskyttelse med riktig hengseldesign og pakningssystemer. Pianohengsler gir kontinuerlig støtte langs panelkanter, mens riktig utformede kompresjonslåser sikrer tilstrekkelig pakningskompresjon. Flere festemidler med spesifiserte momentverdier tilbyr alternative løsninger for paneler som ofte åpnes.
Hvilke testprosedyrer verifiserer IP65-samsvar i tilpassede kabinetter?
IP65-testing følger IEC 60529-standarder med støvkammertesting i minimum 8 timer og vannstråletesting med 12,5 liter per minutt fra 6,3 mm dyser. Trykkfalltesting supplerer standardprosedyrer ved å kvantifisere lekkasjehastigheter under kontrollerte forhold. Termisk syklingsvalidering bekrefter ytelse over operasjonelle temperaturområder.
Hvordan påvirker metallplatetykkelse pakningskompresjon og tetningsytelse?
Tynnere metallplater bøyes mer under pakningskompresjonsbelastninger, noe som potensielt skaper ujevn trykkfordeling som kompromitterer tetningseffektiviteten. Materialer under 1,5 mm tykkelse krever ofte tettere festemiddelavstand eller forsterkningsfunksjoner for å opprettholde tilstrekkelig stivhet. Tykkere materialer gir bedre dimensjonsstabilitet, men øker materialkostnadene og formingsbelastningene.
Hva er de mest kostnadseffektive materialene for IP65 metallplatekabinetter?
Aluminium 5052-H32 tilbyr den beste kombinasjonen av kostnad, formbarhet og korrosjonsbestandighet for de fleste IP65-applikasjoner. Kaldvalset stål gir lavere materialkostnader, men krever beskyttende belegg og nøye pakningsmaterialvalg for å forhindre galvanisk korrosjon. Rustfrie stålkvaliteter rettferdiggjør premiumpriser bare når spesifikke miljøforhold krever overlegen korrosjonsbestandighet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece