Hjørneavlastningsdesign: Rektangulære vs. sirkulære avlastninger for rene bøyer
Hjørneavlastningsdesign representerer en av de mest kritiske beslutningene innen platebearbeiding, og påvirker direkte bøyingskvalitet, verktøylevetid og produksjonseffektivitet. Valget mellom rektangulære og sirkulære hjørneavlastninger bestemmer ikke bare den estetiske finishen, men også den strukturelle integriteten og produserbarheten til bøyde komponenter.
Viktige punkter:
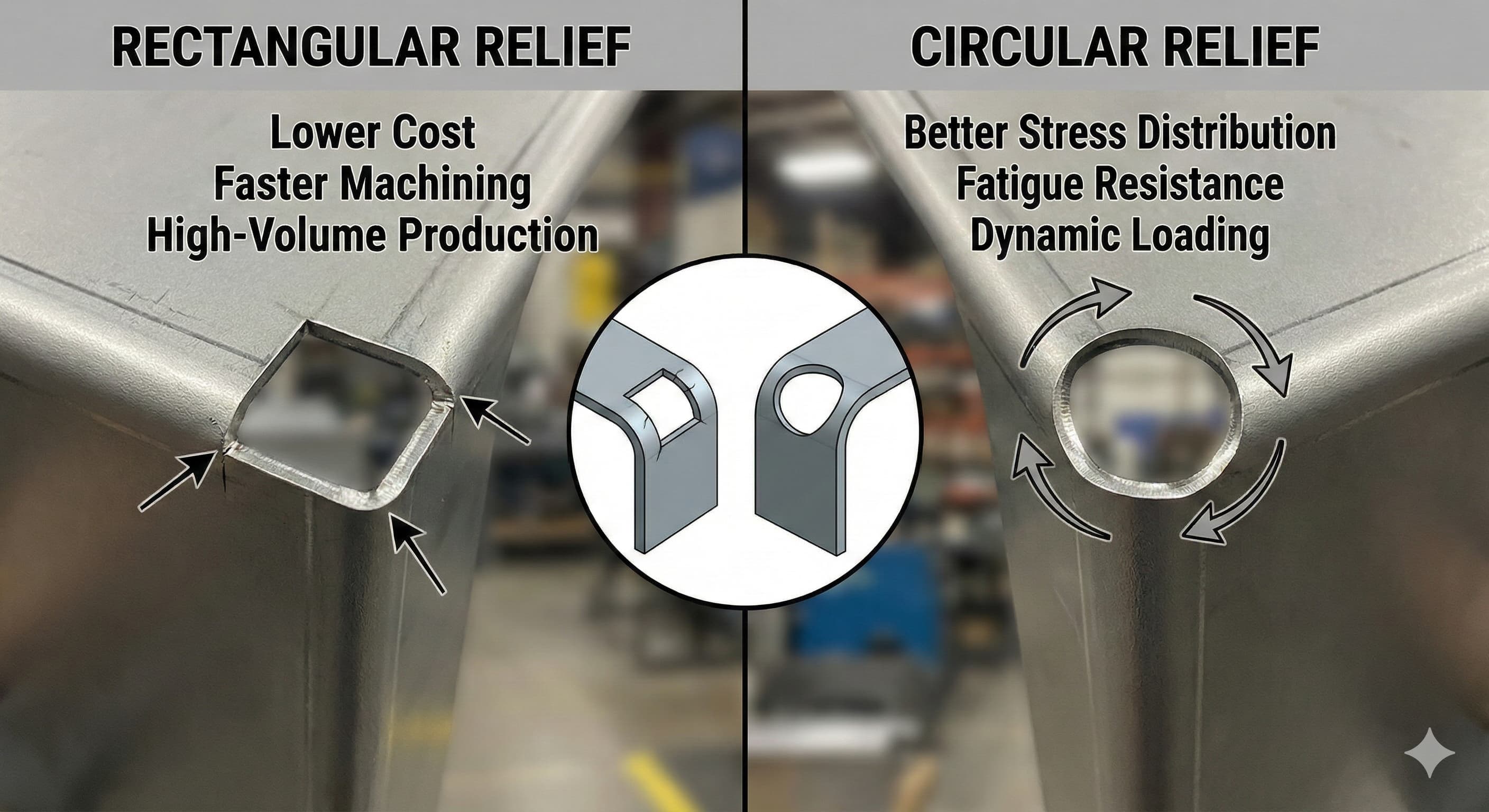
- Rektangulære avlastninger gir overlegen materialøkonomi og raskere maskineringstider, noe som gjør dem ideelle for høyvolumsproduksjon
- Sirkulære avlastninger gir bedre spenningsfordeling og utmattingsmotstand, avgjørende for dynamiske belastningsapplikasjoner
- Avlastningsdimensjoner må følge ISO 2768-retningslinjer, med typiske dybder som varierer fra 0,5 mm til 2,0 mm avhengig av materialtykkelse
- Riktig avlastningsdesign kan redusere hjørnesprekker med opptil 85 % i materialer som Al 6061-T6 og rustfritt stål 304
Forståelse av grunnleggende om hjørneavlastning
Hjørneavlastninger fungerer som spenningskonsentrasjonsstyringsfunksjoner i platekonstruksjoner, og forhindrer materialoppbygging og sprekker under bøyeprosessen. Når to bøylinjer krysser hverandre, skaper det overlappende materialet en geometrisk umulighet som må løses gjennom strategisk materialfjerning.
Fysikken bak nødvendigheten av hjørneavlastning stammer fra metallers grunnleggende oppførsel under plastisk deformasjon. Når plate bøyes, opplever de ytre fibrene strekkspenning mens de indre fibrene komprimeres. Ved hjørnekryss blir dette spenningsmønsteret komplekst, og skaper multidireksjonelle krefter som kan overstige materialets ultimate strekkfasthet.
ISO 2768-standarder spesifiserer minimumsavlastningsdimensjoner basert på forholdet mellom materialtykkelse og bøyeradius. For materialer med tykkelse (t) mellom 0,5 mm og 3,0 mm, bør avlastningsdybden være lik 1,5t + bøyeradius, mens avlastningsbredden må romme bøyetoleranseberegningene for å forhindre interferens.
Materialegenskaper påvirker avlastningsdesignkravene betydelig. Høyfaste legeringer som Al 7075-T6 krever større avlastningsdimensjoner sammenlignet med mykere materialer som Al 1100-H14, på grunn av deres reduserte duktilitet og høyere elastisitetsmodulverdier.
Rektangulær hjørneavlastningsdesign
Rektangulære avlastninger representerer den mest økonomiske og utbredte hjørneavlastningsløsningen i industriell platebearbeidingstjenester. Deres geometriske enkelhet oversettes direkte til produksjonsfordeler, spesielt for høyvolumsproduksjonsmiljøer.
Den rektangulære avlastningsdesignen består av to vinkelrette kutt som krysser hverandre i 90 grader, og skaper et firkantet eller rektangulært tomrom ved hjørnekrysset. Standarddimensjoner følger formelen: Lengde (L) = 1,5t + R + 0,5 mm, Bredde (B) = 1,5t + R + 0,5 mm, der t representerer materialtykkelse og R betegner bøyeradius.
Produksjonsfordeler med rektangulære avlastninger inkluderer forenklet programmering for CNC-stanseoperasjoner, redusert verktøyslitasje på grunn av rettlinjede skjærebaner og raskere syklustider sammenlignet med buede geometrier. Revolverpressemaskiner kan utføre rektangulære avlastninger ved hjelp av standard rektangulære stanser, noe som eliminerer behovet for spesialisert verktøy.
Fra et strukturelt perspektiv gir rektangulære avlastninger tilstrekkelig spenningsavlastning for de fleste bruksområder, spesielt de som involverer statiske belastningsforhold. De skarpe hjørnene skaper lokaliserte spenningskonsentrasjoner, men disse holder seg vanligvis innenfor akseptable grenser for standard industrielle bruksområder.
| Materialtykkelse | Anbefalt lengde (mm) | Anbefalt bredde (mm) | Typisk toleranse (±mm) |
|---|---|---|---|
| 0. 5mm | 2. 0 | 3. 0 | 4. 05 |
| 5. 0mm | 6. 5 | 7. 5 | 8. 08 |
| 9. 5mm | 10. 75 | 11. 75 | 12. 10 |
| 13. 0mm | 14. 0 | 15. 0 | 16. 13 |
| 17. 0mm | 18. 5 | 19. 5 | 20. 15 |
Kostnadsanalyse avslører at rektangulære avlastninger vanligvis koster 15-25 % mindre enn sirkulære alternativer på grunn av redusert maskineringstid og standard verktøykrav. For produksjonsløp som overstiger 1000 stykker, blir denne kostnadsforskjellen betydelig, og rettferdiggjør ofte valget av rektangulære avlastninger selv i bruksområder der sirkulære design kan tilby marginale tekniske fordeler.
Sirkulær hjørneavlastningsdesign
Sirkulære hjørneavlastninger gir overlegne spenningsfordelingsegenskaper, noe som gjør dem til det foretrukne valget for bruksområder som involverer dynamisk belastning, vibrasjon eller utmattelsesproblemer. Den buede geometrien eliminerer skarpe spenningskonsentrasjonspunkter som er iboende i rektangulære design.
Den sirkulære avlastningsdesignen bruker et enkelt radiussnitt, vanligvis fra 2,0 mm til 6,0 mm avhengig av materialtykkelse og brukskrav. Radiusberegningen følger: R = 1,2 × (materialtykkelse + bøyeradius) + 1,0 mm, noe som sikrer tilstrekkelig klaring samtidig som spenningsstrømningsmønstrene optimaliseres.
Spenningsanalyse ved hjelp av finite element-metoder viser at sirkulære avlastninger reduserer toppspenningskonsentrasjoner med 35-45 % sammenlignet med rektangulære alternativer. Denne forbedringen blir kritisk i romfart, bilindustri og medisinsk utstyr der komponentpålitelighet direkte påvirker sikkerheten.
Produksjon av sirkulære avlastninger krever spesialisert verktøy eller ytterligere maskineringsoperasjoner. CNC-revolverpresser trenger sirkulære stanser i forskjellige diametre, mens laserskjæresystemer kan produsere hvilken som helst radius uten verktøybegrensninger. Denne fleksibiliteten gjør laserskjæring spesielt attraktivt for prototyping og småbatchproduksjon.
For høypresisjonsresultater,Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Materialfjerningsvolumet i sirkulære avlastninger overstiger vanligvis rektangulære design med 20-30 %, noe som representerer en mindre materialkostnadsøkning, men potensielt betydelig forbedring i komponentens levetid. Denne avveiningen viser seg å være verdt det i bruksområder der erstatningskostnadene overstiger de opprinnelige produksjonspremiene.
Sammenlignende analyse: Ytelsesegenskaper
Utmattingstesting avslører betydelige ytelsesforskjeller mellom rektangulære og sirkulære avlastningsdesign. Komponenter med sirkulære avlastninger viser 40-60 % lengre utmattingslevetid under sykliske belastningsforhold, spesielt viktig i bilopphengskomponenter og romfartsstrukturer.
Spenningskonsentrasjonsfaktorer (Kt) gir kvantitative sammenligningsmetrikker. Rektangulære avlastninger viser vanligvis Kt-verdier mellom 2,8-3,2, mens sirkulære avlastninger oppnår Kt-verdier på 1,8-2,1. Lavere Kt-verdier indikerer mer jevn spenningsfordeling og redusert feilsannsynlighet.
| Ytelsesmåling | Rektangulær avlastning | Sirkulær avlastning | Forbedringsfaktor |
|---|---|---|---|
| Spenningskonsentrasjon (Kt) | 2. 8-3.2 | 3. 8-2.1 | 35-45 % reduksjon |
| Utmattingslevetid (sykluser) | 50 000-80 000 | 85 000-130 000 | 60-70 % økning |
| Produksjonstid (sek) | 2. 5-3.0 | 3. 5-4.5 | 40 % økning |
| Verktøylevetid (treff) | 100 000-150 000 | 80 000-120 000 | 20 % reduksjon |
| Materialbruk (%) | 98. 5-99.0 | 99. 5-98.0 | 1-1.5 % økning |
Overflatefinishhensyn favoriserer også sirkulære avlastninger, spesielt i synlige bruksområder. Den glatte buede geometrien eliminerer skarpe kanter som kan hekte seg fast under håndtering eller montering, redusere risikoen for kutt og forbedre den generelle sikkerheten.
Materialspesifikke hensyn
Ulike materialer reagerer unikt på hjørneavlastningsdesign, og krever tilpassede tilnærminger for optimale resultater. Aluminiumslegeringer, rustfritt stål og bløtt stål gir hver for seg distinkte utfordringer og muligheter.
Aluminium 6061-T6 viser utmerket duktilitet, slik at både rektangulære og sirkulære avlastninger kan fungere tilstrekkelig. Materialets tendens til arbeidsherding gjør imidlertid sirkulære avlastninger å foretrekke for bruksområder som involverer gjentatt bøying eller forming. De reduserte spenningskonsentrasjonene bidrar til å opprettholde duktiliteten gjennom hele produksjonsprosessen.
Rustfritt stål 304 gir større utfordringer på grunn av dets arbeidsherdende egenskaper og høyere styrke. Sirkulære avlastninger blir spesielt viktige, da den forbedrede spenningsfordelingen bidrar til å forhindre mikrosprekker som kan spre seg over tid. Avlastningsdimensjonene bør økes med 20-25 % sammenlignet med aluminiumsapplikasjoner for å imøtekomme materialets reduserte duktilitet.
Høystyrkestål krever nøye vurdering av avlastningsdesign, da deres begrensede duktilitet gjør dem utsatt for sprekker. Sirkulære avlastninger med generøse radier blir ofte obligatoriske, til tross for økt produksjonskompleksitet og kostnader.
Integrering av produksjonsprosess
Avlastningsdesign må integreres sømløst med de generelle produksjonsarbeidsflytene for å optimalisere effektivitet og kvalitet. Valget mellom rektangulære og sirkulære avlastninger påvirker verktøyvalg, programmeringskompleksitet og produksjonssekvensering.
CNC-revolverpresseoperasjoner favoriserer rektangulære avlastninger på grunn av standard verktøytilgjengelighet og enkle programmeringskrav. De lineære verktøybanene reduserer syklustiden og forlenger verktøylevetiden, spesielt viktig for høyvolumsproduksjonsløp. Moderne revolverpresser kan imidlertid romme sirkulære stanser, selv om dette krever ytterligere verktøyinvesteringer.
Laserskjæresystemer tilbyr større fleksibilitet, og er i stand til å produsere hvilken som helst avlastningsgeometri uten verktøybegrensninger. Denne fordelen gjør laserskjæring attraktivt for prototyping og lavvolumsproduksjon, der verktøyamortisering blir uoverkommelig. Presisjonen som oppnås med lasersystemer muliggjør også komplekse avlastningsgeometrier som kombinerer rektangulære og sirkulære funksjoner.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og omfattende våre produksjonstjenester tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, enten du trenger enkle rektangulære avlastninger eller komplekse buede geometrier.
Integrering med tapp- og slisskonstruksjon krever nøye koordinering av avlastningsplassering og dimensjoner. Avlastningene må gi tilstrekkelig klaring for monteringsoperasjoner samtidig som den strukturelle integriteten opprettholdes ved skjøtepunktene.
Kvalitetskontroll og inspeksjon
Hjørneavlastningskvalitet påvirker direkte den endelige komponentytelsen, noe som gjør strenge inspeksjonsprotokoller essensielle. Dimensjonsnøyaktighet, kantkvalitet og geometrisk konsistens krever alle verifisering for å sikre spesifikasjonsoverholdelse.
Dimensjonsinspeksjon fokuserer på avlastningsdybde, bredde og posisjonsnøyaktighet i forhold til bøylinjer. Koordinatmålemaskiner (CMM) gir presisjonen som er nødvendig for kritiske bruksområder, selv om enklere go/no-go-målere er tilstrekkelig for mange produksjonsmiljøer.
Kantkvalitetsvurdering undersøker overflateruhet, graddannelse og potensial for mikrosprekker. Rektangulære avlastninger viser vanligvis overlegen kantkvalitet på grunn av stansingsprosessens rene skjærevirkning, mens laserskårne sirkulære avlastninger kan kreve sekundære avgradingsoperasjoner.
Implementering av statistisk prosesskontroll (SPC) bidrar til å opprettholde jevn avlastningskvalitet gjennom hele produksjonsløpet. Nøkkelparametere inkluderer avlastningsdimensjoner, kantruhet og posisjonsnøyaktighet, med kontrollgrenser etablert basert på komponentkritikalitet og sluttbrukskrav.
Kostnadsoptimaliseringsstrategier
Kostnadsoptimalisering krever å balansere de opprinnelige produksjonskostnadene mot langsiktig komponentytelse og erstatningskostnader. Denne analysen blir spesielt viktig for høyvolumsapplikasjoner der små enhetskostnadsforskjeller summeres til betydelige totaler.
Direkte produksjonskostnader favoriserer rektangulære avlastninger, med typiske besparelser på €0,05-0,15 per komponent sammenlignet med sirkulære alternativer. Disse besparelsene stammer fra redusert syklustid, standard verktøybruk og forenklede programmeringskrav. For produksjonsvolumer som overstiger 10 000 stykker årlig, gir rektangulære avlastninger ofte overbevisende økonomiske fordeler.
Livssykluskostnadsanalyse kan imidlertid favorisere sirkulære avlastninger i bruksområder der forbedret utmattingsmotstand reduserer vedlikeholds- og erstatningsfrekvensen. Premien som betales for sirkulær avlastningsproduksjon viser seg ofte å være verdt det når erstatningskostnader, nedetidskostnader og sikkerhetshensyn tas med i den totale kostnadsberegningen.
| Produksjonsvolum | Rektangulær kostnad (€/stk) | Sirkulær kostnad (€/stk) | Lønnsomhetsanalyse |
|---|---|---|---|
| 100-500 stykker | 21. 45-0.38 | 22. 52-0.45 | Rektangulær foretrukket |
| 500-2 000 stykker | 23. 35-0.28 | 24. 42-0.35 | Applikasjonsavhengig |
| 2 000-10 000 stykker | 25. 25-0.20 | 26. 32-0.26 | Vurder livssykluskostnader |
| 10 000+ stykker | 27. 18-0.15 | 28. 25-0.20 | Rektangulær sterkt foretrukket |
Avanserte designteknikker
Moderne hjørneavlastningsdesign strekker seg utover enkle rektangulære eller sirkulære geometrier, og inkorporerer hybridtilnærminger som optimaliserer spesifikke ytelsesegenskaper. Disse avanserte teknikkene krever sofistikerte produksjonsevner, men kan levere overlegne resultater for krevende bruksområder.
Dråpeavlastninger kombinerer rektangulære og sirkulære funksjoner, og bruker rette sider for produksjonseffektivitet samtidig som de inkorporerer avrundede ender for spenningsreduksjon. Denne hybridtilnærmingen oppnår 70-80 % av sirkulære avlastningsspenningsfordeler samtidig som den opprettholder 85-90 % av rektangulær avlastningsproduksjonseffektivitet.
Variabel-radiusavlastninger tilpasser sirkulær geometri for å imøtekomme forskjellige spenningsmønstre i samme komponent. Finite element-analyse veileder radiusoptimalisering, og skaper avlastningsgeometrier skreddersydd for spesifikke belastningsforhold og materialegenskaper.
Flerstegsavlastninger inkorporerer forskjellige geometrier i forskjellige dybder, og gir optimal spenningsfordeling samtidig som materialfjerningen minimeres. Disse komplekse geometriene krever avanserte produksjonsevner, men kan oppnå ytelsesforbedringer som overstiger tilnærminger med enkeltgeometri.
Ofte stilte spørsmål
Hvilke faktorer bestemmer valget mellom rektangulære og sirkulære hjørneavlastninger?
Valget avhenger av brukskrav, produksjonsvolum og materialegenskaper. Rektangulære avlastninger passer for høyvolumsproduksjon med standard verktøy, mens sirkulære avlastninger utmerker seg i utmattingskritiske bruksområder som krever overlegen spenningsfordeling. Materialtykkelse, bøyeradius og belastningsforhold påvirker alle det optimale valget.
Hvordan skaleres hjørneavlastningsdimensjoner med materialtykkelse?
Avlastningsdimensjoner følger vanligvis formelen: Avlastningsstørrelse = 1,5 × materialtykkelse + bøyeradius + 0,5 mm klaring. Tykkere materialer krever proporsjonalt større avlastninger for å imøtekomme økt materialflyt under bøying. Høystyrkematerialer kan kreve 20-25 % større avlastninger sammenlignet med standardberegninger.
Kan hjørneavlastninger legges til etter innledende fabrikasjon?
Selv om det er teknisk mulig, viser tilføying av avlastning etter fabrikasjon seg å være utfordrende og dyrt. Sekundære maskineringsoperasjoner introduserer oppsettskostnader og potensielle kvalitetsproblemer. Optimale resultater krever avlastningsinnlemmelse under innledende fabrikasjonsplanlegging, noe som sikrer riktig integrering med produksjonsarbeidsflyter og kvalitetskontrollprosesser.
Hvilke inspeksjonsmetoder verifiserer hjørneavlastningskvalitet?
Kvalitetsverifisering bruker dimensjonsinspeksjon ved hjelp av CMM-systemer eller go/no-go-målere, visuell undersøkelse for kantkvalitet og graddannelse, og funksjonell testing for kritiske bruksområder. Statistisk prosesskontroll overvåker avlastningskonsistens gjennom hele produksjonsløpet, med kontrollgrenser basert på komponentkritikalitet.
Hvordan påvirker hjørneavlastninger den generelle komponentstyrken?
Riktig utformede avlastninger forbedrer komponentstyrken ved å forhindre spenningskonsentrasjoner som kan starte sprekker. Mens avlastninger fjerner materiale, oppveier spenningsfordelingsforbedringen vanligvis materialreduksjonseffektene. Sirkulære avlastninger gir 35-45 % bedre spenningsfordeling sammenlignet med rektangulære alternativer.
Hvilke produksjonsprosesser fungerer best for hver avlastningstype?
Rektangulære avlastninger optimaliseres for CNC-stanseoperasjoner ved hjelp av standard verktøy, mens sirkulære avlastninger passer for laserskjæresystemer som tilbyr geometrisk fleksibilitet. Vannstråleskjæring rommer begge geometrier effektivt, men til høyere kostnad. Prosessvalg avhenger av produksjonsvolum, presisjonskrav og tilgjengelig utstyr.
Er det bransjespesifikke preferanser for avlastningstyper?
Luftfarts- og medisinsk industri foretrekker vanligvis sirkulære avlastninger for overlegen utmattingsmotstand og spenningsfordeling. Bilapplikasjoner varierer basert på komponentfunksjon, med strukturelle elementer som favoriserer sirkulære avlastninger, mens kosmetiske deler ofte bruker rektangulære alternativer. Elektronikkkabinetter bruker ofte rektangulære avlastninger for kostnadseffektivitet og EMI-skjermingskontinuitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece