K-Faktor Forklart: Beregning av Bøyetillegg for Presisjonsplatebearbeiding
Platebearbeidere som jobber med toleranser strammere enn ±0,25 mm, står overfor en grunnleggende utfordring: å oppnå presise bøydimensjoner samtidig som man tar hensyn til materialdeformasjon under bøyeprosessen. K-faktoren fungerer som den matematiske broen mellom flatemønsterutvikling og endelig bøyd geometri, og avgjør om deler oppfyller kritiske monteringskrav eller blir kostbart skrap.
Forståelse av K-faktor-beregning blir avgjørende når man designer braketter, kabinetter og strukturelle komponenter der bøyepresisjon direkte påvirker passform og funksjon. Denne omfattende guiden undersøker de tekniske prinsippene, beregningsmetodene og praktiske anvendelsene som definerer presisjonsplatebearbeiding.
- K-faktor representerer forholdet mellom nøytral akseposisjon og materialtykkelse, vanligvis fra 0,25 til 0,50 for vanlige plater
- Nøyaktige beregninger av bøyetillegg krever vurdering av materialegenskaper, verktøygeometri og formingsparametere
- Presisjonsapplikasjoner krever empirisk K-faktor-validering gjennom testbøyninger og måleverifisering
- Avanserte CAD-systemer integrerer K-faktor-databaser for automatisert flatemønsterutvikling
Forståelse av K-Faktor-Fundamenter i Platebøying
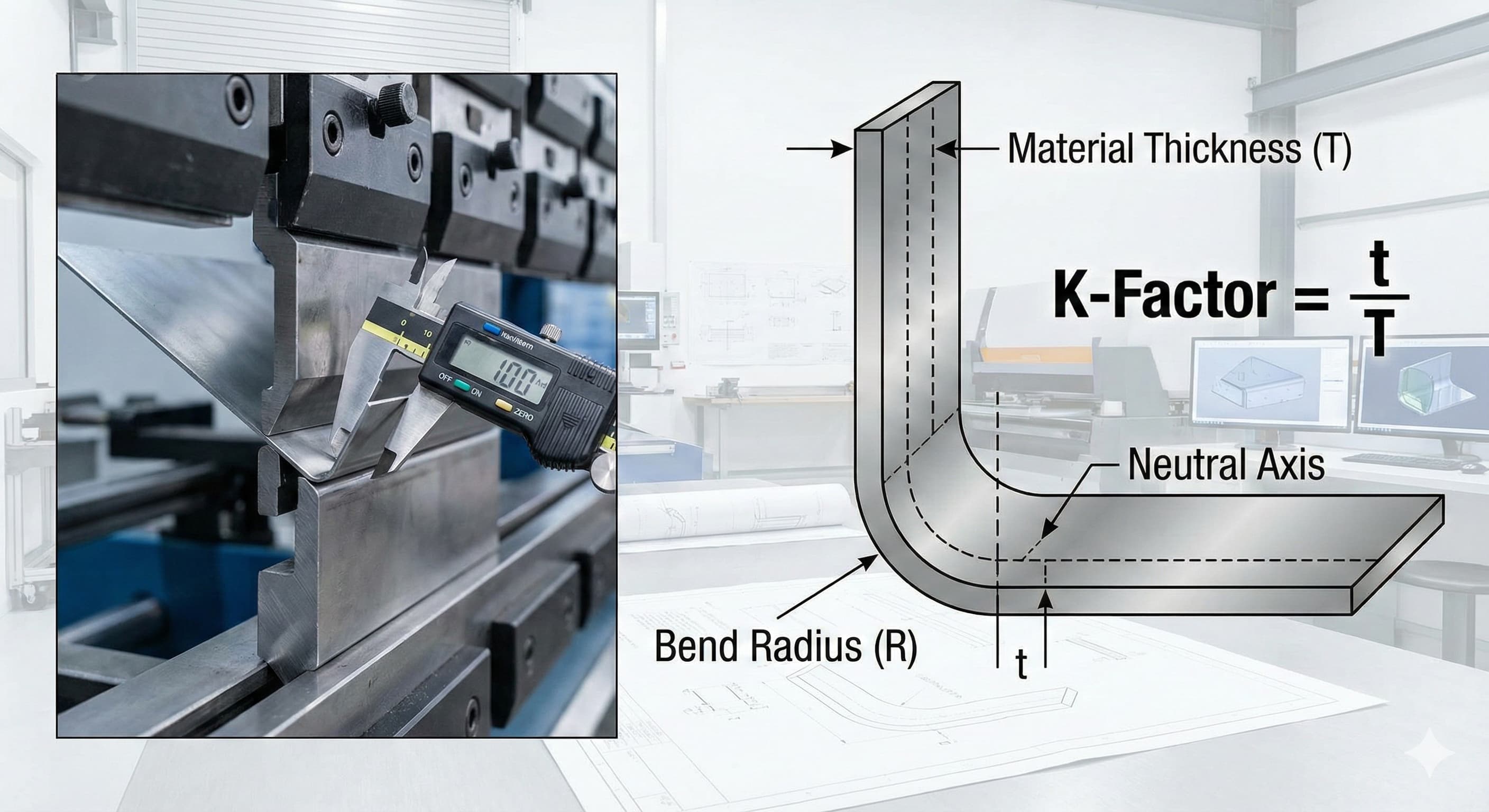
K-faktoren kvantifiserer forholdet mellom et materials nøytrale akse og dets tykkelse under bøyeprosessen. Når plate gjennomgår bøying, strekkes den ytre overflaten mens den indre overflaten komprimeres, og skaper en nøytral akse der materiallengden forblir konstant. Denne nøytrale akseposisjonen bestemmer bøyetillegget som kreves for nøyaktig flatemønsterutvikling.
Matematisk sett er K-faktoren lik avstanden fra den indre bøyeradiusen til den nøytrale aksen, delt på materialtykkelsen. For en del med 2,0 mm tykkelse og nøytral akse plassert 0,8 mm fra den indre overflaten, beregnes K-faktoren til 0,40. Denne dimensjonsløse verdien forblir relativt konsistent for spesifikke material-verktøykombinasjoner.
Materialegenskaper påvirker K-faktor-verdier betydelig. Duktile materialer som aluminium 1100-O viser høyere K-faktorer (0,45-0,50) på grunn av større materialflyt under forming. Omvendt viser hardere materialer som rustfritt stål 304 typisk lavere K-faktorer (0,30-0,40) på grunn av reduserte deformasjonsegenskaper.
Verktøygeometri påvirker også K-faktor-bestemmelsen. Mindre stanseradier skaper skarpere bøyninger med lavere K-faktorer, mens større radier fremmer gradvis forming med høyere verdier. Forholdet mellom stanseradius og materialtykkelse, uttrykt som R/T-forholdet, gir veiledning for foreløpig K-faktor-estimering.
| Materialkvalitet | Typisk K-faktorområde | Strekkfasthet (MPa) | Formingsegenskaper |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Utmerket formbarhet, høy duktilitet |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | God formbarhet, moderat styrke |
| Stål 1008/1010 | 0,40 - 0,45 | 320 - 420 | God formbarhet, lavt karboninnhold |
| Rustfritt 304 | 0,30 - 0,40 | 515 - 620 | Moderat formbarhet, arbeidsherding |
| Rustfritt 316 | 0,32 - 0,42 | 515 - 670 | Bedre formbarhet enn 304 |
Beregning av Bøyetillegg - Metoder og Formler
Bøyetillegg representerer buelengden til den nøytrale aksen gjennom bøyesonen, og gir den kritiske dimensjonen for flatemønsterutvikling. Den grunnleggende formelen inkluderer bøyevinkelen, indre radius, materialtykkelse og K-faktor: BA = (π/180) × (R + K × T) × A, der BA tilsvarer bøyetillegg, R representerer indre radius, K betegner K-faktoren, T indikerer materialtykkelse, og A spesifiserer bøyevinkelen i grader.
For en 90-graders bøyning i 1,5 mm aluminium 6061-T6 med 3,0 mm indre radius og K-faktor på 0,38, gir beregningen: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Denne bøyetilleggsverdien bestemmer buelengden som skal inkluderes i flatemønsterutviklingen.
Bøyefradragsmetoden tilbyr en alternativ tilnærming, og beregner materiallengdeforskjellen mellom de bøyde og ubøyde tilstandene. Bøyefradrag tilsvarer 2 × (ytre tilbakeslag) - bøyetillegg, der ytre tilbakeslag representerer avstanden fra bøyelinen til den ytre overflaten. Denne metoden viser seg spesielt nyttig for CAD-systemer og automatisert nestingsprogramvare.
Avanserte applikasjoner kan kreve korreksjonsfaktorer for bøyetillegg for å ta hensyn til fjæring, verktøyslitasje og materialvariasjoner. Disse korreksjonsfaktorene, som vanligvis varierer fra 0,95 til 1,05, finjusterer teoretiske beregninger basert på empirisk testing og produksjonserfaring.
Flerbøyningsberegninger krever nøye vurdering av bøyesekvens og mellomliggende flatelengder. Hver bøyning bidrar med sitt individuelle tillegg samtidig som de opprettholder de totale deldimensjonene. Komplekse geometrier med flere bøyninger, returer og forskyvninger krever systematiske beregningsmetoder for å forhindre kumulative feil.
Materialegenskapenes Innflytelse på Valg av K-Faktor
Materialets kornstruktur påvirker K-faktor-bestemmelsen og bøyeatferden betydelig. Kaldvalsede materialer viser retningsegenskaper med forskjellige K-faktorer parallelt og vinkelrett på valseretningen. Aluminium 6061-T6 kan vise en K-faktor på 0,38 parallelt med korn og 0,42 vinkelrett, noe som krever orienteringsspesifikke beregninger for kritiske applikasjoner.
Arbeidsherdingsegenskaper påvirker K-faktor-stabiliteten under formingsoperasjoner. Materialer med høye arbeidsherdingshastigheter, som rustfritt stål 301, kan vise K-faktor-variasjoner avhengig av bøyningsgrad og formingshastighet. Progressiv herding reduserer materialflyten, og senker effektivt K-faktorene etter hvert som bøyingen skrider frem.
Overflateforhold og materialfinish påvirker bøyeatferden gjennom friksjonseffekter og spenningskonsentrasjon. Materialer med valsebelegg gir vanligvis konsistent K-faktor-ytelse, mens belagte eller teksturerte overflater kan kreve justeringsfaktorer. Forhåndsmalt stål viser ofte litt høyere K-faktorer på grunn av smøreeffekter fra belegget.
Tykkelsesvariasjoner innenfor standardtoleranser kan påvirke K-faktor-nøyaktigheten i presisjonsapplikasjoner. Materialer spesifisert som 2,0 mm ±0,1 mm kan vise K-faktor-variasjoner på ±0,02, noe som potensielt kan påvirke de endelige deldimensjonene med 0,05 mm eller mer i kritiske bøyesoner.
For høypresisjonsresultater, Be om et gratis tilbud og få priser på 24 timer fra Microns Hub.
| Tykkelsesområde (mm) | Aluminium 6061-T6 K-faktor | Stål 1008 K-faktor | Rustfritt 304 K-faktor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Verktøyeffekter og Hensyn til Kantpresse
Stansens neseradius påvirker K-faktor-verdier direkte gjennom sin effekt på bøyedannelsen. Skarpe stanser med små radier konsentrerer spenning og reduserer materialflyten, noe som resulterer i lavere K-faktorer. Omvendt fremmer større stanseradier gradvis forming med høyere K-faktorer og forbedret overflatekvalitet.
Matriseåpningsbredden påvirker materialstøtten under bøying, og påvirker spenningsfordelingen og den nøytrale akseposisjonen. Standard praksis anbefaler matriseåpninger på 8 til 12 ganger materialtykkelsen, med bredere åpninger som fremmer høyere K-faktorer. Smale matriser kan forårsake bunneffekter som kunstig reduserer beregnede K-faktorer.
Bunnbøying kontra luftbøyingsteknikker produserer forskjellige K-faktor-egenskaper. Luftbøying tillater naturlig materialflyt med konsistente K-faktorer over forskjellige vinkler, mens bunnbøying skaper kontrollert deformasjon som kan kreve vinkelspesifikke K-faktor-justeringer. Myntingsoperasjoner viser typisk de laveste K-faktorene på grunn av materialkompresjonseffekter.
Kantpressens tonnasje og formingshastighet påvirker materialflyten under bøyeoperasjoner. Utilstrekkelig tonnasje kan resultere i ufullstendig forming med inkonsekvente K-faktorer, mens overdreven kraft kan forårsake materialfortynning og endrede nøytrale akseposisjoner. Optimale formingshastigheter tillater riktig materialflyt uten å indusere spenningskonsentrasjoner.
Verktøyslitasje påvirker bøyekonsistensen over produksjonsløp. Slitte stanser kan skape litt forskjellige bøyeradier, og endre K-faktor-beregningene. Regelmessig verktøykontroll og utskiftingsplaner opprettholder K-faktor-konsistensen for presisjonsapplikasjoner som krever integrering av presisjons CNC-maskineringstjenester.
Empirisk K-Faktor-Bestemmelse og Testmetoder
Teoretiske K-faktorer gir utgangspunkt for bøyningsberegninger, men presisjonsapplikasjoner krever empirisk validering gjennom systematisk testing. Testbøyeprosedyrer innebærer å forme prøvedeler med kjente dimensjoner, måle faktiske bøyerresultater og beregne effektive K-faktorer fra observert geometri.
Standard testprosedyre begynner med å forberede teststrimler av produksjonsmateriale, vanligvis 150 mm lange og 25 mm brede. Merk presise bøyeliner 50 mm fra hver ende, og sørg for nøyaktige målereferanser. Form 90-graders bøyninger ved hjelp av produksjonsverktøy og innstillinger, og oppretthold konsistente formingsparametere.
Måleteknikker krever presisjonsinstrumenter som er i stand til 0,01 mm oppløsning. Mål den indre radiusen ved hjelp av radiusmålere eller optiske målesystemer, og verifiser bøyevinkler med presise vinkelmålere eller koordinatmålemaskiner. Beregn den effektive K-faktoren ved å jobbe bakover fra målte dimensjoner til teoretiske krav.
Flere testprøver gir statistisk validering av K-faktor-konsistensen. Minimum prøvestørrelser på 5 stykker per material-verktøykombinasjon etablerer pålitelige gjennomsnittsverdier og variasjonsområder. Dokumenter miljøforhold, materialpartinummer og verktøyidentifikasjon for sporbarhet.
Produksjonsvalidering innebærer å forme representative deler og måle kritiske dimensjoner mot designkrav. Deler som krever tapp- og slissekonstruksjon krever spesiell oppmerksomhet på bøyepresisjon for riktig tilpasning.
Avanserte K-Faktor-Applikasjoner i CAD/CAM-Systemer
Moderne CAD-systemer integrerer omfattende K-faktor-databaser for automatisert flatemønsterutvikling. Disse databasene inneholder empirisk validerte verdier for vanlige material-verktøykombinasjoner, noe som reduserer designtiden og forbedrer nøyaktigheten. Ledende programvarepakker tillater tilpasset K-faktor-oppføring for spesialiserte applikasjoner.
Parametriske designtilnærminger kobler K-faktorer til materialegenskaper og formingsparametere, noe som muliggjør automatiske oppdateringer når designendringer oppstår. Funksjonsbaserte modelleringssystemer gjenkjenner bøyeegenskaper og bruker passende K-faktorer basert på materialvalg og verktøyspesifikasjoner.
CAM-integrasjon utvider K-faktor-applikasjoner til produksjonsplanlegging og kvalitetskontroll. CNC-kantpresseprogrammering bruker K-faktor-data for automatisk bøyesekvensoptimalisering og verktøyvalg. Sanntids vinkelkorreksjonssystemer justerer formingsparametere basert på K-faktor-prediksjoner og måletilbakemelding.
Simuleringsprogramvare inkorporerer finite element-analyse med K-faktor-validering for komplekse formingsoperasjoner. Disse verktøyene forutsier materialatferd, spenningsfordeling og endelig geometri før fysisk prototyping. Avanserte simuleringer tar hensyn til materialanisotropi, arbeidsherding og verktøy-del-interaksjoner.
Datahåndteringssystemer sporer K-faktor-ytelse over produksjonsløp, og identifiserer trender og optimaliseringsmuligheter. Statistiske prosesskontrollapplikasjoner overvåker bøyenøyaktighet og justerer K-faktorer for kontinuerlig forbedring. Integrasjon med våre produksjonstjenester sikrer konsistent kvalitetskontroll gjennom hele produksjonsprosessen.
Kvalitetskontroll og Måleverifisering
Presisjonsplatebearbeidingsapplikasjoner krever strenge kvalitetskontrollprosedyrer for å verifisere K-faktor-nøyaktighet og bøyeoverensstemmelse. Statistiske prøveplaner basert på ISO 2859-1 gir systematiske inspeksjonstilnærminger for produksjonsvalidering. Kritiske applikasjoner kan kreve 100 % inspeksjon med automatiserte målesystemer.
Koordinatmålemaskiner (CMM-er) tilbyr den høyeste nøyaktigheten for bøyeverifisering, med måleusikkerheter under ±0,005 mm. Optiske målesystemer gir raske inspeksjonsmuligheter for produksjonsmiljøer, og kombinerer hastighet med tilstrekkelig nøyaktighet for de fleste applikasjoner. Bærbare måleverktøy muliggjør verifisering underveis og rask tilbakemelding.
Måleusikkerhetsanalyse tar hensyn til instrumentbegrensninger, delvariasjoner og miljøeffekter. Type A-usikkerheter fra statistisk analyse av gjentatte målinger kombineres med Type B-usikkerheter fra instrumentspesifikasjoner for å bestemme den totale måletilliten. Presisjonsapplikasjoner krever usikkerhetsbudsjetter for å sikre at målekapasiteten overstiger de nødvendige toleransene.
Prosesskapabilitetsstudier evaluerer K-faktor-konsistensen over utvidede produksjonsløp. Cp- og Cpk-beregninger kvantifiserer prosessytelsen i forhold til spesifikasjonsgrenser, og identifiserer forbedringsmuligheter. Kontrollkart overvåker nøkkelparametere og oppdager prosessdrift før kvalitetsproblemer utvikler seg.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, med omfattende kvalitetsdokumentasjon og sporbarhet gjennom hele produksjonsprosessen.
| Målemetode | Nøyaktighet (mm) | Hastighet | Beste bruksområde |
|---|---|---|---|
| CMM | ±0,002 | Langsom | Kritiske dimensjoner, kalibrering |
| Optisk skanner | ±0,010 | Rask | Produksjonsinspeksjon |
| Radiusmålere | ±0,025 | Rask | Verkstedgulvkontroll |
| Skyvelære | ±0,020 | Rask | Grunnleggende dimensjonskontroller |
Kostnadsoptimalisering Gjennom Nøyaktig K-Faktor-Anvendelse
Nøyaktig K-faktor-bestemmelse reduserer materialavfall gjennom presis flatemønsterutvikling. Overvurderte bøyetillegg skaper overdreven materialforbruk, mens undervurderte verdier fører til korte deler som krever omarbeiding eller skrap. En 2 % forbedring i K-faktor-nøyaktighet kan redusere materialbruken med 1-3 % i komplekse deler med flere bøyninger.
Produksjonseffektivitetsgevinster skyldes redusert oppsettstid og færre iterative justeringer. Nøyaktige K-faktorer minimerer prøving-og-feiling-tilnærminger, muliggjør suksess med første artikkel og raskere produksjonsopptrapping. Tidsbesparelser i prototypeutvikling og produksjonsoppsett gir betydelige kostnadsfordeler i konkurranseutsatte markeder.
Verktøyoptimalisering gjennom K-faktor-analyse identifiserer de mest effektive stans- og matrisekombinasjonene for spesifikke applikasjoner. Standardisering på utprøvde verktøysett med validerte K-faktorer reduserer lagerbehov og forbedrer konsistensen. Verktøylivsforbedringer skyldes optimaliserte formingsparametere og redusert overforming.
Kvalitetskostnadsreduksjon gjennom feilforebygging gir den største økonomiske effekten. Skraphastigheter under 1 % blir oppnåelige med riktig validerte K-faktorer, sammenlignet med 5-10 % hastigheter med teoretiske verdier alene. Reduserte inspeksjonskrav og garantikrav forbedrer lønnsomheten ytterligere.
Fordeler i forsyningskjeden oppstår fra konsistent delkvalitet og pålitelige leveringsplaner. Kunder verdsetter leverandører som demonstrerer prosesskontroll og forutsigbare resultater. Langsiktige partnerskap utvikles når presisjonskrav konsekvent oppfylles gjennom riktig K-faktor-anvendelse.
Bransjespesifikke K-Faktor-Krav
Luftfartsapplikasjoner krever de høyeste nivåene av K-faktor-validering og dokumentasjon. AS9100-kvalitetssystemer krever full sporbarhet av formingsparametere og empirisk validering for flykritiske komponenter. Materialesertifiseringer, verktøyprotokoller og prosessparametere må demonstrere statistisk kontroll for overholdelse av forskrifter.
Produksjon av medisinsk utstyr krever K-faktor-validering under FDAs kvalitetsstyringssystemforskrifter. Biokompatible materialer som titan Grade 2 og rustfritt stål 316L krever spesifikk K-faktor-bestemmelse på grunn av deres unike formingsegenskaper. Prosessvalidering inkluderer verstefallsanalyse og designmarginverifisering.
Bilapplikasjoner fokuserer på konsistens i høyt volum og kostnadsoptimalisering. Statistiske prosesskontrollsystemer overvåker K-faktor-ytelse over millioner av deler, og identifiserer subtile trender og optimaliseringsmuligheter. Leverandørkvalitetsavtaler spesifiserer K-faktor-valideringskrav og pågående overvåkingsprotokoller.
Elektronikakabinetter krever presise K-faktorer for EMI-skjermingseffektivitet og komponenttilpasning. Tynne materialer (0,5-1,0 mm) med stramme bøyetoleranser utfordrer tradisjonelle K-faktor-tilnærminger. Spesiell hensyn til PEM-fester -integrasjon krever koordinerte designtilnærminger.
Arkitektur- og konstruksjonsapplikasjoner legger vekt på værforsegling og termisk ekspansjonsinnkvartering. Stor panelforming med flere bøyninger krever nøye K-faktor-validering for å forhindre kumulative feil. Feltmonteringshensyn påvirker designtilnærminger og toleranseallokeringsstrategier.
Ofte Stilte Spørsmål
Hvilken K-faktor bør jeg bruke for 2 mm aluminium 6061-T6?
For 2 mm aluminium 6061-T6, start med en K-faktor på 0,38-0,40 for luftbøyeoperasjoner. Den nøyaktige verdien avhenger av stanseradiusen, matriseåpningen og formingshastigheten. Valider dette første estimatet gjennom testbøyninger ved hjelp av dine faktiske verktøy og produksjonsparametere for å oppnå optimal nøyaktighet.
Hvordan påvirker stanseradius K-faktor-beregninger?
Mindre stanseradier skaper skarpere bøyninger med lavere K-faktorer (0,25-0,35), mens større radier fremmer gradvis forming med høyere K-faktorer (0,40-0,50). Forholdet følger R/T-forholdet - radius delt på tykkelse. Oppretthold stanseradius minst lik materialtykkelsen for konsistente resultater og unngå sprekker.
Kan jeg bruke den samme K-faktoren for forskjellige bøyevinkler?
Luftbøying opprettholder relativt konsistente K-faktorer over forskjellige vinkler (30-135 grader), noe som gjør dette til den foretrukne metoden for deler med variabel geometri. Bunnbøying og myntingsoperasjoner kan kreve vinkelspesifikke K-faktorer på grunn av forskjellige materialflytegenskaper. Valider alltid kritiske vinkler gjennom testdeler.
Hvorfor samsvarer ikke mine beregnede dimensjoner med faktiske bøyde deler?
Dimensjonale avvik skyldes vanligvis bruk av teoretiske K-faktorer i stedet for empirisk validerte verdier, fjæringseffekter som ikke er tatt hensyn til i beregningene, eller inkonsekvent verktøyoppsett. Mål dine faktiske indre radier og bøyevinkler, og beregn deretter effektive K-faktorer fra virkelige deler for å forbedre nøyaktigheten.
Hvor ofte bør jeg verifisere K-faktorer i produksjonen?
Verifiser K-faktorer månedlig for produksjon med høyt volum, eller etter eventuelle verktøyendringer, materialpartiendringer eller utstyrsvedlikehold. Kritiske applikasjoner kan kreve daglig verifisering gjennom statistisk prøvetaking. Oppretthold kontrollkart for å identifisere trender og forhindre kvalitetsproblemer før de oppstår.
Hvilken målenøyaktighet kreves for K-faktor-validering?
K-faktor-validering krever måleusikkerhet minst 10 ganger bedre enn dine endelige toleransekrav. For deler med ±0,1 mm bøyetoleranser, bruk instrumenter med ±0,01 mm nøyaktighet eller bedre. CMM-er gir den høyeste nøyaktigheten, mens optiske skannere tilbyr et godt kompromiss mellom hastighet og presisjon for produksjonsmiljøer.
Hvordan håndterer jeg K-faktorer for tilpassede legeringer eller eksotiske materialer?
Tilpassede legeringer krever empirisk K-faktor-bestemmelse gjennom systematisk testing. Start med verdier for lignende basismaterialer, og utfør deretter bøyetester over ditt typiske tykkelses- og radiusområde. Dokumenter materialegenskaper inkludert strekkfasthet, forlengelse og arbeidsherdingsegenskaper for å forutsi K-faktor-atferd og etablere prosessvinduer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece