Faser vs. Radier: Hvilken kantbrytningsmetode er billigst å maskinere?
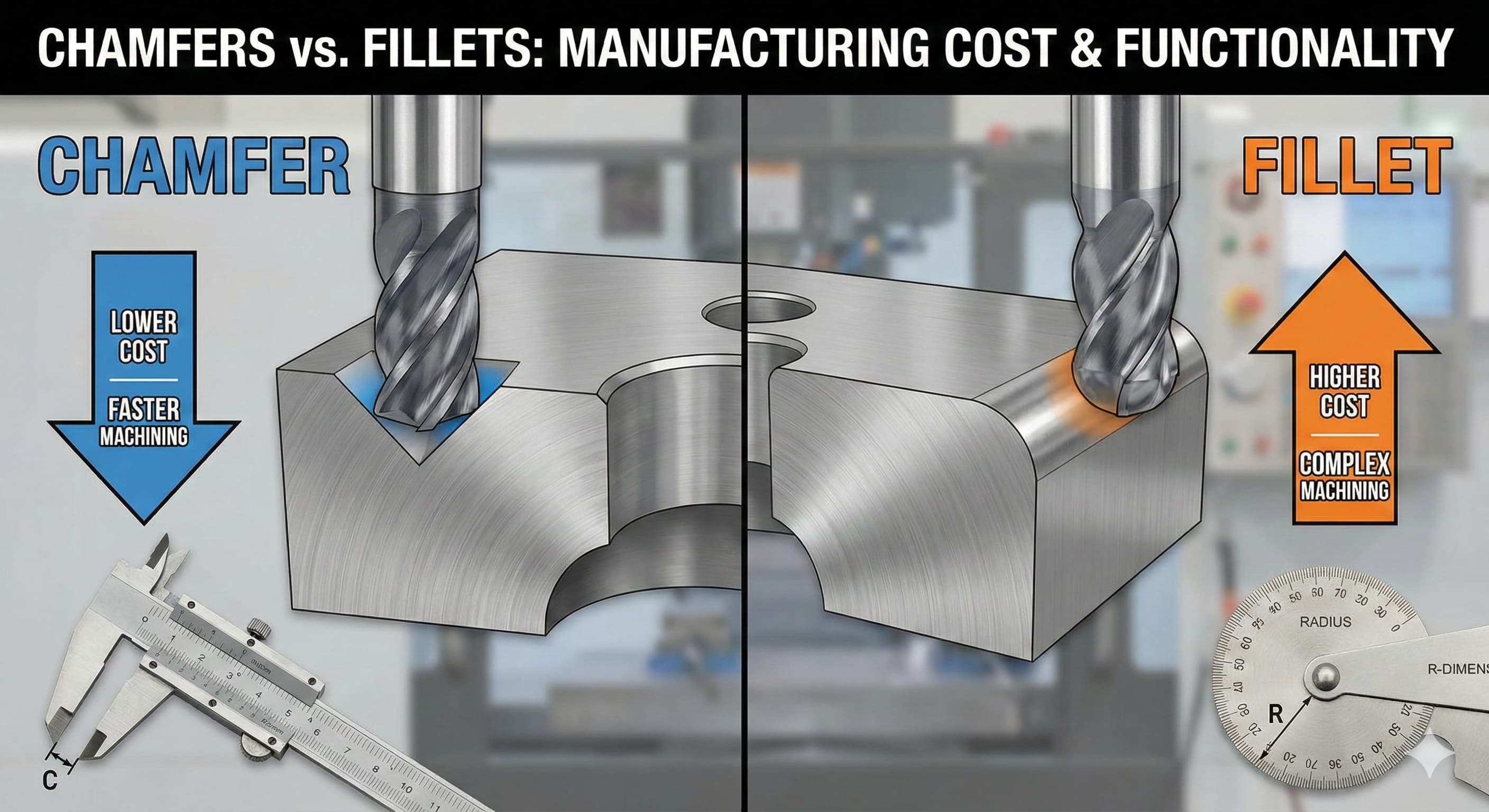
Produksjonsingeniører står overfor en kritisk kostnadsbeslutning for hver maskinerte del: skal kantbrytninger være faser eller radier? Denne tilsynelatende mindre detaljen kan svinge produksjonskostnadene med 15-40 % avhengig av delgeometri, materialvalg og produksjonsvolum. Valget påvirker ikke bare maskineringstiden, men også verktøyslitasje, overflatekvalitet og nedstrøms monteringsprosesser.
De fleste ingeniører velger faser som standard på grunn av deres tilsynelatende enkelhet, men denne antakelsen fører ofte til suboptimale kostnadsresultater. Realiteten involverer komplekse interaksjoner mellom skjæreverktøygeometri, spindelhastigheter, materialfjerningshastigheter og verktøybanens effektivitet som krever dypere analyse.
- Faser reduserer vanligvis maskineringstiden med 25-35 % sammenlignet med radier i standard CNC-operasjoner
- Radier under 0,5 mm krever spesialisert verktøy som øker kostnadene med €0,15-€0,45 per lineær meter
- Materialhardhet over 45 HRC favoriserer betydelig fasegeometri for optimalisering av verktøylevetid
- Produksjonsvolumer over 500 enheter rettferdiggjør ofte investeringer i radieverktøy til tross for høyere oppstartskostnader
Forståelse av grunnleggende om kantbrytning
Kantbrytninger tjener flere tekniske funksjoner utover estetikk. Skarpe kanter skaper spenningskonsentrasjoner som kan initiere utmattingssprekker, spesielt i applikasjoner med syklisk belastning. De utgjør også sikkerhetsfarer under håndtering og monteringsoperasjoner. Fra et produksjonsperspektiv eliminerer kontrollerte kantbrytninger de mikroskopiske gradene og skarpe fremspringene som uunngåelig oppstår som følge av maskineringsoperasjoner.
Faser representerer den enkleste geometriske løsningen – et rett, vinklet kutt som fjerner det skarpe kantsnittet. Standard fasevinkler varierer fra 30° til 60°, med 45° som det vanligste på grunn av tilgjengelighet av verktøy og enkel inspeksjon. Fasedimensjoner følger vanligvis notasjonen "C0.5" som indikerer en 0,5 mm fase ved 45°, selv om andre vinkler krever spesifikke beskrivelser som "0,5 x 30°".
Radier skaper en jevn radiusovergang mellom overflater, og eliminerer det vinklede snittet fullstendig. Vanlige radier varierer fra R0.2 mm for fine funksjoner opp til R5.0 mm eller større for strukturelle applikasjoner. I motsetning til faser gir radier overlegen spenningsfordeling og utmattingsmotstand, noe som gjør dem foretrukket for høyt belastede komponenter.
Produksjonsimplikasjonene er betydelig forskjellige mellom disse tilnærmingene. Faser kan ofte opprettes ved hjelp av standard endefreser eller faseverktøy i en enkelt passering, mens radier krever kuleendefreser eller radiusverktøy med nøye programmerte verktøybaner for å opprettholde en jevn overflatefinish.
Analyse av maskineringsprosess
Fasemaskinering utnytter enkel skjæremekanikk. Standard faseverktøy har enpunkts skjærekanter slipt til presise vinkler, noe som tillater kutt i full bredde i en enkelt passering. Denne tilnærmingen minimerer spindeltiden og reduserer programmeringskompleksiteten. Verktøyinngrepet forblir konsistent gjennom hele kuttet, noe som muliggjør forutsigbare skjærekrefter og utmerket overflatefinish.
For faser opp til 2,0 mm på materialer som aluminium 6061-T6, inkluderer typiske skjæreparametere:
| Parameter | Verdiområde | Optimaliseringsnotater |
|---|---|---|
| Spindelhastighet | 8,000-15,000 RPM | Høyere hastigheter for mindre faser |
| Matehastighet | 1,500-4,000 mm/min | Juster basert på materialets hardhet |
| Kuttedybde | Full bredde enkeltpass | Eliminerer flere passeringer |
| Verktøylevetid | 15-25 lineære meter | Karbidverktøy i aluminium |
Radiemaskinering gir større kompleksitet på grunn av kravene til buet geometri. Kuleendefreser må følge presise 3D-verktøybaner for å opprettholde konsistente radiusdimensjoner. Overflatekvaliteten avhenger sterkt av trinnlengden – tettere avstand forbedrer finishen, men øker maskineringstiden eksponentielt.
Kritiske hensyn ved radiemaskinering inkluderer verktøyavbøyning, som blir problematisk med små radiusverktøy. En 2,0 mm kuleendefres som strekker seg 15 mm fra spindelen, kan avbøye 0,02-0,05 mm under normale skjærebelastninger, noe som direkte påvirker radiusnøyaktigheten. Dette nødvendiggjør kortere, mer stive verktøy eller reduserte skjæreparametere.
Våre presisjons CNC-maskineringstjenester bruker spesialiserte fester og forkortede verktøyholdere for å minimere avbøyningsproblemer samtidig som de opprettholder optimale skjæreparametere for både fase- og radieoperasjoner.
Kostnadsdriveranalyse
Verktøykostnader viser umiddelbare forskjeller mellom fase- og radieoperasjoner. Standard faseverktøy varierer fra €45-85 per verktøy for kvalitetskarbidalternativer, med hvert verktøy som er i stand til å behandle 15-25 lineære meter i aluminium eller 8-12 meter i stål. Spesialiserte radieverktøy koster €65-150 per verktøy, avhengig av radiusstørrelse og beleggspesifikasjoner.
Verktøylagerpåvirkningen forsterker disse kostnadene. Faseverktøy dekker brede dimensjonsområder – et enkelt 45° faseverktøy kan lage hvilken som helst fasestørrelse begrenset kun av verktøydiameteren. Radieoperasjoner krever dedikerte verktøy for hver radiusstørrelse, noe som multipliserer lagerkravene. Et typisk verksted opprettholder 3-4 faseverktøy kontra 12-18 radiusverktøy for tilsvarende dekning.
Maskineringstidsforskjeller viser seg å være enda mer betydningsfulle enn verktøykostnader i høyvolumsproduksjon. Faser krever vanligvis 0,8-1,2 minutter per lineær meter kantbrytning, mens radier krever 2,5-4,5 minutter per lineær meter på grunn av de komplekse verktøybanekravene og lavere matehastigheter som kreves av kuleendefresgeometri.
| Operasjon | Oppsettstid | Syklustid/Meter | Verktøykostnad | Verktøylevetid |
|---|---|---|---|---|
| Fase (Standard) | 8-12 minutter | 0.8-1.2 minutter | €45-85 | 15-25 meter |
| Fase (Kompleks) | 12-18 minutter | 1.2-1.8 minutter | €65-120 | 12-18 meter |
| Radie R0.5-2.0 | 15-25 minutter | 2.5-3.5 minutter | €85-140 | 8-15 meter |
| Radie R2.0-5.0 | 12-20 minutter | 1.8-2.8 minutter | €95-150 | 12-22 meter |
Sekundære operasjoner påvirker også de totale kostnadsberegningene. Fasekanter krever ofte lett avgrading for å fjerne mindre verktøymerker, noe som legger til €0,08-0,15 per lineær meter i manuelle etterbehandlingskostnader. Godt utførte radieoperasjoner trenger vanligvis ingen sekundær etterbehandling, selv om det å oppnå dette kvalitetsnivået krever presis maskinoppsett og optimale skjæreparametere.
Materialspesifikke hensyn
Materialegenskaper påvirker kostnadsberegningen mellom faser og radier dramatisk. I aluminiumslegeringer som 6061-T6 fungerer begge operasjonene godt med standard verktøy og parametere. Materialets utmerkede maskinbearbeidbarhet og sponevakueringskarakteristikker støtter aggressiv skjæring i begge geometrier.
Rustfrie stålkvaliteter som 316L gir forskjellige utfordringer. Materialets tendens til arbeidsherding favoriserer fasegeometri, hvor konsistent skjæreinngrep forhindrer dannelsen av herdede lag som kan skade påfølgende kutt. Radieoperasjoner i rustfritt stål krever nøye oppmerksomhet på skjærehastighet og matehastighetsforhold for å opprettholde riktig sponformasjon og unngå arbeidsherding i de buede overgangssonene.
Høystyrkestål over 40 HRC favoriserer betydelig faseoperasjoner. Den lineære skjærebanen gir mulighet for konsistent verktøyinngrep og forutsigbare slitasjemønstre. Radieskjæring i herdede materialer produserer ofte vibrasjoner på grunn av varierende skjærekrefter gjennom hele den buede verktøybanen, noe som fører til dårlig overflatefinish og akselerert verktøyslitasje.
For utfordrende materialer kan valg av tilnærming påvirke kostnadene med 200-300 %. I Inconel 718 kan faseoperasjoner koste €2,50-3,20 per lineær meter, mens tilsvarende radieoperasjoner kan nå €7,50-9,80 per lineær meter på grunn av spesialiserte verktøykrav og dramatisk reduserte skjæreparametere.
Når du arbeider med eksotiske materialer eller kritiske applikasjoner,spesialiserte maskineringsstrategier blir avgjørende for å opprettholde både kvalitet og kostnadseffektivitet.
For høypresisjonsresultater,Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Design for produksjonsoptimalisering
Smarte designvalg kan eliminere kostnadsdilemmaet mellom fase og radie fullstendig. Strategisk funksjonsplassering, dimensjonal standardisering og produksjonsbevisste geometribeslutninger reduserer produksjonskostnadene uavhengig av valg av kantbrytning.
Standardisering på vanlige fasestørrelser som C0.5, C1.0 og C1.5 gir maksimal verktøyutnyttelse på tvers av flere prosjekter. På samme måte reduserer radiestandardisering rundt R0.5, R1.0, R2.0 og R3.0 verktøylager og oppsettkompleksitet. Deler designet rundt disse standarddimensjonene drar nytte av optimaliserte skjæreparametere og etablerte data om verktøylevetid.
Funksjonstilgjengelighet påvirker maskineringseffektiviteten betydelig. Faser på eksterne kanter krever minimal verktøyklaring og kan ofte maskineres med standard verktøy. Interne radier krever vurdering av verktøytilgang, klaringskrav og potensiell interferens med arbeidsstykefester.
Samspillet mellom kantbrytninger og tilstøtende funksjoner skaper ytterligere kostnadshensyn. Faser avsluttes vanligvis rent ved kryssende funksjoner, mens radier kan kreve kompleks blandingsgeometri som øker programmeringstiden og maskineringskompleksiteten. Disse kryssene bør vurderes nøye under designfasen for å unngå kostbare overraskelser under produksjonen.
Toleransespesifikasjoner påvirker også kostnadsforhold. Faser kan vanligvis holdes til ±0,1 mm uten spesiell vurdering, mens radiustoleranser under ±0,05 mm kan kreve spesialisert måleutstyr og strammere prosesskontroll, noe som legger til €0,25-0,45 per funksjon til inspeksjonskostnadene.
Volumproduksjonsøkonomi
Produksjonsvolum endrer fundamentalt kostnadsberegningen mellom fase- og radieoperasjoner. Lavvolumsprototyper og tilpasset arbeid favoriserer sterkt faser på grunn av redusert oppsettkompleksitet og verktøykrav. Tidsinvesteringen i radieprogrammering og spesialisert verktøyoppsett kan ikke amortiseres over tilstrekkelige deler for å rettferdiggjøre den ekstra kompleksiteten.
Ved moderate volumer (50-500 deler) skifter beslutningspunktet basert på delspesifikke faktorer. Komplekse geometrier med flere radiuskrav kan rettferdiggjøre dedikerte verktøyinvesteringer, mens enkle deler med minimale kantbrytningskrav fortsetter å favorisere fasetilnærminger.
Høyvolumsproduksjon over 1000 deler åpner for ytterligere optimaliseringsmuligheter. Dedikerte fester, spesialiserte verktøy og optimaliserte programmer kan redusere kostnadene per del for radier under fasealternativer i spesifikke applikasjoner. Nøkkelen ligger i omfattende analyse av alle kostnadsfaktorer, inkludert sekundære operasjoner, kvalitetskrav og nedstrøms monteringshensyn.
Automatiserte produksjonssystemer viser spesiell affinitet for faseoperasjoner på grunn av deres forutsigbare skjærekrefter og forenklede verktøybanekrav. Lys-ut-produksjonsscenarier drar nytte av den reduserte kompleksiteten og forbedrede påliteligheten til faseprosesser.
| Volumområde | Fasekostnad/Del | Radiekostnad/Del | Anbefalt Fremgangsmåte |
|---|---|---|---|
| 1-25 deler | €0.85-1.20 | €1.85-3.20 | Fase foretrekkes |
| 25-100 deler | €0.65-0.95 | €1.25-2.10 | Fase vanligvis bedre |
| 100-500 deler | €0.45-0.75 | €0.85-1.45 | Avhenger av kompleksitet |
| 500-2000 deler | €0.35-0.55 | €0.55-0.95 | Radie konkurransedyktig |
| 2000+ deler | €0.25-0.45 | €0.35-0.65 | Full analyse kreves |
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, enten det optimaliseres for fase- eller radieoperasjoner.
Kvalitets- og inspeksjonshensyn
Kvalitetskontrollkrav påvirker den sanne kostnaden for fase- kontra radieoperasjoner betydelig. Faseinspeksjon bruker enkle måleteknikker – grunnleggende skyvelære, høydejusteringsverktøy eller optiske komparatorer kan verifisere dimensjoner raskt og nøyaktig. Standard fasebeskrivelser som "C1.0" gir klare, entydige inspeksjonskriterier som minimerer kvalitetskonflikter og omarbeiding.
Radieinspeksjon krever mer sofistikerte tilnærminger. Radiusmålere gir grunnleggende verifisering for større radier, men presisjonsmåling krever koordinatmålemaskiner (CMM) eller spesialisert optisk utstyr. Den buede geometrien gjør det vanskelig å etablere klare måledatomer, noe som potensielt fører til tolkningsforskjeller mellom leverandørens og kundens kvalitetsstandarder.
Overflatekvalitetskravene er også forskjellige mellom de to tilnærmingene. Faser oppnår vanligvis Ra 1.6-3.2 μm direkte fra maskineringsoperasjoner, egnet for de fleste applikasjoner uten sekundær etterbehandling. Radier krever mer nøye oppmerksomhet på skjæreparametere og verktøybanestrategier for å oppnå tilsvarende overflatekvalitet, spesielt i overgangssonene der verktøyinngrepet varierer kontinuerlig.
For applikasjoner som krever overlegen overflatefinish (Ra 0.8 μm eller bedre), kan radier faktisk gi kostnadsfordeler. Den jevne, buede overgangen eliminerer det vinklede snittet som kan samle forurensninger eller skape rengjøringsvansker i næringsmiddel- eller farmasøytiske applikasjoner.
Dokumentasjons- og sporbarhetskrav favoriserer faseoperasjoner på grunn av deres enkle måle- og registreringsprosedyrer. Kvalitetssertifikater kan tydelig angi "C1.0 ±0.1" med sikkerhet, mens radiedokumentasjon kan kreve mer komplekse geometriske dimensjonerings- og toleransebeskrivelser (GD&T) for å tilstrekkelig definere akseptkriterier.
Applikasjonsspesifikke anbefalinger
Strukturelle applikasjoner som krever maksimal utmattingsmotstand favoriserer tydelig radiegeometri til tross for høyere produksjonskostnader. Den jevne spenningsovergangen som tilbys av riktig utformede radier kan forlenge komponentens levetid med 200-400 % sammenlignet med tilsvarende fasekonstruksjoner. I romfart-, bil- eller medisinsk utstyrsapplikasjoner der konsekvensene av feil er alvorlige, viser den ekstra produksjonsinvesteringen seg å være berettiget.
Omvendt fungerer forbrukerprodukter, kabinetter og generelle industrielle komponenter ofte tilstrekkelig med fasekanter til betydelig reduserte produksjonskostnader. Nøkkelen ligger i å matche valg av kantbrytning til faktiske ytelseskrav i stedet for å velge en av tilnærmingene uten analyse.
Estetiske hensyn kan overstyre ren kostnadsoptimalisering i synlige komponenter. Radier gir generelt et mer raffinert, ferdig utseende som forbrukerne forbinder med høyere kvalitet. Denne oppfattelsesverdien kan rettferdiggjøre ytterligere produksjonskostnader i forbrukerrettede applikasjoner.
Monterings- og håndteringskrav påvirker også optimalt valg. Faser gir konsistent, forutsigbar geometri som forenkler automatiserte monteringsprosesser og reduserer risikoen for interferens eller binding under pardannelse. Radier, selv om de er jevnere, kan skape tvetydige kontaktforhold som kompliserer automatiserte monteringssystemer.
Forholdet mellom kantbrytninger og andre produksjonsprosesser som boreoperasjoner bør vurderes under designoptimalisering for å sikre generell produksjonseffektivitet.
Vår omfattende tilnærming gjennom våre produksjonstjenester sikrer at valg av kantbrytning stemmer overens med dine spesifikke applikasjonskrav samtidig som de totale produksjonskostnadene optimaliseres.
Fremtidige teknologitrender
Fremvoksende produksjonsteknologier omformer kostnadsdynamikken mellom fase- og radieoperasjoner. Avansert CAM-programvare med automatisert verktøybaneoptimalisering reduserer programmeringskompleksiteten som tradisjonelt er forbundet med radieoperasjoner. Maskinlæringsalgoritmer kan nå optimalisere skjæreparametere i sanntid, og redusere kompetansegapet mellom fase- og radiemaskinering.
Høyhastighets maskineringssentre med forbedret spindeldynamikk og vibrasjonskontroll gjør radieoperasjoner med liten radius mer økonomisk levedyktige. Verktøyprodusenter utvikler spesialiserte belegg og geometrier som forlenger verktøylevetiden i vanskelige radieapplikasjoner, og gradvis lukker kostnadsgapet med faseoperasjoner.
Hybridproduksjonstilnærminger som kombinerer additive og subtraktive prosesser kan til slutt eliminere beslutningen om fase kontra radie fullstendig. Deler kan skrives ut med integrert radiegeometri og ettermaskineres for kritiske overflater, og fange fordelene med begge tilnærmingene.
Implementering av Industry 4.0 med sanntidsovervåking og prediktive vedlikeholdsfunksjoner favoriserer mer komplekse operasjoner som radier ved å gi prosesskontrollen som er nødvendig for konsistente, repeterbare resultater. Smarte verktøy med innebygde sensorer kan optimalisere skjæreparametere kontinuerlig, og redusere prosesskunnskapsgapet som tradisjonelt favoriserte enklere faseoperasjoner.
Ofte stilte spørsmål
Hva er den typiske kostnadsforskjellen mellom fase- og radieoperasjoner?
Faser koster vanligvis 40-60 % mindre enn tilsvarende radier i standard maskineringsoperasjoner. For aluminiumsdeler koster faser i gjennomsnitt €0,45-0,75 per lineær meter, mens radier varierer fra €0,85-1,45 per lineær meter, inkludert verktøy, oppsett og maskineringstid. Den nøyaktige forskjellen avhenger av materiale, geometrisk kompleksitet og produksjonsvolum.
Kan faser og radier brukes om hverandre fra et funksjonelt perspektiv?
Ikke alltid. Mens begge eliminerer skarpe kanter, gir radier overlegen spenningsfordeling og utmattingsmotstand på grunn av deres jevne radiusoverganger. Faser er tilstrekkelige for generell avgrading og sikkerhetskrav, men kan ikke matche radieytelsen i høyspenningsapplikasjoner. Strukturelle komponenter under syklisk belastning krever vanligvis radiegeometri uavhengig av kostnadsimplikasjoner.
Hvilke radiusstørrelser gjør radieoperasjoner kostnadskonkurransedyktige med faser?
Større radier (R2.0 mm og over) nærmer seg fasekostnadseffektivitet på grunn av mer aggressive skjæreparametere og forbedret verktøylevetid. Små radier under R0.8 mm krever spesialisert verktøy og konservative skjæreparametere som øker kostnadene betydelig. Krysningspunktet oppstår vanligvis rundt R1.5-2.0 mm avhengig av materiale og produksjonsvolum.
Hvordan påvirker materialegenskaper kostnadsberegningen for fase kontra radie?
Harde materialer over 45 HRC favoriserer sterkt faseoperasjoner på grunn av konsistent verktøyinngrep og forutsigbare slitasjemønstre. Myke, seige materialer som rent aluminium kan faktisk favorisere radieoperasjoner fordi den kontinuerlige skjærehandlingen forhindrer dannelse av oppbygd egg. Rustfritt stål og arbeidsherdende legeringer maskineres generelt mer økonomisk med fasegeometri på grunn av deres følsomhet for avbrutte kutt.
Hvilke designfunksjoner kan minimere kostnadene for maskinering av kantbrytning uavhengig av geometrivalg?
Standardisering på vanlige størrelser (C0.5, C1.0, R0.5, R1.0) maksimerer verktøyutnyttelsen og reduserer oppsetttiden. Å sikre tilstrekkelig verktøytilgang og klaring eliminerer behovet for spesialiserte fester eller utvidet verktøy. Å unngå komplekse kryss og blandinger reduserer programmeringskompleksiteten og maskineringstiden for både fase- og radieoperasjoner.
Hvordan påvirker produksjonsvolumet det optimale valget av kantbrytning?
Lave volumer under 100 deler favoriserer sterkt faser på grunn av reduserte oppsett- og verktøykostnader. Medium volumer på 100-1000 deler skaper et beslutningspunkt der delkompleksitet og ytelseskrav bestemmer optimalt valg. Høye volumer over 1000 deler kan rettferdiggjøre radieverktøyinvesteringer når funksjonelle krav krever radiusgeometri, og potensielt oppnå kostnader per del som er konkurransedyktige med faseoperasjoner.
Hvilke inspeksjons- og kvalitetskontrollforskjeller eksisterer mellom faser og radier?
Faser bruker enkle måleverktøy som skyvelære og høydejusteringsverktøy med klare dimensjonsbeskrivelser. Radier krever mer sofistikert måleutstyr som radiusmålere eller CMM-systemer for nøyaktig verifisering. Denne forskjellen legger til €0,15-0,35 per funksjon til inspeksjonskostnadene for radiegeometri, spesielt viktig i høypresisjons- eller sertifiserte applikasjoner som krever fullstendige dimensjonsrapporter.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece