Sannheten om CNC-gjengefresing kontra gjenging for herdet stål
Produksjon av herdede stålkomponenter med gjengede funksjoner presenterer et kritisk beslutningspunkt som direkte påvirker produksjonskostnader, syklustider og delkvalitet. Ingeniører som arbeider med materialer over 35 HRC står overfor unike utfordringer der tradisjonelle gjengemetoder ofte mislykkes, noe som fører til ødelagte verktøy, avviste deler og produksjonsforsinkelser.
Viktige punkter:
- Gjengefresing gir 3-5 ganger lengre levetid på verktøy i herdet stål over 40 HRC sammenlignet med konvensjonell gjenging
- De første verktøykostnadene for gjengefresing er 40-60 % høyere, men avkastningen oppnås innen 200-500 gjengede hull
- Gjenging er fortsatt kostnadseffektivt for mykere stål (under 30 HRC) og produksjonskjøringer med høyt volum
- Gjengekvalitet og geometrisk nøyaktighet favoriserer fresing for presisjonsapplikasjoner som krever klasse 2A-toleranser eller bedre
Forstå de grunnleggende forskjellene
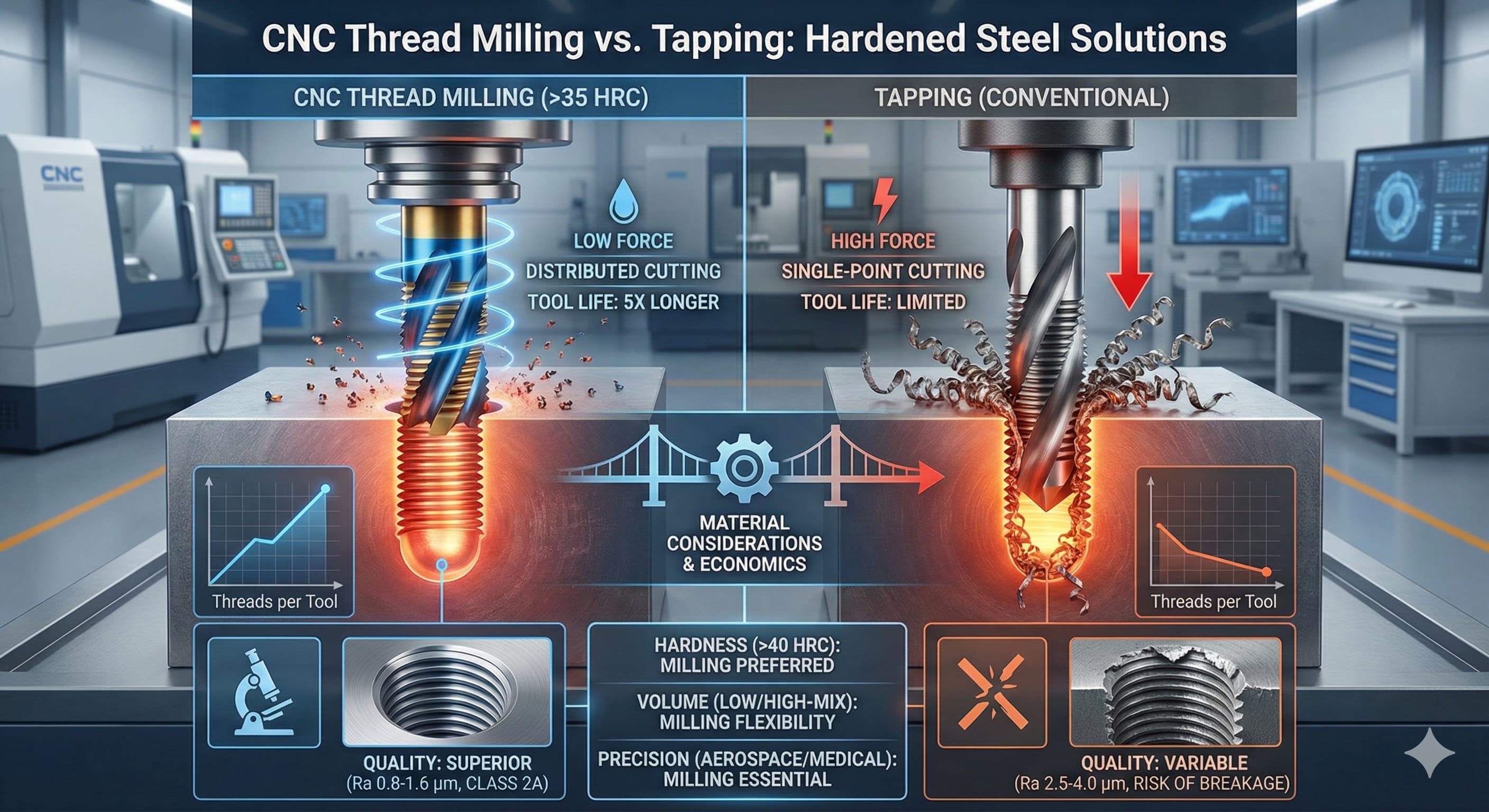
Gjengefresing og gjenging representerer fundamentalt forskjellige tilnærminger for å lage innvendige gjenger i herdede stålkomponenter. Gjenging er avhengig av en enkeltpunkts skjærehandling der gjengeboret sine spor samtidig skjærer og former gjengeprofilen gjennom aksial fremføring. Denne prosessen genererer betydelige skjærekrefter konsentrert ved verktøyspissen, og skaper betydelige spenningskonsentrasjoner som blir problematiske i arbeidsherdende materialer som 17-4 PH rustfritt stål eller verktøystål over 45 HRC.
Gjengefresing bruker derimot en flertannsfreser som beveger seg i et spiralformet interpolasjonsmønster rundt hullets omkrets. Hver skjærekant fjerner en liten spon under inngrepet, og fordeler skjærekreftene over flere kontaktpunkter. Denne tilnærmingen reduserer maksimale skjærekrefter med 60-70 % sammenlignet med gjenging, spesielt gunstig ved maskinering av nedbørsherdende stål eller gjennomherdede komponenter.
De kinematiske forskjellene strekker seg utover kraftfordelingen. Gjenging krever perfekt synkronisering mellom spindelrotasjon og matehastighet - ethvert avvik resulterer i revne gjenger eller verktøybrudd. Moderne CNC-kontrollere oppnår dette gjennom stive gjengesykluser, men spindelakselerasjons-/deakselerasjonsbegrensninger skaper fortsatt utfordringer. Gjengefresing eliminerer denne begrensningen fullstendig, ettersom verktøybanen genereres gjennom programmert interpolasjon i stedet for mekanisk synkronisering.
Materialbetraktninger for herdede stålbruk
Herdede stålkvaliteter reagerer forskjellig på hver gjengeprosess basert på deres metallurgiske struktur og arbeidsherdende egenskaper. Gjennomherdede verktøystål som D2 (60-62 HRC) eller A2 (58-60 HRC) gir ekstreme utfordringer for gjenging på grunn av deres uniforme hardhetsfordeling og karbidinnhold. Gjengefresing viser seg å være overlegen i disse applikasjonene, med forbedringer i verktøyets levetid som når 400-500 % over konvensjonelle gjengefremgangsmåter.
| Stålkvalitet | Hardhet (HRC) | Suksessrate for gjenging | Fordel ved gjengefresing | Anbefalt metode |
|---|---|---|---|---|
| 4140 Glødet | 22-25 | 95% | Kostnadsmessig ulempe | Gjenging |
| 4140 Q&T | 28-32 | 85% | Marginal | Begge metoder |
| 4340 Q&T | 35-40 | 65% | Betydelig | Gjengefresing |
| 17-4 PH H900 | 40-44 | 45% | Kritisk | Gjengefresing |
| D2 Verktøystål | 60-62 | 15% | Essensielt | Kun gjengefresing |
Nedbørsherdet rustfritt stål som 15-5 PH og 17-4 PH fortjener spesiell vurdering på grunn av deres arbeidsherdende tendenser. Disse materialene kan øke i hardhet med 5-8 HRC-poeng under maskinering hvis skjæreparametrene er utilstrekkelige. Gjenging av disse materialene resulterer ofte i arbeidsherding foran skjærekantene, noe som fører til for tidlig verktøyfeil. Gjengefresingens fordelte skjærehandling minimerer arbeidsherdende effekter samtidig som den opprettholder konsistent gjengekvalitet.
Overflateherdede komponenter gir en annen unik utfordring der overflatehardheten kan overstige 58 HRC mens kjernen forblir på 25-30 HRC. Hardhetsgradienten skaper varierende skjæreforhold som gjengebor sliter med å tilpasse seg. Gjengefresing opprettholder konsistent ytelse gjennom hele hardhetsovergangssonen, og produserer jevn gjengekvalitet fra overflate til kjerne.
Verktøyets levetid og økonomisk analyse
Sammenligning av verktøyets levetid mellom gjengefresing og gjenging i herdet stål avslører dramatiske forskjeller som direkte påvirker produksjonsøkonomien. I gjennomherdet stål over 45 HRC produserer kvalitetsgjengebor vanligvis 15-25 akseptable gjenger før utskifting, mens gjengefresere kan generere 200-400 gjenger under tilsvarende forhold. Denne 10-15x forbedringen i verktøyets levetid endrer fundamentalt kostnadsbildet til tross for høyere initial investering i verktøy.
Vurder et praktisk eksempel som involverer 100 M8x1,25 gjenger i 17-4 PH rustfritt stål (42 HRC). Premium spiralspor gjengebor koster omtrent €35-45 hver og produserer 20-30 gjenger før feil. Gjengefresere koster €120-150, men genererer 300-500 gjenger før utskifting. Verktøykostnaden per gjenge favoriserer fresing med 40-50 % før man vurderer sekundære faktorer som maskinstans og reduksjon av skrap.
Syklustidsanalyse krever nøye vurdering av oppsett og programmeringskompleksitet. Gjengesykluser fullføres på 8-15 sekunder per gjenge avhengig av dybde og stigning, mens gjengefresing krever 25-45 sekunder for tilsvarende funksjoner. Denne sammenligningen ignorerer imidlertid sannsynligheten for gjengeborbrudd og tilhørende nedetid. Et enkelt ødelagt gjengebor kan kreve 30-60 minutter for uttrekking og hullreparasjon, og eliminere enhver syklustidsfordel.
For høypresisjonsresultater, mottar du et detaljert tilbud innen 24 timer fra Microns Hub.
Gjengekvalitet og geometrisk nøyaktighet
Gjengekvalitetsforskjeller mellom fresing og gjenging blir uttalt i herdede stålbruk der skjærekrefter og verktøyavbøyning i betydelig grad påvirker den endelige geometrien. Gjengefresing produserer gjennomgående overlegne gjengeprofiler med stigningsdiameter variasjoner som vanligvis holdes innenfor ±0,025 mm sammenlignet med ±0,050 mm som kan oppnås ved gjenging i herdede materialer.
Overflatekvaliteten favoriserer sterkt gjengefresing i herdede stålbruk. De mange skjærekantene og optimaliserte sponformingen som er karakteristisk for gjengefresere, produserer Ra-verdier på 0,8-1,6 μm, mens gjengede gjenger i lignende materialer typisk viser 2,5-4,0 μm Ra-verdier. Denne forbedringen blir kritisk i applikasjoner som krever utmattingsmotstand eller korrosjonsbestandighet der overflateuregelmessigheter fungerer som spenningskonsentratorer eller spaltekorrosjonsinitieringssteder.
Geometrisk nøyaktighet strekker seg utover overflatekvalitet til å inkludere gjengeformnøyaktighet og posisjonstoleransevedlikehold. Gjengefresing opprettholder konsistente gjengevinkler (vanligvis ±0,5°) selv i varierende hardhetssoner, mens gjengede gjenger kan vise 1-2° variasjoner ettersom gjengebor bøyes under varierende skjærebelastninger. Denne nøyaktighetsfordelen viser seg å være avgjørende i presisjonsenheter der gjengeinterferens påvirker monteringskrefter og forspenningskonsistens.
Maskinverktøykrav og oppsettshensyn
Maskinverktøykrav varierer betydelig mellom gjengefresing og gjengeoperasjoner, spesielt ved bearbeiding av herdet stål. Gjenging krever stiv spindelkonstruksjon med nøyaktige synkroniseringsegenskaper, noe som vanligvis begrenser bruken til maskineringssentre med dedikerte gjengesykluser og tilstrekkelig dreiemomentkapasitet. Spindeleffektkravene for gjenging av herdet stål overstiger ofte 5-8 kW for M10 og større gjenger på grunn av høye dreiemomentkrav.
Gjengefresing stiller forskjellige krav til maskinverktøy, og krever presise interpolasjonsegenskaper og stabile skjæreforhold i stedet for maksimalt dreiemoment. De fleste moderne 3-akse maskineringssentre kan utføre gjengefresing, selv om 5-akse kapasitet blir fordelaktig for vinklede eller komplekse gjengede funksjoner. Spindelhastigheter for gjengefresing varierer vanligvis fra 1500-4000 RPM avhengig av freserdiameter og materiale, noe som stiller moderate krav til spindeleffektsystemer.
Programmeringskompleksitet representerer en viktig vurdering for produksjonsimplementering. Gjenging krever enkle G84- eller G74-sykluser med minimal programmeringskompleksitet, noe som gjør det tilgjengelig for programmerere på inngangsnivå. Gjengefresing krever spiralformet interpolasjonsprogrammering (G02/G03 med samtidig Z-aksebevegelse) eller spesialisert CAM-programvare med gjengerutiner. Denne kompleksiteten oversettes til lengre programmeringstid og økte ferdighetskrav for oppsettpersonell.
Skjæreparametere og prosessoptimalisering
Optimale skjæreparametere for herdet stålgjenging varierer dramatisk mellom gjenge- og freseprosesser. Gjengeparametere er i stor grad begrenset av gjengestigningskrav - et M10x1,5 gjengebor må avansere 1,5 mm per omdreining uavhengig av materialegenskaper. Denne begrensningen tvinger frem kompromisser i valg av overflatehastighet, noe som ofte resulterer i suboptimale skjæreforhold for herdede materialer.
| Prosessparameter | Gjenging (4340 @ 38 HRC) | Gjengefresing (4340 @ 38 HRC) | Optimaliseringsfordel |
|---|---|---|---|
| Skjærehastighet (m/min) | 8-12 | 80-120 | Gjengefresing |
| Matehastighet (mm/rev) | Fast (stigning) | 0.05-0.15 | Gjengefresing |
| Skjærekraft (N) | 800-1,200 | 200-400 | Gjengefresing |
| Verktøysinngrep | 100% | 15-25% | Gjengefresing |
Gjengefreseparametere kan optimaliseres uavhengig for skjærehastighet, matehastighet og aksialt inngrep. Overflatehastigheter på 80-150 m/min kan oppnås i herdet stål ved bruk av karbidgjengefresere med passende belegg, sammenlignet med 8-15 m/min typisk for gjengeoperasjoner. Denne hastighetsfordelen oversettes direkte til forbedret verktøyets levetid gjennom redusert arbeidsherding og bedre sponevakuering.
Påføring av kjølevæske viser seg å være kritisk for begge prosessene, men gir forskjellige utfordringer. Gjenging krever flomkjølevæske eller gjennom-spindel levering for å forhindre sponpakking og gi tilstrekkelig smøring. Gjengefresing drar nytte av tåkekjølevæske som ikke forstyrrer sponevakueringen samtidig som den gir termisk kontroll og forlenget verktøyets levetid.
Kostnadsanalyse: Innledende investering kontra driftsøkonomi
Den økonomiske sammenligningen mellom gjengefresing og gjenging i herdede stålbruk krever analyse på tvers av flere kostnadskategorier, inkludert verktøy, maskintid, kvalitetskostnader og sekundære operasjoner. Innledende verktøyinvestering favoriserer sterkt gjenging med premium gjengebor som koster €35-60 sammenlignet med €120-200 for tilsvarende gjengefresere. Denne analysen endres imidlertid dramatisk når man vurderer verktøyets levetid og totale kostnad per gjenge.
Driftskostnadsanalyse må ta hensyn til sannsynligheten for gjengeborbrudd og tilhørende gjenopprettingskostnader. Uttrekking av ødelagte gjengebor i herdede stålkomponenter krever ofte elektrisk utladningsmaskinering (EDM) eller spesialiserte uttrekksverktøy, med kostnader som når €200-500 per hendelse inkludert arbeidskraft og potensiell skrap. Gjengefresing eliminerer praktisk talt bruddrisiko på grunn av lavere skjærekrefter og overlegen sponevakuering.
Kvalitetskostnader favoriserer betydelig gjengefresing i herdede stålbruk. Forbedret gjengegeometri og overflatekvalitet reduserer sannsynligheten for monteringsproblemer, kryssgjenging eller for tidlig skjøtesvikt. Disse kvalitetsforbedringene oversettes til reduserte garantikostnader og forbedret kundetilfredshet, selv om kvantifisering krever applikasjonsspesifikk analyse.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer som kreves for optimale gjengeløsninger i herdede stålkomponenter.
Applikasjonsspesifikke anbefalinger
Luftfartsapplikasjoner som involverer nedbørsherdet rustfritt stål eller titanlegeringer favoriserer sterkt gjengefresing på grunn av materialets arbeidsherdende egenskaper og strenge kvalitetskrav. Komponenter som landingsunderstellsmonteringer, motorfester og strukturelle beslag krever gjengekvalitet som konsekvent oppfyller eller overgår spesifikasjonskravene. Den overlegne geometriske nøyaktigheten og overflatekvaliteten som oppnås gjennom gjengefresing rettferdiggjør den ekstra syklustiden i disse kritiske applikasjonene.
Bilapplikasjoner presenterer mer nyanserte utvalgskriterier der produksjonsvolum og komponentkritikalitet påvirker prosessvalget. Høyvolums transmisjonskomponenter eller motorblokker kan rettferdiggjøre gjenging for gjenger i gjennomherdede områder under 35 HRC, mens spesialkomponenter med lavt volum drar nytte av gjengefresingens fleksibilitet og kvalitetsfordeler. Evnen til å produsere flere gjengestørrelser med en enkelt gjengefreser gir betydelige fordeler i produksjonsmiljøer med lavt volum og høy blanding.
Produksjon av medisinsk utstyr, spesielt ortopediske implantater og kirurgiske instrumenter, krever gjengefresing for biokompatible materialer som 17-4 PH rustfritt stål eller titanlegeringer. Den overlegne overflatekvaliteten og geometriske nøyaktigheten påvirker direkte enhetens ytelse og levetid. Gjengefresingens evne til å opprettholde konsistent kvalitet på tvers av varierende hardhetssoner viser seg å være avgjørende i komponenter som krever omfattende varmebehandling eller overflatemodifiseringsprosesser.
For produsenter som søker omfattende løsninger utover gjengeoperasjoner, kan platebearbeidingstjenester gi integrerte produksjonstilnærminger som optimaliserer den totale komponentproduksjonen. På samme måte omfatter våre produksjonstjenester hele spekteret av prosesser som kreves for komplekse herdede stålkomponenter.
Integrering med avanserte produksjonsprosesser
Gjengefresing integrert med avanserte produksjonsprosesser som dreiebenker med drevne verktøy gir betydelige fordeler i kompleks komponentproduksjon. Flerakse maskineringssentre kan kombinere dreiing, fresing og gjengeoperasjoner i enkelt oppsett, redusere håndteringstiden og forbedre geometriske forhold mellom funksjoner. Denne integrasjonen viser seg å være spesielt verdifull i herdede stålkomponenter der flere oppsett øker risikoen for arbeidsherding og dimensjonsvariasjon.
Harddreiingsoperasjoner etterfulgt av gjengefresing representerer en fremvoksende tilnærming for komponenter som krever omfattende maskinering i herdet tilstand. Denne sekvensen minimerer varmebehandlingsforvrengning samtidig som den opprettholder overlegen gjengekvalitet sammenlignet med maskinering før herding og påfølgende varmebehandling. Kombinasjonen viser seg spesielt effektiv for komponenter som krever geometriske toleranser strammere enn det som kan oppnås gjennom konvensjonell varmebehandling og sliping.
Integrering av additiv produksjon representerer en fremtidig mulighet der gjengefresing gir overlegen gjengekvalitet sammenlignet med som-printede gjenger. Komponenter produsert gjennom selektiv lasersmelting (SLM) eller elektronstrålesmelting (EBM) krever ofte etterbehandling for kritiske gjengede funksjoner. Gjengefresing tilpasser seg de varierende overflateforholdene og materialegenskapene som er karakteristiske for additivt produserte komponenter bedre enn konvensjonelle gjengefremgangsmåter.
Fremtidige trender og teknologiutvikling
Fremvoksende verktøybelegningsteknologier fortsetter å forbedre gjengefreseytelsen i herdede stålbruk. Avanserte belegningssystemer som AlCrN og diamantlignende karbon (DLC) gir forbedret slitestyrke og reduserte friksjonskoeffisienter, og forlenger verktøyets levetid med ytterligere 30-50 % sammenlignet med konvensjonelle TiAlN-belegg. Disse utviklingene styrker ytterligere de økonomiske fordelene med gjengefresing i krevende applikasjoner.
Adaptive maskineringsteknologier som overvåker skjærekrefter og automatisk justerer parametere, viser spesielt lovende for gjengefresebruk. Disse systemene kan oppdage arbeidsherdende forhold eller verktøyslitasjetilstander og endre skjæreparametere i sanntid for å opprettholde optimal ytelse. Slike evner viser seg spesielt verdifulle i herdede stålbruk der materialegenskapene kan variere innenfor individuelle komponenter.
Høyhastighets gjengefresing representerer en fremvoksende trend der skjærehastigheter som nærmer seg 200-300 m/min blir oppnåelige gjennom spesialiserte verktøy- og maskinverktøydesign. Disse utviklingene lover å eliminere syklustidsulempen som tradisjonelt er forbundet med gjengefresing, samtidig som de opprettholder overlegen gjengekvalitet og verktøyets levetidsegenskaper.
Ofte stilte spørsmål
Hvilken hardhetsterskel gjør gjengefresing mer kostnadseffektivt enn gjenging i stål?
Krysningspunktet oppstår vanligvis rundt 32-35 HRC, der gjengeborbrudd begynner å øke betydelig mens gjengefreserytelsen forblir stabil. Over 40 HRC blir gjengefresing økonomisk overlegen i de fleste applikasjoner på grunn av dramatisk forbedret verktøyets levetid og reduserte skraphastigheter.
Kan gjengefresing produsere gjenger med de samme nøyaktighetsstandardene som gjenging?
Gjengefresing produserer konsekvent overlegen nøyaktighet sammenlignet med gjenging i herdet stål, med stigningsdiameter toleranser som vanligvis er 40-50 % strammere. Overflatekvalitetsforbedringer på 50-60 % er vanlig, noe som gjør gjengefresing til det foretrukne valget for presisjonsapplikasjoner som krever klasse 2A-passninger eller bedre.
Hvordan påvirker programmeringskompleksitet implementeringen av gjengefresing?
Moderne CAM-programvare har i stor grad eliminert bekymringer for programmeringskompleksitet gjennom spesialiserte gjengerutiner og automatisert verktøybanegenerering. Oppsettstiden øker med omtrent 15-20 % sammenlignet med gjenging, men denne investeringen gjenvinnes i løpet av de første produksjonsdelene gjennom forbedret kvalitet og redusert skrap.
Hvilke maskinverktøyendringer kreves for gjengefresing av herdet stål?
De fleste eksisterende 3-akse maskineringssentre kan utføre gjengefresing uten modifikasjon, forutsatt at de har tilstrekkelig spindeleffekt (vanligvis 3-5 kW minimum) og spiralformet interpolasjonsevne. Gjennom-spindel kjølevæskelevering, selv om det er fordelaktig, er ikke obligatorisk for vellykkede gjengefreseoperasjoner.
Hvordan varierer kravene til skjærevæske mellom gjengefresing og gjenging?
Gjengefresing krever vanligvis mindre aggressiv kjølevæskelevering enn gjenging, med tåkekjølevæske som ofte er tilstrekkelig for de fleste applikasjoner. Gjenging krever flomkjølevæske eller gjennom-spindel levering for å forhindre sponpakking og gi tilstrekkelig smøring i den begrensede skjæresonen.
Hvilke gjengestørrelser favoriserer hver prosess i herdede stålbruk?
Gjengefresing viser økende fordeler etter hvert som gjengestørrelsen øker, med M6 og større gjenger som vanligvis favoriserer fresing i herdet stål. Mindre gjenger (M3-M5) kan fortsatt rettferdiggjøre gjenging i moderat harde materialer (30-35 HRC) avhengig av produksjonsvolum og kvalitetskrav.
Hvordan påvirker batchstørrelse den økonomiske sammenligningen mellom prosesser?
Høyvolumsproduksjon (>10 000 stykker årlig) kan rettferdiggjøre gjenging for moderat hardt stål på grunn av raskere syklustider, mens lavvolumsproduksjon med høy blanding sterkt favoriserer gjengefresingens fleksibilitet og kvalitetskonsistens. Krysningspunktet varierer med materialhardhet og gjengespesifikasjoner.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece