Dyp Trekking vs. Spinning: Produksjon av Sylindriske Metallformer
Produksjon av sylindriske metallkomponenter presenterer ingeniører med to primære formingsprosesser: dyp trekking og metallspinning. Hver prosess tilbyr distinkte fordeler når det gjelder materialutnyttelse, verktøykostnader, produksjonsvolumer og oppnåelige toleranser. Å forstå de grunnleggende forskjellene mellom disse prosessene er avgjørende for å optimalisere produksjonsresultater og kostnadseffektivitet.
Viktige Punkter
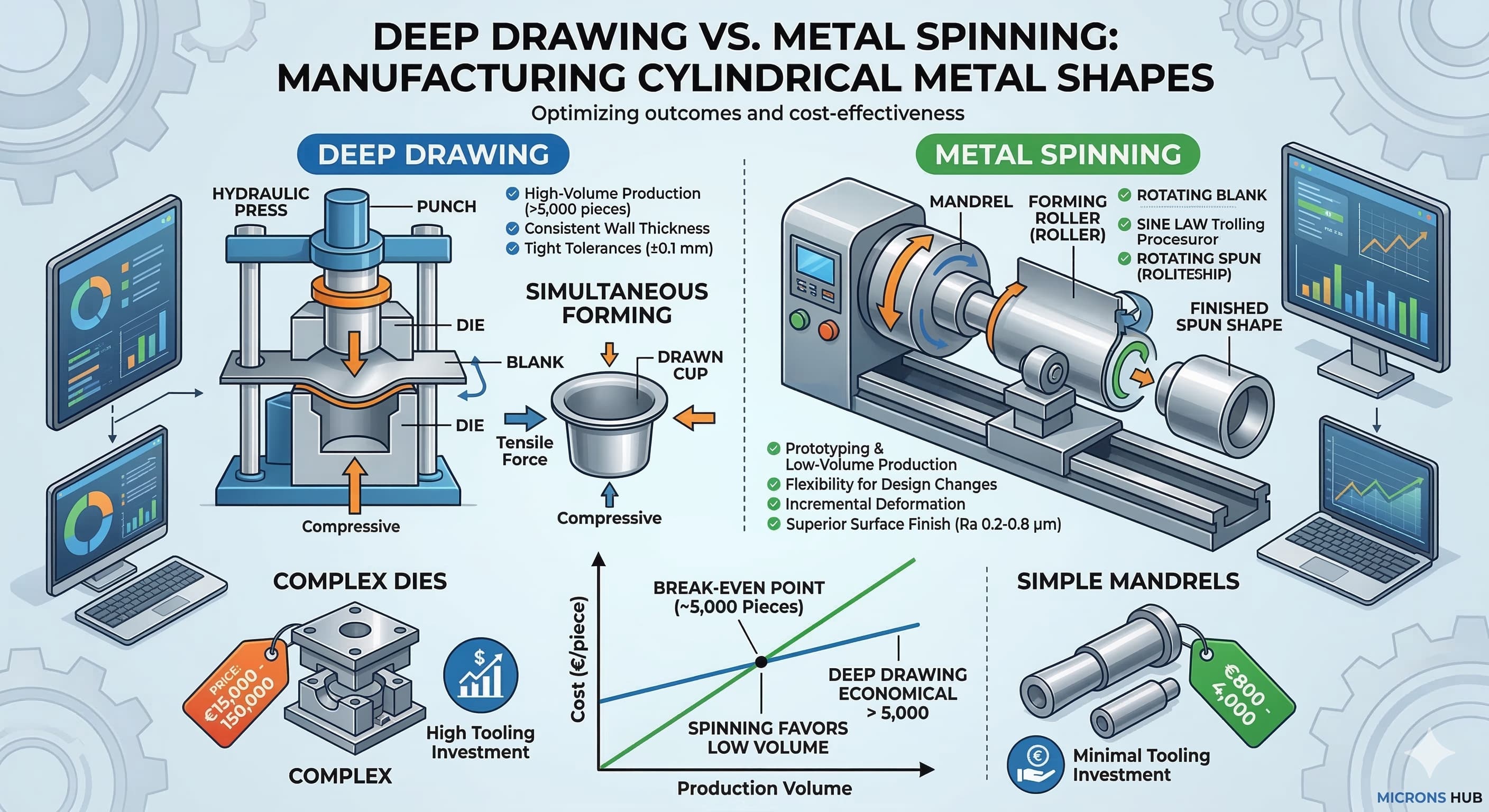
- Dyp trekking utmerker seg i høyvolumsproduksjon med konsistent veggtykkelse og stramme toleranser (±0,1 mm)
- Metallspinning tilbyr overlegen fleksibilitet for prototyping og lavvolumsproduksjon med minimal verktøyinvestering
- Materialvalg påvirker prosessens gjennomførbarhet betydelig, med dyp trekking som krever høyere duktilitetsforhold
- Kostnadsanalyse avslører at dyp trekking blir økonomisk ved volumer som overstiger 5000 stykker årlig
Grunnleggende om Dyp Trekkingsprosessen
Dyp trekking transformerer flate metallplater til sylindriske eller boksformede komponenter gjennom en kombinasjon av strekk- og trykkrefter. Prosessen bruker et stempel- og diesystem der stempelet tvinger emnet gjennom diehulrommet, og skaper en sømløs hul form med en dybde som er større enn halvparten av diameteren.
Den kritiske parameteren i dyp trekking er trekkforholdet (DR), beregnet som emnediameteren delt på stempeldiameteren. For de fleste materialer kan en enkelt trekkoperasjon oppnå forhold mellom 1,8:1 og 2,2:1. Når høyere forhold er nødvendig, blir flere trekktrinn nødvendig, der hvert påfølgende trinn reduserer diameteren med omtrent 20-30 %.
Materialstrømmen under dyp trekking følger spesifikke mønstre. De ytre regionene av emnet opplever omkretsmessig kompresjon mens sideveggsmaterialet gjennomgår strekkspenning. Denne dobbelspenningsforholdet krever materialer med utmerket duktilitet og jevn kornstruktur. Stålkvaliteter som DC04 (EN 10130) og aluminiumslegering 3003-H14 demonstrerer optimal ytelse på grunn av deres høye r-verdier (stamforhold) på 1,8-2,2.
Verktøydesign spiller en avgjørende rolle for å oppnå konsistente resultater. Dieradiusen varierer vanligvis fra 6-10 ganger materialtykkelsen, mens stempelradiusen opprettholdes på 4-8 ganger tykkelsen. Disse forholdene forhindrer materialriving under formingsoperasjonen samtidig som de minimerer fjæringseffekter.
Mekanikk i Metallspinningsprosessen
Metallspinning, også kjent som spinnforming, former sylindriske komponenter ved å rotere et metallstykke i høye hastigheter mens det påføres lokalisert trykk gjennom formingsverktøy. Emnet klemmes fast mot en dorn som definerer den interne geometrien, og materialet formes gradvis over denne doren ved hjelp av valser eller spesialiserte spinnverktøy.
Prosessen opererer på fundamentalt forskjellige prinsipper enn dyp trekking. I stedet for samtidig forming, skaper spinning den ønskede formen gjennom inkrementell deformasjon. Materialet strømmer radialt innover og aksialt langs dornoverflaten, med veggtykkelsen varierende i henhold til sinusloven: t₁ = t₀ × sin α, der t₁ er den endelige tykkelsen, t₀ er den opprinnelige tykkelsen, og α er vinkelen fra rotasjonsaksen.
Spinnedorer krever presis maskinering, men representerer betydelig lavere verktøykostnader sammenlignet med dype trekkedies. En typisk ståldorn for spinning koster €800-1500, mens tilsvarende dype trekkeverktøy varierer fra €15 000-50 000 avhengig av kompleksitet og produksjonskrav.
Prosessen rommer et bredere spekter av materialer, inkludert arbeidsherdende legeringer som kan vise seg å være utfordrende for dyp trekking. Rustfritt stål 316L, titan Ti-6Al-4V og Inconel 625 kan spinnes med hell på grunn av den inkrementelle naturen til deformasjonen, som forhindrer overdreven spenningskonsentrasjon.
Materialvalg og Kompatibilitet
Materialvalg representerer et kritisk beslutningspunkt mellom dyp trekking og spinnprosesser. Hver formingsmetode stiller forskjellige krav til materialegenskaper, og påvirker både prosessens gjennomførbarhet og den endelige komponentkvaliteten.
| Materialegenskap | Krav til dyp trekning | Krav til dreiing | Typiske verdier |
|---|---|---|---|
| Forlengelse (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-verdi (Strekkforhold) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-verdi (Herding ved deformasjon) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Flytegrense (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Dyp trekking krever materialer med høye plastiske stamforhold (r-verdier) for å forhindre øredannelse og sikre jevn materialstrøm. R-verdien representerer forholdet mellom breddestam og tykkelsesstam under strekktesting. Materialer med r-verdier under 1,0 har en tendens til å tynnes for mye under trekkeoperasjoner, noe som kan føre til potensiell feil.
Spinnprosesser rommer materialer med lavere formbarhetsindekser fordi deformasjon skjer trinnvis i stedet for samtidig over hele emnet. Denne egenskapen gjør spinning spesielt egnet for høystyrkelegeringer og eksotiske materialer der dyp trekking vil overskride materialets formingsgrenser.
Kornstørrelse påvirker begge prosessene betydelig, men med forskjellige implikasjoner. Finkornede materialer (ASTM kornstørrelse 7-9) gir bedre overflatefinish i dype trekkeapplikasjoner, mens spinning kan tolerere grovere kornstrukturer uten å gå på akkord med dimensjonsnøyaktigheten.
Verktøydesign og Investeringsanalyse
Den grunnleggende forskjellen i verktøykrav mellom dyp trekking og spinning påvirker prosjektøkonomien og ledetidene direkte. Dyp trekking nødvendiggjør presisjonsmaskinerte progressive dies produsert av verktøystål som D2 eller A2, med hardhetsverdier som varierer fra 58-62 HRC.
Progressiv diekonstruksjon involverer flere stasjoner for komplekse geometrier, der hver stasjon krever presis justering og klaringkontroll. Typiske dieklareringer varierer fra 1,1-1,3 ganger materialtykkelsen for stål og 1,2-1,4 ganger for aluminiumslegeringer. Disse stramme toleransene krever høypresisjonsfremstilling, noe som driver verktøykostnadene oppover.
Spinnedorer tilbyr dramatisk redusert verktøyinvestering. En typisk dorn kan produseres av aluminium 7075-T6 for prototypeapplikasjoner eller stål 4140 for produksjonsløp. Dornen krever bare den endelige interne geometrien, og eliminerer de komplekse hulromsprofilene som er nødvendige for dype trekkedies.
| Verktøykomponent | Kostnad for dyp trekning (€) | Kostnad for dreiing (€) | Leveringstid (uker) |
|---|---|---|---|
| Enkel sylindrisk (Ø100mm) | 15 000 - 25 000 | 800 - 1 500 | 6-8 vs 2-3 |
| Kompleks trinnprofil | 35 000 - 60 000 | 2 000 - 4 000 | 10-12 vs 3-4 |
| Flerstegs progressiv | 75 000 - 150 000 | N/A (Enkeltstegs) | 12-16 vs N/A |
| Verktøyvedlikehold (årlig) | 5-10% av opprinnelig kostnad | 2-3% av opprinnelig kostnad | Pågående |
Betraktninger om verktøylevetid differensierer prosessene ytterligere. Dype trekkedies tåler vanligvis 500 000-2 000 000 sykluser avhengig av materiale og kompleksitet, mens spinnedorer kan overstige 10 000 sykluser med riktig vedlikehold. Imidlertid krever spinnverktøy (valser og formingsredskaper) periodisk utskifting hver 5 000-15 000 sykluser.
For høypresisjonsresultater, Send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Dimensjonsnøyaktighet og Overflatekvalitet
Å oppnå presis dimensjonskontroll krever forståelse av hvordan hver prosess påvirker den endelige komponentgeometrien. Dyp trekking gir vanligvis overlegen konsentrisitet og veggtykkelsesuniformitet på grunn av den samtidige formingsvirkningen over hele emnet.
Veggtykkelsesvariasjon i dype trukket komponenter forblir generelt innenfor ±10-15 % av den opprinnelige emnetykkelsen, med de tynneste seksjonene som forekommer ved stempelneseradiusen. Dette forutsigbare tynningsmønsteret lar ingeniører kompensere gjennom valg av emnetykkelse og planlegging av trekkreduksjon.
Spinnoperasjoner produserer komponenter med veggtykkelse som følger sinuslovforholdet, noe som resulterer i tilsiktet tykkelsesvariasjon som må tas hensyn til i designberegninger. Imidlertid tilbyr spinning overlegen kontroll over lokal geometri, og muliggjør funksjoner som flenser, spor og komplekse kurver som vil kreve flere dype trekkeoperasjoner.
Overflatefinishkvaliteten varierer betydelig mellom prosessene. Dype trukket komponenter viser ensartede overflateegenskaper som samsvarer med den opprinnelige emnetilstanden, vanligvis Ra 0,8-1,6 μm for kaldvalsede stålsubstrater. Spinnoperasjoner kan oppnå overlegne overflatefinisher (Ra 0,2-0,8 μm) gjennom poleringsvirkningen av formingsverktøy, spesielt gunstig for applikasjoner som krever minimal etterbehandling.
Dimensjonstoleranser som kan oppnås gjennom hver prosess gjenspeiler de grunnleggende formingsmekanismene. Dyp trekking oppnår rutinemessig ±0,1 mm på diameter og ±0,15 mm på høyde for komponenter opp til 200 mm diameter. Spinningstoleranser avhenger av dornnøyaktighet og prosesskontroll, og leverer vanligvis ±0,2 mm på diameter og ±0,25 mm på høyde for komponenter av lignende størrelse.
Optimalisering av Produksjonsvolum
Økonomisk analyse avslører distinkte break-even-punkter der hver prosess blir fordelaktig. Dyp trekkings høye verktøyinvestering krever betydelige produksjonsvolumer for å rettferdiggjøre de opprinnelige utgiftene, mens spinnings lavere oppstartskostnader favoriserer mindre partier og prototypeutvikling.
Kostnadsberegningen per stykk inkluderer materialutnyttelseseffektivitet, som sterkt favoriserer dyp trekking for enkle geometrier. Dype trukket sylindere oppnår vanligvis 85-92 % materialutnyttelse, mens spinnoperasjoner varierer fra 95-98 % på grunn av minimalt med skrapgenerering. Imidlertid reduseres spinnings materialeffektivitetsfordel når man vurderer potensialet for tykkere startemner som kreves for å oppnå ønsket endelig tykkelse i kritiske områder.
| Produksjonsvolum | Dyp trekning (€/stk) | Dreiing (€/stk) | Anbefalt prosess |
|---|---|---|---|
| 1-100 stykker | 45.00 - 65.00 | 12.00 - 18.00 | Dreiing |
| 500-1 000 stykker | 18.00 - 25.00 | 10.00 - 15.00 | Dreiing |
| 5 000-10 000 stykker | 4.50 - 6.50 | 8.00 - 12.00 | Dyp trekning |
| 50 000+ stykker | 2.20 - 3.80 | 7.50 - 11.00 | Dyp trekning |
Syklustidsanalyse avslører dyp trekkings overlegenhet i høyvolumsscenarier. En typisk dyp trekkeoperasjon fullføres på 3-8 sekunder avhengig av kompleksitet, mens spinnoperasjoner krever 2-15 minutter per komponent. Denne dramatiske forskjellen i produksjonshastighet gjør dyp trekking til det klare valget for høyvolumsapplikasjoner til tross for den opprinnelige verktøyinvesteringen.
Sekundære operasjoner påvirker de totale produksjonskostnadene betydelig. Dype trukket komponenter krever ofte trimming, piercing eller ytterligere formingsoperasjoner som legger til €0,50-2,00 per stykk. Spinnoperasjoner leverer vanligvis komponenter nær nettoform som krever minimal sekundær behandling, og tilbyr kostnadsfordeler i komplekse geometrier.
Kvalitetskontroll og Inspeksjonsmetoder
Kvalitetssikringsprotokoller for begge prosessene må adressere de unike egenskapene og potensielle feilmodusene for hver formingsmetode. Dyp trekkings kvalitetskontroll fokuserer på å forhindre vanlige defekter som øredannelse, rynking, riving og overdreven tynning gjennom prosessparameteroptimalisering og statistisk prosesskontroll.
Kritiske målepunkter for dype trukket komponenter inkluderer veggtykkelsesfordeling ved hjelp av ultralydmåling, dimensjonsnøyaktighet gjennom koordinatmålemaskiner (CMM) og overflatekvalitetsvurdering. Inline overvåkingssystemer kan oppdage stempelkraftvariasjoner som indikerer potensiell verktøyslitasje eller endringer i materialegenskaper.
Spinnings kvalitetskontroll legger vekt på dornnøyaktighet, formingsverktøytilstand og rotasjonshastighetskonsistens. Den inkrementelle naturen til spinning tillater justeringer underveis, og gir muligheter til å korrigere dimensjonsavvik under forming i stedet for å vrake fullførte komponenter.
Implementering av statistisk prosesskontroll varierer mellom prosessene. Dyp trekking drar nytte av Cpk-verdier som overstiger 1,33 for kritiske dimensjoner, oppnåelig gjennom stram kontroll av emneposisjonering, smørekonsistens og pressetonnasje. Spinnoperasjoner krever overvåking av rotasjonshastighetsstabilitet (±2 %), matehastighetskonsistens (±5 %) og formingspresstrykkuniformitet.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, med omfattende kvalitetsdokumentasjon og sporbarhet.
Integrasjon med Produksjonssystemer
Moderne produksjonsmiljøer krever sømløs integrasjon av formingsprosesser med oppstrøms- og nedstrømsoperasjoner. Dype trekklinjer inkluderer vanligvis automatisert emnemating, overføringssystemer og integrerte presisjons CNC-maskineringstjenester for sekundære operasjoner.
Den høye hastigheten til dype trekkeoperasjoner krever sofistikerte automatiseringssystemer som er i stand til å opprettholde syklustider samtidig som de sikrer konsistent delkvalitet. Progressive diesystemer kan integrere flere formingsoperasjoner, piercing og trimming innenfor et enkelt pressestrøk, og maksimere effektiviteten og minimere håndteringskostnadene.
Spinnoperasjoner, selv om de generelt krever mer manuell inngripen, tilbyr fleksibilitet i å imøtekomme designendringer og produktvariasjoner. CNC-spinnbenker gir automatisert kontroll av formingssekvenser samtidig som de opprettholder prosessens iboende tilpasningsevne til forskjellige komponentgeometrier.
Integrasjon med våre produksjonstjenester gir mulighet for omfattende prosjektledelse fra innledende design til endelig inspeksjon. Denne integrerte tilnærmingen sikrer optimalt prosessvalg basert på spesifikke prosjektkrav i stedet for å begrense alternativene til enkeltproduksjonsmetoder.
Hensyn til forsyningskjeden påvirker også prosessvalget. Dyp trekkings avhengighet av spesialiserte verktøy skaper avhengighet av verktøy- og dieprodusenter, noe som potensielt forlenger ledetidene for nye prosjekter. Spinnoperasjoner kan ofte bruke eksisterende dornlager eller raskt produsere nye dorner ved hjelp av standard maskineringsmuligheter.
Avanserte Applikasjoner og Casestudier
Luftfartsapplikasjoner demonstrerer den kritiske viktigheten av prosessvalg i krevende miljøer. Dyp trekking utmerker seg i å produsere drivstofftankkomponenter der konsistent veggtykkelse og lekkasjetett konstruksjon er avgjørende. Prosessen leverer den dimensjonale repeterbarheten som kreves for automatiserte monteringsoperasjoner samtidig som den opprettholder den strukturelle integriteten som er nødvendig for trykkbeholderapplikasjoner.
Spinning finner anvendelse i luftfart for komplekse kjegleseksjoner, nesekjegler og overgangskanaler der evnen til å forme sammensatte kurver og varierende veggtykkelse gir designfordeler. Prosessens kompatibilitet med titan- og Inconel-legeringer gjør den spesielt verdifull for høytemperaturapplikasjoner der materialegenskapene overskrider formingsgrensene for konvensjonell dyp trekking.
Bilapplikasjoner viser volumdrevet beslutningstaking. Dyp trekking dominerer høyvolumskomponentproduksjon som oljepanner, drivstofftanker og strukturelle elementer der den avskrevne verktøykostnaden blir ubetydelig over millioner av komponenter. Prosessintegrasjonen med bilmonteringslinjer gir hastigheten og konsistensen som kreves for just-in-time-produksjon.
Medisinsk utstyrsproduksjon presenterer unike utfordringer der biokompatibilitet, overflatefinish og dimensjonsnøyaktighet konvergerer. Spinnoperasjoner utmerker seg i å produsere kirurgiske instrumenter og implanterbare enhetskomponenter der den overlegne overflatefinishen og materialkompatibiliteten med eksotiske legeringer gir kliniske fordeler.
Elektronikkindustrien utnytter begge prosessene avhengig av volumkrav. Dyp trekking betjener høyvolumsapplikasjoner som kjøleribber og elektromagnetiske skjermingskomponenter, mens spinning adresserer spesialiserte krav som EMI-skjermingsapplikasjoner der komplekse geometrier og overlegen overflatefinish påvirker ytelsen.
Fremtidige Teknologitrender
Fremvoksende teknologier fortsetter å utvide mulighetene til begge formingsprosessene. Servodrevne dype trekkepresser gir programmerbare bevegelsesprofiler, noe som muliggjør optimalisering av materialstrøm og reduksjon av fjæringseffekter. Disse avanserte systemene oppnår formingskrefter med presisjon som tidligere var uoppnåelig med konvensjonelle mekaniske presser.
Varmformingsteknikker utvider utvalget av materialer som er egnet for dype trekkeoperasjoner. Aluminiumslegeringer som tradisjonelt krevde flere trekktrinn, kan nå formes i enkeltoperasjoner gjennom kontrollert oppvarming av emner og dies. Dette fremskrittet reduserer verktøykompleksiteten samtidig som det forbedrer materialutnyttelseseffektiviteten.
CNC-spinning fortsetter å utvikle seg gjennom forbedret prosessovervåking og adaptive kontrollsystemer. Sanntidsmåling av formingskrefter og komponentdimensjoner muliggjør automatisk justering av prosessparametere, reduserer operatørkompetansekrav samtidig som dimensjonskonsistensen forbedres.
Additiv produksjon påvirker begge prosessene gjennom raske verktøyapplikasjoner. 3D-printede dorner og formingsverktøy muliggjør kostnadseffektiv prototypeutvikling og lavvolumsproduksjonsløp, og bygger bro mellom tradisjonelle verktøyinvesteringer og prosjektkrav.
Simuleringsprogramvareutvikling gir stadig mer nøyaktig prediksjon av materialstrøm, spenningsfordeling og potensielle feilmoduser. Finite element analyse (FEA) muliggjør prosessoptimalisering før verktøyproduksjon, reduserer utviklingstiden og forbedrer suksessraten for første stykke.
Ofte Stilte Spørsmål
Hva er minimum veggtykkelse som kan oppnås med dyp trekking kontra spinning?
Dyp trekking opprettholder vanligvis veggtykkelsen innenfor 85-90 % av den opprinnelige emnetykkelsen, med minimum praktisk tykkelse rundt 0,3 mm for stål og 0,5 mm for aluminium. Spinning kan oppnå tynnere vegger i lokaliserte områder, og potensielt nå 0,2 mm tykkelse, men dette varierer i henhold til sinuslovforholdet og dorngeometrien.
Hvordan sammenlignes materialkostnadene mellom de to prosessene?
Materialkostnadene favoriserer dyp trekking på grunn av bedre materialutnyttelse (85-92 %) sammenlignet med spinnings høyere utnyttelse (95-98 %), men kravet om tykkere startemner. Dyp trekking bruker vanligvis 15-25 % mindre råmateriale for enkle sylindriske former, selv om denne fordelen reduseres med komplekse geometrier som krever flere operasjoner.
Hvilken overflatefinishkvalitet kan oppnås med hver prosess?
Dyp trekking opprettholder den opprinnelige emneoverflatefinishen, vanligvis Ra 0,8-1,6 μm for kaldvalsede stålsubstrater. Spinning kan oppnå overlegne overflatefinisher på Ra 0,2-0,8 μm gjennom poleringsvirkningen av formingsverktøy, noe som gjør det å foretrekke for applikasjoner som krever minimal etterbehandling eller dekorative finisher.
Hvilken prosess tilbyr bedre dimensjonstoleransekontroll?
Dyp trekking oppnår rutinemessig ±0,1 mm toleranser på diameter og ±0,15 mm på høyde for komponenter opp til 200 mm diameter. Spinning leverer vanligvis ±0,2 mm på diameter og ±0,25 mm på høyde, selv om overlegen lokal geometrikontroll er mulig gjennom dyktig drift og riktig verktøy.
Hvordan påvirker produksjonsvolumet prosessøkonomien?
Dyp trekking blir økonomisk fordelaktig ved volumer som overstiger 5000 stykker årlig på grunn av høye verktøykostnader (€15 000-60 000), men lave kostnader per stykk (€2,20-6,50). Spinning favoriserer lavvolumsproduksjon med minimal verktøyinvestering (€800-4000), men høyere kostnader per stykk (€8,00-18,00) ved høye volumer.
Hva er de typiske ledetidene for verktøy og første artikler?
Dyp trekkeverktøy krever 6-16 uker avhengig av kompleksitet, med enkle sylindriske dies som tar 6-8 uker og progressive flertrinnsverktøy som strekker seg til 16 uker. Spinnedorer krever vanligvis 2-4 uker, noe som muliggjør raskere prosjektinitiering og designiterasjonssykluser.
Hvilken prosess imøtekommer designendringer bedre under produksjon?
Spinning tilbyr overlegen fleksibilitet for designmodifikasjoner, og krever ofte bare dornjusteringer eller ny dornfabrikasjon som koster €800-4000. Dype trekkingsdesignendringer nødvendiggjør vanligvis diemodifikasjoner eller fullstendig dieutskifting, noe som representerer betydelige tids- og kostnadsinvesteringer på €5000-25 000 avhengig av omfanget av endringene som kreves.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece