Designe ventilasjonsmønstre: Avveininger mellom EMI-skjerming og luftstrøm
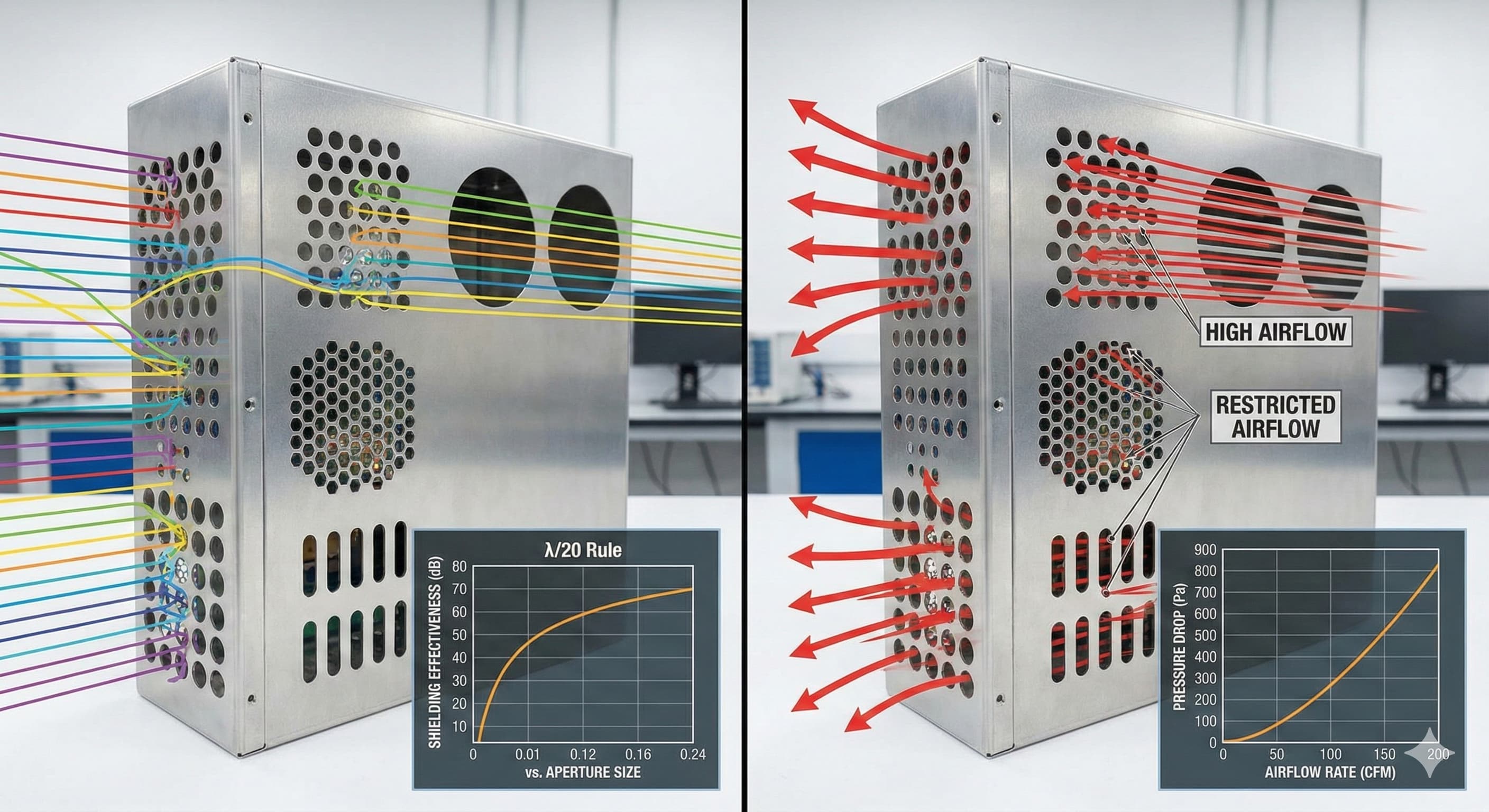
Effektiviteten av EMI-skjerming synker eksponentielt når blenderåpningsstørrelser overskrider λ/20 av den forstyrrende frekvensen, men de fleste ingeniører oppdager denne grunnleggende begrensningen først etter at termiske feil tvinger frem designrevisjoner. Utfordringen intensiveres når ventilasjonskrav krever større åpninger som direkte kompromitterer elektromagnetisk kompatibilitet.
Viktige punkter
- Blenderåpningsstørrelsen må forbli under λ/20 for frekvenser over 1 GHz for å opprettholde 20 dB skjermingseffektivitet
- Honeycomb- og perforerte mønstre kan oppnå 60-80 % luftstrømseffektivitet samtidig som de bevarer EMI-beskyttelse
- Materialtykkelse og konduktivitet påvirker både skjermingsytelse og produksjonskostnader betydelig
- Avanserte maskegeometrier reduserer trykkfallet med 35 % sammenlignet med tradisjonelle runde hullmønstre
Forståelse av grunnleggende EMI-skjerming
Elektromagnetisk interferensskjerming er avhengig av tre primære mekanismer: refleksjon, absorpsjon og flere refleksjoner i skjermingsmaterialet. Effektiviteten avhenger kritisk av den elektriske konduktiviteten, magnetiske permeabiliteten og tykkelsen på skjermingsmaterialet, samt geometrien til eventuelle blenderåpninger.
For blenderåpninger i ledende kabinetter følger skjermingseffektiviteten (SE) forholdet: SE = 20 log₁₀(λ/2L), der λ representerer bølgelengden og L den maksimale blenderåpningsdimensjonen. Dette logaritmiske forholdet betyr at dobling av blenderåpningsstørrelsen reduserer skjermingseffektiviteten med 6 dB, noe som representerer en reduksjon på 75 % i beskyttelse.
Vanlige skjermingsmaterialer inkluderer aluminiumslegeringer (6061-T6, 5052-H32), kobberlegeringer (C11000, C10100) og stålkvaliteter (304 rustfritt, kaldvalset 1008). Hvert materiale presenterer distinkte avveininger mellom konduktivitet, kostnad og mekaniske egenskaper som påvirker både EMI-ytelse og luftstrømsegenskaper.
Luftstrømskrav og termisk styring
Elektroniske kabinetter krever vanligvis luftstrømningshastigheter mellom 10-50 CFM per 100 watt dissipert effekt, avhengig av omgivelsesforhold og akseptable komponenttemperaturer. Dette kjølebehovet er i konflikt med EMI-skjermingskrav, ettersom effektiv ventilasjon nødvendiggjør blenderåpninger som kan kompromittere elektromagnetisk beskyttelse.
Trykkfall over ventilasjonsåpninger følger forholdet ΔP = ρv²/2 × K, der ρ representerer lufttetthet, v hastigheten og K tapskoeffisienten. Tapskoeffisienten varierer betydelig med blenderåpningsgeometri, fra 0,6 for skarpe sirkulære hull til 1,2 for rektangulære spor med høye sideforhold.
Moderne platebearbeidingstjenester muliggjør presis kontroll av blenderåpningsdimensjoner og overflatefinish, noe som direkte påvirker både luftstrømseffektivitet og EMI-ytelse. Overflateruhetsverdier under 3,2 μm Ra reduserer turbulens og tilhørende trykktap med opptil 15 %.
Ventilasjonsmønstergeometrier og ytelse
Valget av ventilasjonsmønstergeometri representerer den mest kritiske designbeslutningen som påvirker både EMI-skjerming og luftstrømningsytelse. Hver mønstertype tilbyr distinkte fordeler og begrensninger som må evalueres opp mot spesifikke applikasjonskrav.
Runde hullmønstre
Sirkulære blenderåpninger gir den optimale balansen mellom produksjonsenkelhet og ytelsesforutsigbarhet. Forholdet mellom hulldiameter (d), senter-til-senter-avstand (s) og åpent arealprosent følger: Åpent areal % = π(d/s)² × 100 for kvadratiske tonehøydearrangementer.
For EMI-applikasjoner over 1 GHz må hulldiametrene forbli under 15 mm for å opprettholde 20 dB skjermingseffektivitet. Optimale avstandsforhold (s/d) varierer fra 1,5 til 2,0, og gir 20-35 % åpent areal samtidig som den strukturelle integriteten opprettholdes i plate tykkelser fra 1,0-3,0 mm.
Heksagonale honeycomb-mønstre
Honeycomb-geometrier oppnår overlegen pakketetthet sammenlignet med sirkulære mønstre, noe som muliggjør åpne områder opp til 60 % samtidig som konsistent EMI-ytelse opprettholdes. Den sekskantede cellestrukturen gir jevn strømfordeling og eliminerer feltkonsentrasjonseffektene som er vanlige i rektangulære blenderåpninger.
Produksjon av honeycomb-mønstre krever spesialisert verktøy og presise formingsteknikker for å opprettholde dimensjonsnøyaktighet. Typiske cellestørrelser varierer fra 3,2-12,7 mm, med veggtykkelser mellom 0,08-0,25 mm avhengig av basismaterialet og strukturelle krav.
Langstrakte sporkonfigurasjoner
Spormønstre utmerker seg i applikasjoner som krever retningsbestemt luftstrøm eller der strukturelle hensyn begrenser sirkulære blenderåpninger. Den kritiske dimensjonen for EMI-formål er spor bredden, ikke lengden, noe som gir mulighet for design med høyt sideforhold som maksimerer luftstrømningsområdet.
Spor bredder må kontrolleres nøye for å forhindre EMI-lekkasje, spesielt for frekvenser over 100 MHz. Bredde toleranser på ±0,05 mm blir kritiske for å opprettholde konsistent skjermingsytelse på tvers av produksjonsmengder.
| Mønstertype | Åpent areal (%) | EMI-effektivitet (dB) | Trykkfall (Pa) | Produksjonskostnad |
|---|---|---|---|---|
| Runde hull (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Heksagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Rektangulære spor | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Perforert netting | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Materialvalg og tykkelsesbetraktninger
Valg av basismateriale påvirker både EMI-skjermingseffektivitet og produksjons gjennomførbarhet betydelig. Aluminiumlegering 6061-T6 gir utmerket konduktivitet (59 % IACS) og formbarhet, noe som gjør den ideell for komplekse ventilasjonsmønstre som krever stramme bøyeradier eller dype trekk.
Rustfritt stål 304 gir overlegen korrosjonsbestandighet og mekanisk styrke, men krever 25 % høyere formingskrefter og spesialisert verktøy for presisjons blenderåpninger. Den magnetiske permeabiliteten til rustfritt stål (μᵣ ≈ 1,02) gir minimal lavfrekvent magnetisk skjerming sammenlignet med karbonstålkvaliteter.
Plate tykkelse påvirker både skjermingsytelse og produksjonsbegrensninger direkte. Tykkelser under 0,8 mm kan utvise overdreven nedbøyning under luftstrømbelastninger, mens tykkelser over 2,5 mm øker materialkostnadene og formingskreftene betydelig. Det optimale tykkelsesområdet på 1,0-1,6 mm balanserer strukturelle krav med økonomiske hensyn.
Avanserte designoptimaliseringsteknikker
Beregning av væskedynamikk (CFD) analyse muliggjør presis optimalisering av ventilasjonsmønstre for spesifikke luftstrømskrav samtidig som EMI-begrensninger opprettholdes. Tredimensjonal modellering avslører strømningsseparasjon, resirkulasjonssoner og trykkgjenopprettingseffekter som todimensjonale beregninger ikke kan forutsi.
Multi-objektiv optimaliseringsalgoritmer kan samtidig minimere trykkfall samtidig som skjermingseffektiviteten maksimeres innenfor produksjonsbegrensninger. Disse teknikkene har oppnådd 15-20 % forbedringer i luftstrømseffektivitet sammenlignet med tradisjonelle design tilnærminger.
For høypresisjonsresultater, be om et gratis tilbud og få priser på 24 timer fra Microns Hub.
Fasede og avrundede blenderåpninger
Innløpsfaser og avrundede kanter reduserer strømningsseparasjon og tilhørende trykktap med 20-30 % sammenlignet med skarpe blenderåpninger. Fase vinkler mellom 30-45° gir optimal ytelse, selv om produksjonskostnadene øker med omtrent €0,80/dm² for presisjonskant finishing.
Dybden på fasen må kontrolleres for å forhindre overdreven materialfjerning som kan kompromittere strukturell integritet. Typiske fase dybder varierer fra 0,2-0,5 ganger plate tykkelsen, avhengig av blenderåpningsstørrelsen og materialegenskapene.
Progressiv blenderåpningsdimensjonering
Variable blenderåpningsstørrelser i et enkelt ventilasjonsmønster kan optimalisere lokale strømningsforhold samtidig som den generelle EMI-ytelsen opprettholdes. Større blenderåpninger i lavhastighetsregioner reduserer trykkfall, mens mindre blenderåpninger i kritiske EMI-soner bevarer skjermingseffektiviteten.
Denne tilnærmingen krever sofistikert analyse for å sikre elektromagnetisk kompatibilitet over hele frekvensspekteret samtidig som termiske styringsmål oppnås. Produksjons kompleksiteten øker betydelig, men ytelsesforbedringer på 25-35 % er oppnåelige i spesialiserte applikasjoner.
Produksjonsprosesshensyn
Stansing er fortsatt den mest kostnadseffektive metoden for å produsere enkle ventilasjonsmønstre i mengder over 100 stykker. Moderne CNC-stansepresser oppnår posisjonsnøyaktigheter på ±0,025 mm og kan opprettholde blenderåpningsdimensjonstoleranser på ±0,05 mm i plate tykkelser opp til 6,0 mm.
Laserskjæring gir overlegen kant kvalitet og muliggjør komplekse geometrier som er umulige med konvensjonell stansing. Fiber lasersystemer som opererer ved 1070 nm bølgelengde produserer varme påvirkede soner (HAZ) mindre enn 0,1 mm brede i aluminium og rustfritt stål, og bevarer materialegenskapene ved siden av blenderåpninger.
Vannstråleskjæring eliminerer termiske effekter fullstendig, men øker behandlingstiden og kostnadene med 300-400 % sammenlignet med laser metoder. Prosessen utmerker seg for tykke materialer (over 3,0 mm) eller applikasjoner som krever helt uberørte kant forhold for kritisk EMI-ytelse.
| Prosess | Tykkelsesområde (mm) | Kvalitet på kant (μm Ra) | Behandlingshastighet | Kostnad per del |
|---|---|---|---|---|
| CNC-stansing | 0.5-6.0 | 1.6-3.2 | Høy | €0.15-0.45 |
| Fiberlaser | 0.3-25.0 | 0.8-1.6 | Middels | €0.35-0.90 |
| Vannskjæring | 1.0-150.0 | 0.4-1.2 | Lav | €1.20-3.50 |
| Plasmaskjæring | 3.0-50.0 | 6.3-12.5 | Høy | €0.25-0.75 |
Test- og valideringsmetoder
EMI-skjermingseffektivitetstesting følger IEEE 299 standardprosedyrer, ved hjelp av enten nestede etterklangs kamre eller TEM-celler avhengig av frekvensområdet og prøvekonfigurasjonen. Målinger spenner vanligvis fra 10 kHz til 18 GHz for å fange opp både ledede og utstrålte utslippsegenskaper.
Luftstrømstesting krever kalibrerte vindtunneler eller strømningsbenker som er i stand til å måle trykkdifferensialer ned til 1 Pa oppløsning. Varmetråds anemometri gir detaljerte hastighetsprofiler over ventilasjonsmønstre, og avslører strømningsuniformitet og potensielle optimaliseringsmuligheter.
Kombinerte test protokoller evaluerer samspillet mellom termisk og elektromagnetisk ytelse under realistiske driftsforhold. Disse testene avslører ofte uventede koblingseffekter der termisk ekspansjon endrer blenderåpningsdimensjoner tilstrekkelig til å påvirke EMI-skjerming.
Kostnadsoptimaliseringsstrategier
Materialutnyttelseseffektivitet påvirker produksjonskostnadene betydelig, spesielt for komplekse ventilasjonsmønstre som krever betydelig skrapfjerning. Nesting optimaliseringsalgoritmer kan forbedre materialutbyttet med 15-25 %, og reduserer direkte kostnadene per del.
Verktøykostnader dominerer lavvolumsproduksjon, og krever ofte 500+ stykker for å amortisere stanse- og dysekostnader. For mengder under denne terskelen gir laser skjæring vanligvis bedre økonomi til tross for høyere behandlingskostnader per del.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer som er nødvendig for optimal EMI- og termisk ytelse.
Volumproduksjonshensyn
Høyvolumsproduksjon muliggjør spesialiserte verktøy investeringer som kan redusere kostnadene per del med 40-60 %. Progressive dyser for komplekse ventilasjonsmønstre krever innledende investeringer på €15 000-45 000, men oppnår behandlingshastigheter som overstiger 300 deler per time.
Sekundære operasjoner som belegg påføring må ta hensyn til blenderåpningsmaskeringskrav for å opprettholde konduktivitet ved kritiske EMI-grensesnitt. Ledende belegg legger til €2,80-5,60/dm² til behandlingskostnadene, men kan forbedre skjermingseffektiviteten med 5-10 dB i visse frekvensområder.
Integrasjon med overordnet kabinettdesign
Ventilasjonsmønsterplassering i den overordnede kabinettgeometrien påvirker både termisk og EMI-ytelse kritisk. Hjørneplasseringer viser vanligvis høyere strømtettheter og krever mer konservativ blenderåpningsdimensjonering for å opprettholde skjermingseffektiviteten.
Pakningsgrensesnitt rundt flyttbare paneler gir spesielle utfordringer, ettersom kompresjonssett og miljømessig nedbrytning kan skape EMI-lekkasjebaner som omgår nøye utformede ventilasjonsmønstre. Ledende pakninger med kompresjonsvurderinger på 40-60 % gir pålitelig langsiktig tetning.
Omfattende kabinettdesign krever koordinering mellom mekaniske, termiske og EMI-ingeniørdisipliner. Våre produksjonstjenester inkluderer design gjennomgang og optimaliseringsanbefalinger for å sikre at alle ytelseskriterier oppfylles effektivt.
Fremtidig utvikling og avanserte materialer
Metamaterialstrukturer tilbyr potensielle gjennombruddsevner for EMI-skjermingsapplikasjoner, og muliggjør subbølgelengde blenderåpninger som opprettholder høye luftstrømningshastigheter. Disse konstruerte materialene manipulerer elektromagnetiske felt gjennom presise geometriske mønstre i stedet for bulkmaterialegenskaper.
Additive produksjonsteknologier begynner å muliggjøre komplekse tredimensjonale ventilasjonsgeometrier som er umulige med konvensjonelle plate prosesser. Direkte metall laser sintring (DMLS) kan produsere svingete luftstrømningsbaner som gir EMI-demping samtidig som utmerket termisk ytelse opprettholdes.
Nanostrukturerte belegg og overflatebehandlinger viser løfte om å forbedre konduktivitet og korrosjonsbestandighet samtidig som kompatibiliteten med eksisterende produksjonsprosesser opprettholdes. Disse utviklingene kan muliggjøre nye materialkombinasjoner og design tilnærminger i det kommende tiåret.
Ofte stilte spørsmål
Hvilke blenderåpningsstørrelsesgrenser kreves for forskjellige EMI-frekvensområder?
For frekvenser under 100 MHz kan blenderåpninger opp til 300 mm opprettholde tilstrekkelig skjerming. Mellom 100 MHz og 1 GHz bør maksimale blenderåpningsdimensjoner ikke overstige 30 mm. Over 1 GHz må blenderåpninger forbli under 15 mm for å oppnå 20 dB skjermingseffektivitet, med gradvis mindre grenser som kreves for høyere frekvenser.
Hvordan påvirker materialtykkelsen både EMI-skjerming og produksjonskostnader?
Materialtykkelsen påvirker absorpsjonsbasert skjerming logaritmisk, der hver dobling av tykkelsen legger til omtrent 6 dB effektivitet. Produksjonskostnadene øker imidlertid lineært med tykkelsen på grunn av høyere materialkostnader og økte formingskrefter. Det optimale området på 1,0-1,6 mm balanserer ytelse med økonomiske hensyn for de fleste applikasjoner.
Hvilke produksjonstoleranser er kritiske for å opprettholde EMI-ytelse?
Blenderåpningsdimensjonstoleranser på ±0,05 mm er avgjørende for frekvenser over 1 GHz for å sikre konsistent skjermingsytelse. Posisjonstoleranser på ±0,1 mm forhindrer problemer med blenderåpningsjustering som kan skape uventede lekkasjebaner. Kant kvalitetsspesifikasjoner under 3,2 μm Ra bidrar til å minimere høyfrekvente strømkonsentrasjonseffekter.
Hvordan sammenlignes forskjellige ventilasjonsmønstergeometrier i produksjons kompleksitet?
Runde hullmønstre tilbyr den enkleste produksjonen med standard stanseverktøy. Heksagonale mønstre krever spesialisert verktøy, men gir overlegen ytelse. Langstrakte spor gir moderat kompleksitet, men kan kreve sekundære operasjoner for optimal kant finishing. Komplekse mønstre med variabel dimensjonering krever CNC laser skjæring eller vannstrålebehandling.
Hvilke testmetoder validerer både EMI- og termisk ytelse samtidig?
Kombinerte test protokoller bruker miljøkamre med integrert EMI-måleevne. Prøver gjennomgår termisk sykling mens skjermingseffektiviteten overvåkes over flere frekvensbånd. Denne tilnærmingen avslører termiske ekspansjonseffekter på blenderåpningsdimensjoner og identifiserer potensiell ytelsesnedbrytning under driftsforhold.
Hvordan påvirker overflatebehandling EMI-skjerming og luftstrømsegenskaper?
Ledende belegg kan forbedre skjermingseffektiviteten med 5-10 dB, men kan øke overflateruheten og trykkfallet med 10-15 %. Anodisering av aluminium gir korrosjonsbeskyttelse samtidig som konduktiviteten opprettholdes, men krever nøye prosesskontroll for å forhindre overdreven belegg tykkelse som kan endre blenderåpningsdimensjoner.
Hvilke designhensyn gjelder for høytemperatur EMI-skjermingsapplikasjoner?
Høytemperaturapplikasjoner krever materialer med stabil konduktivitet og minimal termisk ekspansjon. Rustfritt stål 321 og Inconel 625 opprettholder egenskaper over 300 °C, men øker produksjonskostnadene betydelig. Termiske ekspansjonsberegninger må ta hensyn til endringer i blenderåpningsdimensjoner som kan kompromittere EMI-ytelsen ved forhøyede temperaturer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece