Design av slippvinkler for metallstøping: En praktisk veiledning for ingeniører
Slippvinkler blir ofte oversett i designfasen, men utilstrekkelige slippvinkelspesifikasjoner forårsaker opptil 40 % av støpefeilene i presisjonsmetallkomponenter. Forskjellen mellom en del som slipper rent fra formen og en som krever kostbare sekundære operasjoner, ligger i å forstå det komplekse forholdet mellom materialegenskaper, geometri og produksjonsbegrensninger.
Viktige punkter
- Slippvinkler varierer vanligvis fra 0,5° til 3° avhengig av støpeprosessen, der trykkstøping krever minimale vinkler (0,5-1°) mens sandstøping trenger 1-3°
- Interne funksjoner krever 25-50 % brattere slippvinkler enn eksterne overflater på grunn av krympekrefter under kjøling
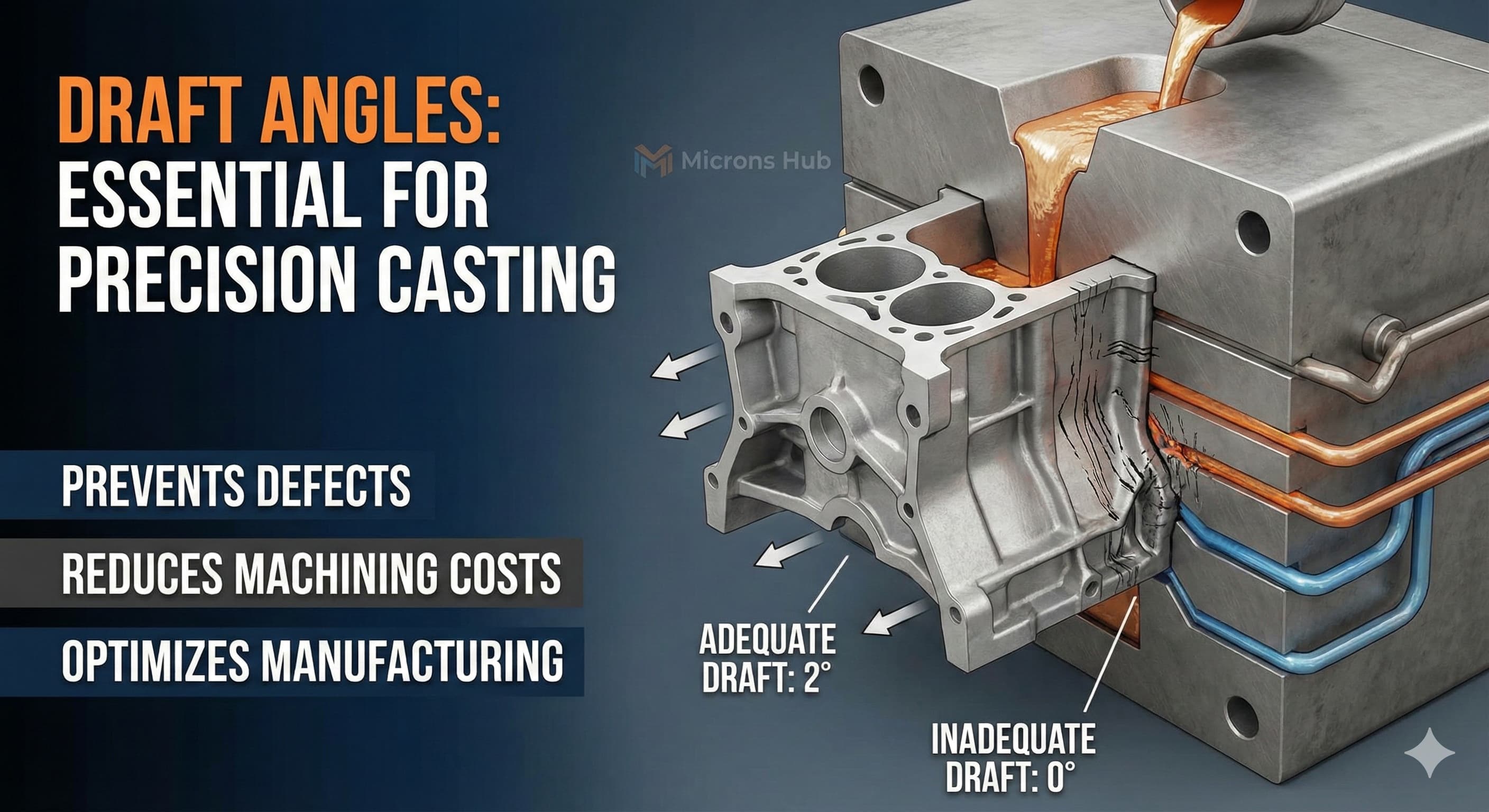
- Riktig design av slippvinkler kan redusere maskineringskostnadene med 30-60 % ved å eliminere sekundære operasjoner på ikke-kritiske overflater
- Materialvalg påvirker direkte slippvinkelkravene, der aluminiumslegeringer tillater strammere vinkler enn stål- eller jernstøpegods
Forståelse av grunnleggende slippvinkler
Slippvinkler fungerer som den primære mekanismen for vellykket utstøting av deler fra støpeformer. Uten tilstrekkelig slipp vil det kjølende metallet krympe på formoverflatene, og skape interferens som hindrer ren separasjon. Denne grunnleggende krympeatferden varierer betydelig mellom forskjellige legeringssystemer og krever nøyaktig beregning for optimale resultater.
Fysikken bak slippvinkelkravene dreier seg om termiske kontraksjonskoeffisienter. Aluminiumslegeringer som A356-T6 viser lineære krympehastigheter på omtrent 1,3 %, mens duktilt jern (ASTM A536) trekker seg sammen med 1,0 %. Disse forskjellene oversettes direkte til varierende slippvinkelkrav, der aluminiumstøpegods ofte kan romme brattere vinkler på grunn av lavere krympekrefter.
Produksjonstoleranser spiller en kritisk rolle i spesifikasjonen av slippvinkler. Standard praksis følger ISO 2768-m toleranser for støpegods med middels presisjon, som vanligvis tillater ±0,5° variasjon i slippvinkler. Applikasjoner med høy presisjon kan imidlertid kreve strammere kontroll ved ±0,2°, noe som nødvendiggjør mer sofistikerte verktøy og prosesskontrolltiltak.
Prosess-spesifikke slippvinkelkrav
Trykkstøping representerer den mest krevende applikasjonen for optimalisering av slippvinkler. Høytrykksinjeksjonsprosessen og raske kjølesykluser skaper unike utfordringer som krever spesifikke designhensyn. Typiske slippvinkler for trykkstøping varierer fra 0,5° til 1,5°, der den nedre enden er reservert for eksterne overflater og enkle geometrier.
Sandstøpeprosesser tillater mer generøse slippvinkler på grunn av sandformenes tilgivende natur. Eksterne overflater krever vanligvis 1° til 2° slipp, mens interne funksjoner trenger 1,5° til 3°. Sandblandingens trykkfasthet påvirker disse kravene direkte, der former med høyere styrke tillater reduserte slippvinkler.
Investeringsstøping gir de strammeste toleransene, men krever nøye vurdering av slipp for fjerning av voksmønster. Slippvinkler på 0,25° til 1° er vanlige, der den keramiske skallprosessen tillater produksjon nær nettoform. Denne presisjonen kommer med en kostnadspremie på 20-40 % sammenlignet med konvensjonelle sandstøpemetoder.
| Støpeprosess | Ekstern slippvinkel (°) | Intern slippvinkel (°) | Typisk toleranse (±°) | Relativ kostnad |
|---|---|---|---|---|
| Trykkstøping | 0.5-1.5 | 0.75-2.0 | 0.2 | Høy |
| Sandstøping | 1.0-2.0 | 1.5-3.0 | 0.5 | Lav |
| Presisjonsstøping | 0.25-1.0 | 0.5-1.5 | 0.2 | Veldig høy |
| Permanent form | 0.75-1.5 | 1.0-2.5 | 0.3 | Middels |
Materialspesifikke slippvinkelhensyn
Aluminiumslegeringer dominerer presisjonsstøpeapplikasjoner på grunn av deres gunstige krympeegenskaper og utmerkede bearbeidbarhet. A356-T6, den vanligste legeringen for romfartsstøping, tillater slippvinkler så lave som 0,5° for enkle geometrier. T6 varmebehandlingen gir dimensjonsstabilitet som opprettholder slippvinkelintegriteten gjennom hele den termiske syklingsprosessen.
Stålstøpegods gir større utfordringer på grunn av høyere krympekrefter og økt formadhesjon. Karbonstålkvaliteter som ASTM A216 WCB krever minimum slippvinkler på 1,5° for eksterne overflater, og øker til 2,5° for interne funksjoner. Den høyere smeltetemperaturen og termiske ekspansjonskoeffisienten bidrar til disse økte kravene.
Støpejernsapplikasjoner, spesielt duktilt jern i samsvar med ASTM A536, viser moderate slippvinkelkrav mellom aluminium og stål. Grad 65-45-12 duktilt jern krever vanligvis 1° til 2° slipp på eksterne overflater, der interne funksjoner trenger 1,5° til 2,5°. Grafittstrukturen gir noe smøreevne under utstøting, og reduserer adhesjonskreftene sammenlignet med stål.
| Materiale | Krympingsrate (%) | Min. Ekstern slippvinkel (°) | Min. Intern slippvinkel (°) | Bearbeidbarhetsvurdering |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Utmerket |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | Bra |
| ASTM A216 WCB Stål | 2.1 | 1.5 | 2.5 | Middels |
| A536 Duktilt Jern | 1.0 | 1.0 | 1.5 | Bra |
Geometrisk kompleksitet og slippvinkeloptimalisering
Komplekse geometrier krever sofistikerte slippvinkelstrategier som tar hensyn til varierende veggtykkelser, underskjæringer og overgangssoner. Dype hulrom gir spesielle utfordringer, ettersom det økte overflatekontaktområdet forsterker utstøtingskreftene. En generell regel gjelder en økning på 0,1° i slippvinkel for hver 25 mm hulromsdybde utover de første 50 mm.
Ribber og bosselementer krever nøye vurdering av slipp for å forhindre spenningskonsentrasjon under utstøting. Ribber bør opprettholde konsistente slippvinkler med de primære overflatene, mens bosser krever uavhengig slippvinkelanalyse. Krysningssonene mellom funksjoner blir ofte kritiske områder der utilstrekkelig slipp fører til riving eller gnaging under fjerning av deler.
Flerretningsdelingslinjer kompliserer implementeringen av slippvinkler betydelig. Hver delingsoverflate krever uavhengig vurdering av slipp, noe som ofte resulterer i kompromissløsninger som balanserer produserbarhet med funksjonelle krav. Avanserte CAD-systemer inneholder nå slippvinkelanalyseverktøy som visualiserer potensielle utstøtingskonflikter før verktøyfabrikasjon.
Overflatefinishpåvirkning på slippvinkelkrav
Overflatefinishspesifikasjoner påvirker direkte slippvinkelkravene gjennom deres effekt på form-til-del-adhesjon. Ra-verdier under 3,2 μm øker overflatekontaktområdet, og krever brattere slippvinkler for å overvinne adhesjonskrefter. Omvendt kan kontrollerte ruhetsmønstre redusere slippvinkelkravene ved å minimere kontaktområdet.
Teksturerte overflater gir unike utfordringer for beregning av slippvinkler. Lærkornteksturer, som ofte er spesifisert for estetiske applikasjoner, kan øke effektive slippvinkelkrav med 0,25° til 0,5° avhengig av teksturdybden. Retningen på teksturapplikasjonen i forhold til slippretningen blir kritisk for vellykket utstøting av deler.
For høypresisjonsresultater, Motta et detaljert tilbud innen 24 timer fra Microns Hub.
EDM (Electrical Discharge Machining) overflatefinisher, samtidig som de gir utmerket dimensjonsnøyaktighet, skaper mikro-teksturer som kan øke adhesjonskreftene. Deler som krever EDM-finishing trenger ofte 0,2° til 0,3° ekstra slippvinkel for å kompensere for den økte overflateinteraksjonen. Denne vurderingen blir spesielt viktig for presisjonsverktøyapplikasjoner der overflateintegritet er avgjørende.
Økonomisk optimalisering gjennom slippdesign
Optimalisering av slippvinkler påvirker produksjonskostnadene direkte gjennom sin effekt på sekundære maskineringskrav. Deler designet med tilstrekkelig slipp kan ofte eliminere maskineringsoperasjoner på ikke-kritiske overflater, og redusere de totale produksjonskostnadene med 30-60 %. Denne kostnadsreduksjonen blir mer betydelig etter hvert som produksjonsvolumene øker.
Verktøykostnadene korrelerer sterkt med kompleksiteten i slippvinkelen. Enkle, ensartede slippvinkler minimerer verktøykompleksiteten og reduserer fabrikasjonstiden. Komplekse slippvinkelkrav kan øke verktøykostnadene med 25-40 % på grunn av den ekstra maskineringstiden som kreves for formhulrom. Avveiningen mellom delens funksjonalitet og produksjonskostnader krever nøye analyse i designfasen.
Sekundære operasjoner som CNC-maskinering etter støping blir nødvendig når slippvinkler ikke kan gi den nødvendige overflatefinishen eller dimensjonsnøyaktigheten. Strategisk plassering av disse maskinerte overflatene, kombinert med optimaliserte slippvinkler på gjenværende overflater, gir den mest økonomiske produksjonstilnærmingen.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten det fortjener, med optimalisering av slippvinkler inkludert i vår omfattende designgjennomgangsprosess.
Avanserte slippvinkelteknikker
Variable slippvinkler representerer en avansert teknikk for optimalisering av komplekse geometrier. Denne tilnærmingen bruker forskjellige slippvinkler på forskjellige seksjoner av den samme funksjonen basert på lokale geometrikrav. Dype lommer kan starte med 0,5° slipp ved delingslinjen, og øke til 2° ved maksimal dybde for å lette utstøtingen.
Sammensatte slippvinkler kombinerer lineær slipp med buede overganger for å imøtekomme komplekse overflategeometrier. Bilapplikasjoner bruker ofte denne teknikken for estetiske komponenter der rette slipplinjer ville være visuelt ubehagelige. Beregningskompleksiteten øker betydelig, og krever spesialiserte CAD-verktøy for nøyaktig implementering.
Split-line slippadministrasjon blir kritisk i verktøy med flere hulrom der individuelle hulrom kan ha forskjellige slippkrav. Å balansere slippvinklene på tvers av flere hulrom samtidig som man opprettholder konsistent delkvalitet krever sofistikert prosesskontroll og verktøydesign. Denne kompleksiteten rettferdiggjør ofte den ekstra ingeniørinvesteringen for produksjonsløp med høyt volum.
Kvalitetskontroll og slippvinkelverifisering
Slippvinkelverifisering krever spesialiserte måleteknikker utover konvensjonell dimensjonsinspeksjon. Koordinatmålemaskiner (CMM) utstyrt med roterende bord gir den mest nøyaktige slippvinkelmålingen, og oppnår vanligvis ±0,05° nøyaktighet når de er riktig kalibrert. Denne presisjonen blir avgjørende for produksjon med høyt volum der små variasjoner kan akkumuleres til betydelige kvalitetsproblemer.
Optiske målesystemer tilbyr rask slippvinkelverifisering for produksjonsmiljøer. Disse kontaktløse systemene kan måle slippvinkler over hele deloverflater, og identifisere variasjoner som kan indikere verktøyslitasje eller prosessdrift. Implementering av slike systemer reduserer vanligvis inspeksjonstiden med 40-60 % sammenlignet med tradisjonelle kontaktmetoder.
Statistisk prosesskontroll (SPC) brukt på slippvinkelmålinger gir tidlig varsling om verktøyforringelse. Sporing av slippvinkelvariasjoner over tid avslører mønstre som forutsier når verktøyvedlikehold eller utskifting blir nødvendig. Denne proaktive tilnærmingen kan forhindre kvalitetsproblemer og redusere skrapfrekvensen betydelig.
For applikasjoner som krever lekkasjetette sammenstillinger, fungerer riktige slippvinkler i forbindelse med vakuumimpregneringsprosesser for å sikre optimal tetningsytelse. Overflateintegriteten oppnådd gjennom riktig slippdesign forbedrer effektiviteten av påfølgende tetningsoperasjoner.
Integrasjon med moderne produksjon
Digitale produksjonsarbeidsflyter inkluderer nå optimalisering av slippvinkler som en automatisert designkontroll. AI-drevne designsystemer kan analysere komplekse geometrier og anbefale optimale slippvinkler basert på materialvalg, støpeprosess og kvalitetskrav. Disse systemene reduserer designiterasjonstiden samtidig som de forbedrer produserbarhetsspådommer.
Additiv produksjon av støpemønstre tillater mer komplekse slippvinkelimplementeringer som ville være vanskelige eller umulige med tradisjonelle mønsterfremstillingsteknikker. 3D-printede mønstre kan inneholde variable slippvinkler og komplekse geometrier samtidig som de opprettholder dimensjonsnøyaktighet. Denne muligheten åpner for nye muligheter for å optimalisere deldesign uten tradisjonelle produksjonsbegrensninger.
Integreringen av støpeprosesser med komplementære produksjonsmetoder som platebearbeidingstjenester krever nøye vurdering av slippvinkler i hybridmonteringer. Komponenter som skal sveises eller sammenføyes med støpte deler trenger kompatible slippvinkler for å sikre riktig passform og finish i den endelige monteringen.
Industri 4.0-implementeringer sporer slippvinkelytelse over hele produktets livssyklus, fra design til produksjon og feltservice. Denne omfattende datainnsamlingen muliggjør kontinuerlig forbedring i slippvinkelspesifikasjoner og produksjonsprosesser. Den resulterende optimaliseringen kan forbedre delkvaliteten samtidig som den reduserer produksjonskostnadene på tvers av våre produksjonstjenester.
Ofte stilte spørsmål
Hva er minimum slippvinkel for aluminiumstrykkstøpegods?
Aluminiumstrykkstøpegods krever vanligvis minimum slippvinkler på 0,5° for eksterne overflater og 0,75° for interne funksjoner. Disse verdiene gjelder for standard A380- og A356-legeringer med veggtykkelser over 2 mm. Tynnere vegger eller komplekse geometrier kan kreve økte slippvinkler opp til 1,5°.
Hvordan påvirker overflatefinish kravene til slippvinkel?
Overflatefinish påvirker direkte slippkravene gjennom form-til-del-adhesjon. Glattere overflater (Ra< 3,2 μm) øker kontaktområdet og krever brattere slippvinkler, og legger vanligvis til 0,2-0,3° til standardkravene. Teksturerte overflater kan trenge ytterligere 0,25-0,5° avhengig av teksturdybde og retning.
Kan slippvinkler elimineres fullstendig gjennom maskinering etter støping?
Mens maskinering kan eliminere behovet for slippvinkler på ferdige overflater, krever støpeprosessen fortsatt slipp for vellykket formfrigjøring. Strategisk design plasserer maskinerte overflater på kritiske dimensjoner samtidig som det opprettholdes tilstrekkelig slipp på gjenværende overflater for kostnadseffektiv produksjon.
Hvilke slippvinkler kreves for investeringsstøpeprosesser?
Investeringsstøping tillater de minste slippvinklene, vanligvis 0,25-1,0° for eksterne overflater og 0,5-1,5° for interne funksjoner. Den keramiske skallprosessen og fjerning av voksmønster muliggjør disse stramme toleransene, noe som gjør investeringsstøping ideell for applikasjoner nær nettoform.
Hvordan beregner jeg slippvinkler for dype hulrom og lommer?
Dype hulrom krever økte slippvinkler for å overvinne høyere utstøtingskrefter. Bruk en økning på 0,1° for hver 25 mm dybde utover de første 50 mm. For eksempel vil en 100 mm dyp lomme kreve ytterligere 0,2° utover standard slippvinkel for den støpeprosessen.
Krever forskjellige aluminiumslegeringer forskjellige slippvinkler?
Ja, sammensetningen av aluminiumslegeringen påvirker slippkravene gjennom varierende krympehastigheter og formadhesjonsegenskaper. A356-T6 tillater minimumsvinkler på grunn av utmerket dimensjonsstabilitet, mens legeringer med høyere silisiuminnhold kan kreve litt økte slippvinkler på grunn av forskjellig krympeatferd.
Hva skjer hvis slippvinklene er utilstrekkelige under produksjonen?
Utilstrekkelige slippvinkler forårsaker støpefeil, inkludert overflateriving, dimensjonsforvrengning, økte syklustider og for tidlig verktøyslitasje. I alvorlige tilfeller kan det være umulig å fjerne deler fra former uten skade, noe som resulterer i 100 % skrapfrekvenser til verktøyendringer er fullført.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece