Vakuumimpregnering: Tetting av lekkasjebaner i hydrauliske støpegods
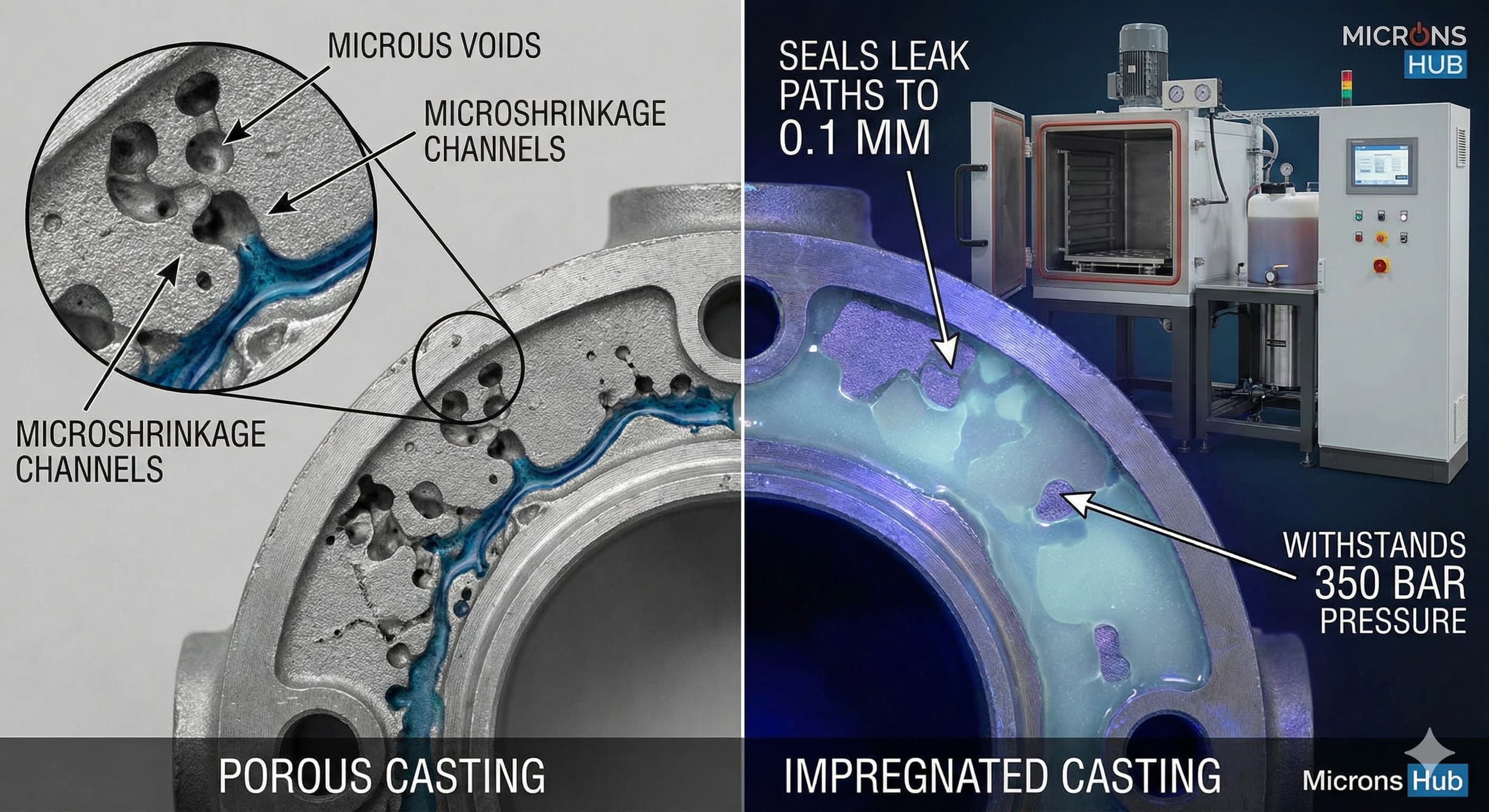
Porøsitet i hydrauliske støpegods representerer en av de mest kritiske feilmodusene i høytrykksapplikasjoner. Når sammenkoblede mikrokrympninger skaper lekkasjebaner gjennom støpegodsets vegger, er resultatet katastrofal systemfeil, miljøforurensning og betydelige nedetidskostnader. Vakuumimpregnering har dukket opp som den definitive løsningen for å tette disse mikroskopiske defektene, og transformerer potensielt kasserte komponenter til trykktette enheter som tåler driftstrykk over 350 bar.
Denne omfattende tekniske analysen undersøker vakuumimpregneringsprosessen fra både metallurgiske og praktiske perspektiver, og gir produksjonsingeniører den detaljerte kunnskapen som kreves for å implementere vellykkede lekkasjetettingsprotokoller.
Viktige punkter
- Vakuumimpregnering kan tette porøsitet ned til 0,1 mm diameter, og oppnå lekkasjerater under 10⁻⁶ mbar·l/s som spesifisert i ISO 3530
- Riktig overflateforberedelse og fjerning av forurensning er kritisk – selv 0,05 mm maskineringsvæsker kan forhindre fullstendig resinpenetrasjon
- Moderne anaerobe resiner herder i sammenkoblede porer mens de forblir flytende i luftutsatte områder, noe som muliggjør selektiv tetting
- Kostnadsanalyse viser at vakuumimpregnering gjenvinner 85-95 % av ellers avviste hydrauliske støpegods til 15-25 % av erstatningskostnaden
Forstå dannelse av porøsitet i hydrauliske støpegods
Hydrauliske støpegods opplever porøsitetsdannelse gjennom flere mekanismer under størkningsprosessen. Den primære bidragsyteren er mikrokrympning, som oppstår når metallstørkning skaper volumetrisk sammentrekning uten tilstrekkelig tilførsel fra stigrør eller innløp. Dette fenomenet er spesielt uttalt i aluminiumslegeringer som A356-T6 og A380, hvor størkningskrympningen nærmer seg 6,5 % volum.
Gassporøsitet er den andre store utfordringen, dannet når oppløst hydrogen utfelles under avkjøling. Aluminiums hydrogenløselighet faller dramatisk fra 0,69 cm³/100g i flytende tilstand til bare 0,036 cm³/100g i fast form. Denne overmetningen skaper sfæriske porer som varierer fra 0,1 mm til flere millimeter i diameter.
Det kritiske skillet for hydrauliske applikasjoner ligger i porøsitetens sammenkobling. Isolerte porer utgjør minimal risiko, men sammenkoblede nettverk skaper kontinuerlige lekkasjebaner gjennom støpegodsets vegger. Disse mikroskopiske kanalene, ofte usynlige for standard visuell inspeksjon, tillater hydraulisk væskemigrasjon under trykk, noe som fører til ekstern lekkasje og systemforurensning.
| Porøsitetstype | Typisk størrelsesområde | Formasjonsmekanisme | Hydraulisk risikonivå |
|---|---|---|---|
| Mikrokrymping | 0.05-0.5 mm | Størkningskontraksjon | Høy - sammenhengende |
| Gassporøsitet (H₂) | 0.1-2.0 mm | Hydrogenutfelling | Middels - typisk isolert |
| Oksidinneslutninger | 0.02-0.2 mm | Overflateoksidasjonsinnfangning | Høy - skaper lekkasjeinitieringspunkter |
| Kalde skjøter | 0.1-1.0 mm bredde | Ufullstendig metallsammensmelting | Svært høy - lineære lekkasjebaner |
Moderne trykkstøpeprosesser har redusert forekomsten av porøsitet betydelig, spesielt med sinkstøping som tilbyr overlegne tetthetsegenskaper sammenlignet med aluminiumsalternativer. Imidlertid gir komplekse geometrier og tykke seksjoner i hydrauliske komponenter fortsatt størkningsutfordringer som krever etterbehandling.
Grunnleggende om vakuumimpregneringsprosessen
Vakuumimpregnering opererer etter prinsippet om differensialtrykk for å tvinge lavviskositetsresiner inn i mikroskopisk porøsitet. Prosessen begynner med å plassere rengjorte støpegods i et vakuumkammer, og oppnå vanligvis trykk under 1 mbar (100 Pa). Denne vakuumekstraksjonen fjerner luft fra sammenkoblede porer, og skaper drivkraften for påfølgende resinpenetrasjon.
Resinvalget viser seg å være kritisk for hydrauliske applikasjoner. Moderne anaerobe resiner, spesielt metakrylatbaserte formuleringer, herder bare i fravær av oksygen mens de forblir flytende i luftutsatte områder. Denne selektive herdingen sikrer fullstendig poreforsegling uten overflateforurensning som kan forstyrre påfølgende maskinering eller beleggoperasjoner.
Kritiske prosessparametere
Vakuumnivå representerer den primære kontrollparameteren, som direkte påvirker penetrasjonsdybde og fullstendighet. Optimale resultater krever absolutte trykk under 1 mbar, opprettholdt i tilstrekkelig tid for å oppnå fullstendig luftevakuering. Evakueringstiden avhenger av delgeometri og porøsitetsvolum, og varierer vanligvis fra 15-45 minutter for hydrauliske støpegods.
Temperaturkontroll under impregnering påvirker både resinviskositet og penetrasjonsegenskaper. De fleste anaerobe resiner oppnår optimale flytegenskaper ved 60-80°C, og reduserer viskositeten med omtrent 40 % sammenlignet med romtemperaturdrift. Imidlertid akselererer for høy temperatur herdeinitieringen, og kan blokkere smale porekanaler før fullstendig penetrasjon.
Trykkforskjellen under resininnføring bruker vanligvis atmosfærisk trykk mot det opprettholdte vakuumet. Noen avanserte systemer bruker positivt trykk opp til 6 bar for å forbedre penetrasjonen i ekstremt fin porøsitet, selv om dette krever nøye kontroll for å forhindre støpegodsforvrengning i tynnveggede seksjoner.
Materialvalg og kompatibilitet
Resinkjemivalg må vurdere både basestøpelegeringen og den tiltenkte hydrauliske væskekompatibiliteten. For aluminiumstøpegods gir metakrylatbaserte resiner utmerket vedheft og kjemisk motstand. Disse formuleringene oppnår vanligvis strekkfasthet over 25 MPa etter full herding, med Shore D-hardhetsverdier mellom 75-85.
Hydraulisk væskekompatibilitetstesting følger ASTM D471-protokoller, og evaluerer volumøkning og egenskapsoppbevaring etter langvarig eksponering. Moderne anaerobe resiner viser utmerket kompatibilitet med mineralbaserte hydrauliske oljer, og viser mindre enn 3 % volumendring etter 1000 timer ved 100 °C. Syntetisk væskekompatibilitet varierer betydelig med væskekjemi, og krever spesifikk validering for hver applikasjon.
| Resintype | Herdetid (25°C) | Temperaturområde | Hydraulisk væskekompatibilitet | Kostnad per liter |
|---|---|---|---|---|
| Anaerob Metakrylat | 2-4 timer | -55°C til +150°C | Utmerket med mineraloljer | €125-180 |
| Modifisert Polyuretan | 6-8 timer | -40°C til +120°C | God med de fleste væsker | €95-140 |
| Epoksybasert | 12-24 timer | -30°C til +130°C | Rimelig - krever testing | €80-120 |
| Silikonmodifisert | 4-6 timer | -65°C til +180°C | Utmerket fleksibilitet | €160-220 |
Den herdede resinen må opprettholde integriteten under hydraulisk trykksykling. Testprotokoller inkluderer trykksykling fra 0 til maksimalt driftstrykk i minimum 100 000 sykluser, med lekkasjedeteksjon utført med jevne mellomrom. Vellykket impregnering tåler vanligvis trykk 1,5 ganger maksimalt driftstrykk uten påviselig lekkasje.
Krav til overflateforberedelse
Overflaterenhet påvirker impregneringseffektiviteten direkte, og selv mikroskopisk forurensning forhindrer fullstendig resinpenetrasjon. Maskineringsvæsker, spesielt vannbaserte kjølevæsker, skaper den viktigste barrieren for resinstrøm. Fullstendig fjerning krever flertrinns rengjøringsprotokoller som kombinerer løsemiddelavfetting med alkalisk rengjøring.
Den anbefalte rengjøringssekvensen begynner med dampavfetting ved bruk av trikloretylen eller moderne hydrokarbonalternativer, etterfulgt av alkalisk rengjøring ved 80-90 °C i 10-15 minutter. Endelig skylling med deionisert vann forhindrer mineralavleiringer som kan blokkere fin porøsitet. Fullstendig tørking ved 120 °C i minimum 30 minutter sikrer fjerning av fuktighet som kan forstyrre anaerobe herdemekanismer.
For høypresisjonsresultater, Send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Kvalitetskontroll og testprotokoller
Lekkasjetesting følger etablerte protokoller skissert i ISO 3530 for hydrauliske komponenter. Den mest sensitive metoden bruker heliummassespektrometri, som er i stand til å oppdage lekkasjerater under 10⁻⁸ mbar·l/s. Praktisk produksjonstesting bruker imidlertid ofte trykkfallsmetoder med lekkasjedeteksjonsfølsomhet som er passende for applikasjonskravene.
Lekkasjetesting før impregnering etablerer grunnleggende porøsitet alvorlighetsgrad, vanligvis utført ved 1,5 ganger driftstrykk med målevareighet på 15-30 minutter avhengig av komponentvolum. Avvisningskriterier varierer etter applikasjon, men hydrauliske komponenter krever generelt lekkasjerater under 10⁻⁴ mbar·l/s for impregneringshensyn.
Verifisering etter impregnering må ta hensyn til resinherdeprogresjonen. Innledende testing umiddelbart etter prosessering kan vise kunstig lave lekkasjerater på grunn av uherdet resinmobilitet. Standardprotokoller krever minimum 24 timers herdetid før endelig lekkasjetesting, med noen spesifikasjoner som strekker seg til 72 timer for kritiske applikasjoner.
Prosessovervåking og kontroll
Vakuumnivåovervåking gjennom hele evakueringssyklusen gir innsikt i porøsitetsvolum og sammenkobling. Rask trykkstigning når vakuumisolasjon oppstår indikerer betydelig intern porøsitet, mens gradvis stigning antyder minimale eller dårlig tilkoblede defekter. Denne informasjonen veileder evakueringstidsoptimalisering og bidrar til å forutsi impregneringssuksesssannsynlighet.
Resinpenetrasjonsovervåking bruker flere teknikker avhengig av komponentgeometri og tilgjengelighet. Fluorescerende fargetilsetning muliggjør visuell verifisering under UV-belysning, spesielt nyttig for komplekse interne passasjer. Vektøkningmåling gir kvantitativ vurdering av resinopptak, med typiske verdier som varierer fra 0,1-2,0 % av komponentvekten avhengig av porøsitet alvorlighetsgrad.
| Porøsitetens alvorlighetsgrad | Vakuumutluftingstid | Forventet vektøkning | Suksessrate | Typiske bruksområder |
|---|---|---|---|---|
| Lett (spredte porer) | 15-20 minutter | 0.1-0.3% | 95-98% | Standard hydraulikkblokker |
| Moderat (noe sammenkobling) | 25-35 minutter | 0.4-0.8% | 90-95% | Komplekse ventilhus |
| Alvorlig (omfattende nettverk) | 40-60 minutter | 0.9-2.0% | 80-90% | Tykkveggede pumpehus |
| Kritisk (gjennomgående) | 45-75 minutter | 1.5-3.0% | 70-85% | Sylindertopper, manifolder |
Økonomisk analyse og kostnadsbegrunnelse
Vakuumimpregneringsøkonomi avhenger av flere faktorer, inkludert kostnad for utskifting av støpegods, reduksjon av skrapfrekvens og krav til prosessering gjennomstrømning. For typiske hydrauliske ventilhus med produksjonskostnader mellom €45-85, legger impregneringsprosessering til omtrent €8-15 per komponent, noe som representerer 15-25 % av totale produksjonskostnader.
Kostnadsfordelingen inkluderer resinforbruk (vanligvis €2-4 per komponent), prosesseringsarbeid, utstyrsamortisering og kvalitetsverifiseringstesting. Storskala operasjoner oppnår stordriftsfordeler gjennom batchprosessering, og reduserer kostnadene per komponent til €5-8 for standard hydrauliske støpegods.
Avkastningsberegninger må vurdere alternativet med komponentavvisning og reprodusksjon. Med typiske avvisningsrater for komplekse hydrauliske støpegods som varierer fra 3-8 % på grunn av porøsitetsrelatert lekkasje, kan impregnering gjenvinne 85-95 % av ellers kasserte komponenter. Denne gjenvinningsraten oversettes til betydelige kostnadsbesparelser, spesielt for komplekse geometrier som krever omfattende maskinering.
Vurderinger for prosessintegrasjon
Optimalisering av produksjonssekvens krever nøye integrering av vakuumimpregnering i eksisterende produksjonsarbeidsflyter. Den ideelle timingen plasserer impregnering etter grovmaskinering, men før endelige operasjoner, noe som gir mulighet for verifisering av tetteeffektivitet samtidig som det minimeres kostnader for omarbeiding hvis behandlingen mislykkes.
Varmebehandlingskompatibilitet gir viktige hensyn for aluminiumstøpegods som krever T6-temperering. Standard aldringsbehandlinger ved 155 °C overskrider de fleste anaerobe resintemperaturgrenser, noe som krever enten resinvalg for høytemperaturegenskaper eller prosesssekvensmodifikasjon for å utføre impregnering etter fullført varmebehandling.
Når du integrerer vakuumimpregnering med våre produksjonstjenester, sikrer nøye koordinering optimale resultater samtidig som produksjonseffektivitet og kostnadseffektivitet opprettholdes.
Avanserte applikasjoner og spesielle hensyn
Høytrykks hydrauliske applikasjoner som overstiger 280 bar krever forbedrede impregneringsprotokoller og spesialiserte resinformuleringer. Disse applikasjonene bruker ofte flere impregneringssykluser med gradvis lavere viskositetsresiner for å sikre fullstendig penetrasjon av ekstremt fine porøsitetsnettverk.
Hydrauliske komponenter for romfart som opererer ved trykk opp til 350 bar krever ytterligere kvalifiseringstesting, inkludert vibrasjonsmotstand, temperatursykling og utvidet trykksyklingsvalidering. Testprotokollene følger romfartsstandarder som AS9100, som krever omfattende dokumentasjon og sporbarhet gjennom hele impregneringsprosessen.
Miljøhensyn påvirker i økende grad resinvalg og prosesseringsprotokoller. Vannbaserte anaerobe formuleringer reduserer utslipp av flyktige organiske forbindelser samtidig som de opprettholder ytelsesegenskaper som er egnet for de fleste hydrauliske applikasjoner. Disse miljøvennlige alternativene legger vanligvis til 10-15 % til prosesseringskostnadene, men eliminerer kostnader for løsemiddelgjenvinning og avhending.
Spesialiserte geometrier og komplekse komponenter
Interne passasjer og komplekse hydrauliske manifolder gir unike utfordringer for vakuumimpregneringseffektivitet. Disse geometriene krever ofte utvidede evakueringstider og spesialisert feste for å sikre fullstendig luftfjerning fra blindveipassasjer og komplekse kanalnettverk.
Tynnveggede seksjoner krever nøye trykkkontroll under impregnering for å forhindre forvrengning. Komponenter med veggtykkelser under 3 mm begrenser vanligvis positivt trykk til maksimalt 2 bar, noe som forlenger prosesseringstiden, men forhindrer dimensjonsendringer som kan påvirke kritiske passforhold.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise innen vakuumimpregneringsprosesser betyr at hvert hydraulisk støpegods får den oppmerksomheten på detaljer som kreves for pålitelig trykktett drift.
Feilsøking av vanlige impregneringsproblemer
Ufullstendig penetrasjon representerer den hyppigste impregneringsfeilmodusen, vanligvis som følge av utilstrekkelig vakuumevakuering eller forurensning som blokkerer poreadgang. Diagnostiske prosedyrer inkluderer seksjonering av testprøver for å verifisere resinpenetrasjonsdybde og distribusjonsmønsteranalyse.
Overflateflekker forekommer av og til når resin blør fra underjordisk porøsitet under herdeprogresjon. Dette problemet indikerer vanligvis sammenkoblet porøsitet som strekker seg til komponentoverflater, noe som krever utvidede evakueringstider eller flere impregneringssykluser for fullstendig tetting.
Herdehemming kan skyldes overflateforurensning eller inkompatible materialer i kontakt med uherdet resin. Silikonforbindelser viser seg å være spesielt problematiske, og krever fullstendig fjerning før prosessering. Testprotokoller inkluderer herdeverifisering på testkuponger behandlet sammen med produksjonskomponenter.
| Problemsymptom | Sannsynlig årsak | Diagnostisk metode | Korrektiv handling |
|---|---|---|---|
| Lekkasje etter herding | Ufullstendig penetrering | Snittanalyse | Utvidet utluftingstid |
| Overflateflekker | Porøsitet under overflaten | Fargepenetreringstest | Flere impregneringssykluser |
| Ingen indikasjon på herding | Kontaminering/inhibering | Testkupong evaluering | Forbedret rengjøringsprotokoll |
| Variable resultater | Prosessinkonsistens | Statistisk prosesskontroll | Parameterstandardisering |
Fremtidig utvikling og teknologitrender
Avansert resinkjemi fortsetter å utvikle seg mot høyere temperaturegenskaper og forbedret kjemisk motstand. Nye formuleringer under utvikling lover driftstemperaturområder som strekker seg til 200 °C samtidig som de opprettholder de selektive herdeegenskapene som er avgjørende for effektiv impregnering.
Prosessautomatisering inkorporerer i økende grad sanntidsovervåking og adaptive kontrollsystemer. Denne utviklingen inkluderer kontinuerlig vakuumnivåovervåking, automatisk resinnivåkontroll og integrert lekkasjetestverifisering i prosessutstyr med én stasjon.
Additiv produksjonsintegrasjon gir nye muligheter ettersom 3D-printede hydrauliske komponenter ofte viser porøsitet som krever tetningsbehandling. Kombinasjonen av sprøytestøpingstjenester med etterbehandling impregnering skaper nye muligheter for kompleks hydraulisk komponentproduksjon.
Nanoteknologiske applikasjoner utforsker inkorporering av nanopartikler i impregneringsresiner for å forbedre mekaniske egenskaper og gi selvhelbredende egenskaper under sykliske belastningsforhold. Disse avanserte formuleringene er fortsatt i utviklingsstadier, men viser lovende for å forlenge komponentens levetid i krevende hydrauliske applikasjoner.
Ofte stilte spørsmål
Hvilke trykknivåer tåler vakuumimpregnerte hydrauliske støpegods?
Riktig impregnerte hydrauliske støpegods tåler vanligvis trykk opp til 350 bar i kontinuerlig drift, med sprengtrykk over 525 bar. Den faktiske trykkkapasiteten avhenger av basestøpegodsets integritet, resinpenetrasjonsfullstendighet og komponentgeometri. Testprotokoller verifiserer ytelse ved 1,5 ganger driftstrykk for kvalifiseringsaksept.
Hvor lang tid tar vakuumimpregneringsprosessen for hydrauliske komponenter?
Fullstendig vakuumimpregnering krever vanligvis 4-8 timer, inkludert evakuering, impregnering og innledende herdefaser. Evakueringstiden varierer fra 15-60 minutter avhengig av komponentstørrelse og porøsitet alvorlighetsgrad. Resinherding krever ytterligere 2-4 timer før håndtering, med full egenskapsutvikling oppnådd innen 24-48 timer ved romtemperatur.
Kan tidligere maskinerte hydrauliske støpegods impregneres vellykket?
Ja, maskinerte støpegods kan impregneres effektivt forutsatt at grundig rengjøring fjerner alle maskineringsvæsker og forurensninger. Rengjøringsprotokollen må inkludere dampavfetting og alkalisk vask for å sikre fullstendig fjerning av forurensning. Suksessrater for maskinerte komponenter nærmer seg de for umaskinerte støpegods når riktige overflateforberedelsesprosedyrer følges.
Hva skjer hvis vakuumimpregnering ikke klarer å tette alle lekkasjebaner?
Mislykket impregnering kan ofte gjentas etter å ha identifisert og korrigert årsaken. Vanlige korrigerende tiltak inkluderer utvidede rengjøringssykluser, lengre evakueringstider eller alternativt resinvalg. Komponenter som viser delvis suksess kan kreve flere impregneringssykluser med gradvis lavere viskositetsresiner. Omtrent 85-95 % av impregneringsforsøkene oppnår akseptable resultater ved første prosessering.
Hvordan påvirker resinherding påfølgende maskineringsoperasjoner?
Herdede anaerobe resiner maskineres på samme måte som basealuminiumlegeringen, og krever vanligvis ingen spesielle verktøy eller parameterjusteringer. Resinhardheten (Shore D 75-85) er kompatibel med standard karbidverktøy som brukes til aluminiumsmaskinering. Kjølevæskevalg bør unngå vannbaserte væsker som kan myke den herdede resinen under utvidede maskineringsoperasjoner.
Hvilke kvalitetssertifiseringer gjelder for vakuumimpregneringsprosesser?
Vakuumimpregneringsprosesser opererer vanligvis under ISO 9001 kvalitetsstyringssystemer, med romfartsapplikasjoner som krever AS9100-sertifisering. Prosessvalidering følger ASTM-standarder, inkludert D471 for kjemisk kompatibilitet og passende lekkasjeteststandarder som ISO 3530. Dokumentasjonskrav inkluderer prosessparametere, resinbatchsporbarhet og lekkasjetestverifiseringsposter.
Er det miljømessige eller sikkerhetsmessige bekymringer med vakuumimpregneringsresiner?
Moderne anaerobe resiner gir minimal miljøpåvirkning når de håndteres og avhendes på riktig måte. Vannbaserte formuleringer eliminerer utslipp av flyktige organiske forbindelser under prosessering. Sikkerhetshensyn inkluderer standard kjemiske håndteringsprotokoller, tilstrekkelig ventilasjon under prosessering og riktig avhending av avfallsmaterialer i henhold til lokale miljøforskrifter. De fleste anaerobe resiner er ikke-farlige når de er herdet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece