5-Akse vs. 3-Akse CNC-Fresing: Når Ekstrakostnaden Lønner Seg
Beslutningen mellom 3-akse og 5-akse CNC-fresing representerer et av de mest kritiske valgene for kapitalinvesteringer i moderne produksjon. Mens 3-akse maskiner håndterer majoriteten av produksjonskravene, åpner 5-akse systemer for geometriske muligheter som kan transformere dine produksjonsevner – men bare når det er ordentlig begrunnet av spesifikke delkrav og produksjonsvolumer.
Viktige Punkter:
- 5-akse maskinering reduserer oppsettstiden med opptil 75 % for komplekse geometrier, samtidig som toleranser på ±0,02 mm opprettholdes
- Break-even analyse favoriserer typisk 5-akse for deler som krever mer enn 3 oppsett eller sammensatte vinkler som overstiger 30°
- Forbedringer i verktøytilgjengelighet i 5-akse systemer kan redusere maskineringstiden med 40-60 % på romfarts- og medisinske komponenter
- Initial investeringspremie på €200 000-500 000 for 5-akse lønner seg når årlig produksjon overstiger 500 komplekse deler
Forstå de Fundamentale Forskjellene
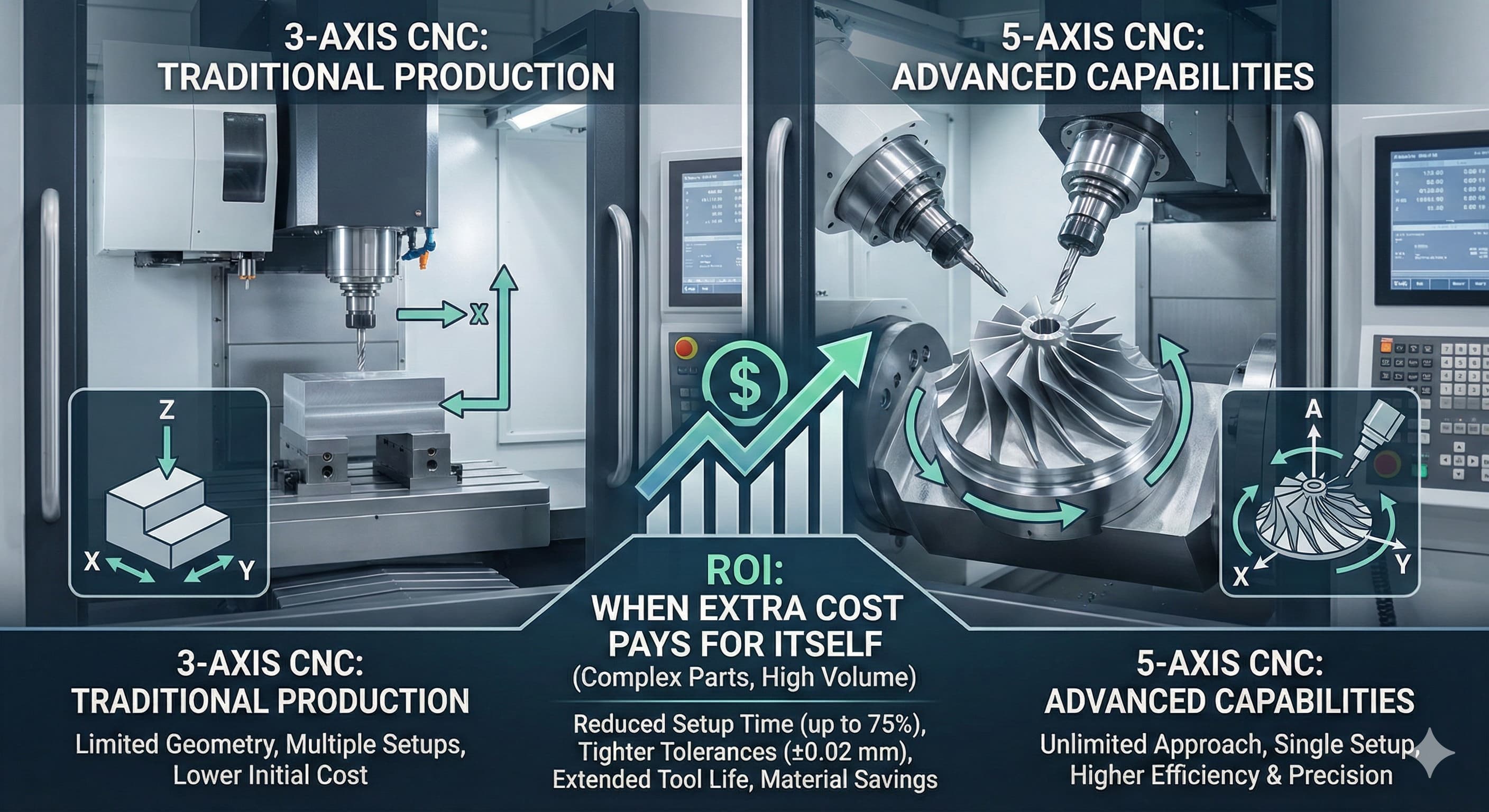
Tradisjonelle 3-akse CNC-maskiner opererer langs tre lineære akser: X (venstre-høyre), Y (foran-bak) og Z (opp-ned). Arbeidsstykket forblir stasjonært mens skjæreverktøyet beveger seg i disse tre retningene, og skaper et rektangulært arbeidsområde. Denne konfigurasjonen håndterer omtrent 80 % av generelle maskineringskrav effektivt, inkludert planfresing, boring og enkle kontureringer.
5-akse maskinering introduserer to ekstra rotasjonsakser, typisk betegnet som A- og B-akser. A-aksen roterer rundt X-aksen, mens B-aksen roterer rundt Y-aksen, selv om produsenter kan implementere C-akse rotasjon rundt Z-aksen i stedet. Denne konfigurasjonen gjør at skjæreverktøyet kan nærme seg arbeidsstykket fra nesten hvilken som helst vinkel, og eliminerer mange geometriske begrensninger som er iboende i 3-akse systemer.
Den kritiske forskjellen ligger ikke bare i antall akser, men i tilgjengelighet. 5-akse systemer kan maskinere komplekse funksjoner i ett enkelt oppsett som ville kreve flere operasjoner, fester og potensielle nøyaktighetskompromisser på 3-akse utstyr. Denne evnen blir avgjørende når man arbeider med romfartskomponenter, medisinske implantater eller komplekse formgeometrier der funksjonsforhold må opprettholde presise toleranser.
Sammenligning av Tekniske Egenskaper
| Egenskap | 3-akse CNC | 5-akse CNC |
|---|---|---|
| Maksimalt verktøyvinkler | Bare vinkelrett på overflaten | Ubegrensede innfallsvinkler |
| Reduksjoner i oppsett | Flere oppsett kreves | Opptil 75 % reduksjon i oppsett |
| Underskjæringsmaskinering | Umulig uten spesialisert verktøy | Direkte tilgjengelighet |
| Overflatekvalitet | Ra 0.8-3.2 μm typisk | Ra 0.4-1.6 μm oppnåelig |
| Programmeringskompleksitet | Moderat | Høy (CAM-ekspertise kreves) |
| Toleranseevne | ±0.05 mm standard | ±0.02 mm oppnåelig |
Når 5-Akse Investering Gir Økonomisk Mening
Den økonomiske begrunnelsen for 5-akse maskineringssentre avhenger sterkt av delkompleksitet, produksjonsvolumer og materialkostnader. Vår analyse hos Microns Hub avslører flere viktige scenarier der den ekstra investeringen betaler seg innen 18-24 måneder.
Deler som krever sammensatte vinkler større enn 30° fra vinkelrett representerer de beste kandidatene for 5-akse prosessering. Tradisjonell 3-akse maskinering av slike funksjoner krever ofte tilpassede fester, verktøy med utvidet rekkevidde eller flere oppsett – hver introduserer potensiell nøyaktighetsforringelse og økte syklustider. En typisk romfartskonsoll med vinklede monteringsflater kan kreve 6-8 operasjoner på 3-akse utstyr kontra 2-3 operasjoner på et 5-akse system.
Dyp hulromsmaskinering presenterer et annet overbevisende bruksområde. Medisinske enhetskabinetter, sprøytestøpeformer og turbinkomponenter har ofte dype lommer med tynne vegger der verktøyavbøyning blir kritisk. 5-akse systemer muliggjør kortere, mer stive verktøy ved å nærme seg funksjoner fra optimale vinkler, redusere vibrasjoner og forbedre veggtykkelseshensyn for maskineringsstabilitet.
Materialkostnader påvirker den økonomiske ligningen betydelig. Ved maskinering av dyre legeringer som Inconel 718 (€45-60 per kg) eller titan Ti-6Al-4V (€35-50 per kg), rettferdiggjør reduksjonen i skrap som oppnås gjennom maskinering i ett oppsett raskt 5-akse premien. Tenk deg en titan romfartskomponent der en maskineringsfeil i den siste operasjonen av en 4-oppsetts sekvens kaster bort €500 verdt av materiale og 8 timer med maskintid.
Oppsettstid og Nøyaktighetsanalyse
Reduksjon i oppsettstid representerer en av de mest kvantifiserbare fordelene med 5-akse maskinering. Hver arbeidsstykkeomposisjonering introduserer potensielle feil gjennom begrensninger i feste repeterbarhet, typisk ±0,02-0,05 mm avhengig av festekvalitet og operatørferdigheter. Disse akkumulerte toleransene kan raskt konsumere ditt tillatte feilbudsjett på presisjonskomponenter.
En omfattende studie av våre produksjonsdata viser gjennomsnittlige oppsettstider på 45-90 minutter for komplekse 3-akse operasjoner kontra 15-30 minutter for tilsvarende 5-akse operasjoner. Enda viktigere er at elimineringen av flere oppsett fjerner kumulative posisjoneringsfeil, noe som muliggjør strammere totale toleranser. Deler som krever ±0,025 mm geometrisk toleranse på funksjoner maskinert i forskjellige oppsett, viser seg ofte umulig å oppnå konsekvent på 3-akse utstyr.
Datapunkter og referanseflater opprettholder sine forhold gjennom 5-akse operasjoner, og eliminerer toleransestablingen som er iboende i prosesser med flere oppsett. Denne fordelen blir kritisk i bransjer som romfart der krav til geometrisk dimensjonering og toleransesetting (GD&T) per ASME Y14.5 standarder krever presis kontroll av funksjonsforhold.
For høypresisjonsresultater, Få et tilbud på 24 timer fra Microns Hub.
Verktøylevetid og Overflatefinish Hensyn
5-akse maskinering muliggjør optimale verktøyinngrepsvinkler som dramatisk kan forlenge verktøylevetiden samtidig som overflatefinishkvaliteten forbedres. Ved å opprettholde konstant sponbelastning og unngå ugunstige skjæreforhold, oppnår 5-akse operasjoner ofte 25-40 % lengre verktøylevetid sammenlignet med tilsvarende 3-akse prosesser.
Evnen til å vippe spindelen gir mulighet for optimal sponevakuering, spesielt kritisk ved maskinering av dype funksjoner eller arbeid med materialer som produserer lange, trådete spon som austenittisk rustfritt stål. Riktig sponevakuering forhindrer gjenskjæring, noe som forringer overflatefinishen og akselererer verktøyslitasje.
Reduksjon av kamskjellhøyde gjennom optimaliserte verktøybaner representerer en annen betydelig fordel. 5-akse systemer kan opprettholde konsistente trinnovergangsavstander og optimale skjærevinkler over komplekse overflater, og eliminere de variable kamskjellhøydene som er vanlige i 3-akse finishpasseringer. Denne evnen eliminerer ofte sekundære etterbehandlingsoperasjoner, og sparer både tid og arbeidskostnader.
| Overflateapplikasjon | 3-akse evne | 5-akse evne | Forbedringsfaktor |
|---|---|---|---|
| Luftfartsoverflater (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75 % forbedring |
| Medisinske implantater (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50 % forbedring |
| Formoverflater (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50 % forbedring |
| Generelle komponenter (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50 % forbedring |
Materialspesifikke Fordeler
Ulike materialer reagerer unikt på 5-akse maskineringsstrategier. Titanlegeringer, beryktet for arbeidsherding og dårlig varmeledningsevne, drar betydelig nytte av det konsistente verktøyinngrepet som er mulig med 5-akse systemer. Å opprettholde optimale skjærehastigheter og matinger gjennom komplekse verktøybaner forhindrer arbeidsherding som kan oppstå under konvensjonelle 3-akse operasjoner med varierende inngrepsforhold.
Aluminiumslegeringer, selv om de generelt er lettere å maskinere, oppnår overlegne overflatefinisher gjennom 5-akse prosessering på grunn av forbedret sponevakuering og konsistente skjærekrefter. Dette viser seg spesielt verdifullt for romfartsapplikasjoner der overflatekvaliteten direkte påvirker utmattingslevetiden. Våre presisjons CNC maskineringstjenester oppnår regelmessig Ra-verdier på 0,4 μm på aluminiumskomponenter gjennom optimaliserte 5-akse strategier.
Herdede stål og superlegeringer presenterer ekstreme utfordringer for enhver maskineringsprosess, men 5-akse systemer muliggjør bruk av spesialiserte verktøybaner og skjæreparametere som ville være umulige med 3-akse utstyr. Trokoide fresestrategier, adaptiv clearing og maskinering med konstant overflatehastighet blir praktiske alternativer når de kombineres med ubegrensede verktøytilnærmingsvinkler.
Programmering og Operatørkompetansekrav
Sofistikasjonen til 5-akse maskinering krever tilsvarende økninger i programmeringsekspertise og operatørkompetansenivåer. CAM-programmering for 5-akse krever forståelse av verktøykollisjonsunngåelse, aksekoordinering og avanserte verktøybanestrategier. Programmeringstiden øker vanligvis med 200-300 % sammenlignet med tilsvarende 3-akse operasjoner, selv om denne overheaden amortiseres raskt over produksjonskjøringer.
Operatører må forstå maskinkinematikk, koordinatsystemforhold og avanserte arbeidsfastholdingsstrategier. Kompleksiteten til 5-akse oppsett krever høyere kompetansenivåer, og krever vanligvis 6-12 måneders spesialisert opplæring for erfarne 3-akse operatører. Men når de er etablert, krever 5-akse operasjoner ofte mindre praktisk inngripen på grunn av redusert oppsettfrekvens.
Moderne CAM-systemer som Mastercam, PowerMill og NX har forbedret 5-akse programmeringstilgjengelighet betydelig gjennom automatisert kollisjonsdeteksjon, optimalisert verktøybanegenerering og simuleringsmuligheter. Likevel forblir læringskurven betydelig og må tas med i implementeringsplanleggingen.
Vedlikehold og Driftskompleksitet
5-akse maskiner involverer iboende mer komplekse mekaniske systemer, med ekstra rotasjonsakser, lagre og drivsystemer som krever vedlikehold. Forebyggende vedlikeholdskostnader er vanligvis 15-25 % høyere enn tilsvarende 3-akse systemer på grunn av de ekstra komponentene og kalibreringskravene.
Kalibreringsprosedyrer for 5-akse maskiner krever spesialisert utstyr og ekspertise. R-Test kuler, laserinterferometri og koordinatmålemaskiner blir avgjørende for å opprettholde nøyaktighetsstandarder. Årlige kalibreringskostnader varierer fra €3 000-8 000 avhengig av maskinstørrelse og nøyaktighetskrav.
Imidlertid kan den reduserte oppsettfrekvensen i 5-akse operasjoner faktisk redusere de totale vedlikeholdskravene i applikasjoner med høyt volum. Færre delendringer betyr mindre slitasje på spindeltrekkstenger, verktøyvekslere og arbeidsfastholdingssystemer. Nettoeffekten varierer etter applikasjon, men favoriserer generelt 5-akse systemer i produksjonsmiljøer.
Kostnads-nytteanalyse Rammeverk
Utvikling av en omfattende kostnads-nytteanalyse krever undersøkelse av flere kostnadssentre og fordelstrømmer. Initielle kapitalkostnader for 5-akse systemer varierer vanligvis fra €300 000-800 000 for maskiner av produksjonskvalitet, sammenlignet med €100 000-300 000 for tilsvarende 3-akse systemer.
| Kostnadsfaktor | 3-akse årlig innvirkning | 5-akse årlig innvirkning | Forskjell |
|---|---|---|---|
| Oppsettarbeid (500 deler/år) | €25,000 | €8,000 | €17,000 besparelser |
| Reduksjon av skrap | Grunnlinje | €15,000 besparelser | €15,000 besparelser |
| Programmeringskostnader | €12,000 | €18,000 | €6,000 ekstra |
| Vedlikehold | €8,000 | €10,000 | €2,000 ekstra |
| Forbedringer i verktøylevetid | Grunnlinje | €12,000 besparelser | €12,000 besparelser |
| Netto årlig fordel | - | - | €36,000 |
Denne analysen antyder en tilbakebetalingsperiode på 5-7 år på den inkrementelle investeringen, forutsatt typiske produksjonsvolumer og kompleksitetsnivåer. Høyere volumer, mer komplekse deler eller dyre materialer kan redusere tilbakebetalingsperiodene til 2-3 år.
Integrasjon med Flerakse Systemer
Moderne produksjon drar ofte nytte av å integrere 5-akse fresing med andre avanserte teknologier. Dreiebenker med drevne verktøy som kombinerer dreiing og freseoperasjoner kan fungere synergistisk med 5-akse systemer for å håndtere komplett delprosessering i minimale oppsett.
Frese-dreiesentre med 5-akse kapasitet representerer det ultimate innen oppsettreduksjon, og muliggjør komplett delprosessering fra stangmateriale eller støping til ferdig komponent. Mens investeringsnivåene når €800 000-1 500 000, rettferdiggjør evnen til å produsere komplekse deler i enkeltoperasjoner kostnadene for passende applikasjoner.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, enten det benyttes 3-akse eller 5-akse maskineringsstrategier.
Beslutningsrammeverket bør også vurdere fremtidige delkompleksitetstrender. Industrier som beveger seg mot lettere, mer komplekse geometrier – som additive produksjonserstatningsdeler eller topologioptimaliserte design – krever i økende grad 5-akse kapasitet. Investering i 5-akse systemer posisjonerer produsenter for utviklende markedskrav i stedet for bare å adressere nåværende krav.
ROI Beregningsmetodikk
Nøyaktig ROI-beregning for 5-akse investering krever detaljert analyse av nåværende produksjonskostnader kontra projiserte 5-akse kostnader. Viktige variabler inkluderer oppsettarbeidssatser (vanligvis €45-65 per time i europeiske markeder), skraphastigheter, syklustidsreduksjoner og kvalitetsforbedringer.
Tenk deg en typisk romfartskonsoll som krever 4 oppsett på 3-akse utstyr kontra 1 oppsett på 5-akse. Oppsettarbeidsbesparelser alene utgjør €135-195 per del, mens skrapreduksjon fra prosessering i ett oppsett kan spare €300-500 per del i dyre materialer. Disse besparelsene akkumuleres raskt over produksjonsvolumer.
Syklustidsforbedringer varierer betydelig etter delgeometri, men varierer vanligvis fra 20-60 % for komplekse deler. En komponent med 8-timers total syklustid på 3-akse utstyr kan fullføres på 5-6 timer på 5-akse systemer gjennom optimaliserte verktøybaner og redusert håndteringstid.
Kvalitetsforbedringer, selv om de er vanskeligere å kvantifisere, gir ofte den mest betydningsfulle langsiktige verdien. Reduserte skraphastigheter, eliminering av sekundære operasjoner og forbedret kundetilfredshet rettferdiggjør 5-akse investering selv når direkte kostnadsbesparelser virker marginale. Vår omfattende produksjonstjenester portefølje demonstrerer hvordan 5-akse kapasitet gjør oss i stand til å håndtere stadig mer komplekse kundekrav samtidig som vi opprettholder konkurransedyktige priser.
Implementeringsstrategi og Tidslinje
Vellykket 5-akse implementering krever nøye planlegging og faset utførelse. Den typiske tidslinjen spenner over 12-18 måneder fra kjøpsbeslutning til full produksjonskapasitet, inkludert utstyrslevering, installasjon, operatøropplæring og prosessoptimalisering.
Fase 1 involverer utstyrsvalg og anleggsforberedelse. 5-akse maskiner krever ofte forbedrede fundamenter, økt elektrisk kapasitet og oppgradert CAM-programvare. Sett av €50 000-100 000 for anleggsendringer og infrastruktur oppgraderinger.
Fase 2 fokuserer på opplæring og innledende prosessutvikling. Planlegg for 3-6 måneders intensiv opplæring for programmerere og operatører. Innledende produksjon bør fokusere på enklere deler for å bygge selvtillit og forbedre prosesser før du takler komplekse geometrier.
Fase 3 involverer prosessoptimalisering og kapasitetsutvidelse. Forvent 6-12 måneder for å fullt ut realisere potensialet til 5-akse systemer gjennom optimaliserte verktøybaner, forbedrede arbeidsfastholdingsstrategier og raffinerte programmeringsteknikker.
Ofte Stilte Spørsmål
Hvilke typer deler rettferdiggjør 5-akse maskinering fremfor 3-akse alternativer?
Deler med sammensatte vinkler som overstiger 30°, dype hulrom som krever verktøytilgjengelighet, eller komponenter som trenger mer enn 3 oppsett på konvensjonelt utstyr, rettferdiggjør vanligvis 5-akse investering. Romfartskonsoller, medisinske implantater, komplekse former og turbinkomponenter representerer ideelle applikasjoner der oppsettreduksjon og forbedret nøyaktighet gir klare økonomiske fordeler.
Hvordan sammenlignes vedlikeholdskostnadene mellom 3-akse og 5-akse CNC-systemer?
5-akse systemer pådrar seg vanligvis 15-25 % høyere vedlikeholdskostnader på grunn av ekstra rotasjonsakser, lagre og kalibreringskrav. Årlige vedlikeholdskostnader varierer fra €10 000-15 000 for 5-akse systemer kontra €8 000-12 000 for sammenlignbare 3-akse maskiner. Redusert oppsettfrekvens i produksjon med høyt volum kan imidlertid kompensere for noen av disse tilleggskostnadene gjennom redusert slitasje på arbeidsfastholdings- og verktøyvekslingssystemer.
Hvilket programmeringsferdighetsnivå kreves for effektiv 5-akse drift?
5-akse programmering krever avansert CAM-ekspertise, inkludert kollisjonsunngåelse, verktøybaneoptimalisering og koordinatsystemadministrasjon. Erfarne 3-akse programmerere trenger vanligvis 6-12 måneders spesialisert opplæring for å oppnå ferdigheter. Programmeringstiden øker 200-300 % i utgangspunktet, men stabiliserer seg etter hvert som ekspertisen utvikler seg og delbibliotekene vokser.
Hvordan varierer toleranseevnene mellom 3-akse og 5-akse maskinering?
5-akse systemer oppnår vanligvis ±0,02 mm toleranser konsekvent på grunn av prosessering i ett oppsett som eliminerer kumulative posisjoneringsfeil. 3-akse systemer holder generelt ±0,05 mm toleranser, med nøyaktighet som forringes etter hvert som antall oppsett øker. Elimineringen av datapunktforskyvninger og referanseflateendringer i 5-akse prosessering muliggjør strammere geometrisk toleransesetting per ASME Y14.5 standarder.
Hva er den typiske tilbakebetalingsperioden for 5-akse CNC-investering?
Tilbakebetalingsperiodene varierer fra 2-7 år avhengig av delkompleksitet, produksjonsvolumer og materialkostnader. Produksjon med høyt volum av komplekse deler i dyre materialer som titan eller Inconel kan oppnå tilbakebetaling på 2-3 år, mens lavere volumer eller enklere geometrier kan kreve 5-7 år. Analysen bør inkludere oppsettarbeidsbesparelser, skrapredusering, syklustidsforbedringer og kvalitetsforbedringer.
Kan eksisterende 3-akse operatører overføres til 5-akse utstyr effektivt?
Ja, erfarne 3-akse operatører kan overføres til 5-akse systemer med riktig opplæring. Læringskurven krever vanligvis 3-6 måneder for grunnleggende ferdigheter og 12-18 måneder for avansert kapasitet. Viktige ferdigheter inkluderer forståelse av maskinkinematikk, koordinatsystemforhold og avanserte arbeidsfastholdingsstrategier. Investering i omfattende opplæringsprogrammer er avgjørende for vellykket implementering.
Hvilke CAM-programvarefunksjoner er avgjørende for 5-akse programmering?
Viktige CAM-funksjoner inkluderer automatisk kollisjonsdeteksjon, 5-akse verktøybanegenerering, maskinsimulering og postprosessoroptimalisering. Ledende systemer som Mastercam, PowerMill og NX gir disse funksjonene, selv om lisenskostnadene øker betydelig for 5-akse moduler. Sett av €15 000-30 000 årlig for profesjonell 5-akse CAM-programvare inkludert vedlikehold og oppdateringer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece