Taglio laser vs. Waterjet: scegliere il metodo giusto per piastre spesse
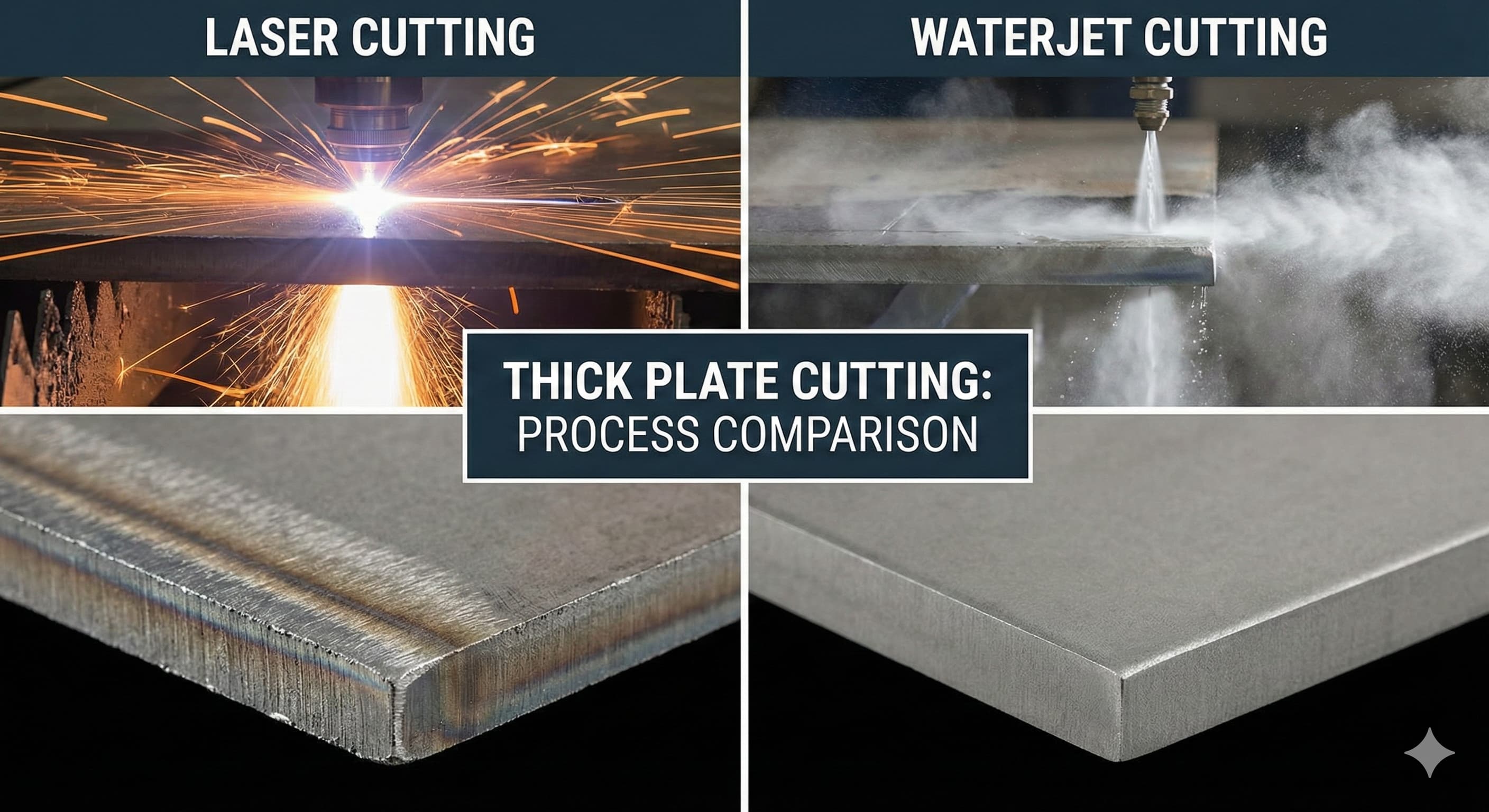
Quando si tagliano piastre spesse superiori a 25 mm, la scelta tra il taglio laser e la tecnologia waterjet determina fondamentalmente il successo del progetto, l'efficienza dei costi e la qualità finale del pezzo. Questa decisione influisce su tutto, dalle proprietà metallurgiche alla precisione dimensionale e all'economia della produzione.
Punti chiave:
- Il waterjet eccelle per piastre di oltre 100 mm di spessore con una qualità dei bordi superiore e senza zone alterate termicamente
- Il taglio laser domina in termini di velocità ed efficacia dei costi per piastre di 25-50 mm di spessore in acciai al carbonio
- Il tipo di materiale determina la selezione del metodo: i materiali riflettenti favoriscono il waterjet, gli acciai al carbonio favoriscono il laser
- Il costo totale del progetto include lo spreco di materiale, le operazioni secondarie e il tempo di impostazione oltre le tariffe orarie
Comprensione dei fondamenti del taglio di piastre spesse
Il taglio di piastre spesse presenta sfide uniche che amplificano le differenze tra le tecnologie laser e waterjet. Man mano che lo spessore del materiale aumenta oltre i 25 mm, fattori come l'apporto di calore, la velocità di taglio, la perpendicolarità dei bordi e la sollecitazione del materiale diventano considerazioni critiche che possono determinare il successo o il fallimento delle specifiche del progetto.
Il taglio laser utilizza un fascio focalizzato di luce coerente, tipicamente da sorgenti a fibra o CO2, combinato con gas di assistenza per fondere e soffiare via il materiale. Per le piastre spesse, i laser a fibra con potenze nominali da 6 kW a 30 kW sono standard, con potenze più elevate che consentono velocità di taglio più elevate e una migliore capacità di sezioni spesse. Il processo genera un significativo apporto di calore, creando una zona alterata termicamente (HAZ) che si estende per 0,1-0,5 mm dal bordo di taglio a seconda del materiale e dello spessore.
Il taglio waterjet utilizza acqua ad altissima pressione (tipicamente 60.000-90.000 PSI) miscelata con particelle abrasive di granato per erodere il materiale attraverso l'azione meccanica. Questo processo di taglio a freddo non genera HAZ e può tagliare virtualmente qualsiasi materiale indipendentemente dalla durezza o dalle proprietà termiche. Il processo opera a velocità molto inferiori rispetto al laser, ma offre una qualità dei bordi e una precisione dimensionale superiori per le sezioni spesse.
Capacità e limitazioni dello spessore del materiale
Comprendere i limiti di spessore pratici per ciascuna tecnologia aiuta a stabilire criteri di selezione del processo preliminari prima di un'analisi dettagliata.
| Tipo di materiale | Laser massimo (mm) | Waterjet massimo (mm) | Intervallo ottimale Laser | Intervallo ottimale Waterjet |
|---|---|---|---|---|
| Acciaio al carbonio | 40-50 | 200+ | 6-25 | 25-150 |
| Acciaio inossidabile 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Alluminio 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Acciaio per utensili H13 | 15-20 | 200+ | Non raccomandato | 10-100 |
| Inconel 718 | 8-12 | 100+ | Non raccomandato | 5-50 |
Questi intervalli di spessore rappresentano limiti pratici in cui è possibile mantenere una qualità di taglio accettabile e velocità di produzione ragionevoli. Il superamento degli intervalli ottimali in genere si traduce in una scarsa qualità dei bordi, un'eccessiva conicità o velocità di taglio antieconomiche.
Qualità dei bordi e considerazioni metallurgiche
Le differenze di qualità dei bordi tra laser e waterjet diventano pronunciate nelle applicazioni con piastre spesse, influenzando direttamente la funzionalità del pezzo e i requisiti delle operazioni secondarie.
Il taglio laser di piastre spesse produce una finitura del bordo caratteristica con zone distinte. La parte superiore in genere presenta una superficie liscia e leggermente striata dall'azione di fusione e soffiaggio del gas. Man mano che lo spessore aumenta, la parte inferiore può mostrare striature maggiori, una leggera conicità e un potenziale attacco di scorie. La HAZ si estende per 0,2-0,8 mm a seconda del materiale e dello spessore, influenzando potenzialmente le proprietà meccaniche in applicazioni critiche.
Il taglio waterjet offre una qualità dei bordi uniforme su tutto lo spessore del materiale con una conicità minima (tipicamente 0,003-0,005 mm per mm di spessore). Il bordo presenta una trama fine e uniforme dall'azione di taglio abrasiva senza alterazioni metallurgiche. Questo rende il waterjet ideale per applicazioni che richiedono condizioni precise dei bordi per una manipolazione sicura o successive operazioni di saldatura.
Per risultati di alta precisione, Ottieni il tuo preventivo personalizzato consegnato in 24 ore da Microns Hub.
I valori di rugosità superficiale differiscono in modo significativo tra i processi. Il taglio laser in genere produce valori Ra di 6,3-12,5 μm su piastre spesse, mentre il waterjet raggiunge costantemente 1,6-6,3 μm. Questa differenza spesso elimina i requisiti di lavorazione secondaria per le parti waterjet.
Velocità di taglio ed economia della produzione
L'analisi della velocità di produzione deve tenere conto del tempo di impostazione, del tempo di foratura e della velocità di taglio effettiva per determinare le reali capacità di throughput.
| Spessore (mm) | Materiale | Velocità laser (mm/min) | Velocità waterjet (mm/min) | Tempo di perforazione laser (sec) | Tempo di perforazione waterjet (sec) |
|---|---|---|---|---|---|
| 25 | Acciaio al carbonio | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Acciaio al carbonio | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Inossidabile 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Alluminio 6061 | Non pratico | 100-150 | N/A | 25-40 |
| 100 | Acciaio al carbonio | Non pratico | 80-120 | N/A | 40-60 |
Il tempo di foratura diventa sempre più significativo per le piastre spesse, influenzando in particolare le piccole parti con forature multiple. La foratura laser si degrada rapidamente con lo spessore, mentre il tempo di foratura waterjet aumenta in modo più lineare ma parte da una linea di base più alta.
Considerazioni specifiche per il materiale
Materiali diversi mostrano risposte variabili al taglio laser e waterjet, influenzando la selezione del processo al di là delle semplici considerazioni sullo spessore.
Prestazioni dell'acciaio al carbonio: Gli acciai al carbonio rispondono in modo eccellente al taglio laser fino a 40-50 mm di spessore a causa della reazione esotermica tra il ferro e il gas di assistenza all'ossigeno. Questa reazione fornisce energia di taglio aggiuntiva, consentendo velocità più elevate e tagli più puliti. Il taglio waterjet dell'acciaio al carbonio produce una qualità dei bordi superiore ma a velocità significativamente inferiori per le sezioni più sottili.
Sfide dell'acciaio inossidabile: Gli acciai inossidabili presentano difficoltà per il taglio laser a causa dell'elevata riflettività e conduttività termica. Il gas di assistenza all'azoto è in genere necessario per prevenire l'ossidazione, aumentando i costi operativi. Il taglio waterjet elimina queste preoccupazioni fornendo risultati eccellenti su tutti i gradi di acciaio inossidabile.
Complicazioni dell'alluminio: L'elevata riflettività e conduttività termica dell'alluminio rendono difficile il taglio laser, in particolare per le sezioni spesse. Il waterjet eccelle nel taglio dell'alluminio, fornendo bordi puliti senza la fusione e la risolidificazione che possono compromettere la finitura superficiale in applicazioni critiche.
Leghe esotiche: Materiali come Inconel, Hastelloy e acciai per utensili sono più adatti al taglio waterjet a causa della loro elevata resistenza alle alte temperature e delle caratteristiche di incrudimento che complicano la lavorazione laser.
Tolleranza e precisione dimensionale
Le tolleranze raggiungibili variano in modo significativo tra i processi e sono influenzate dallo spessore del materiale, dalla geometria del pezzo e dalle condizioni della macchina.
Le tolleranze di taglio laser per piastre spesse in genere variano da ±0,1-0,3 mm a seconda dello spessore e del materiale. La distorsione termica diventa un fattore significativo con l'aumentare dello spessore, influenzando potenzialmente la precisione dimensionale su parti di grandi dimensioni. La larghezza del solco (tipicamente 0,2-0,4 mm) rimane relativamente coerente, ma una leggera conicità può svilupparsi in sezioni spesse.
Il taglio waterjet raggiunge costantemente tolleranze di ±0,05-0,1 mm su tutta la gamma di spessori con una conicità minima. La stretta larghezza del solco (0,8-1,2 mm) e il processo di taglio a freddo eliminano i problemi di distorsione termica. Tuttavia, tempi di taglio più lunghi possono consentire una leggera deriva della macchina su tagli molto lunghi.
Analisi dei costi e fattori economici
Il vero confronto dei costi richiede un'analisi al di là delle semplici tariffe operative orarie, incorporando il tempo di impostazione, l'utilizzo del materiale, le operazioni secondarie e le considerazioni sulla qualità.
| Fattore di costo | Taglio laser | Taglio a getto d'acqua | Impatto sul costo totale |
|---|---|---|---|
| Tariffa oraria di esercizio | €45-85 | €55-95 | Medio |
| Tempo di setup | 15-30 minuti | 20-40 minuti | Alto per piccoli lotti |
| Utilizzo del materiale | 85-92% | 88-95% | Alto per materiali costosi |
| Operazioni secondarie | Spesso richiesto | Raramente richiesto | Alto |
| Costi dei materiali di consumo | €2-8 all'ora | €15-25 all'ora | Medio |
I costi dei materiali di consumo differiscono in modo significativo tra i processi. Il taglio laser consuma gas di assistenza (ossigeno, azoto o aria) e occasionali sostituzioni degli ugelli. Il taglio waterjet richiede granato abrasivo (€ 0,30-0,50 al kg), guarnizioni ad alta pressione e sostituzione periodica dell'orifizio del gioiello.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con accesso sia alle capacità laser che waterjet sotto lo stesso tetto.
Matrice decisionale per la selezione del processo
La selezione sistematica del processo richiede la valutazione di più fattori ponderati in base alle priorità del progetto. I fattori decisionali critici includono il tipo e lo spessore del materiale, la qualità del bordo richiesta, le tolleranze dimensionali, il volume di produzione e i vincoli di budget.
Scegli il taglio laser quando: lo spessore del materiale è inferiore a 25 mm per la maggior parte dei materiali, la velocità di produzione è fondamentale, il materiale è acciaio al carbonio, è necessaria una nidificazione stretta per l'efficienza del materiale o i vincoli di budget favoriscono tariffe orarie inferiori nonostante le potenziali operazioni secondarie.
Scegli il taglio waterjet quando: lo spessore del materiale supera gli intervalli laser ottimali, è richiesta una qualità del bordo superiore, non è accettabile alcuna HAZ, i materiali includono alluminio, acciaio inossidabile o leghe esotiche, tolleranze strette sono fondamentali su tutto lo spessore o l'applicazione coinvolge componenti elettrici che richiedono bordi puliti.
Integrazione con il flusso di lavoro di produzione
Entrambi i metodi di taglio si integrano in modo diverso con i processi di produzione a valle, influenzando l'efficienza complessiva della produzione e la qualità del pezzo.
Le parti tagliate al laser spesso richiedono operazioni di sbavatura, finitura dei bordi o distensione, in particolare per le sezioni spesse. La HAZ può richiedere un trattamento termico per ripristinare le proprietà meccaniche in applicazioni critiche. Tuttavia, le velocità di taglio più elevate possono consentire strategie di produzione just-in-time per molte applicazioni.
Le parti waterjet in genere procedono direttamente alle operazioni successive come formatura, saldatura o assemblaggio senza lavorazioni intermedie. Questo flusso di lavoro semplificato spesso compensa le velocità di taglio più lente attraverso la riduzione della manipolazione e delle operazioni secondarie. L'integrazione con i servizi di lavorazione CNC di precisione è perfetta grazie alla qualità dei bordi e alla precisione dimensionale superiori.
Entrambi i processi completano l'intera gamma dei nostri servizi di produzione, comprese le operazioni di formatura, saldatura e finitura. La chiave è selezionare il metodo di taglio che ottimizza l'intero flusso di lavoro di produzione piuttosto che concentrarsi esclusivamente sulle prestazioni di taglio.
Requisiti di controllo qualità e ispezione
Le procedure di controllo qualità differiscono tra il taglio laser e waterjet a causa delle distinte caratteristiche di ciascun processo e delle loro tipiche applicazioni.
Le parti tagliate al laser richiedono un'ispezione per la coerenza della qualità dei bordi, l'attacco di scorie, la precisione dimensionale, inclusa la potenziale distorsione termica, l'estensione e le proprietà della HAZ e la variazione della finitura superficiale tra le superfici di taglio superiore e inferiore. Le sezioni più spesse possono presentare una conicità che richiede misurazione e confronto con le specifiche.
Le parti tagliate a waterjet necessitano di una valutazione per la precisione dimensionale e la conicità, la coerenza della finitura superficiale, la perpendicolarità dei bordi e la potenziale delaminazione nei materiali stratificati. L'azione di taglio coerente si traduce in genere in risultati di qualità più prevedibili durante le tirature di produzione.
Entrambi i processi beneficiano del monitoraggio del controllo statistico del processo dei parametri chiave come la velocità di taglio, le condizioni dei materiali di consumo e la calibrazione della macchina per mantenere risultati coerenti durante le tirature di produzione.
Considerazioni ambientali e di sicurezza
L'impatto ambientale e i requisiti di sicurezza differiscono in modo significativo tra le operazioni di taglio laser e waterjet, influenzando i requisiti delle strutture e le procedure operative.
Il taglio laser genera fumi e particolato che richiedono sistemi di estrazione e filtrazione. Il consumo di gas di assistenza, in particolare l'azoto per il taglio dell'acciaio inossidabile, rappresenta una continua considerazione ambientale. I livelli di rumore sono generalmente moderati, ma i protocolli di sicurezza laser richiedono una rigorosa aderenza per prevenire lesioni agli occhi.
Il taglio waterjet produce contaminanti minimi nell'aria ma genera quantità significative di fanghi abrasivi che richiedono uno smaltimento adeguato. I sistemi di trattamento e riciclaggio dell'acqua sono essenziali per la conformità ambientale. I livelli di rumore sono superiori al taglio laser, richiedendo la protezione dell'udito per gli operatori.
Entrambi i processi consumano una notevole quantità di energia elettrica, con i sistemi laser che in genere assorbono 20-100 kW e i sistemi waterjet che richiedono 50-200 kW a seconda delle dimensioni e della configurazione. Le considerazioni sull'efficienza energetica favoriscono il taglio laser per la maggior parte delle applicazioni all'interno del suo intervallo di capacità.
Domande frequenti
Qual è lo spessore massimo che ogni processo può tagliare in modo affidabile?
Il taglio laser gestisce in modo affidabile l'acciaio al carbonio fino a 40-50 mm e l'acciaio inossidabile fino a 30-40 mm con una buona qualità dei bordi. Il taglio waterjet può lavorare virtualmente qualsiasi materiale fino a 200+ mm di spessore con una qualità costante, limitata principalmente dalla profondità della gola della macchina piuttosto che dalla capacità di taglio.
Come si confronta la velocità di taglio tra laser e waterjet per piastre spesse?
Il taglio laser è significativamente più veloce per i materiali all'interno della sua capacità di spessore, spesso 3-5 volte più veloce del waterjet. Tuttavia, man mano che lo spessore si avvicina ai limiti del laser, il vantaggio di velocità diminuisce mentre la qualità del bordo si degrada. Il waterjet mantiene velocità di taglio costanti indipendentemente dallo spessore.
Quale processo offre una migliore precisione dimensionale per piastre spesse?
Il taglio waterjet offre costantemente una precisione dimensionale superiore (±0,05-0,1 mm) con una conicità minima su tutto lo spessore del materiale. La precisione del taglio laser si degrada con lo spessore a causa degli effetti termici e del potenziale sviluppo della conicità, raggiungendo in genere ±0,1-0,3 mm su sezioni spesse.
Quali sono le tipiche differenze di costo tra il taglio laser e waterjet?
Il taglio laser offre generalmente tariffe orarie inferiori (€ 45-85 contro € 55-95 per il waterjet) ma può richiedere operazioni secondarie. Il waterjet ha costi dei materiali di consumo più elevati (€ 15-25/ora contro € 2-8/ora) ma raramente necessita di ulteriori lavorazioni. Il costo totale del progetto dipende dai requisiti specifici e dalla complessità del pezzo.
In che modo le proprietà del materiale influiscono sulla selezione del processo?
Gli acciai al carbonio favoriscono il taglio laser a causa dei vantaggi della reazione esotermica, mentre i materiali riflettenti (alluminio, rame) e le leghe ad alta temperatura (Inconel, acciai per utensili) si comportano meglio con il waterjet. Gli acciai inossidabili possono utilizzare entrambi i processi, con il laser che offre velocità e il waterjet che offre una qualità dei bordi superiore.
Quali operazioni secondarie sono in genere richieste per ciascun processo?
Le parti tagliate al laser spesso richiedono sbavatura, rimozione delle scorie e potenzialmente trattamento termico per affrontare gli effetti HAZ. Le parti waterjet in genere necessitano di operazioni secondarie minime oltre alla pulizia standard, procedendo direttamente alle successive fasi di produzione come saldatura o formatura.
Quale processo è migliore per le parti che richiedono una successiva saldatura?
Il taglio waterjet è generalmente preferito per le parti che richiedono saldatura a causa dell'assenza di HAZ e della qualità dei bordi superiore. Il bordo pulito e privo di ossidi prodotto dal waterjet elimina le potenziali fonti di contaminazione della saldatura e riduce i tempi di preparazione pre-saldatura.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece