Smussi vs. Raccordi: Quale metodo di smussatura è più economico da lavorare?
Gli ingegneri di produzione devono affrontare una decisione critica sui costi per ogni parte lavorata: le smussature o i raccordi dovrebbero essere le smussature dei bordi? Questo dettaglio apparentemente minore può far oscillare i costi di produzione del 15-40% a seconda della geometria della parte, della selezione del materiale e del volume di produzione. La scelta influisce non solo sui tempi di lavorazione, ma anche sull'usura degli utensili, sulla qualità della finitura superficiale e sui processi di assemblaggio a valle.
La maggior parte degli ingegneri opta per gli smussi per la loro apparente semplicità, ma questa ipotesi spesso porta a risultati di costo non ottimali. La realtà implica interazioni complesse tra la geometria dell'utensile da taglio, le velocità del mandrino, i tassi di rimozione del materiale e l'efficienza del percorso utensile che richiedono un'analisi più approfondita.
- Gli smussi in genere riducono i tempi di lavorazione del 25-35% rispetto ai raccordi nelle operazioni CNC standard
- I raggi di raccordo inferiori a 0,5 mm richiedono utensili specializzati che aumentano i costi di € 0,15-€ 0,45 per metro lineare
- La durezza del materiale superiore a 45 HRC favorisce significativamente la geometria dello smusso per l'ottimizzazione della durata dell'utensile
- Volumi di produzione superiori a 500 unità spesso giustificano gli investimenti in utensili per raccordi nonostante i costi di installazione più elevati
Comprensione dei fondamenti della smussatura dei bordi
Le smussature dei bordi svolgono molteplici funzioni ingegneristiche oltre all'estetica. I bordi taglienti creano concentrazioni di stress che possono innescare cricche di fatica, in particolare nelle applicazioni di carico ciclico. Presentano anche rischi per la sicurezza durante le operazioni di manipolazione e assemblaggio. Dal punto di vista della produzione, le smussature dei bordi controllate eliminano le bave microscopiche e le sporgenze taglienti che inevitabilmente derivano dalle operazioni di lavorazione.
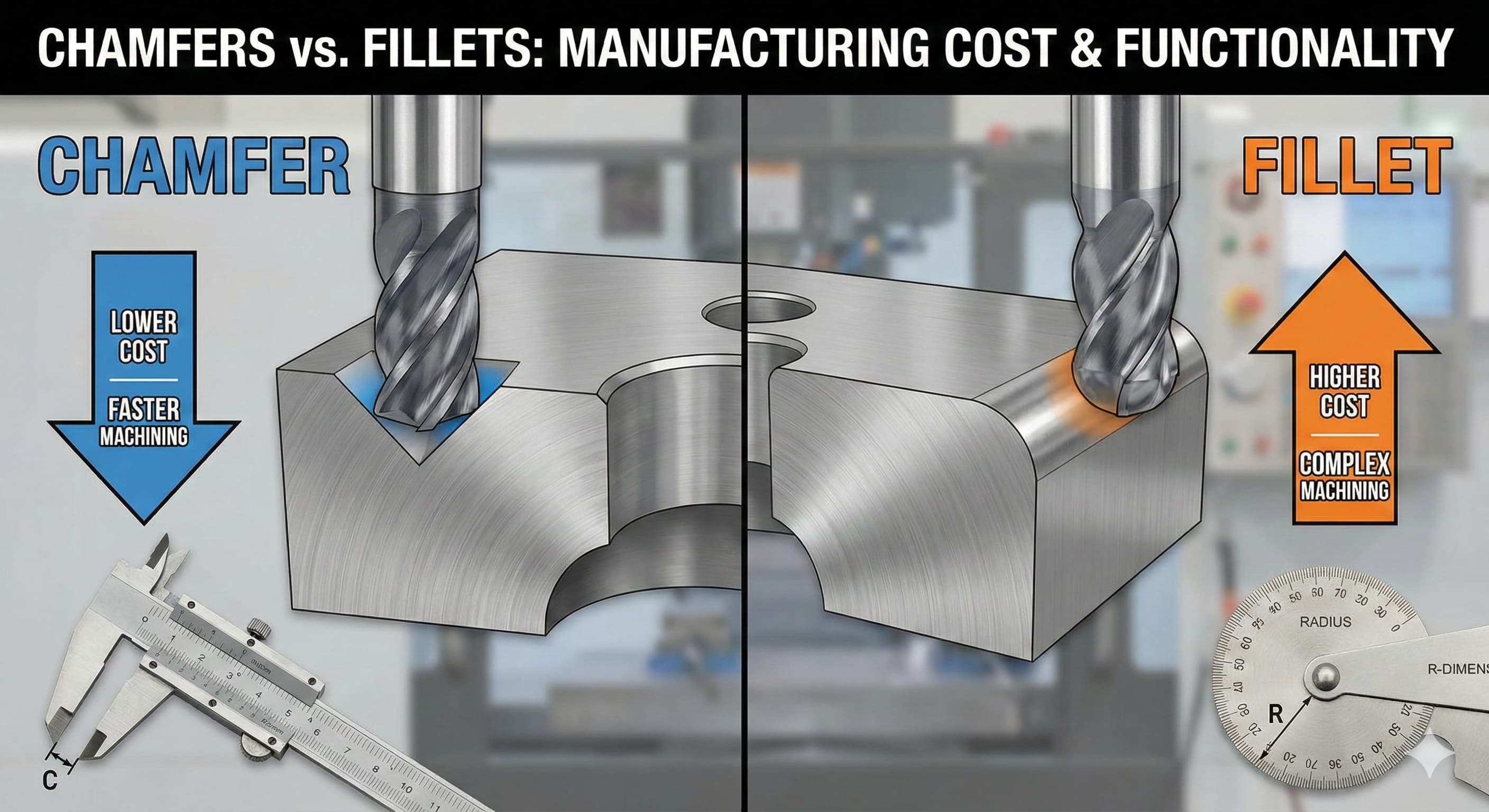
Gli smussi rappresentano la soluzione geometrica più semplice: un taglio angolare dritto che rimuove l'intersezione del bordo tagliente. Gli angoli di smusso standard variano da 30° a 60°, con 45° più comuni a causa della disponibilità di utensili e della facilità di ispezione. Le dimensioni dello smusso in genere seguono la notazione "C0.5" che indica uno smusso di 0,5 mm a 45°, sebbene altri angoli richiedano callout specifici come "0,5 x 30°".
I raccordi creano una transizione di raggio liscia tra le superfici, eliminando completamente l'intersezione angolare. I raggi di raccordo comuni variano da R0,2 mm per le caratteristiche fini fino a R5,0 mm o più grandi per le applicazioni strutturali. A differenza degli smussi, i raccordi forniscono una distribuzione dello stress e una resistenza alla fatica superiori, rendendoli preferiti per i componenti altamente caricati.
Le implicazioni di produzione differiscono in modo significativo tra questi approcci. Gli smussi possono spesso essere creati utilizzando frese a candela standard o utensili per smussi in una singola passata, mentre i raccordi richiedono frese a testa sferica o utensili per raggi con percorsi utensile programmati con cura per mantenere una finitura superficiale uniforme.
Analisi del processo di lavorazione
La lavorazione degli smussi sfrutta la meccanica di taglio diretta. Gli utensili per smussi standard sono dotati di taglienti a punto singolo rettificati con angoli precisi, che consentono tagli a larghezza intera in una singola passata. Questo approccio riduce al minimo i tempi del mandrino e riduce la complessità della programmazione. L'impegno dell'utensile rimane coerente durante il taglio, consentendo forze di taglio prevedibili e un'eccellente finitura superficiale.
Per smussi fino a 2,0 mm su materiali come l'alluminio 6061-T6, i parametri di taglio tipici includono:
| Parametro | Intervallo di valori | Note di ottimizzazione |
|---|---|---|
| Velocità del mandrino | 8.000-15.000 RPM | Velocità più elevate per smussi più piccoli |
| Velocità di avanzamento | 1.500-4.000 mm/min | Regolare in base alla durezza del materiale |
| Profondità di taglio | Passata singola a larghezza intera | Elimina passate multiple |
| Durata dell'utensile | 15-25 metri lineari | Utensili in metallo duro in alluminio |
La lavorazione dei raccordi presenta una maggiore complessità a causa dei requisiti di geometria curva. Le frese a testa sferica devono seguire percorsi utensile 3D precisi per mantenere dimensioni del raggio coerenti. La qualità della finitura superficiale dipende fortemente dalla distanza di passo laterale: una spaziatura più stretta migliora la finitura ma aumenta esponenzialmente i tempi di lavorazione.
Le considerazioni critiche per la lavorazione dei raccordi includono la deflessione dell'utensile, che diventa problematica con utensili a raggio piccolo. Una fresa a testa sferica da 2,0 mm che si estende per 15 mm dal mandrino può flettere di 0,02-0,05 mm sotto normali carichi di taglio, influenzando direttamente la precisione del raggio. Ciò richiede utensili più corti e più rigidi o parametri di taglio ridotti.
I nostri servizi di lavorazione CNC di precisione utilizzano attrezzature specializzate e portautensili accorciati per ridurre al minimo i problemi di deflessione mantenendo parametri di taglio ottimali sia per le operazioni di smussatura che di raccordo.
Analisi dei fattori di costo
I costi di acquisizione degli utensili mostrano differenze immediate tra le operazioni di smussatura e raccordo. Gli utensili per smussi standard variano da € 45-85 per utensile per opzioni in metallo duro di qualità, con ogni utensile in grado di lavorare 15-25 metri lineari in alluminio o 8-12 metri in acciaio. Gli utensili per raccordi specializzati costano € 65-150 per utensile, a seconda delle dimensioni del raggio e delle specifiche del rivestimento.
L'impatto dell'inventario degli utensili aggrava questi costi. Gli utensili per smussi coprono ampie gamme dimensionali: un singolo utensile per smussi a 45° può creare qualsiasi dimensione di smusso limitata solo dal diametro dell'utensile. Le operazioni di raccordo richiedono utensili dedicati per ogni dimensione del raggio, moltiplicando i requisiti di inventario. Un'officina tipica mantiene 3-4 utensili per smussi contro 12-18 utensili per raggi per una copertura di capacità equivalente.
Le differenze nei tempi di lavorazione si rivelano ancora più significative dei costi degli utensili nella produzione di volumi elevati. Gli smussi richiedono in genere 0,8-1,2 minuti per metro lineare di smussatura del bordo, mentre i raccordi richiedono 2,5-4,5 minuti per metro lineare a causa dei complessi requisiti del percorso utensile e delle velocità di avanzamento più lente richieste dalla geometria della fresa a testa sferica.
| Operazione | Tempo di impostazione | Tempo ciclo/Metro | Costo utensile | Durata dell'utensile |
|---|---|---|---|---|
| Smusso (Standard) | 8-12 minuti | 0.8-1.2 minuti | €45-85 | 15-25 metri |
| Smusso (Complesso) | 12-18 minuti | 1.2-1.8 minuti | €65-120 | 12-18 metri |
| Raccordo R0.5-2.0 | 15-25 minuti | 2.5-3.5 minuti | €85-140 | 8-15 metri |
| Raccordo R2.0-5.0 | 12-20 minuti | 1.8-2.8 minuti | €95-150 | 12-22 metri |
Anche le operazioni secondarie influenzano le equazioni del costo totale. I bordi smussati spesso richiedono una leggera sbavatura per rimuovere piccoli segni di utensili, aggiungendo € 0,08-0,15 per metro lineare nei costi di finitura manuale. Le operazioni di raccordo ben eseguite in genere non necessitano di finitura secondaria, sebbene il raggiungimento di questo livello di qualità richieda un'impostazione precisa della macchina e parametri di taglio ottimali.
Considerazioni specifiche per il materiale
Le proprietà del materiale influiscono notevolmente sull'equazione del costo tra smussi e raccordi. Nelle leghe di alluminio come la 6061-T6, entrambe le operazioni funzionano bene con utensili e parametri standard. L'eccellente lavorabilità del materiale e le caratteristiche di evacuazione dei trucioli supportano il taglio aggressivo in entrambe le geometrie.
I gradi di acciaio inossidabile come il 316L presentano sfide diverse. La tendenza all'incrudimento del materiale favorisce la geometria dello smusso, dove un impegno di taglio coerente impedisce la formazione di strati induriti che possono danneggiare i tagli successivi. Le operazioni di raccordo in acciaio inossidabile richiedono un'attenta attenzione alle relazioni tra velocità di taglio e velocità di avanzamento per mantenere una corretta formazione dei trucioli ed evitare l'incrudimento nelle zone di transizione curve.
Gli acciai ad alta resistenza superiori a 40 HRC favoriscono significativamente le operazioni di smussatura. Il percorso di taglio lineare consente un impegno dell'utensile coerente e modelli di usura prevedibili. Il taglio di raccordi in materiali temprati spesso produce vibrazioni a causa delle diverse forze di taglio lungo il percorso utensile curvo, portando a una scarsa finitura superficiale e a un'usura accelerata dell'utensile.
Per i materiali difficili, la selezione dell'approccio può influire sui costi del 200-300%. In Inconel 718, le operazioni di smussatura potrebbero costare € 2,50-3,20 per metro lineare, mentre le operazioni di raccordo equivalenti potrebbero raggiungere € 7,50-9,80 per metro lineare a causa dei requisiti di utensili specializzati e dei parametri di taglio notevolmente ridotti.
Quando si lavora con materiali esotici o applicazioni critiche, strategie di lavorazione specializzate diventano essenziali per mantenere sia la qualità che l'efficacia dei costi.
Per risultati di alta precisione, Richiedi il tuo preventivo personalizzato consegnato in 24 ore da Microns Hub.
Progettazione per l'ottimizzazione della produzione
Scelte di progettazione intelligenti possono eliminare del tutto il dilemma dei costi tra smusso e raccordo. Il posizionamento strategico delle caratteristiche, la standardizzazione dimensionale e le decisioni geometriche consapevoli della produzione riducono i costi di produzione indipendentemente dalla selezione della smussatura del bordo.
La standardizzazione su dimensioni di smusso comuni come C0.5, C1.0 e C1.5 consente il massimo utilizzo degli utensili su più progetti. Allo stesso modo, la standardizzazione dei raccordi attorno a R0.5, R1.0, R2.0 e R3.0 riduce l'inventario degli utensili e la complessità dell'installazione. Le parti progettate attorno a queste dimensioni standard beneficiano di parametri di taglio ottimizzati e dati consolidati sulla durata dell'utensile.
L'accessibilità delle caratteristiche influisce in modo significativo sull'efficienza della lavorazione. Gli smussi sui bordi esterni richiedono una distanza minima dell'utensile e possono spesso essere lavorati con utensili standard. I raccordi interni richiedono la considerazione dell'accesso dell'utensile, dei requisiti di distanza e della potenziale interferenza con i dispositivi di fissaggio del pezzo.
L'interazione tra le smussature dei bordi e le caratteristiche adiacenti crea ulteriori considerazioni sui costi. Gli smussi in genere terminano in modo pulito in corrispondenza delle caratteristiche intersecanti, mentre i raccordi possono richiedere una geometria di fusione complessa che aumenta i tempi di programmazione e la complessità della lavorazione. Queste intersezioni devono essere attentamente considerate durante la fase di progettazione per evitare costose sorprese durante la produzione.
Anche le specifiche di tolleranza influiscono sulle relazioni sui costi. Gli smussi possono in genere essere mantenuti a ±0,1 mm senza particolari considerazioni, mentre le tolleranze del raggio di raccordo inferiori a ±0,05 mm possono richiedere attrezzature di misurazione specializzate e un controllo di processo più rigoroso, aggiungendo € 0,25-0,45 per caratteristica ai costi di ispezione.
Economia della produzione di volume
Il volume di produzione altera fondamentalmente l'equazione del costo tra le operazioni di smussatura e raccordo. La prototipazione a basso volume e il lavoro personalizzato favoriscono fortemente gli smussi a causa della ridotta complessità dell'installazione e dei requisiti di utensili. L'investimento di tempo nella programmazione dei raccordi e nell'installazione di utensili specializzati non può essere ammortizzato su un numero sufficiente di parti per giustificare l'ulteriore complessità.
A volumi moderati (50-500 parti), il punto decisionale si sposta in base a fattori specifici della parte. Geometrie complesse con più requisiti di raggio possono giustificare investimenti in utensili dedicati, mentre parti semplici con requisiti minimi di smussatura del bordo continuano a favorire gli approcci di smussatura.
La produzione di volumi elevati superiori a 1.000 parti apre ulteriori possibilità di ottimizzazione. Attrezzature dedicate, utensili specializzati e programmi ottimizzati possono ridurre i costi per parte dei raccordi al di sotto delle alternative di smussatura in applicazioni specifiche. La chiave sta in un'analisi completa di tutti i fattori di costo, comprese le operazioni secondarie, i requisiti di qualità e le considerazioni sull'assemblaggio a valle.
I sistemi di produzione automatizzati mostrano una particolare affinità per le operazioni di smussatura a causa delle loro forze di taglio prevedibili e dei requisiti semplificati del percorso utensile. Gli scenari di produzione senza presidio beneficiano della ridotta complessità e della maggiore affidabilità dei processi di smussatura.
| Intervallo di volume | Costo smusso/Pezzo | Costo raccordo/Pezzo | Approccio consigliato |
|---|---|---|---|
| 1-25 pezzi | €0.85-1.20 | €1.85-3.20 | Smusso preferito |
| 25-100 pezzi | €0.65-0.95 | €1.25-2.10 | Smusso tipicamente migliore |
| 100-500 pezzi | €0.45-0.75 | €0.85-1.45 | Dipende dalla complessità |
| 500-2000 pezzi | €0.35-0.55 | €0.55-0.95 | Raccordo competitivo |
| 2000+ pezzi | €0.25-0.45 | €0.35-0.65 | Analisi completa richiesta |
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, sia che si tratti di ottimizzare per le operazioni di smussatura che di raccordo.
Considerazioni sulla qualità e sull'ispezione
I requisiti di controllo qualità influenzano in modo significativo il costo reale delle operazioni di smussatura rispetto a quelle di raccordo. L'ispezione dello smusso utilizza tecniche di misurazione semplici: calibri di base, calibri di altezza o comparatori ottici possono verificare le dimensioni in modo rapido e accurato. I callout di smusso standard come "C1.0" forniscono criteri di ispezione chiari e inequivocabili che riducono al minimo le controversie sulla qualità e le rilavorazioni.
L'ispezione dei raccordi richiede approcci più sofisticati. I calibri per raggi forniscono una verifica di base per i raccordi più grandi, ma la misurazione di precisione richiede macchine di misura a coordinate (CMM) o attrezzature ottiche specializzate. La geometria curva rende difficile stabilire datums di misurazione chiari, il che potrebbe portare a differenze di interpretazione tra gli standard di qualità del fornitore e del cliente.
Anche i requisiti di finitura superficiale differiscono tra i due approcci. Gli smussi in genere raggiungono Ra 1,6-3,2 μm direttamente dalle operazioni di lavorazione, adatti per la maggior parte delle applicazioni senza finitura secondaria. I raccordi richiedono una maggiore attenzione ai parametri di taglio e alle strategie del percorso utensile per ottenere una qualità superficiale equivalente, in particolare nelle zone di transizione in cui l'impegno dell'utensile varia continuamente.
Per le applicazioni che richiedono una finitura superficiale superiore (Ra 0,8 μm o migliore), i raccordi possono effettivamente fornire vantaggi in termini di costi. La transizione curva liscia elimina l'intersezione angolare che può raccogliere contaminanti o creare difficoltà di pulizia in applicazioni alimentari o farmaceutiche.
I requisiti di documentazione e tracciabilità favoriscono le operazioni di smussatura a causa delle loro semplici procedure di misurazione e registrazione. I certificati di qualità possono indicare chiaramente "C1.0 ±0.1" con sicurezza, mentre la documentazione dei raccordi può richiedere callout di dimensionamento e tolleranza geometrica (GD&T) più complessi per definire adeguatamente i criteri di accettazione.
Raccomandazioni specifiche per l'applicazione
Le applicazioni strutturali che richiedono la massima resistenza alla fatica favoriscono chiaramente la geometria del raccordo nonostante i costi di produzione più elevati. La transizione di stress liscia fornita da raccordi progettati correttamente può prolungare la durata dei componenti del 200-400% rispetto ai progetti smussati equivalenti. Nelle applicazioni aerospaziali, automobilistiche o di dispositivi medici in cui le conseguenze del guasto sono gravi, l'ulteriore investimento di produzione si rivela giustificato.
Al contrario, i prodotti di consumo, gli involucri e i componenti industriali generali spesso funzionano adeguatamente con bordi smussati a costi di produzione significativamente ridotti. La chiave sta nell'abbinare la selezione della smussatura del bordo ai requisiti di prestazioni effettivi piuttosto che optare per uno dei due approcci senza analisi.
Le considerazioni estetiche possono prevalere sulla pura ottimizzazione dei costi nei componenti visibili. I raccordi in genere forniscono un aspetto più raffinato e rifinito che i consumatori associano a una qualità superiore. Questo valore di percezione può giustificare costi di produzione aggiuntivi nelle applicazioni rivolte al consumatore.
Anche i requisiti di assemblaggio e manipolazione influenzano la selezione ottimale. Gli smussi forniscono una geometria coerente e prevedibile che semplifica i processi di assemblaggio automatizzati e riduce il rischio di interferenze o legami durante l'accoppiamento delle parti. I raccordi, sebbene più lisci, possono creare condizioni di contatto ambigue che complicano i sistemi di assemblaggio automatizzati.
La relazione tra le smussature dei bordi e altri processi di produzione come operazioni di foratura dovrebbe essere considerato durante l'ottimizzazione della progettazione per garantire l'efficienza complessiva della produzione.
Il nostro approccio completo attraverso i nostri servizi di produzione garantisce che la selezione della smussatura del bordo sia in linea con i requisiti specifici dell'applicazione ottimizzando al contempo i costi di produzione complessivi.
Tendenze tecnologiche future
Le tecnologie di produzione emergenti stanno rimodellando le dinamiche dei costi tra le operazioni di smussatura e raccordo. Il software CAM avanzato con ottimizzazione automatizzata del percorso utensile riduce la complessità della programmazione tradizionalmente associata alle operazioni di raccordo. Gli algoritmi di apprendimento automatico possono ora ottimizzare i parametri di taglio in tempo reale, riducendo il divario di competenze tra la smussatura e la lavorazione dei raccordi.
I centri di lavoro ad alta velocità con dinamica del mandrino e controllo delle vibrazioni migliorati stanno rendendo le operazioni di raccordo a raggio piccolo più economicamente fattibili. I produttori di utensili stanno sviluppando rivestimenti e geometrie specializzati che prolungano la durata dell'utensile in applicazioni di raccordo difficili, riducendo gradualmente il divario di costo con le operazioni di smussatura.
Gli approcci di produzione ibridi che combinano processi additivi e sottrattivi possono eventualmente eliminare del tutto la decisione tra smusso e raccordo. Le parti potrebbero essere stampate con geometria di raccordo integrata e rifinite a macchina per superfici critiche, catturando i vantaggi di entrambi gli approcci.
L'implementazione di Industry 4.0 con monitoraggio in tempo reale e capacità di manutenzione predittiva favorisce operazioni più complesse come i raccordi fornendo il controllo di processo necessario per risultati coerenti e ripetibili. Gli utensili intelligenti con sensori integrati possono ottimizzare continuamente i parametri di taglio, riducendo il divario di conoscenza del processo che tradizionalmente favoriva le operazioni di smussatura più semplici.
Domande frequenti
Qual è la tipica differenza di costo tra le operazioni di smussatura e raccordo?
Gli smussi in genere costano il 40-60% in meno rispetto ai raccordi equivalenti nelle operazioni di lavorazione standard. Per le parti in alluminio, gli smussi costano in media € 0,45-0,75 per metro lineare mentre i raccordi variano da € 0,85-1,45 per metro lineare, inclusi utensili, installazione e tempi di lavorazione. La differenza esatta dipende dal materiale, dalla complessità della geometria e dal volume di produzione.
Gli smussi e i raccordi possono essere utilizzati in modo intercambiabile da un punto di vista funzionale?
Non sempre. Sebbene entrambi eliminino i bordi taglienti, i raccordi forniscono una distribuzione dello stress e una resistenza alla fatica superiori grazie alle loro transizioni di raggio lisce. Gli smussi sono adeguati per la sbavatura generale e i requisiti di sicurezza, ma non possono eguagliare le prestazioni dei raccordi in applicazioni ad alto stress. I componenti strutturali sottoposti a carico ciclico in genere richiedono la geometria del raccordo indipendentemente dalle implicazioni sui costi.
Quali dimensioni del raggio rendono le operazioni di raccordo competitive in termini di costi con gli smussi?
I raggi di raccordo più grandi (R2,0 mm e superiori) si avvicinano all'efficacia dei costi dello smusso grazie a parametri di taglio più aggressivi e una maggiore durata dell'utensile. I raggi piccoli inferiori a R0,8 mm richiedono utensili specializzati e parametri di taglio conservativi che aumentano significativamente i costi. Il punto di crossover si verifica in genere intorno a R1,5-2,0 mm a seconda del materiale e del volume di produzione.
In che modo le proprietà del materiale influiscono sull'equazione del costo tra smusso e raccordo?
I materiali duri superiori a 45 HRC favoriscono fortemente le operazioni di smussatura a causa dell'impegno dell'utensile coerente e dei modelli di usura prevedibili. I materiali morbidi e gommosi come l'alluminio puro possono effettivamente favorire le operazioni di raccordo perché l'azione di taglio continua impedisce la formazione di un tagliente riportato. Gli acciai inossidabili e le leghe che si incrudiscono in genere si lavorano in modo più economico con la geometria dello smusso a causa della loro sensibilità ai tagli interrotti.
Quali caratteristiche di progettazione possono ridurre al minimo i costi di lavorazione della smussatura del bordo indipendentemente dalla scelta della geometria?
La standardizzazione su dimensioni comuni (C0.5, C1.0, R0.5, R1.0) massimizza l'utilizzo degli utensili e riduce i tempi di installazione. Garantire un accesso e una distanza adeguati dell'utensile elimina la necessità di attrezzature specializzate o utensili estesi. Evitare intersezioni e fusioni complesse riduce la complessità della programmazione e i tempi di lavorazione sia per le operazioni di smussatura che di raccordo.
In che modo il volume di produzione influisce sulla selezione ottimale della smussatura del bordo?
I volumi bassi inferiori a 100 parti favoriscono fortemente gli smussi a causa dei costi di installazione e utensili ridotti. I volumi medi di 100-1000 parti creano un punto decisionale in cui la complessità della parte e i requisiti di prestazioni determinano la selezione ottimale. I volumi elevati superiori a 1000 parti possono giustificare gli investimenti in utensili per raccordi quando i requisiti funzionali richiedono la geometria del raggio, raggiungendo potenzialmente costi per parte competitivi con le operazioni di smussatura.
Quali differenze di ispezione e controllo qualità esistono tra smussi e raccordi?
Gli smussi utilizzano semplici strumenti di misurazione come calibri e calibri di altezza con callout dimensionali chiari. I raccordi richiedono attrezzature di misurazione più sofisticate come calibri per raggi o sistemi CMM per una verifica accurata. Questa differenza aggiunge € 0,15-0,35 per caratteristica ai costi di ispezione per la geometria del raccordo, particolarmente importante in applicazioni ad alta precisione o certificate che richiedono rapporti dimensionali completi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece