Punzonatura vs. Taglio Laser: Quando l'Attrezzaggio Ha Senso
I responsabili delle decisioni di produzione si trovano di fronte a una scelta critica quando pianificano la fabbricazione di lamiere: punzonatura o taglio laser. Questa decisione influisce su tutto, dagli investimenti iniziali in attrezzature ai costi di produzione a lungo termine, alla coerenza della qualità e alla flessibilità operativa. La complessità aumenta quando si considerano le variazioni di spessore del materiale, i requisiti geometrici e i volumi di produzione che possono variare notevolmente durante il ciclo di vita del prodotto.
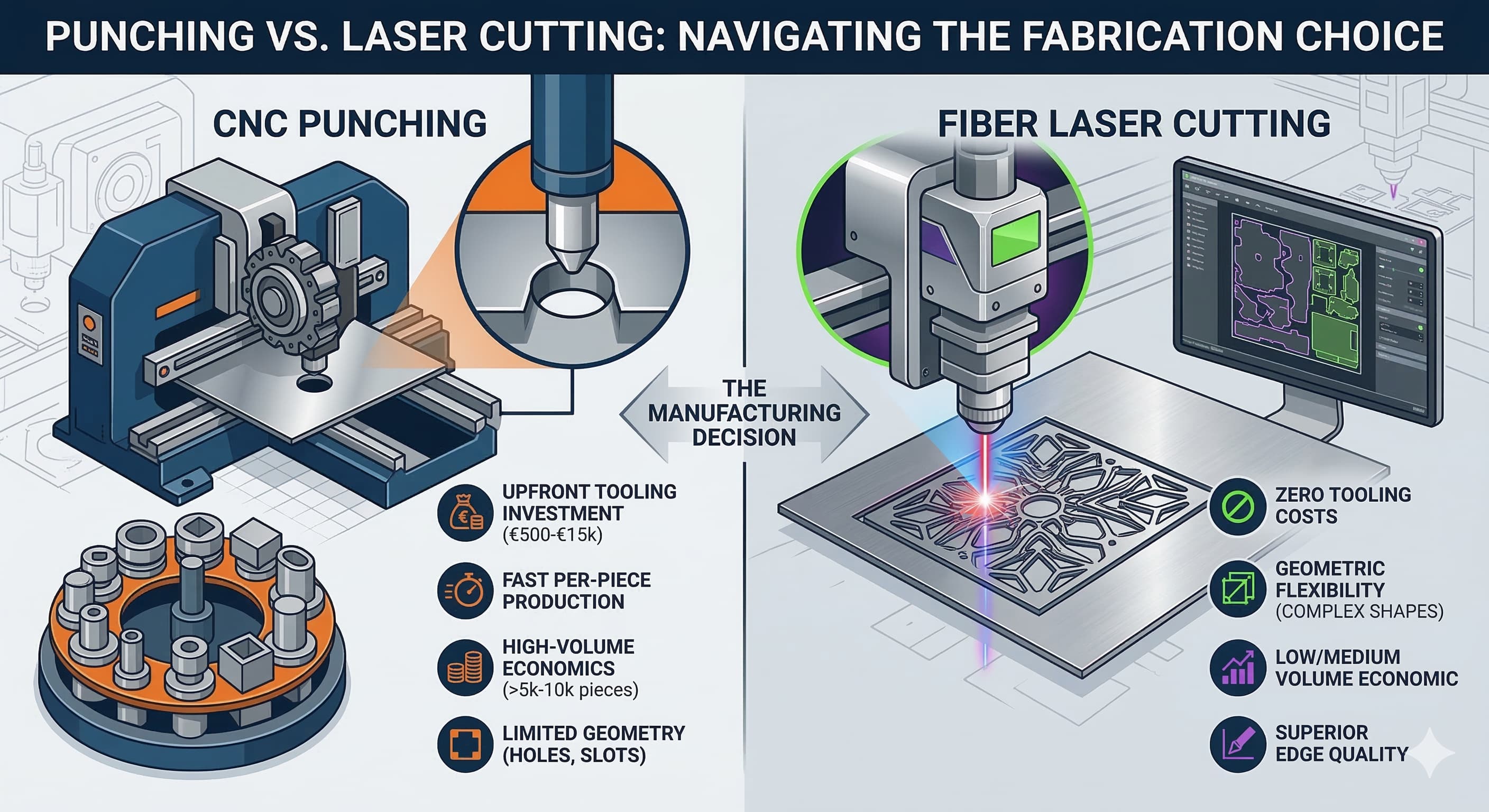
Punti chiave:
- La punzonatura richiede un investimento iniziale in attrezzature (€500-€15.000 per utensile) ma offre una convenienza economica superiore per volumi superiori a 5.000-10.000 pezzi
- Il taglio laser offre costi di attrezzaggio pari a zero e flessibilità geometrica, ma comporta costi per pezzo più elevati che vanno da €0,50 a €5,00 a seconda del materiale e della complessità
- Esistono limiti di spessore del materiale: la punzonatura eccelle fino a 6 mm di spessore dell'acciaio, mentre il taglio laser gestisce efficacemente materiali fino a 25 mm
- I requisiti di qualità guidano la selezione del processo: la punzonatura offre una precisione di posizionamento di ±0,05 mm mentre il taglio laser raggiunge ±0,1 mm con una qualità del bordo superiore
Comprensione dei fondamenti del processo di punzonatura
La punzonatura opera attraverso la forza di taglio applicata da utensili di precisione, creando tagli netti attraverso la deformazione controllata del materiale. Il processo richiede matrici e punzoni personalizzati fabbricati secondo specifiche esatte, tipicamente lavorati da acciai per utensili come D2 o A2 con valori di durezza di 58-62 HRC. Le moderne punzonatrici a torretta CNC raggiungono una precisione di posizionamento di ±0,025 mm e possono lavorare materiali fino a 6,35 mm di spessore in acciaio e 4 mm in acciai inossidabili come il 316L.
La durata prevista dell'utensile varia in modo significativo in base alle proprietà del materiale e alla geometria del punzone. I punzoni rotondi standard che lavorano acciaio dolce raggiungono 100.000-500.000 colpi prima di richiedere manutenzione, mentre forme complesse o materiali duri come l'Inconel 625 riducono la durata dell'utensile a 10.000-50.000 cicli. I costi di manutenzione degli utensili rappresentano in genere il 15-25% delle spese operative totali di punzonatura.
Il processo di punzonatura eccelle nella creazione di fori, asole e intagli precisi con una coerenza dimensionale accurata. Per le applicazioni che richiedono tolleranze strette sul posizionamento dei fori, la punzonatura offre risultati superiori rispetto ai metodi di taglio termico. Tuttavia, la limitazione del processo diventa evidente con geometrie complesse che richiedono contorni continui o intricati ritagli interni.
Analisi della tecnologia di taglio laser
La tecnologia di taglio laser a fibra domina la moderna fabbricazione di lamiere grazie alla qualità superiore del raggio e all'efficienza energetica. I sistemi attuali funzionano a livelli di potenza da 1kW a 15kW, con sistemi da 4kW-6kW che rappresentano il punto ideale per i lavori di fabbricazione generali. I fattori di qualità del raggio (M²) inferiori a 1,1 consentono velocità di taglio di 15-25 metri al minuto in acciaio dolce da 2 mm mantenendo gli standard di qualità del bordo secondo la classe di qualità ISO 9013 2.
La capacità di taglio varia in base al tipo di materiale e alla potenza del laser. Un sistema laser a fibra da 6kW lavora acciaio dolce fino a 25 mm di spessore, acciaio inossidabile fino a 20 mm e leghe di alluminio fino a 12 mm. La qualità del taglio si deteriora in modo significativo oltre queste soglie, richiedendo operazioni secondarie o processi alternativi. Il consumo di gas rappresenta un importante fattore di costo: il taglio con azoto dell'acciaio inossidabile consuma 10-15 metri cubi all'ora a €0,80-€1,20 al metro cubo.
Le caratteristiche di qualità del bordo differiscono sostanzialmente dalla punzonatura. Il taglio laser produce zone alterate termicamente (HAZ) tipicamente larghe 0,1-0,3 mm, a seconda dello spessore del materiale e dei parametri di taglio. Questa influenza termica può influire sulle proprietà del materiale in applicazioni critiche, in particolare nell'acciaio per molle o nei materiali temprati dove i cambiamenti metallurgici influiscono sulle prestazioni.
Quadro completo di analisi dei costi
La valutazione del costo totale richiede l'analisi di più componenti di costo oltre ai semplici calcoli per pezzo. La punzonatura comporta significativi investimenti iniziali in attrezzature, ma offre economie di scala a volumi più elevati. I punzoni rotondi standard costano €500-€1.500 ciascuno, mentre gli utensili di formatura complessi variano da €3.000 a €15.000 a seconda della geometria e dei requisiti di precisione.
| Componente di costo | Punzonatura | Taglio laser | Volume di pareggio |
|---|---|---|---|
| Investimento in attrezzature | €500-€15.000 | €0 | Varia in base alla complessità |
| Tempo di impostazione | 15-45 minuti | 5-15 minuti | N/A |
| Velocità di elaborazione (acciaio da 2 mm) | 800-1.200 colpi/ora | 15-25 m/min di taglio | Dipendente dalla geometria |
| Utilizzo del materiale | 85-95% | 75-90% | Dipendente dal volume |
| Operazioni secondarie | Minimale | Sbavatura richiesta | Dipendente dalla qualità |
I costi della manodopera influiscono in modo significativo sull'economia del processo. Le operazioni di punzonatura richiedono in genere personale qualificato per l'impostazione, ma possono essere eseguite senza sorveglianza una volta programmate. Il taglio laser richiede l'attenzione continua dell'operatore per la movimentazione del materiale e il monitoraggio della qualità. I tassi di manodopera europei di €35-€55 all'ora rendono le considerazioni sull'automazione fondamentali per entrambi i processi.
I modelli di consumo energetico differiscono sostanzialmente. I sistemi di punzonatura consumano 15-25 kW durante il funzionamento, ma solo durante i cicli di formatura effettivi. I sistemi laser mantengono un consumo di energia di base di 30-50 kW ininterrottamente, con un consumo di picco che raggiunge 60-80 kW durante le operazioni di taglio. Alle tariffe europee dell'elettricità industriale di €0,12-€0,18 per kWh, i costi energetici diventano fattori significativi nella produzione ad alto volume.
Compatibilità e limitazioni dei materiali
La selezione del materiale guida la fattibilità del processo più di qualsiasi altro fattore. La punzonatura eccelle con materiali duttili che si deformano in modo prevedibile sotto le forze di taglio. Gli acciai al carbonio dal grado S235 a S355 si punzonano in modo pulito fino a 6 mm di spessore. Gli acciai inossidabili di grado 304 e 316L si lavorano efficacemente fino a 4 mm, sebbene le caratteristiche di incrudimento richiedano un'attenta progettazione degli utensili e protocolli di manutenzione.
Le leghe di alluminio presentano sfide uniche per le operazioni di punzonatura. I gradi morbidi come 1100 e 3003 tendono a grippare sulle superfici del punzone, richiedendo rivestimenti specializzati o materiali per utensili. Le leghe più dure come 6061-T6 si punzonano in modo più prevedibile, ma generano tassi di usura degli utensili più elevati. Le proprietà adesive dell'alluminio spesso richiedono cicli di pulizia e manutenzione degli utensili più frequenti.
| Grado del materiale | Spessore massimo di punzonatura | Spessore massimo del laser | Processo preferito |
|---|---|---|---|
| Acciaio dolce S235 | 6.0mm | 25mm | Punzonatura < 3mm |
| Acciaio inossidabile 304 | 4.0mm | 20mm | Laser per tagli complessi |
| Alluminio 6061-T6 | 3.0mm | 12mm | Laser preferito |
| Acciaio COR-TEN | 5.0mm | 20mm | Dipendente dal processo |
| Inconel 625 | 2.0mm | 8mm | Solo laser |
Il taglio laser dimostra una versatilità del materiale superiore, lavorando di tutto, da lamine sottili a piastre spesse attraverso diversi sistemi di leghe. I materiali riflettenti come rame e ottone, storicamente impegnativi per i laser CO2, si tagliano in modo efficiente con la moderna tecnologia laser a fibra. Tuttavia, i costi dei materiali aumentano con la lavorazione laser a causa delle larghezze di taglio più ampie e del potenziale di distorsione correlata al calore che richiede tolleranze del materiale aggiuntive.
Standard di qualità e tolleranze
I requisiti di accuratezza dimensionale spesso determinano la selezione del processo più delle considerazioni sui costi. La punzonatura offre un'eccezionale accuratezza di posizionamento per schemi di fori e caratteristiche ripetitive. Le moderne punzonatrici a torretta CNC mantengono un'accuratezza da foro a foro entro ±0,025 mm su dimensioni del foglio fino a 1500 mm × 3000 mm. Questo livello di precisione è adatto per applicazioni che richiedono tolleranze di assemblaggio strette o più componenti che richiedono intercambiabilità.
Le caratteristiche di qualità del bordo differiscono fondamentalmente tra i processi. I bordi punzonati mostrano una zona di taglio caratteristica tipicamente del 30-50% dello spessore del materiale, seguita da una zona di frattura con una trama più ruvida. Per l'acciaio dolce da 2 mm, la zona di taglio si estende per circa 0,6-1,0 mm, fornendo superfici di appoggio lisce adatte per applicazioni ad albero o assemblaggi di precisione.
Il taglio laser produce diverse caratteristiche del bordo governate dagli effetti termici e dalla selezione del gas di assistenza. Il taglio con ossigeno dell'acciaio dolce crea leggeri strati di ossidazione che richiedono considerazione nelle applicazioni di saldatura o rivestimento. Il taglio con azoto elimina l'ossidazione ma aumenta i costi operativi di €0,15-€0,25 per metro lineare di taglio. La rugosità superficiale varia in genere da Ra 12,5-25 μm a seconda della velocità di taglio e dello spessore del materiale.
Per risultati di alta precisione, richiedi un preventivo in 24 ore da Microns Hub.
Considerazioni sulla complessità geometrica
La complessità della forma rappresenta forse il fattore più decisivo nella selezione del processo. La punzonatura eccelle nella creazione di schemi di forme geometriche semplici: fori, asole, intagli e operazioni di formatura di base. Ritagli interni complessi o intricati contorni esterni richiedono più configurazioni di utensili o si rivelano impossibili entro i vincoli del processo di punzonatura.
Le dimensioni minime delle caratteristiche impongono limitazioni diverse. La punzonatura può creare fori piccoli quanto lo spessore del materiale, con minimi pratici di 1,0 mm di diametro in acciaio da 2 mm. Tuttavia, le caratteristiche ravvicinate richiedono la considerazione della resistenza della rete tra i tagli. Gli standard del settore raccomandano dimensioni minime della rete di 1,5× lo spessore del materiale per prevenire la distorsione durante la formatura.
Il taglio laser offre una libertà geometrica praticamente illimitata entro i vincoli dello spessore del materiale. Gli angoli interni raggiungono raggi fino a 0,1 mm, mentre le caratteristiche esterne possono incorporare curve complesse e dettagli intricati impossibili con la punzonatura. Questa flessibilità si rivela preziosa per lo sviluppo di prototipi o prodotti che richiedono considerazioni estetiche insieme a requisiti funzionali.
Le applicazioni di produzione avanzate spesso combinano entrambi i processi strategicamente. I servizi di fabbricazione di lamiere impiegano frequentemente la punzonatura per schemi di fori ripetitivi mentre utilizzano il taglio laser per profili perimetrali complessi. Questo approccio ibrido ottimizza sia l'efficienza dei costi che la capacità geometrica.
Economia del volume di produzione
L'analisi del punto di pareggio richiede un'attenta valutazione dei costi di produzione totali durante i cicli di vita previsti del prodotto. La produzione a basso volume favorisce costantemente il taglio laser a causa dei costi di attrezzaggio pari a zero e dei requisiti di configurazione minimi. Per quantità inferiori a 1.000 pezzi, la lavorazione laser costa in genere il 30-50% in meno rispetto alla punzonatura quando gli investimenti in attrezzature vengono ammortizzati.
I volumi di produzione medi tra 1.000 e 10.000 pezzi presentano la matrice decisionale più complessa. I costi degli utensili devono essere compensati dalla riduzione dei costi di lavorazione per pezzo e dal miglioramento dell'utilizzo del materiale. Le geometrie semplici con utensili standard raggiungono i punti di pareggio intorno a 2.000-3.000 pezzi, mentre le forme complesse che richiedono utensili personalizzati potrebbero non raggiungere la parità di costo fino a 8.000-10.000 pezzi.
La produzione ad alto volume favorisce fortemente l'economia della punzonatura. Una volta ammortizzati i costi degli utensili, i costi per pezzo possono scendere a €0,05-€0,15 rispetto ai costi di taglio laser di €0,50-€2,00 per pezzo. Queste differenze drammatiche guidano gli investimenti in attrezzature per qualsiasi prodotto che preveda volumi superiori a 15.000-20.000 pezzi all'anno.
| Volume di produzione | Processo consigliato | Costo per pezzo | Investimento iniziale |
|---|---|---|---|
| < 500 pezzi | Taglio laser | €0.80-€3.50 | €0 |
| 500-2.000 pezzi | Dipendente dal processo | €0.60-€2.50 | €0-€5.000 |
| 2.000-10.000 pezzi | Punzonatura (semplice) | €0.25-€1.20 | €1.000-€8.000 |
| > 10.000 pezzi | Punzonatura | €0.08-€0.35 | €2.000-€15.000 |
Utilizzo del materiale e ottimizzazione degli sprechi
L'efficienza di nesting influisce in modo significativo sui costi dei materiali, in particolare per le leghe costose o la produzione ad alto volume. Le operazioni di punzonatura raggiungono tassi di utilizzo del materiale dell'85-95% attraverso algoritmi di nesting ottimizzati e larghezze di taglio coerenti. La natura prevedibile degli utensili di punzonatura consente una pianificazione precisa del materiale e una generazione minima di sprechi.
L'utilizzo del taglio laser varia notevolmente in base alla geometria della parte e alla complessità del nesting. Le parti rettangolari semplici raggiungono un utilizzo del 90-95%, mentre le forme complesse con numerosi ritagli interni possono produrre solo un'efficienza del 65-75%. Le considerazioni sulla larghezza di taglio - tipicamente 0,1-0,3 mm per i laser a fibra - devono essere incorporate nei calcoli di nesting e possono influire in modo significativo sui costi dei materiali per i componenti di precisione.
La gestione del materiale rimanente differisce tra i processi. La punzonatura genera rimanenze geometriche pulite adatte per applicazioni secondarie o inventario per componenti più piccoli. Il taglio laser produce forme irregolari spesso inadatte al riutilizzo, sebbene software di nesting avanzati possano identificare opportunità per l'utilizzo di rimanenze in successive serie di produzione.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'ottimizzazione avanzata del nesting offrono tassi di utilizzo del materiale costantemente superiori del 5-8% rispetto alle medie del settore, traducendosi direttamente in risparmi sui costi per i tuoi progetti.
Integrazione dei processi e ottimizzazione del flusso di lavoro
L'integrazione del flusso di lavoro di produzione influisce sull'efficienza complessiva della produzione al di là delle singole capacità di processo. Le operazioni di punzonatura si integrano perfettamente con altri processi di formatura come piegatura, imbutitura e operazioni di assemblaggio. La qualità del bordo coerente e l'accuratezza dimensionale facilitano i processi a valle senza passaggi di preparazione aggiuntivi.
Il taglio laser spesso richiede operazioni secondarie per la preparazione del bordo o l'allentamento delle tensioni. Le zone alterate termicamente possono richiedere operazioni di lavorazione o rettifica per applicazioni critiche. I requisiti di sbavatura aggiungono €0,05-€0,15 per metro lineare di taglio, a seconda dello spessore del materiale e delle specifiche di qualità del bordo.
I protocolli di controllo qualità differiscono sostanzialmente tra i processi. Le operazioni di punzonatura beneficiano del monitoraggio statistico del controllo di processo dell'usura degli utensili e della deriva dimensionale. Una volta stabilito, l'utensile di punzonatura offre risultati coerenti che richiedono solo una verifica periodica. Il taglio laser richiede il monitoraggio continuo della qualità del taglio, della pressione del gas di assistenza e degli effetti termici che possono variare durante le serie di produzione.
La produzione moderna enfatizza sempre più la flessibilità e la risposta rapida ai cambiamenti del mercato. I nostri servizi di produzione incorporano sia le capacità di punzonatura che di taglio laser, consentendo la selezione ottimale del processo in base ai requisiti di produzione correnti piuttosto che alle limitazioni delle attrezzature fisse.
Evoluzione tecnologica e considerazioni future
Le tecnologie emergenti continuano a rimodellare il panorama della punzonatura rispetto al taglio laser. Gli utensili di punzonatura avanzati che incorporano azionamenti servo-elettrici offrono una maggiore precisione e livelli di rumore ridotti rispetto ai tradizionali sistemi idraulici. Le capacità multi-utensile consentono operazioni di formatura complesse che in precedenza richiedevano processi separati.
L'avanzamento della tecnologia laser si concentra sul ridimensionamento della potenza e sul miglioramento della qualità del raggio. I laser a fibra di nuova generazione che si avvicinano a livelli di potenza di 20kW espanderanno le capacità di taglio di sezioni spesse mantenendo un'eccellente qualità del bordo. Le tecnologie di taglio adattive regolano automaticamente i parametri in base al feedback di qualità in tempo reale, riducendo i requisiti di competenza dell'operatore e migliorando la coerenza.
L'integrazione dell'automazione influisce su entrambi i processi in modo diverso. Le operazioni di punzonatura si adattano facilmente ai sistemi di carico e scarico automatizzati, con alcune installazioni che raggiungono la produzione senza presidio per geometrie di parti appropriate. L'automazione del taglio laser deve affrontare maggiori sfide a causa dei tempi di lavorazione variabili e dei requisiti di monitoraggio della qualità, sebbene i progressi nell'intelligenza artificiale stiano affrontando queste limitazioni.
Le considerazioni sulla sostenibilità influenzano sempre più la selezione del processo. La punzonatura genera sprechi minimi e non richiede gas di consumo, allineandosi agli obiettivi ambientali. Il consumo di energia del taglio laser e l'utilizzo di gas di assistenza creano impronte ambientali più grandi, sebbene i miglioramenti nell'efficienza compensino parzialmente queste preoccupazioni.
Domande frequenti
Qual è la quantità minima d'ordine che rende utile l'investimento in attrezzature per la punzonatura?
Le quantità di pareggio dipendono dalla complessità della parte e dai costi degli utensili, ma in genere variano da 2.000 a 5.000 pezzi per geometrie standard. Le forme complesse che richiedono utensili personalizzati potrebbero aver bisogno di 8.000-12.000 pezzi per giustificare l'investimento. Considera il volume totale del ciclo di vita tra le varianti di prodotto che possono condividere utensili comuni per migliorare l'economia.
Il taglio laser può eguagliare l'accuratezza della punzonatura per gli schemi di fori?
Il taglio laser raggiunge una precisione di posizionamento di ±0,1 mm, mentre la punzonatura offre ±0,025 mm per la spaziatura da foro a foro. Per le applicazioni che richiedono accoppiamenti di cuscinetti precisi o tolleranze di assemblaggio strette, la punzonatura offre una precisione superiore. Tuttavia, l'accuratezza del taglio laser può essere sufficiente per molte applicazioni offrendo al contempo una maggiore flessibilità geometrica.
In che modo lo spessore del materiale influisce sulla decisione tra punzonatura e taglio laser?
La punzonatura diventa sempre più difficile oltre i 6 mm di spessore dell'acciaio a causa dei requisiti di forza e dell'usura degli utensili. Il taglio laser gestisce efficacemente materiali fino a 25 mm con livelli di potenza appropriati. Per sezioni spesse superiori a 8 mm, il taglio laser in genere offre una migliore qualità del bordo e capacità geometrica rispetto alle alternative di punzonatura.
Quali operazioni secondarie sono in genere richieste per ciascun processo?
La punzonatura raramente richiede operazioni secondarie oltre alla leggera sbavatura per applicazioni estetiche. Il taglio laser spesso necessita di sbavatura, in particolare su sezioni spesse, e può richiedere l'allentamento delle tensioni per applicazioni di precisione. Le zone alterate termicamente occasionalmente richiedono la rimozione tramite operazioni di lavorazione o rettifica.
Come si confrontano i tempi di configurazione tra punzonatura e taglio laser per brevi tirature?
La configurazione del taglio laser richiede in genere 5-15 minuti per la programmazione e il posizionamento del materiale. La configurazione della punzonatura prevede la selezione dell'utensile, l'installazione e la verifica del programma, di solito impiegando 15-45 minuti a seconda della complessità. Per quantità inferiori a 100 pezzi, i vantaggi della configurazione del taglio laser spesso superano le differenze di costo per pezzo.
Entrambi i processi possono gestire efficacemente la stessa gamma di materiali?
Il taglio laser dimostra una versatilità del materiale superiore, lavorando di tutto, da lamine sottili a leghe esotiche come Inconel e titanio. La punzonatura funziona meglio con materiali duttili fino a livelli di resistenza moderati. I materiali duri o fragili che danneggerebbero gli utensili di punzonatura si tagliano efficacemente con la tecnologia laser.
Quali standard di qualità si applicano alle condizioni del bordo e all'accuratezza dimensionale?
I bordi punzonati sono conformi agli standard dimensionali ISO 2768 e mostrano zone di taglio caratteristiche. I bordi tagliati al laser seguono le classificazioni di qualità ISO 9013, con grado 2-3 tipico per la maggior parte delle applicazioni. Entrambi i processi possono raggiungere requisiti di precisione se correttamente specificati e controllati, sebbene la punzonatura offra una coerenza dimensionale superiore per le caratteristiche ripetitive.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece