Imbutitura Profonda vs. Imbutitura a Freddo: Produzione di Forme Cilindriche in Metallo
La produzione di componenti metallici cilindrici presenta agli ingegneri due processi di formatura principali: l'imbutitura profonda e l'imbutitura a freddo. Ogni processo offre vantaggi distinti in termini di utilizzo del materiale, costi degli utensili, volumi di produzione e tolleranze raggiungibili. Comprendere le differenze fondamentali tra questi processi è fondamentale per ottimizzare i risultati di produzione e l'efficacia dei costi.
Punti Chiave
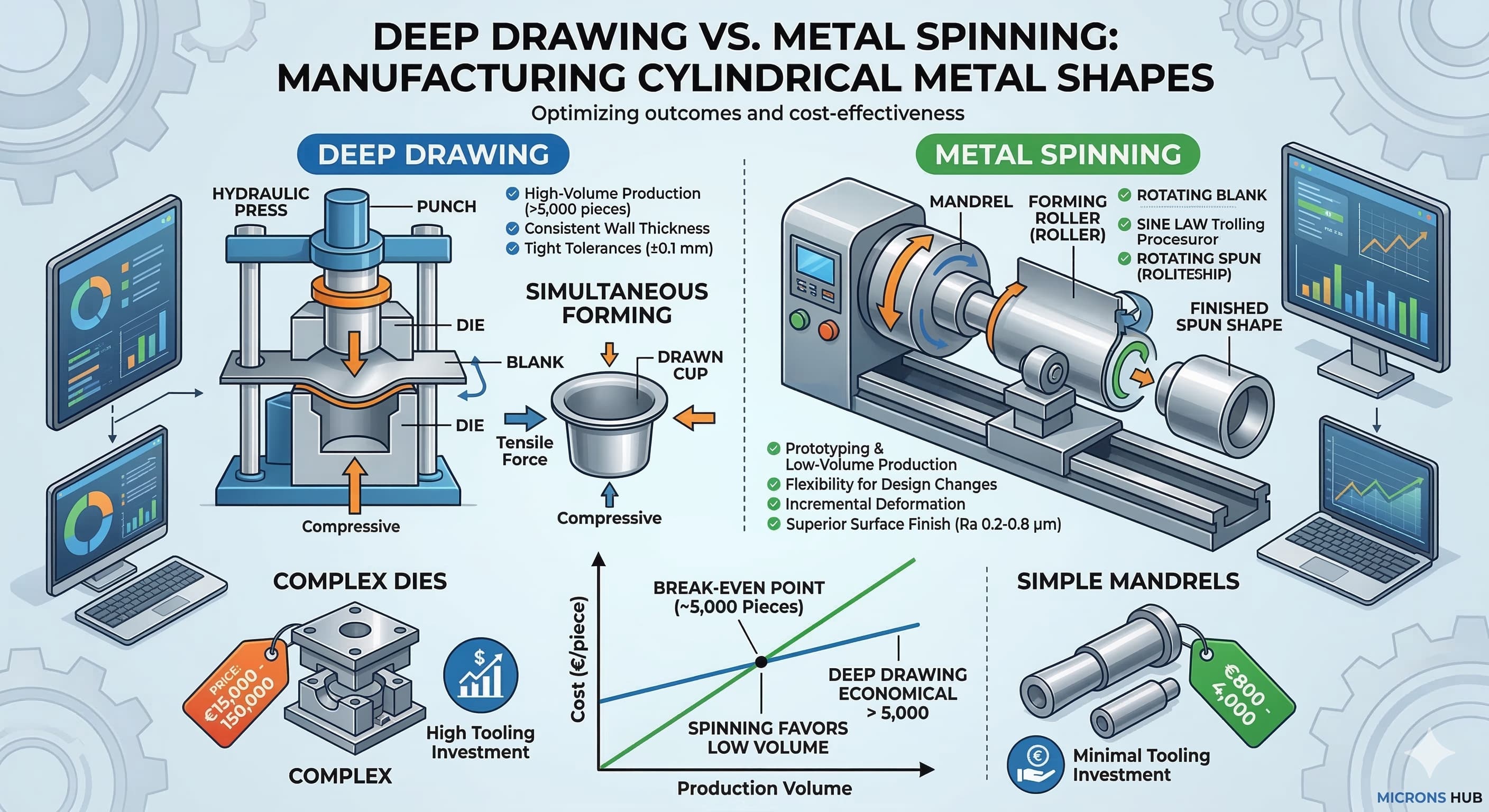
- L'imbutitura profonda eccelle nella produzione di volumi elevati con spessore della parete uniforme e tolleranze strette (±0,1 mm)
- L'imbutitura a freddo offre una flessibilità superiore per la prototipazione e la produzione di piccoli volumi con un investimento minimo in utensili
- La selezione del materiale influisce in modo significativo sulla fattibilità del processo, con l'imbutitura profonda che richiede rapporti di duttilità più elevati
- L'analisi dei costi rivela che l'imbutitura profonda diventa economica a volumi superiori a 5.000 pezzi all'anno
Fondamenti del Processo di Imbutitura Profonda
L'imbutitura profonda trasforma le lamiere piatte in componenti cilindrici o a forma di scatola attraverso una combinazione di forze di trazione e compressione. Il processo utilizza un sistema di punzone e matrice in cui il punzone forza il grezzo attraverso la cavità della matrice, creando una forma cava senza saldature con una profondità maggiore della metà del diametro.
Il parametro critico nell'imbutitura profonda è il rapporto di imbutitura (DR), calcolato come il diametro del grezzo diviso per il diametro del punzone. Per la maggior parte dei materiali, una singola operazione di imbutitura può raggiungere rapporti compresi tra 1,8:1 e 2,2:1. Quando sono richiesti rapporti più elevati, diventano necessarie più fasi di imbutitura, con ogni fase successiva che riduce il diametro di circa il 20-30%.
Il flusso del materiale durante l'imbutitura profonda segue schemi specifici. Le regioni esterne del grezzo subiscono una compressione circonferenziale mentre il materiale della parete laterale subisce uno stress di trazione. Questa condizione di doppio stress richiede materiali con eccellente duttilità e struttura uniforme del grano. Gradi di acciaio come DC04 (EN 10130) e lega di alluminio 3003-H14 dimostrano prestazioni ottimali grazie ai loro elevati valori r (rapporto di deformazione) di 1,8-2,2.
La progettazione degli utensili gioca un ruolo cruciale nel raggiungimento di risultati coerenti. Il raggio della matrice varia tipicamente da 6 a 10 volte lo spessore del materiale, mentre il raggio del punzone viene mantenuto da 4 a 8 volte lo spessore. Questi rapporti impediscono lo strappo del materiale durante l'operazione di formatura riducendo al minimo gli effetti di ritorno elastico.
Meccanica del Processo di Imbutitura a Freddo
L'imbutitura a freddo, nota anche come formatura per rotazione, modella i componenti cilindrici ruotando un grezzo metallico ad alta velocità applicando una pressione localizzata attraverso utensili di formatura. Il grezzo viene bloccato contro un mandrino che definisce la geometria interna e il materiale viene progressivamente formato su questo mandrino utilizzando rulli o utensili di imbutitura specializzati.
Il processo opera su principi fondamentalmente diversi rispetto all'imbutitura profonda. Invece della formatura simultanea, l'imbutitura crea la forma desiderata attraverso la deformazione incrementale. Il materiale fluisce radialmente verso l'interno e assialmente lungo la superficie del mandrino, con lo spessore della parete che varia secondo la legge del seno: t₁ = t₀ × sin α, dove t₁ è lo spessore finale, t₀ è lo spessore iniziale e α è l'angolo dall'asse di rotazione.
I mandrini di imbutitura richiedono una lavorazione precisa, ma rappresentano costi di attrezzaggio significativamente inferiori rispetto alle matrici di imbutitura profonda. Un tipico mandrino in acciaio per l'imbutitura costa €800-1.500, mentre gli utensili di imbutitura profonda equivalenti variano da €15.000-50.000 a seconda della complessità e dei requisiti di produzione.
Il processo accoglie una gamma più ampia di materiali, comprese le leghe ad incrudimento che possono rivelarsi difficili per l'imbutitura profonda. L'acciaio inossidabile 316L, il titanio Ti-6Al-4V e l'Inconel 625 possono essere imbutiti con successo grazie alla natura incrementale della deformazione, che previene l'eccessiva concentrazione di deformazione.
Selezione e Compatibilità dei Materiali
La selezione del materiale rappresenta un punto decisionale critico tra i processi di imbutitura profonda e imbutitura a freddo. Ogni metodo di formatura pone diverse esigenze sulle proprietà del materiale, influenzando sia la fattibilità del processo che la qualità finale del componente.
| Proprietà del materiale | Requisiti di Imbutitura Profonda | Requisiti di Imbutitura alla Tornio | Valori Tipici |
|---|---|---|---|
| Allungamento (%) | ≥25% | ≥15% | DC04: 38-42% |
| Valore r (Rapporto di Deformazione) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| Valore n (Incudimento) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Resistenza allo Snervamento (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
L'imbutitura profonda richiede materiali con elevati rapporti di deformazione plastica (valori r) per prevenire l'orecchiatura e garantire un flusso uniforme del materiale. Il valore r rappresenta il rapporto tra la deformazione della larghezza e la deformazione dello spessore durante le prove di trazione. I materiali con valori r inferiori a 1,0 tendono ad assottigliarsi eccessivamente durante le operazioni di imbutitura, portando a potenziali guasti.
I processi di imbutitura accolgono materiali con indici di formabilità inferiori perché la deformazione si verifica in modo incrementale piuttosto che simultaneamente sull'intero grezzo. Questa caratteristica rende l'imbutitura particolarmente adatta per leghe ad alta resistenza e materiali esotici dove l'imbutitura profonda supererebbe i limiti di formatura del materiale.
La dimensione del grano influisce in modo significativo su entrambi i processi, ma con implicazioni diverse. I materiali a grana fine (dimensione del grano ASTM 7-9) offrono una migliore finitura superficiale nelle applicazioni di imbutitura profonda, mentre l'imbutitura può tollerare strutture a grana più grossa senza compromettere la precisione dimensionale.
Progettazione degli Utensili e Analisi degli Investimenti
La differenza fondamentale nei requisiti di attrezzaggio tra l'imbutitura profonda e l'imbutitura a freddo influisce direttamente sull'economia del progetto e sui tempi di consegna. L'imbutitura profonda richiede matrici progressive lavorate con precisione e realizzate con acciai per utensili come D2 o A2, con valori di durezza compresi tra 58 e 62 HRC.
La costruzione di matrici progressive prevede più stazioni per geometrie complesse, con ogni stazione che richiede un allineamento preciso e il controllo del gioco. I giochi tipici delle matrici variano da 1,1 a 1,3 volte lo spessore del materiale per l'acciaio e da 1,2 a 1,4 volte per le leghe di alluminio. Queste tolleranze strette richiedono una produzione ad alta precisione, spingendo verso l'alto i costi degli utensili.
I mandrini di imbutitura offrono un investimento in utensili notevolmente ridotto. Un tipico mandrino può essere fabbricato in alluminio 7075-T6 per applicazioni di prototipazione o in acciaio 4140 per tirature di produzione. Il mandrino richiede solo la geometria interna finale, eliminando i complessi profili della cavità necessari per le matrici di imbutitura profonda.
| Componente di Attrezzaggio | Costo di Imbutitura Profonda (€) | Costo di Imbutitura alla Tornio (€) | Tempi di Consegna (Settimane) |
|---|---|---|---|
| Cilindrico Semplice (Ø100mm) | 15.000 - 25.000 | 800 - 1.500 | 6-8 vs 2-3 |
| Profilo Complesso a Gradini | 35.000 - 60.000 | 2.000 - 4.000 | 10-12 vs 3-4 |
| Progressivo Multistadio | 75.000 - 150.000 | N/A (Monostadio) | 12-16 vs N/A |
| Manutenzione Attrezzaggio (Annuale) | 5-10% del Costo Iniziale | 2-3% del Costo Iniziale | In corso |
Le considerazioni sulla durata degli utensili differenziano ulteriormente i processi. Le matrici di imbutitura profonda in genere resistono a 500.000-2.000.000 di cicli a seconda del materiale e della complessità, mentre i mandrini di imbutitura possono superare i 10.000 cicli con una corretta manutenzione. Tuttavia, gli utensili di imbutitura (rulli e strumenti di formatura) richiedono una sostituzione periodica ogni 5.000-15.000 cicli.
Per risultati di alta precisione, Invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
Precisione Dimensionale e Qualità Superficiale
Ottenere un controllo dimensionale preciso richiede la comprensione di come ogni processo influenzi la geometria finale del componente. L'imbutitura profonda offre in genere una concentricità superiore e un'uniformità dello spessore della parete grazie all'azione di formatura simultanea sull'intero grezzo.
La variazione dello spessore della parete nei componenti imbutiti in profondità generalmente rimane entro ±10-15% dello spessore originale del grezzo, con le sezioni più sottili che si verificano al raggio del naso del punzone. Questo schema di assottigliamento prevedibile consente agli ingegneri di compensare attraverso la selezione dello spessore del grezzo e la programmazione della riduzione dell'imbutitura.
Le operazioni di imbutitura producono componenti con spessore della parete seguendo la relazione della legge del seno, risultando in una variazione intenzionale dello spessore che deve essere considerata nei calcoli di progettazione. Tuttavia, l'imbutitura offre un controllo superiore sulla geometria locale, consentendo caratteristiche come flange, scanalature e curve complesse che richiederebbero più operazioni di imbutitura profonda.
La qualità della finitura superficiale differisce in modo significativo tra i processi. I componenti imbutiti in profondità mostrano caratteristiche superficiali uniformi corrispondenti alla condizione originale del grezzo, tipicamente Ra 0,8-1,6 μm per substrati in acciaio laminato a freddo. Le operazioni di imbutitura possono ottenere finiture superficiali superiori (Ra 0,2-0,8 μm) attraverso l'azione di brunitura degli utensili di formatura, particolarmente vantaggiosa per le applicazioni che richiedono una post-elaborazione minima.
Le tolleranze dimensionali ottenibili attraverso ogni processo riflettono i meccanismi di formatura fondamentali. L'imbutitura profonda raggiunge regolarmente ±0,1 mm sul diametro e ±0,15 mm sull'altezza per componenti fino a 200 mm di diametro. Le tolleranze di imbutitura dipendono dalla precisione del mandrino e dal controllo del processo, fornendo in genere ±0,2 mm sul diametro e ±0,25 mm sull'altezza per componenti di dimensioni simili.
Ottimizzazione del Volume di Produzione
L'analisi economica rivela distinti punti di pareggio in cui ogni processo diventa vantaggioso. L'elevato investimento in utensili per l'imbutitura profonda richiede volumi di produzione sostanziali per giustificare la spesa iniziale, mentre i costi di avviamento inferiori dell'imbutitura favoriscono lotti più piccoli e lo sviluppo di prototipi.
Il calcolo del costo per pezzo include l'efficienza di utilizzo del materiale, che favorisce fortemente l'imbutitura profonda per geometrie semplici. I cilindri imbutiti in profondità raggiungono in genere un utilizzo del materiale dell'85-92%, mentre le operazioni di imbutitura variano dal 95 al 98% a causa della minima generazione di scarti. Tuttavia, il vantaggio dell'efficienza del materiale dell'imbutitura diminuisce quando si considera la potenziale necessità di grezzi di partenza più spessi per ottenere lo spessore finale desiderato nelle aree critiche.
| Volume di Produzione | Imbutitura Profonda (€/pezzo) | Imbutitura alla Tornio (€/pezzo) | Processo Raccomandato |
|---|---|---|---|
| 1-100 pezzi | 45.00 - 65.00 | 12.00 - 18.00 | Imbutitura alla Tornio |
| 500-1.000 pezzi | 18.00 - 25.00 | 10.00 - 15.00 | Imbutitura alla Tornio |
| 5.000-10.000 pezzi | 4.50 - 6.50 | 8.00 - 12.00 | Imbutitura Profonda |
| 50.000+ pezzi | 2.20 - 3.80 | 7.50 - 11.00 | Imbutitura Profonda |
L'analisi del tempo di ciclo rivela la superiorità dell'imbutitura profonda in scenari di volumi elevati. Una tipica operazione di imbutitura profonda si completa in 3-8 secondi a seconda della complessità, mentre le operazioni di imbutitura richiedono 2-15 minuti per componente. Questa drammatica differenza nella velocità di produzione rende l'imbutitura profonda la scelta chiara per le applicazioni ad alto volume nonostante l'investimento iniziale in utensili.
Le operazioni secondarie influiscono in modo significativo sul costo totale di produzione. I componenti imbutiti in profondità spesso richiedono rifilatura, foratura o operazioni di formatura aggiuntive che aggiungono €0,50-2,00 per pezzo. Le operazioni di imbutitura forniscono in genere componenti quasi netti che richiedono una lavorazione secondaria minima, offrendo vantaggi in termini di costi in geometrie complesse.
Controllo Qualità e Metodi di Ispezione
I protocolli di garanzia della qualità per entrambi i processi devono affrontare le caratteristiche uniche e le potenziali modalità di guasto di ogni metodo di formatura. Il controllo qualità dell'imbutitura profonda si concentra sulla prevenzione di difetti comuni come l'orecchiatura, l'increspatura, lo strappo e l'eccessivo assottigliamento attraverso l'ottimizzazione dei parametri di processo e il controllo statistico del processo.
I punti di misurazione critici per i componenti imbutiti in profondità includono la distribuzione dello spessore della parete utilizzando la misurazione a ultrasuoni, la precisione dimensionale attraverso macchine di misura a coordinate (CMM) e la valutazione della qualità superficiale. I sistemi di monitoraggio in linea possono rilevare variazioni della forza del punzone che indicano potenziale usura degli utensili o cambiamenti nelle proprietà del materiale.
Il controllo qualità dell'imbutitura enfatizza la precisione del mandrino, le condizioni dell'utensile di formatura e la coerenza della velocità di rotazione. La natura incrementale dell'imbutitura consente regolazioni in corso d'opera, offrendo opportunità per correggere le deviazioni dimensionali durante la formatura piuttosto che scartare i componenti completati.
L'implementazione del controllo statistico del processo differisce tra i processi. L'imbutitura profonda beneficia di valori Cpk superiori a 1,33 per le dimensioni critiche, ottenibili attraverso uno stretto controllo del posizionamento del grezzo, della coerenza della lubrificazione e del tonnellaggio della pressa. Le operazioni di imbutitura richiedono il monitoraggio della stabilità della velocità di rotazione (±2%), della coerenza della velocità di avanzamento (±5%) e dell'uniformità della pressione di formatura.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con documentazione di qualità completa e tracciabilità.
Integrazione con i Sistemi di Produzione
Gli ambienti di produzione moderni richiedono una perfetta integrazione dei processi di formatura con le operazioni a monte e a valle. Le linee di imbutitura profonda in genere incorporano alimentazione automatizzata del grezzo, sistemi di trasferimento e servizi di lavorazione CNC di precisione integrati per operazioni secondarie.
La natura ad alta velocità delle operazioni di imbutitura profonda richiede sofisticati sistemi di automazione in grado di mantenere i tempi di ciclo garantendo al contempo una qualità costante delle parti. I sistemi di matrici progressive possono integrare più operazioni di formatura, foratura e rifilatura all'interno di una singola corsa della pressa, massimizzando l'efficienza e riducendo al minimo i costi di movimentazione.
Le operazioni di imbutitura, pur richiedendo generalmente un maggiore intervento manuale, offrono flessibilità nell'adattamento alle modifiche di progettazione e alle variazioni del prodotto. I torni di imbutitura CNC forniscono un controllo automatizzato delle sequenze di formatura mantenendo al contempo l'adattabilità intrinseca del processo alle diverse geometrie dei componenti.
L'integrazione con i nostri servizi di produzione consente una gestione completa del progetto dalla progettazione iniziale all'ispezione finale. Questo approccio integrato garantisce una selezione ottimale del processo in base ai requisiti specifici del progetto piuttosto che limitare le opzioni a singoli metodi di produzione.
Anche le considerazioni sulla catena di approvvigionamento influenzano la selezione del processo. L'affidamento dell'imbutitura profonda su utensili specializzati crea dipendenze dai produttori di utensili e matrici, estendendo potenzialmente i tempi di consegna per nuovi progetti. Le operazioni di imbutitura possono spesso utilizzare l'inventario di mandrini esistente o fabbricare rapidamente nuovi mandrini utilizzando le capacità di lavorazione standard.
Applicazioni Avanzate e Casi di Studio
Le applicazioni aerospaziali dimostrano l'importanza critica della selezione del processo in ambienti esigenti. L'imbutitura profonda eccelle nella produzione di componenti del serbatoio del carburante dove lo spessore della parete uniforme e la costruzione a tenuta stagna sono fondamentali. Il processo offre la ripetibilità dimensionale richiesta per le operazioni di assemblaggio automatizzate mantenendo al contempo l'integrità strutturale necessaria per le applicazioni di recipienti a pressione.
L'imbutitura trova applicazione nel settore aerospaziale per sezioni coniche complesse, ogive e condotti di transizione dove la capacità di formare curve composte e spessore della parete variabile offre vantaggi di progettazione. La compatibilità del processo con le leghe di titanio e Inconel lo rende particolarmente prezioso per le applicazioni ad alta temperatura dove le proprietà del materiale superano i limiti di formatura dell'imbutitura profonda convenzionale.
Le applicazioni automobilistiche mostrano un processo decisionale basato sul volume. L'imbutitura profonda domina la produzione di componenti ad alto volume come coppe dell'olio, serbatoi del carburante ed elementi strutturali dove il costo ammortizzato degli utensili diventa trascurabile su milioni di componenti. L'integrazione del processo con le linee di assemblaggio automobilistiche fornisce la velocità e la coerenza richieste per la produzione just-in-time.
La produzione di dispositivi medici presenta sfide uniche in cui biocompatibilità, finitura superficiale e precisione dimensionale convergono. Le operazioni di imbutitura eccellono nella produzione di strumenti chirurgici e componenti di dispositivi impiantabili dove la finitura superficiale superiore e la compatibilità del materiale con leghe esotiche offrono vantaggi clinici.
L'industria elettronica sfrutta entrambi i processi a seconda dei requisiti di volume. L'imbutitura profonda serve applicazioni ad alto volume come dissipatori di calore e componenti di schermatura elettromagnetica, mentre l'imbutitura affronta requisiti specializzati come applicazioni di schermatura EMI dove geometrie complesse e finitura superficiale superiore influenzano le prestazioni.
Tendenze Tecnologiche Future
Le tecnologie emergenti continuano ad espandere le capacità di entrambi i processi di formatura. Le presse di imbutitura profonda servo-azionate forniscono profili di movimento programmabili, consentendo l'ottimizzazione del flusso del materiale e la riduzione degli effetti di ritorno elastico. Questi sistemi avanzati raggiungono forze di formatura con una precisione precedentemente irraggiungibile con le presse meccaniche convenzionali.
Le tecniche di formatura a caldo estendono la gamma di materiali adatti per le operazioni di imbutitura profonda. Le leghe di alluminio che tradizionalmente richiedevano più fasi di imbutitura possono ora essere formate in singole operazioni attraverso il riscaldamento controllato di grezzi e matrici. Questo progresso riduce la complessità degli utensili migliorando al contempo l'efficienza di utilizzo del materiale.
L'imbutitura CNC continua ad evolversi attraverso un migliore monitoraggio del processo e sistemi di controllo adattivo. La misurazione in tempo reale delle forze di formatura e delle dimensioni dei componenti consente la regolazione automatica dei parametri di processo, riducendo i requisiti di abilità dell'operatore migliorando al contempo la coerenza dimensionale.
La produzione additiva influenza entrambi i processi attraverso applicazioni di utensili rapidi. I mandrini e gli utensili di formatura stampati in 3D consentono lo sviluppo di prototipi a costi contenuti e tirature di produzione a basso volume, colmando il divario tra gli investimenti tradizionali in utensili e i requisiti del progetto.
L'avanzamento del software di simulazione fornisce una previsione sempre più accurata del flusso del materiale, della distribuzione delle sollecitazioni e delle potenziali modalità di guasto. L'analisi degli elementi finiti (FEA) consente l'ottimizzazione del processo prima della fabbricazione degli utensili, riducendo i tempi di sviluppo e migliorando i tassi di successo del primo pezzo.
Domande Frequenti
Qual è lo spessore minimo della parete ottenibile con l'imbutitura profonda rispetto all'imbutitura?
L'imbutitura profonda mantiene in genere lo spessore della parete entro l'85-90% dello spessore originale del grezzo, con uno spessore pratico minimo di circa 0,3 mm per l'acciaio e 0,5 mm per l'alluminio. L'imbutitura può ottenere pareti più sottili in aree localizzate, raggiungendo potenzialmente uno spessore di 0,2 mm, ma questo varia in base alla relazione della legge del seno e alla geometria del mandrino.
Come si confrontano i costi dei materiali tra i due processi?
I costi dei materiali favoriscono l'imbutitura profonda grazie a una migliore utilizzazione del materiale (85-92%) rispetto all'utilizzo più elevato dell'imbutitura (95-98%), ma richiedono grezzi di partenza più spessi. L'imbutitura profonda utilizza in genere il 15-25% in meno di materia prima per forme cilindriche semplici, sebbene questo vantaggio diminuisca con geometrie complesse che richiedono più operazioni.
Quale qualità di finitura superficiale si può ottenere con ogni processo?
L'imbutitura profonda mantiene la finitura superficiale originale del grezzo, in genere Ra 0,8-1,6 μm per substrati in acciaio laminato a freddo. L'imbutitura può ottenere finiture superficiali superiori di Ra 0,2-0,8 μm attraverso l'azione di brunitura degli utensili di formatura, rendendola preferibile per applicazioni che richiedono una post-elaborazione minima o finiture decorative.
Quale processo offre un migliore controllo della tolleranza dimensionale?
L'imbutitura profonda raggiunge regolarmente tolleranze di ±0,1 mm sul diametro e ±0,15 mm sull'altezza per componenti fino a 200 mm di diametro. L'imbutitura fornisce in genere ±0,2 mm sul diametro e ±0,25 mm sull'altezza, sebbene sia possibile un controllo superiore della geometria locale attraverso un funzionamento qualificato e utensili adeguati.
In che modo il volume di produzione influisce sull'economia del processo?
L'imbutitura profonda diventa economicamente vantaggiosa a volumi superiori a 5.000 pezzi all'anno a causa degli elevati costi degli utensili (€15.000-60.000) ma dei bassi costi per pezzo (€2,20-6,50). L'imbutitura favorisce la produzione a basso volume con un investimento minimo in utensili (€800-4.000) ma costi per pezzo più elevati (€8,00-18,00) a volumi elevati.
Quali sono i tempi di consegna tipici per gli utensili e i primi articoli?
Gli utensili per l'imbutitura profonda richiedono 6-16 settimane a seconda della complessità, con matrici cilindriche semplici che richiedono 6-8 settimane e utensili progressivi multistadio che si estendono fino a 16 settimane. I mandrini di imbutitura richiedono in genere 2-4 settimane, consentendo un avvio del progetto più rapido e cicli di iterazione della progettazione.
Quale processo si adatta meglio alle modifiche di progettazione durante la produzione?
L'imbutitura offre una flessibilità superiore per le modifiche di progettazione, spesso richiedendo solo regolazioni del mandrino o la fabbricazione di nuovi mandrini al costo di €800-4.000. Le modifiche al progetto di imbutitura profonda in genere richiedono modifiche alla matrice o la sostituzione completa della matrice, rappresentando investimenti significativi in termini di tempo e costi di €5.000-25.000 a seconda dell'ambito delle modifiche richieste.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece