Vákuumimpregnálás: Szivárgási Útvonalak Tömítése Hidraulikus Öntvényekben
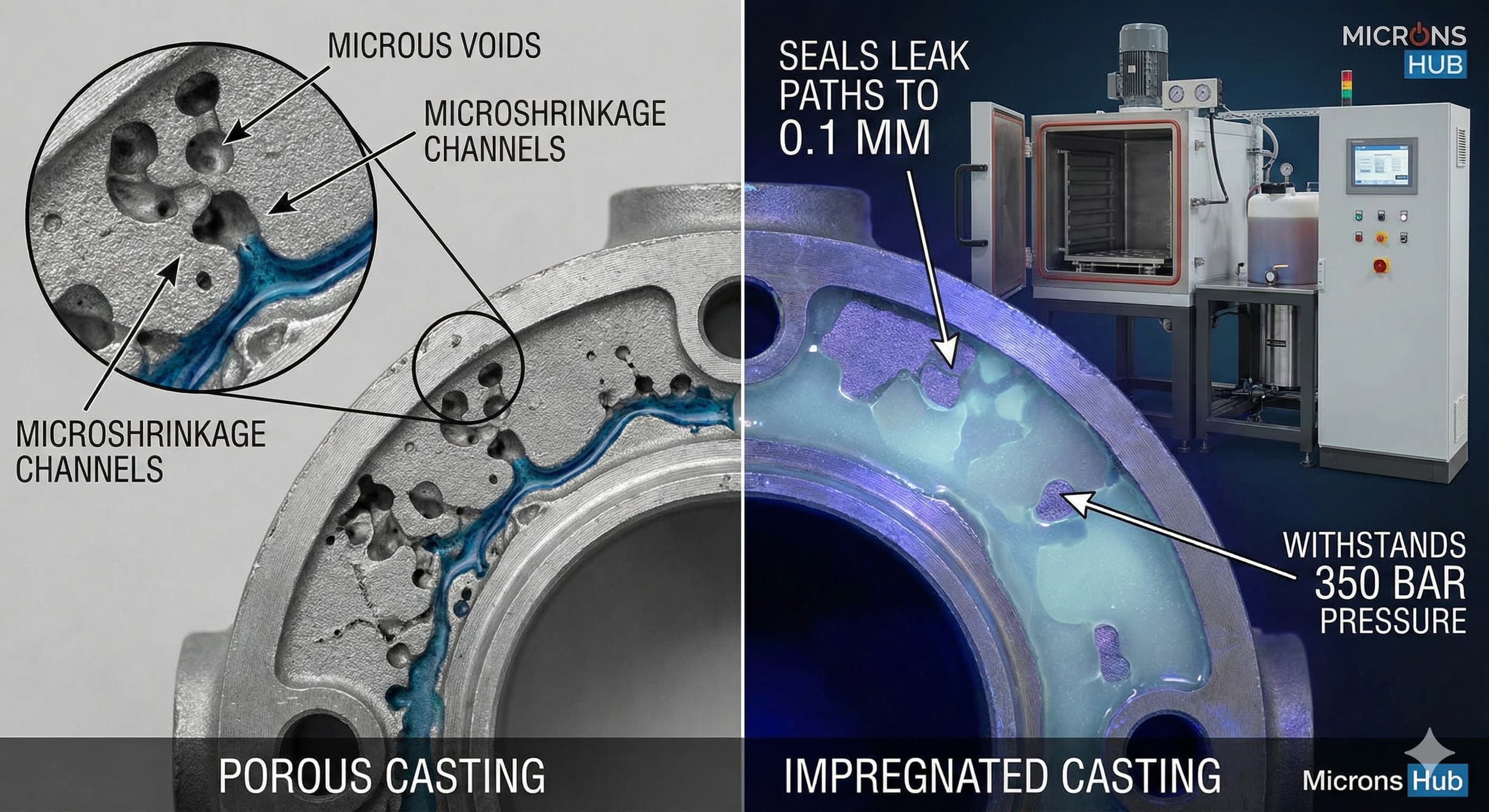
A hidraulikus öntvények porozitása az egyik legkritikusabb meghibásodási mód a nagynyomású alkalmazásokban. Amikor az összekapcsolódó mikrozsugorodás szivárgási útvonalakat hoz létre az öntvény falain keresztül, a következmény katasztrofális rendszerhiba, környezetszennyezés és jelentős állásidő költségek. A vákuumimpregnálás a végleges megoldásként jelent meg e mikroszkopikus hibák tömítésére, a potenciálisan selejtezett alkatrészeket nyomásálló szerelvényekké alakítva, amelyek képesek ellenállni a 350 bar-t meghaladó üzemi nyomásoknak.
Ez az átfogó műszaki elemzés a vákuumimpregnálási eljárást metallurgiai és gyakorlati szempontból is megvizsgálja, és a gyártómérnökök számára a sikeres szivárgásmentesítési protokollok megvalósításához szükséges részletes ismereteket nyújtja.
Főbb tanulságok
- A vákuumimpregnálás akár 0,1 mm átmérőjű porozitást is képes tömíteni, és az ISO 3530 szabványban meghatározott 10⁻⁶ mbar·l/s alatti szivárgási sebességet ér el.
- A megfelelő felületelőkészítés és a szennyeződések eltávolítása kritikus fontosságú – még 0,05 mm-es megmunkáló folyadék is megakadályozhatja a teljes gyanta behatolást.
- A modern anaerob gyanták az összekapcsolódó pórusokban kötnek meg, miközben a levegőnek kitett területeken folyékonyak maradnak, lehetővé téve a szelektív tömítést.
- A költségelemzés azt mutatja, hogy a vákuumimpregnálás a hidraulikus öntvények 85-95%-át visszanyeri, amelyek egyébként selejtezésre kerülnének, a csere költségének 15-25%-án.
A porozitás kialakulásának megértése a hidraulikus öntvényekben
A hidraulikus öntvényekben a szilárdulási folyamat során többféle mechanizmus révén alakul ki porozitás. A fő tényező a mikrozsugorodás, amely akkor következik be, amikor a fém szilárdulása térfogati összehúzódást eredményez a felszállócsövekből vagy kapukból történő megfelelő táplálás nélkül. Ez a jelenség különösen hangsúlyos az olyan alumíniumötvözeteknél, mint az A356-T6 és az A380, ahol a szilárdulási zsugorodás térfogat szerint megközelíti a 6,5%-ot.
A gázporozitás jelenti a második fő kihívást, amely akkor alakul ki, amikor az oldott hidrogén kicsapódik a hűtés során. Az alumínium hidrogénoldhatósága drámaian csökken a folyékony állapotban lévő 0,69 cm³/100g-ról a szilárd formában lévő mindössze 0,036 cm³/100g-ra. Ez a túltelítettség 0,1 mm és több milliméter közötti átmérőjű gömb alakú pórusokat hoz létre.
A hidraulikus alkalmazások szempontjából a kritikus különbség a porozitás összekapcsoltságában rejlik. Az izolált pórusok minimális kockázatot jelentenek, de az összekapcsolt hálózatok folyamatos szivárgási útvonalakat hoznak létre az öntvény falain keresztül. Ezek a mikroszkopikus csatornák, amelyek gyakran láthatatlanok a szokásos vizuális ellenőrzés során, lehetővé teszik a hidraulikafolyadék áramlását nyomás alatt, ami külső szivárgáshoz és a rendszer szennyeződéséhez vezet.
| Porozitás típusa | Tipikus mérettartomány | Kialakulási mechanizmus | Hidraulikus kockázati szint |
|---|---|---|---|
| Mikrozsugorodás | 0.05-0.5 mm | Szilárdulási összehúzódás | Magas - összekapcsolódó |
| Gáz porozitás (H₂) | 0.1-2.0 mm | Hidrogén kicsapódás | Közepes - tipikusan izolált |
| Oxid zárványok | 0.02-0.2 mm | Felületi oxidáció csapdába esése | Magas - szivárgás kiindulópontokat hoz létre |
| Hidegzárások | 0.1-1.0 mm szélesség | Hiányos fémolvadás | Nagyon magas - lineáris szivárgási útvonalak |
A modern nyomásos öntési eljárások jelentősen csökkentették a porozitás előfordulását, különösen a cink nyomásos öntése kínál jobb sűrűségi jellemzőket az alumínium alternatívákhoz képest. A hidraulikus alkatrészek komplex geometriái és vastag szekciói azonban továbbra is szilárdulási kihívásokat jelentenek, amelyek öntés utáni kezelést igényelnek.
A vákuumimpregnálási eljárás alapjai
A vákuumimpregnálás a differenciálnyomás elvén működik, hogy alacsony viszkozitású gyantákat kényszerítsen a mikroszkopikus porozitásba. A folyamat a megtisztított öntvények vákuumkamrába helyezésével kezdődik, amely jellemzően 1 mbar (100 Pa) alatti nyomást ér el. Ez a vákuumszívás eltávolítja a levegőt az összekapcsolódó pórusokból, létrehozva a hajtóerőt a későbbi gyanta behatoláshoz.
A gyanta kiválasztása kritikus fontosságú a hidraulikus alkalmazásokhoz. A modern anaerob gyanták, különösen a metakrilát alapú készítmények, csak oxigén hiányában kötnek meg, miközben a levegőnek kitett területeken folyékonyak maradnak. Ez a szelektív kötés biztosítja a teljes pórustömítést anélkül, hogy a felület szennyeződne, ami zavarhatja a későbbi megmunkálási vagy bevonási műveleteket.
Kritikus folyamatparaméterek
A vákuumszint a fő szabályozási paraméter, amely közvetlenül befolyásolja a behatolási mélységet és a teljességet. Az optimális eredményekhez 1 mbar alatti abszolút nyomás szükséges, amelyet elegendő ideig kell fenntartani a teljes levegő eltávolításához. Az evakuálási idő az alkatrész geometriájától és a porozitás térfogatától függ, hidraulikus öntvények esetében jellemzően 15-45 perc.
A hőmérséklet szabályozása az impregnálás során befolyásolja a gyanta viszkozitását és a behatolási jellemzőket is. A legtöbb anaerob gyanta 60-80°C-on éri el az optimális áramlási tulajdonságokat, ami körülbelül 40%-kal csökkenti a viszkozitást a szobahőmérsékleten történő működéshez képest. A túlzott hőmérséklet azonban felgyorsítja a kötés megindulását, ami potenciálisan elzárhatja a szűk póruscsatornákat a teljes behatolás előtt.
A gyanta bevezetése során a nyomáskülönbség jellemzően a légköri nyomást használja a fenntartott vákuummal szemben. Néhány fejlett rendszer akár 6 bar túlnyomást is alkalmaz a behatolás fokozására a rendkívül finom porozitásban, bár ez gondos szabályozást igényel a vékony falú szakaszok öntvényének torzulásának megakadályozása érdekében.
Anyagválasztás és kompatibilitás
A gyanta kémiai összetételének kiválasztásakor figyelembe kell venni mind az alapöntvény ötvözetét, mind a tervezett hidraulikafolyadék kompatibilitását. Alumínium öntvényekhez a metakrilát alapú gyanták kiváló tapadást és kémiai ellenállást biztosítanak. Ezek a készítmények a teljes kötés után jellemzően meghaladják a 25 MPa szakítószilárdságot, a Shore D keménység értéke pedig 75-85 között van.
A hidraulikafolyadék kompatibilitási vizsgálata az ASTM D471 protokollokat követi, értékelve a térfogatnövekedést és a tulajdonságok megőrzését a hosszabb expozíció után. A modern anaerob gyanták kiváló kompatibilitást mutatnak az ásványolaj alapú hidraulikaolajokkal, 100°C-on 1000 óra elteltével kevesebb, mint 3% térfogatváltozást mutatva. A szintetikus folyadék kompatibilitása jelentősen eltér a folyadék kémiai összetételétől függően, ami minden alkalmazáshoz külön validálást igényel.
| Gyanta típusa | Kötési idő (25°C) | Hőmérséklet tartomány | Hidraulikus folyadék kompatibilitás | Költség / liter |
|---|---|---|---|---|
| Anaerob metakrilát | 2-4 óra | -55°C és +150°C között | Kiváló ásványolajokkal | €125-180 |
| Módosított poliuretán | 6-8 óra | -40°C és +120°C között | Jó a legtöbb folyadékkal | €95-140 |
| Epoxi alapú | 12-24 óra | -30°C és +130°C között | Megfelelő - tesztelés szükséges | €80-120 |
| Szilikonnal módosított | 4-6 óra | -65°C és +180°C között | Kiváló rugalmasság | €160-220 |
A kikeményedett gyantának meg kell őriznie integritását a hidraulikus nyomásciklusok alatt. A vizsgálati protokollok közé tartozik a nyomásciklizálás 0-tól a maximális üzemi nyomásig legalább 100 000 ciklusra, a szivárgásérzékelést rendszeres időközönként végezve. A sikeres impregnálás jellemzően a maximális üzemi nyomás 1,5-szeresének ellenáll észlelhető szivárgás nélkül.
Felületelőkészítési követelmények
A felület tisztasága közvetlenül befolyásolja az impregnálás hatékonyságát, még a mikroszkopikus szennyeződés is megakadályozza a teljes gyanta behatolást. A megmunkáló folyadékok, különösen a vízbázisú hűtőfolyadékok jelentik a legjelentősebb akadályt a gyanta áramlásának. A teljes eltávolítás többlépcsős tisztítási protokollokat igényel, amelyek a oldószeres zsírtalanítást lúgos tisztítással kombinálják.
Az ajánlott tisztítási sorrend a triklóretilénnel vagy modern szénhidrogén alternatívákkal történő gőzzsírtalanítással kezdődik, amelyet 80-90°C-on 10-15 percig tartó lúgos tisztítás követ. A végső öblítés ioncserélt vízzel megakadályozza az ásványi lerakódásokat, amelyek elzárhatják a finom porozitást. A teljes szárítás 120°C-on legalább 30 percig biztosítja a nedvesség eltávolítását, ami zavarhatja az anaerob kötési mechanizmusokat.
A nagy pontosságú eredményekhez Kérjen árajánlatot projektjére 24 órán belül a Microns Hub-tól.
Minőségellenőrzési és vizsgálati protokollok
A szivárgásvizsgálat ellenőrzése a hidraulikus alkatrészekre vonatkozó ISO 3530 szabványban meghatározott protokollokat követi. A legérzékenyebb módszer a hélium tömegspektrometria, amely képes 10⁻⁸ mbar·l/s alatti szivárgási sebességek kimutatására. A gyakorlati gyártási tesztelés azonban gyakran alkalmaz nyomáscsökkenési módszereket az alkalmazási követelményeknek megfelelő szivárgásérzékelési érzékenységgel.
Az impregnálás előtti szivárgásvizsgálat megállapítja az alap porozitás súlyosságát, amelyet jellemzően az üzemi nyomás 1,5-szeresén végeznek, a mérési időtartam az alkatrész térfogatától függően 15-30 perc. Az elutasítási kritériumok alkalmazásonként változnak, de a hidraulikus alkatrészek általában 10⁻⁴ mbar·l/s alatti szivárgási sebességet igényelnek az impregnálás mérlegeléséhez.
Az impregnálás utáni ellenőrzésnek figyelembe kell vennie a gyanta kötésének előrehaladását. A feldolgozás után közvetlenül végzett kezdeti vizsgálat a nem kikeményedett gyanta mobilitása miatt mesterségesen alacsony szivárgási sebességet mutathat. A szabványos protokollok legalább 24 órás kötési időt írnak elő a végső szivárgásvizsgálat előtt, egyes specifikációk pedig 72 órára terjednek ki a kritikus alkalmazások esetében.
Folyamatfigyelés és -szabályozás
A vákuumszint figyelése az evakuálási ciklus során betekintést nyújt a porozitás térfogatába és összekapcsoltságába. A gyors nyomásnövekedés a vákuum izolálásakor jelentős belső porozitást jelez, míg a fokozatos emelkedés minimális vagy rosszul összekapcsolt hibákat jelez. Ez az információ irányítja az evakuálási idő optimalizálását, és segít megjósolni az impregnálás sikerének valószínűségét.
A gyanta behatolásának figyelése számos technikát alkalmaz az alkatrész geometriájától és hozzáférhetőségétől függően. A fluoreszcens festék hozzáadása lehetővé teszi a vizuális ellenőrzést UV-megvilágítás alatt, ami különösen hasznos a komplex belső járatokhoz. A súlygyarapodás mérése a gyanta felvételének kvantitatív értékelését biztosítja, a tipikus értékek az alkatrész súlyának 0,1-2,0%-a között mozognak a porozitás súlyosságától függően.
| Porozitás súlyossága | Vákuumozási idő | Várható súlygyarapodás | Sikerarány | Tipikus alkalmazások |
|---|---|---|---|---|
| Enyhe (szórt pórusok) | 15-20 perc | 0.1-0.3% | 95-98% | Szabványos hidraulikus blokkok |
| Mérsékelt (némi összekapcsolódás) | 25-35 perc | 0.4-0.8% | 90-95% | Komplex szelep testek |
| Súlyos (kiterjedt hálózatok) | 40-60 perc | 0.9-2.0% | 80-90% | Vastag falú szivattyúházak |
| Kritikus (falon átmenő) | 45-75 perc | 1.5-3.0% | 70-85% | Hengerfejek, elosztók |
Gazdasági elemzés és költségigazolás
A vákuumimpregnálás gazdaságossága számos tényezőtől függ, beleértve az öntvénycsere költségét, a selejtezési arány csökkentését és a feldolgozási teljesítmény követelményeit. A tipikus hidraulikus szeleptestek esetében, amelyek gyártási költsége 45-85 euró között van, az impregnálási eljárás körülbelül 8-15 eurót ad hozzá alkatrészenként, ami a teljes gyártási költség 15-25%-át teszi ki.
A költségbontás tartalmazza a gyanta felhasználását (jellemzően 2-4 euró alkatrészenként), a feldolgozási munkaerőt, a berendezések amortizációját és a minőségellenőrzési vizsgálatokat. A nagyméretű műveletek méretgazdaságosságot érnek el a kötegelt feldolgozás révén, ami a szabványos hidraulikus öntvények esetében 5-8 euróra csökkenti az alkatrészenkénti költségeket.
A megtérülés számításakor figyelembe kell venni az alkatrész elutasításának és újragyártásának alternatíváját. A komplex hidraulikus öntvények tipikus elutasítási aránya 3-8% a porozitással kapcsolatos szivárgás miatt, az impregnálás a selejtezett alkatrészek 85-95%-át képes visszanyerni. Ez a visszanyerési arány jelentős költségmegtakarítást eredményez, különösen a komplex geometriák esetében, amelyek kiterjedt megmunkálást igényelnek.
Folyamatintegrációs szempontok
A gyártási sorrend optimalizálása megköveteli a vákuumimpregnálás gondos integrálását a meglévő gyártási munkafolyamatokba. Az ideális időzítés az impregnálást a durva megmunkálás után, de a végső műveletek előtt helyezi el, lehetővé téve a tömítés hatékonyságának ellenőrzését, miközben minimalizálja az utómunkálatok költségeit, ha a kezelés sikertelen.
A hőkezelés kompatibilitása fontos szempontokat vet fel a T6 temperálási körülményeket igénylő alumínium öntvények esetében. A szabványos öregítési kezelések 155°C-on meghaladják a legtöbb anaerob gyanta hőmérsékleti határértékét, ami vagy a magas hőmérsékletű képességű gyanta kiválasztását, vagy a folyamatsorrend módosítását teszi szükségessé az impregnálás hőkezelés befejezése utáni elvégzéséhez.
Amikor a vákuumimpregnálást gyártási szolgáltatásainkkal integrálja, a gondos koordináció biztosítja az optimális eredményeket, miközben fenntartja a termelési hatékonyságot és a költséghatékonyságot.
Fejlett alkalmazások és különleges szempontok
A 280 bar-t meghaladó nagynyomású hidraulikus alkalmazások fokozott impregnálási protokollokat és speciális gyanta készítményeket igényelnek. Ezek az alkalmazások gyakran többszörös impregnálási ciklust alkalmaznak fokozatosan alacsonyabb viszkozitású gyantákkal, hogy biztosítsák a rendkívül finom porozitási hálózatok teljes behatolását.
A 350 bar-ig terjedő nyomáson működő repülőgépipari hidraulikus alkatrészek további minősítési vizsgálatokat igényelnek, beleértve a rezgésállóságot, a hőmérséklet-ciklust és a kiterjesztett nyomásciklus-validálást. A vizsgálati protokollok olyan repülőgépipari szabványokat követnek, mint az AS9100, amely átfogó dokumentációt és nyomon követhetőséget igényel az impregnálási folyamat során.
A környezetvédelmi szempontok egyre inkább befolyásolják a gyanta kiválasztását és a feldolgozási protokollokat. A vízbázisú anaerob készítmények csökkentik az illékony szerves vegyületek kibocsátását, miközben megőrzik a legtöbb hidraulikus alkalmazáshoz megfelelő teljesítményjellemzőket. Ezek a környezetbarát opciók jellemzően 10-15%-kal növelik a feldolgozási költségeket, de kiküszöbölik az oldószer visszanyerési és ártalmatlanítási költségeit.
Speciális geometriák és komplex alkatrészek
A belső járatok és a komplex hidraulikus elosztók egyedi kihívásokat jelentenek a vákuumimpregnálás hatékonysága szempontjából. Ezek a geometriák gyakran meghosszabbított evakuálási időket és speciális rögzítést igényelnek, hogy biztosítsák a levegő teljes eltávolítását a zsákutcás járatokból és a komplex csatornahálózatokból.
A vékony falú szakaszok gondos nyomásszabályozást igényelnek az impregnálás során a torzulás megakadályozása érdekében. A 3 mm alatti falvastagságú alkatrészek jellemzően 2 bar túlnyomásra korlátozzák a pozitív nyomás alkalmazását, ami meghosszabbítja a feldolgozási időt, de megakadályozza a méretváltozásokat, amelyek befolyásolhatják a kritikus illeszkedési kapcsolatokat.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. A vákuumimpregnálási eljárások terén szerzett műszaki szakértelmünk azt jelenti, hogy minden hidraulikus öntvény megkapja a megbízható, nyomásálló működéshez szükséges figyelmet.
Gyakori impregnálási problémák elhárítása
A befejezetlen behatolás a leggyakoribb impregnálási hiba, amely jellemzően a nem megfelelő vákuum evakuálásból vagy a pórusokhoz való hozzáférést blokkoló szennyeződésből ered. A diagnosztikai eljárások közé tartozik a tesztminták szekcionálása a gyanta behatolási mélységének és eloszlási mintázatának ellenőrzése.
A felületi foltosodás esetenként akkor fordul elő, amikor a gyanta a kötés előrehaladása során a felszín alatti porozitásból szivárog. Ez a probléma jellemzően azt jelzi, hogy az összekapcsolódó porozitás az alkatrész felületére terjed ki, ami meghosszabbított evakuálási időket vagy többszörös impregnálási ciklust igényel a teljes tömítéshez.
A kötés gátlása a felületi szennyeződésből vagy a nem kikeményedett gyantával érintkező, nem kompatibilis anyagokból eredhet. A szilikon vegyületek különösen problematikusnak bizonyulnak, teljes eltávolításuk szükséges a feldolgozás előtt. A vizsgálati protokollok közé tartozik a kötés ellenőrzése a gyártási alkatrészekkel együtt feldolgozott tesztkuponokon.
| Probléma tünet | Valószínű ok | Diagnosztikai módszer | Javító intézkedés |
|---|---|---|---|
| Utókötési szivárgás | Hiányos behatolás | Szekcionálási elemzés | Meghosszabbított vákuumozási idő |
| Felületi elszíneződés | Felszín alatti porozitás | Színezőanyag behatolási teszt | Többszörös impregnálási ciklus |
| Nincs kötési jelzés | Szennyeződés/gátlás | Teszt kupon értékelése | Továbbfejlesztett tisztítási protokoll |
| Változó eredmények | Folyamat inkonzisztencia | Statisztikai folyamatszabályozás | Paraméter szabványosítás |
Jövőbeli fejlesztések és technológiai trendek
A fejlett gyanta kémia folyamatosan fejlődik a magasabb hőmérsékleti képességek és a fokozott kémiai ellenállás felé. A fejlesztés alatt álló új készítmények 200°C-ig terjedő üzemi hőmérséklet-tartományt ígérnek, miközben megőrzik a szelektív kötési jellemzőket, amelyek elengedhetetlenek a hatékony impregnáláshoz.
A folyamatautomatizálás egyre inkább valós idejű felügyeleti és adaptív vezérlőrendszereket tartalmaz. Ezek a fejlesztések magukban foglalják a folyamatos vákuumszint-figyelést, az automatikus gyantaszin szabályozást és az integrált szivárgásvizsgálati ellenőrzést az egyállomásos feldolgozó berendezéseken belül.
Az additív gyártás integrációja feltörekvő lehetőségeket kínál, mivel a 3D-nyomtatott hidraulikus alkatrészek gyakran mutatnak porozitást, amely tömítést igényel. A fröccsöntési szolgáltatások és az utófeldolgozási impregnálás kombinációja új lehetőségeket teremt a komplex hidraulikus alkatrészek gyártásához.
A nanotechnológiai alkalmazások a nanorészecskék impregnálási gyantákba történő beépítését vizsgálják a mechanikai tulajdonságok javítása és a ciklikus terhelési körülmények közötti öngyógyító jellemzők biztosítása érdekében. Ezek a fejlett készítmények fejlesztési szakaszban maradnak, de ígéretesek az alkatrészek élettartamának meghosszabbítására az igényes hidraulikus alkalmazásokban.
Gyakran Ismételt Kérdések
Milyen nyomásszinteknek képesek ellenállni a vákuumimpregnált hidraulikus öntvények?
A megfelelően impregnált hidraulikus öntvények jellemzően 350 bar-ig terjedő nyomásnak képesek ellenállni folyamatos üzemben, a repesztési nyomás pedig meghaladja az 525 bar-t. A tényleges nyomásképesség az alapöntvény integritásától, a gyanta behatolásának teljességétől és az alkatrész geometriájától függ. A vizsgálati protokollok az üzemi nyomás 1,5-szeresénél ellenőrzik a teljesítményt a minősítési elfogadáshoz.
Mennyi ideig tart a vákuumimpregnálási eljárás hidraulikus alkatrészek esetében?
A teljes vákuumimpregnálás jellemzően 4-8 órát vesz igénybe, beleértve az evakuálást, az impregnálást és a kezdeti kötési fázisokat. Az evakuálási idő 15-60 perc között változik az alkatrész méretétől és a porozitás súlyosságától függően. A gyanta kötése további 2-4 órát igényel a kezelés előtt, a teljes tulajdonságfejlődés szobahőmérsékleten 24-48 órán belül érhető el.
A korábban megmunkált hidraulikus öntvények sikeresen impregnálhatók?
Igen, a megmunkált öntvények hatékonyan impregnálhatók, feltéve, hogy az alapos tisztítás eltávolítja az összes megmunkáló folyadékot és szennyeződést. A tisztítási protokollnak tartalmaznia kell a gőzzsírtalanítást és a lúgos mosást a teljes szennyeződés eltávolításának biztosítása érdekében. A megmunkált alkatrészek sikerességi aránya megközelíti a megmunkálatlan öntvényekét, ha megfelelő felületelőkészítési eljárásokat követnek.
Mi történik, ha a vákuumimpregnálás nem tömíti le az összes szivárgási útvonalat?
A sikertelen impregnálás gyakran megismételhető a kiváltó ok azonosítása és kijavítása után. A gyakori korrekciós intézkedések közé tartozik a meghosszabbított tisztítási ciklus, a hosszabb evakuálási idő vagy az alternatív gyanta kiválasztása. A részleges sikert mutató alkatrészek többszörös impregnálási ciklust igényelhetnek fokozatosan alacsonyabb viszkozitású gyantákkal. Az impregnálási kísérletek körülbelül 85-95%-a ér el elfogadható eredményeket az első feldolgozás során.
Hogyan befolyásolja a gyanta kötése a későbbi megmunkálási műveleteket?
A kikeményedett anaerob gyanták hasonlóan megmunkálhatók, mint az alap alumíniumötvözet, jellemzően nincs szükség speciális szerszámokra vagy paraméterbeállításokra. A gyanta keménysége (Shore D 75-85) kompatibilis az alumínium megmunkálásához használt szabványos keményfém szerszámokkal. A hűtőfolyadék kiválasztásakor kerülni kell a vízbázisú folyadékokat, amelyek a hosszabb megmunkálási műveletek során meglágyíthatják a kikeményedett gyantát.
Milyen minőségi tanúsítványok vonatkoznak a vákuumimpregnálási eljárásokra?
A vákuumimpregnálási eljárások jellemzően ISO 9001 minőségirányítási rendszerek szerint működnek, a repülőgépipari alkalmazásokhoz AS9100 tanúsítvány szükséges. A folyamatvalidálás az ASTM szabványokat követi, beleértve a D471-et a kémiai kompatibilitáshoz és a megfelelő szivárgásvizsgálati szabványokat, például az ISO 3530-at. A dokumentációs követelmények közé tartoznak a folyamatparaméterek, a gyanta tétel nyomon követhetősége és a szivárgásvizsgálati ellenőrzési jegyzőkönyvek.
Vannak-e környezetvédelmi vagy biztonsági aggályok a vákuumimpregnálási gyantákkal kapcsolatban?
A modern anaerob gyanták minimális környezeti hatást gyakorolnak, ha megfelelően kezelik és ártalmatlanítják őket. A vízbázisú készítmények kiküszöbölik az illékony szerves vegyületek kibocsátását a feldolgozás során. A biztonsági szempontok közé tartoznak a szabványos vegyi anyagkezelési protokollok, a megfelelő szellőzés a feldolgozás során és a hulladékanyagok helyi környezetvédelmi előírásoknak megfelelő ártalmatlanítása. A legtöbb anaerob gyanta nem veszélyes, ha kikeményedik.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece