Cink vs. Alumínium Présöntés: Miért Kínál a Cink Kiválóbb Szerszámélettartamot?
A présöntő szerszámok élettartama továbbra is az egyik legkritikusabb költségtényező a nagy volumenű gyártásban, mégis sok mérnök továbbra is kizárólag az alkatrészek tulajdonságai alapján hozza meg az anyagválasztási döntéseket. A rideg valóság az, hogy az alumínium présöntési műveletek általában 50 000-80 000 lövésenként igényelnek szerszámkarbantartást, míg a cink présöntő szerszámok rendszeresen meghaladják az 500 000 lövést a nagyobb karbantartási intervallumok előtt. Ez a szerszámok tartósságában mutatkozó alapvető különbség meghatározhatja a projekt jövedelmezőségét a gyártási életciklus során.
Főbb megállapítások
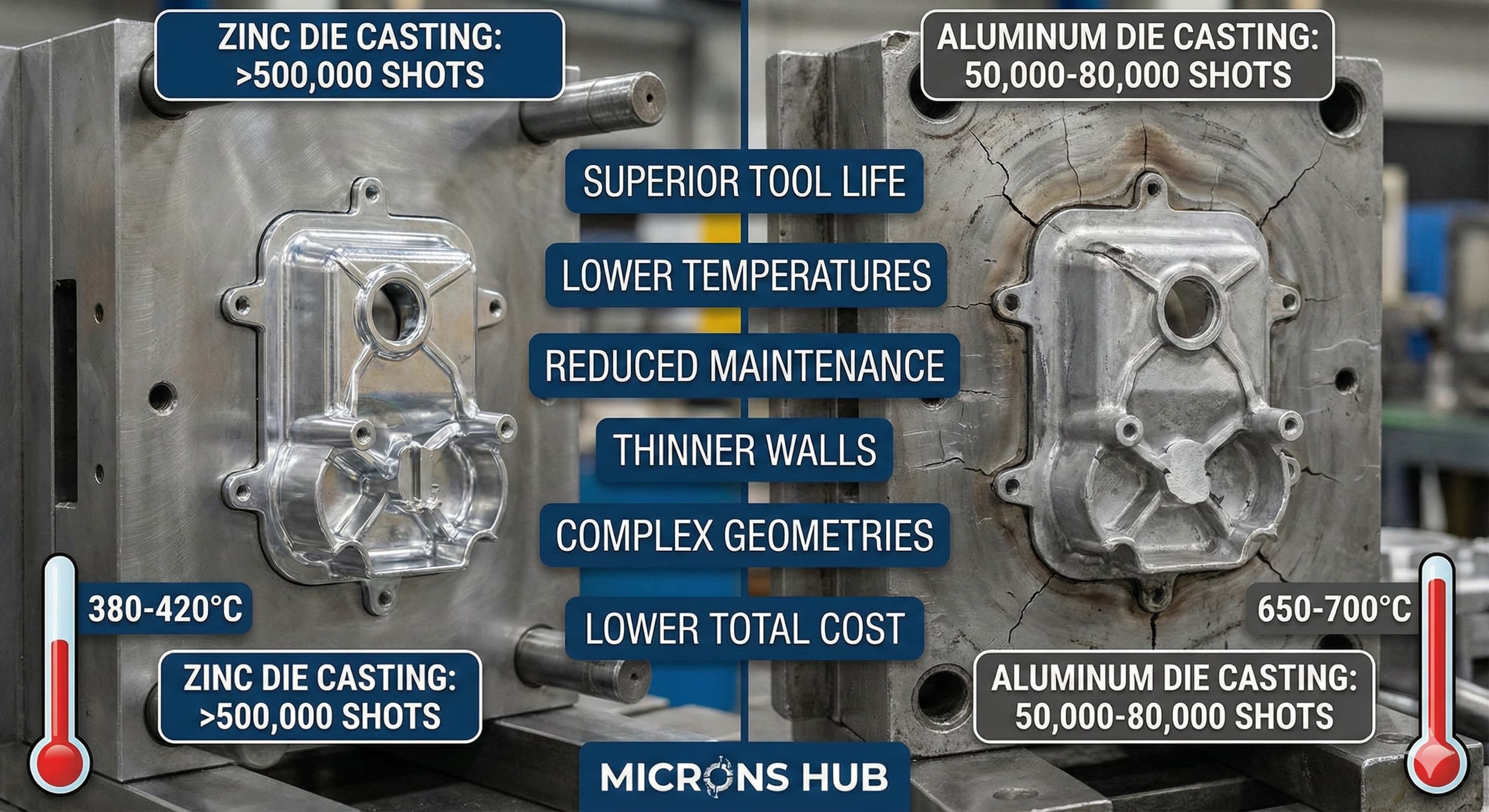
- A cink présöntő szerszámok 6-10-szer hosszabb élettartamot érnek el az alumíniumhoz képest, a tipikus karbantartási intervallumok meghaladják az 500 000 lövést, szemben az alumínium 50 000-80 000 lövésével
- Az alacsonyabb üzemi hőmérsékletek (cinknél 380-420°C, alumíniumnál 650-700°C) jelentősen csökkentik a hőterhelést és a szerszámok károsodását
- A cink kiváló folyási tulajdonságai vékonyabb falvastagságot és összetettebb geometriákat tesznek lehetővé, miközben megőrzik a következetes méretpontosságot
- A teljes birtoklási költség a cinket részesíti előnyben a nagy volumenű gyártásnál a magasabb nyersanyagköltségek ellenére, a csökkentett szerszámkarbantartás és a hosszabb gyártási ciklusok miatt
A szerszámélettartam-különbségek mögötti fizika
Annak alapvető oka, hogy a cink felülmúlja az alumíniumot a szerszámok élettartama tekintetében, az az üzemi hőmérséklet különbségében és az anyagkölcsönhatási tulajdonságokban rejlik. A cinkötvözetek körülbelül 380-420°C-on olvadnak, míg az alumíniumötvözetek megfelelő présöntési műveletekhez 650-700°C-ot igényelnek. Ez a 270-300°C-os hőmérséklet-különbség drámaian eltérő hőterhelési környezetet teremt a szerszámüregben.
A szerszámacél minden lövésnél hőtágulási és összehúzódási ciklusokon megy keresztül. Az alumínium üzemi hőmérsékletén a H13 szerszámacél (a présöntő szerszámok ipari szabványa) közelebb működik a temperálási hőmérséklet határához. Az emelt hőmérsékletnek való ismételt kitettség a szerszámfelület fokozatos lágyulását okozza, ami idő előtti kopáshoz, repedéshez és méretbeli instabilitáshoz vezet.
A cink alacsonyabb feldolgozási hőmérséklete a H13 szerszámacélt a teljes gyártási ciklus alatt az optimális keménységi tartományon belül tartja. A csökkentett hőhatás minimalizálja a hőrepedések kialakulását (a finom repedéshálózatok, amelyek a szerszámfelületeken alakulnak ki), és jelentősen meghosszabbítja a felújítási ciklusok közötti időtartamot.
Anyagfolyási jellemzők és szerszámkitöltés
A cinkötvözetek az alumíniumhoz képest kiváló folyékonyságot mutatnak, figyelemre méltó konzisztenciával töltve ki a vékony szakaszokat és az összetett geometriákat. Ez a fokozott folyási jellemző a cink alacsonyabb viszkozitásából adódik olvadék állapotban, valamint abból a képességéből, hogy a kitöltési folyamat során fenntartsa a hőmérséklet egyenletességét.
Ennek a javított áramlásnak a gyakorlati hatása a falvastagság képességeiben válik nyilvánvalóvá. A cink présöntvények a gyártás során rutinszerűen 0,5-0,8 mm-es falvastagságot érnek el, míg az alumínium általában 1,5-2,0 mm-es minimális falvastagságot igényel a megbízható kitöltéshez. Ez a képesség lehetővé teszi a tervezők számára, hogy optimalizálják az alkatrészek súlyát és az anyagfelhasználást, miközben megőrzik a szerkezeti integritást – ez kulcsfontosságú előny ott, ahol a stratégiai bordaelhelyezés javíthatja a szerkezeti teljesítményt a vékony falú szakaszokban.
Az egyenletes áramlási minta csökkenti a hidegzárások, áramlási vonalak és egyéb kitöltéssel kapcsolatos hibák valószínűségét is, amelyek veszélyeztethetik az alkatrészek minőségét és a szerszám élettartamát is. Amikor az alumínium turbulens kitöltést tapasztal, az ebből eredő nyomásváltozások mechanikai feszültséget okozhatnak a szerszámfelületeken, ami hozzájárul a szerszám idő előtti károsodásához.
Hőkezelés és ciklusidő optimalizálás
A hatékony hőkezelés közvetlenül összefügg a termelési hatékonysággal és a szerszámok élettartamával is. A cink alacsonyabb feldolgozási hőmérséklete agresszívabb hűtési stratégiákat tesz lehetővé anélkül, hogy veszélyeztetné az alkatrészek minőségét. A hűtőrendszer gyorsabban vonhatja el a hőt a cinköntvényekből, csökkentve a ciklusidőket, miközben fenntartja a méretstabilitást.
A cink présöntés tipikus hűtési sebessége 15-25°C másodpercenként, szemben az alumínium 8-15°C másodpercenkénti értékével. Ez a felgyorsított hűtési képesség sok alkalmazásban 20-30%-os ciklusidő-előnyt jelent. Ennél is fontosabb, hogy a szerszámrendszer csökkentett hőterhelése minimalizálja a vetemedést és a hőfáradást a szerszámokban.
A hőmérséklet-különbség a szerszámkenési rendszereket is befolyásolja. A cink mérsékelt üzemi hőmérséklete hatékonyabb kenési fedést tesz lehetővé, mivel a kenőanyagok nem mennek át gyors hőbomláson. Az alumínium magasabb hőmérséklete a kenőanyag lebomlását okozhatja, ami fokozott súrlódáshoz, berágódáshoz és a mozgó szerszámalkatrészek felgyorsult kopásához vezet.
| Tulajdonság | Cinkötvözetek (ZA-8, ZA-12) | Alumíniumötvözetek (A380, A383) |
|---|---|---|
| Feldolgozási hőmérséklet | 380-420°C | 650-700°C |
| Tipikus szerszám élettartam (lövések) | 500,000-1,000,000 | 50,000-80,000 |
| Minimális falvastagság | 0.5-0.8 mm | 1.5-2.0 mm |
| Hűtési sebesség | 15-25°C/mp | 8-15°C/mp |
| Méretstabilitás | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Felületi érdesség (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Gazdasági elemzés: Teljes birtoklási költség
Bár a cink tipikusan 15-25%-kal többe kerül, mint az alumínium kilogrammonként, a teljes költség egyenlete drámaian eltolódik, ha figyelembe vesszük a szerszám élettartamát, a karbantartási intervallumokat és a termelési hatékonyságot. Egy átfogó költségelemzésnek figyelembe kell vennie a nyersanyagköltségeket, a szerszám amortizációját, a karbantartási költségeket és a termelési leállásokat.
Vegyünk egy nagy volumenű gyártási forgatókönyvet, amely évente 2 millió alkatrészt igényel. Egy alumínium présöntési művelethez 25-40 szerszámkarbantartási ciklusra lehet szükség ebben a gyártási ciklusban, míg egy cinkművelethez általában csak 2-4 karbantartási beavatkozásra lenne szükség. Minden karbantartási ciklus 2-4 nap leállást, 8 000-15 000 euró felújítási költséget és potenciális minőségi problémákat von maga után az indulás során.
A cink présöntés meghosszabbított szerszámélettartama hosszabb, megszakítás nélküli gyártási ciklusokat tesz lehetővé, javítva az általános berendezéshatékonyságot (OEE) és csökkentve az egy alkatrészre jutó gyártási költségeket. Ez az előny különösen hangsúlyos az automatizált gyártási környezetekben, ahol a következetesség és a megbízhatóság kiemelten fontos.
A nagy pontosságú eredményekhez kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
Méretpontossági és felületminőségi előnyök
A cink kiváló méretstabilitása a teljes gyártási ciklus során jelentősen hozzájárul az alkatrészek egyenletes minőségéhez és a szerszámok kopásának csökkentéséhez. Az anyag alacsonyabb zsugorodási aránya (körülbelül 0,6-0,8%) az alumíniumhoz (1,0-1,3%) képest kiszámíthatóbb méretbeli eredményeket és a szerszámalkatrészekre nehezedő kisebb feszültséget eredményez.
Ez a méretbeli konzisztencia szigorúbb tűrési képességeket jelent. A cink présöntvények a kritikus méretekben rutinszerűen ±0,05-0,08 mm-es tűrést érnek el, míg az alumínium általában ±0,08-0,13 mm-es tűrést igényel a megbízható gyártáshoz. A jobb pontosság csökkenti a másodlagos megmunkálási műveletek szükségességét, és minimalizálja a minőséggel kapcsolatos termelési megszakításokat.
A felületminőség is a cinket részesíti előnyben, a tipikus Ra értékek 0,8-1,6 μm, amelyek közvetlenül a szerszámból érhetők el. Az alumínium felületek általában további befejező műveleteket igényelnek a hasonló felületminőség eléréséhez, ami növeli a költségeket és a gyártási folyamat összetettségét. A cink alkatrészek kiváló felületi minősége gyakran kiküszöböli a kiterjedt utófeldolgozás szükségességét, ami különösen előnyös az esztétikai megjelenést vagy a pontos szerelési felületeket igénylő alkalmazásoknál.
Ötvözetválasztás és tulajdonságoptimalizálás
A modern cink présöntő ötvözetek a mechanikai tulajdonságok széles skáláját kínálják, amelyek alkalmasak a nagy igénybevételű alkalmazásokhoz. A ZA sorozatú ötvözetek (ZA-8, ZA-12, ZA-27) kivételes szilárdság/súly arányt és kopásállóságot biztosítanak, megkérdőjelezve azt a hagyományos feltételezést, hogy az alumínium kiváló mechanikai tulajdonságokat kínál.
A ZA-12 például 350-400 MPa szakítószilárdságot ér el kiváló csapágy- és kopási jellemzőkkel. Ez a teljesítményszint megfelel vagy meghaladja sok alumíniumötvözet specifikációját, miközben megőrzi azokat a feldolgozási előnyöket, amelyek meghosszabbítják a szerszám élettartamát. Az ötvözet önkenő tulajdonságai tovább csökkentik a szerszámfelületek kopását a kilökési folyamat során.
| Ötvözet | Szakítószilárdság (MPa) | Folyáshatár (MPa) | Megnyúlás (%) | Keménység (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
A megfelelő cinkötvözetek kiválasztása a konkrét teljesítménykövetelményektől és a működési környezettől függ. Azoknál az alkalmazásoknál, amelyek maximális szerszámélettartamot igényelnek jó mechanikai tulajdonságokkal, a ZA-8 optimális egyensúlyt biztosít. Ha nagyobb szilárdságra van szükség, a ZA-12 kiváló teljesítményt nyújt, miközben megőrzi a cink présöntéshez kapcsolódó szerszámélettartam-előnyöket.
Szerszámtervezési szempontok a hosszabb élettartam érdekében
A szerszámtervezés optimalizálása a cink présöntéshez tovább javíthatja a már amúgy is kiváló szerszámélettartam-jellemzőket. Az alacsonyabb üzemi hőmérsékletek lehetővé teszik a kifinomultabb hűtőcsatorna-geometriák használatát a szerszám szilárdságának veszélyeztetése nélkül. Az additív gyártási technikákkal létrehozott konform hűtőcsatornák könnyebben beépíthetők a cink szerszámokba a csökkentett hőterhelés miatt.
A kapuzás kialakítása kevésbé kritikus a cinknél a kiváló folyási jellemzői miatt, de a megfelelő kapuzás továbbra is befolyásolja a szerszám élettartamát. A cink azon képessége, hogy egyenletesen töltse ki a vékony szakaszokat, kisebb kapuméreteket tesz lehetővé, csökkentve a kapuzási területekre nehezedő mechanikai feszültséget a törési és vágási műveletek során. Ez a szempont különösen fontos az automatizált gyártásban, ahol a következetes kaputörés elengedhetetlen a folyamatos működéshez.
A kilökőrendszer kialakítása szintén profitál a cink tulajdonságaiból. Az anyag természetes kenőképessége és alacsonyabb feldolgozási hőmérséklete csökkenti az alkatrészek kilökéséhez szükséges erőt, minimalizálva a kilökőcsapok kopását és csökkentve a kilökőcsapok törésének valószínűségét – ami az alumínium műveletekben a termelési leállások gyakori oka.
Integráció a modern gyártási rendszerekkel
A cink présöntés megbízhatósági és konzisztencia előnyei jól illeszkednek a modern gyártási megközelítésekhez, beleértve a lean gyártást és az Ipar 4.0 implementációkat. A meghosszabbított szerszámélettartam és a csökkentett karbantartási igények támogatják a just-in-time termelési stratégiákat a nem tervezett leállások minimalizálásával és a kiszámítható termelési ütemtervek biztosításával.
Amikor a présöntést más gyártási folyamatokkal integrálják, mint például a lemezmegmunkálási szolgáltatások vagy a másodlagos megmunkálási műveletek, a cink méretbeli konzisztenciája előnyöket biztosít a downstream feldolgozásban. A kiváló felületi minőség és méretpontosság csökkenti a beállítási időt és a szerszámok kopását a másodlagos műveletekben, hozzájárulva az általános rendszerhatékonysághoz.
A minőségellenőrzési rendszerek profitálnak a cink folyamatstabilitásából. A statisztikai folyamatszabályozási (SPC) implementációk szigorúbb szabályozási határértékeket és kevesebb speciális okú eltérést mutatnak a cink présöntési műveletekben. Ez a stabilitás csökkenti a folyamatbeállítások és a minőséggel kapcsolatos termelési megszakítások gyakoriságát, tovább növelve a teljes költségelőnyöket.
A modern gyártók, akik a Microns Hub-ot választják, profitálnak a specializált présöntő létesítményekkel való közvetlen kapcsolatokból, amelyek a piactéri platformokhoz képest kiváló minőségellenőrzést és versenyképes árakat biztosítanak. Az anyagválasztásban és a folyamatoptimalizálásban szerzett műszaki szakértelmünk azt jelenti, hogy minden projekt megkapja azt a célzott figyelmet, amely az optimális szerszámélettartam és termelési hatékonyság eléréséhez szükséges.
Környezetvédelmi és fenntarthatósági szempontok
A cink présöntés meghosszabbított szerszámélettartama több úton is pozitívan hozzájárul a környezeti fenntarthatósághoz. A csökkentett szerszámkarbantartási gyakoriság kevesebb cserealkatrészt, kevesebb energiafogyasztást jelent a szerszámok felújításához, és csökkenti a kopott szerszámalkatrészekből származó hulladéktermelést.
A cink alacsonyabb feldolgozási hőmérséklete közvetlenül csökkenti az egy alkatrészre jutó energiafogyasztást. A nagy volumenű gyártásban ez az energiaelőny jelentős költségmegtakarítást és csökkentett szénlábnyomot jelenthet. A jobb anyagfelhasználási hatékonyság, amelyet a vékonyabb falú szakaszok és a jobb áramlási jellemzők tesznek lehetővé, tovább javítja a környezeti profilt.
Mind a cinkötvözetek, mind a szerszámacélok újrahasznosíthatósága támogatja a körforgásos gazdaság elveit. A cink présöntési hulladék magas értéket tart fenn, és könnyen újrahasznosítható új ötvözetekké. A meghosszabbított szerszámélettartam azt jelenti, hogy a szerszámok beágyazott energia- és anyagtartalma sokkal több gyártási ciklusra amortizálódik, javítva a gyártási folyamat általános erőforrás-hatékonyságát.
A gyártók kihasználhatják ezeket a fenntarthatósági előnyöket a vállalati környezetvédelmi célok elérése érdekében, miközben kiváló gazdasági teljesítményt érnek el. A csökkentett energiafogyasztás, a meghosszabbított szerszámélettartam és a jobb anyaghatékonyság kombinációja meggyőző érvet teremt a cink présöntés mellett azokban az alkalmazásokban, ahol a környezeti hatás szempont.
A gyártók számára, akik átfogó gyártási megoldásokat keresnek, a gyártási szolgáltatásaink a folyamatok teljes skáláját felölelik, amelyek a termelési hatékonyság és a szerszámok élettartamának optimalizálásához szükségesek a különböző alkalmazási követelmények között.
Gyakran Ismételt Kérdések
Mennyi a tényleges költségkülönbség a cink és az alumínium présöntés között, ha figyelembe vesszük a szerszám élettartamát?
Bár a cink anyagköltségei jellemzően 15-25%-kal magasabbak, mint az alumíniumé, a teljes birtoklási költség gyakran a cinket részesíti előnyben a nagy volumenű alkalmazásokban. A cink szerszámok 500 000-1 000 000 lövést bírnak ki, szemben az alumínium 50 000-80 000 lövésével, ami jelentősen alacsonyabb szerszámkarbantartási költségeket, csökkentett leállásokat és jobb termelési hatékonyságot jelent. A legtöbb, évente 100 000 alkatrészt meghaladó gyártási forgatókönyvben a cink kiváló szerszámélettartama több mint kompenzálja a magasabb anyagköltséget.
A cink présöntés elérheti ugyanazokat a szilárdsági tulajdonságokat, mint az alumíniumötvözetek?
A modern cinkötvözetek, mint például a ZA-12, 350-400 MPa szakítószilárdságot érnek el, ami megfelel vagy meghaladja sok alumínium présöntő ötvözetét. Míg az alumínium előnyöket kínál a fajlagos szilárdságban (szilárdság/súly arány), a cink kiváló csapágytulajdonságokat, kopásállóságot és méretstabilitást biztosít. A választás a konkrét alkalmazási követelményektől függ, de a cinket nem szabad automatikusan elutasítani a korszerűtlen szilárdsági feltételezések alapján.
Hogyan viszonyulnak egymáshoz az anyagok minimális falvastagsági képességei?
A cink présöntés a gyártási alkalmazásokban rutinszerűen 0,5-0,8 mm-es falvastagságot ér el, míg az alumínium általában 1,5-2,0 mm-es minimális falvastagságot igényel a megbízható kitöltéshez. Ez a képesség a cink kiváló folyási jellemzőiből és alacsonyabb viszkozitásából adódik olvadék állapotban. A vékonyabb falú képesség jelentős anyagmegtakarítást és jobb tervezési rugalmasságot tesz lehetővé sok alkalmazásban.
Milyen tényezők határozzák meg, hogy a cink vagy az alumínium alkalmasabb-e egy adott alkalmazáshoz?
A legfontosabb tényezők közé tartozik a gyártási volumen (a cink előnyei a volumennel nőnek), a mérettűrési követelmények (a cink szigorúbb tűréseket kínál), a szilárdság/súly arány szükségessége (alumínium előny), a felületminőségi követelmények (cink előny) és a szerszámélettartam elvárásai. A nagy pontosságot, az egyenletes minőséget és a hosszú gyártási ciklusokat igénylő alkalmazások általában a cinket részesítik előnyben, míg a súlykritikus alkalmazások az alumíniumot részesíthetik előnyben a szerszámélettartam kompromisszumai ellenére.
Hogyan viszonyul egymáshoz a méretpontosság a cink és az alumínium présöntés között?
A cink présöntés a kritikus méretekben jellemzően ±0,05-0,08 mm-es tűrést ér el, míg az alumínium ±0,08-0,13 mm-es tűrést igényel a megbízható gyártáshoz. Ez a különbség a cink alacsonyabb zsugorodási arányából (0,6-0,8% vs 1,0-1,3% az alumínium esetében) és a kiváló méretstabilitásból adódik a teljes gyártási ciklus során. A jobb pontosság gyakran kiküszöböli a másodlagos megmunkálási követelményeket.
Milyen karbantartási intervallumokra lehet számítani a cink és az alumínium présöntő szerszámok esetében?
A cink présöntő szerszámok általában 500 000-1 000 000 lövésenként igényelnek nagyobb karbantartást, míg az alumínium szerszámoknak 50 000-80 000 lövésenként van szükségük karbantartásra. Ez 6-10-szeres különbséget jelent a szerszám élettartamában. A meghosszabbított intervallumok az alacsonyabb üzemi hőmérsékletből (380-420°C vs 650-700°C), a csökkentett hőterhelésből és az olvadék fém és a szerszámacél felületek közötti kevésbé agresszív kölcsönhatásból adódnak.
Hogyan viszonyulnak egymáshoz a ciklusidők a cink és az alumínium présöntési folyamatok között?
A cink présöntés gyakran 20-30%-kal gyorsabb ciklusidőket ér el az alacsonyabb feldolgozási hőmérsékletek által lehetővé tett hatékonyabb hőelvonás miatt. A cink tipikus hűtési sebessége 15-25°C másodpercenként, szemben az alumínium 8-15°C másodpercenkénti értékével. A gyorsabb ciklusidő, a meghosszabbított szerszámélettartammal kombinálva, jelentősen javítja az általános berendezéshatékonyságot és a termelési kapacitást.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece