Sorjázási szabványok: Élének megmunkálása a biztonságos kezeléshez
A megmunkálásból, sajtolásból és vágási műveletekből származó éles szélek biztonsági kockázatot és funkcionális problémákat jelentenek, amelyek szisztematikus sorjázási megközelítéseket igényelnek. A megfelelő élmegmunkálási specifikációk megelőzik a munkahelyi sérüléseket, javítják az alkatrészek teljesítményét, és biztosítják a következetes gyártási eredményeket a gyártási sorozatok során.
Főbb tudnivalók
- Az élmegmunkálási specifikációknak összhangban kell lenniük az anyag tulajdonságaival és a tervezett alkalmazási követelményekkel
- A sorjázási szabványok jelentősen eltérnek az iparágak között, a repülőgépipar szigorúbb tűréshatárokat követel meg, mint az általános gyártás
- Az automatizált sorjázási folyamatok kiváló konzisztenciát kínálnak, de a kézi módszerek jobb irányítást biztosítanak a komplex geometriákhoz
- A költséghatékony sorjázási stratégiák a biztonsági követelményeket a termelési hatékonysággal egyensúlyozzák a megfelelő folyamat kiválasztásával
Az élmegmunkálás alapjainak megértése
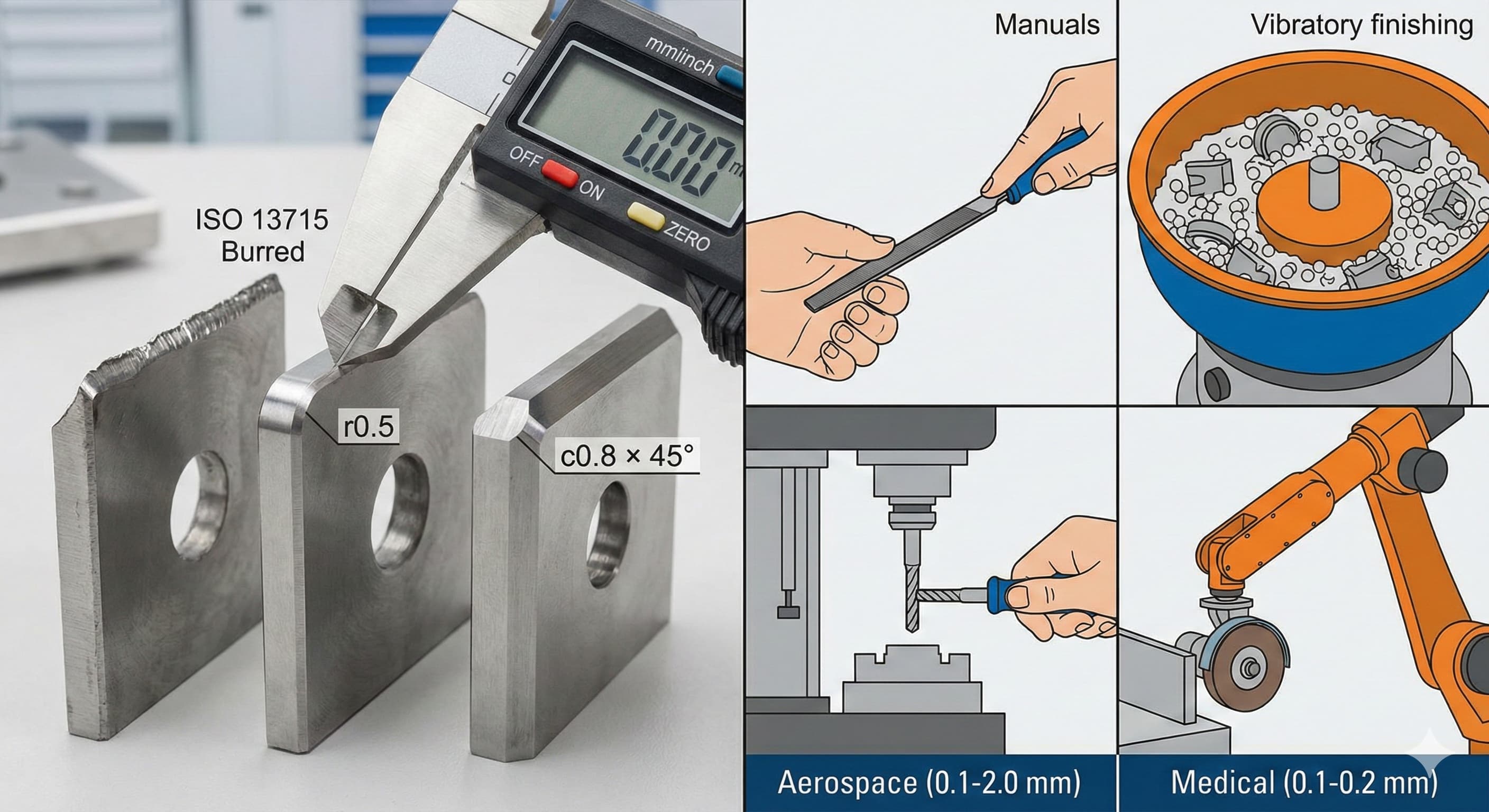
Az élmegmunkálás, amelyet az éles szélek szándékos eltávolításaként vagy módosításaként definiálunk, a potenciálisan veszélyes vágófelületeket biztonságos, funkcionális élekké alakítja. Az alapvető mérés két fő paramétert foglal magában: az él sugarát és a letörés méretét. Az él sugármérései általában 0,1 mm és 2,0 mm között mozognak a legtöbb gyártási alkalmazásnál, míg a letörési specifikációk általában 0,2 mm és 1,5 mm között vannak 45 fokos szögekben.
Az anyag tulajdonságai közvetlenül befolyásolják az élmegmunkálási követelményeket. Az alumíniumötvözetek, mint például a 6061-T6 tisztán megmunkálhatók, de éles sorjákat képeznek, amelyek következetes 0,2-0,4 mm-es élmegmunkálást igényelnek a biztonságos kezeléshez. A 316L rozsdamentes acél agresszívabb sorjákat képez a vágási műveletek során, ami nagyobb, 0,5-0,8 mm-es élmegmunkálást tesz szükségessé az összes éles kiemelkedés eltávolításához. A szénacél minőségek, mint például az 1018, ezen szélsőségek közé esnek, és általában 0,3-0,6 mm-es élmegmunkálást igényelnek a használt vágási módszertől függően.
A geometria komplexitása jelentősen befolyásolja a sorjázási megközelítés kiválasztását. Az egyszerű, téglalap alakú, egyenes élű alkatrészekhez automatizált forgó vagy vibrációs felületkezelési módszerek alkalmazhatók. A komplex geometriák belső sarkokkal, lyukakkal és változó vastagságú szakaszokkal szelektív kézi sorjázást vagy speciális szerszámozási megközelítéseket igényelnek. A bordákkal és peremekkel ellátott panelmerevítők példázzák ezt a komplexitást, amelyek gondos figyelmet igényelnek az élmegmunkálásra, ahol a különböző anyagvastagságok találkoznak.
Ipari szabványok és specifikációk
Az ISO 13715 biztosítja az élmegmunkálások műszaki rajzokon történő meghatározásának alapvető keretrendszerét, szabványos jelöléseket és mérési módszereket hozva létre. A szabvány az élmegmunkálási jelöléseket az "r" betűvel jelöli a sugárirányú élmegmunkálásokhoz és a "c" betűvel a letöréses élmegmunkálásokhoz, amelyet a méret specifikációja követ. Például az "r0.5" egy 0,5 mm-es sugárirányú élmegmunkálást jelez, míg a "c0.8 x 45°" egy 0,8 mm-es letörést határoz meg 45 fokos szögben.
A repülőgépipari alkalmazások az AS9100 minőségirányítási szabványokat követik, amelyek meghatározott élmegmunkálási követelményeket írnak elő a biztonságkritikus alkatrészekhez. A tipikus repülőgépipari élmegmunkálások 0,1-0,3 mm között mozognak a precíziós alkatrészeknél, és akár 1,0-2,0 mm-ig a szerkezeti alkatrészeknél. Ezek a specifikációk biztosítják a következetes teljesítményt extrém üzemi körülmények között, miközben fenntartják a pontos mérettűréseket.
Az orvosi eszközök gyártása megfelel az ISO 13485 szabványoknak, amelyek sorjamentes felületeket követelnek meg a betegek biztonsága érdekében. Az orvosi alkalmazásokban az élmegmunkálások általában maximum 0,1-0,2 mm-es méreteket írnak elő sima, következetes profilokkal. Az éles szélek vagy a megmaradt sorják szövetkárosodást okozhatnak vagy veszélyeztethetik az eszköz működését, ezért elengedhetetlen a szigorú sorjázás.
| Iparág | Tipikus élletörési tartomány | Elsődleges szabvány | Kritikus követelmények |
|---|---|---|---|
| Repülőgépipar | 0.1-2.0 mm | AS9100 | Feszültségkoncentráció megelőzése |
| Orvosi eszköz | 0.1-0.2 mm | ISO 13485 | Biokompatibilitás és biztonság |
| Autóipar | 0.2-1.0 mm | ISO/TS 16949 | Fáradási ellenállás |
| Általános gyártás | 0.3-1.5 mm | ISO 9001 | Biztonságos kezelés |
Sorjázási folyamat kiválasztása
A kézi sorjázás reszelőkkel, kaparókkal és csiszoló eszközökkel maximális irányítást biztosít a komplex geometriákhoz és a kritikus alkalmazásokhoz. A képzett kezelők következetes 0,1-0,5 mm-es élmegmunkálást érhetnek el, miközben megőrzik a szigorú mérettűréseket. A kézi módszerek kiválóan alkalmasak a változó alkatrészgeometriák, a belső jellemzők kezelésére, vagy ha különböző élmegmunkálási követelmények vannak ugyanazon az alkatrészen. A munkaköltségek általában 25-45 euró/óra között mozognak a képzettségi szinttől és a földrajzi elhelyezkedéstől függően.
A forgó eljárások forgó dobokat használnak, amelyek csiszolóanyaggal vannak feltöltve, hogy egyenletes élmegmunkálást hozzanak létre több alkatrészen egyszerre. A kerámia csiszolóanyag agresszív vágóhatást eredményez, amely alkalmas 0,5-2,0 mm-es élmegmunkálásokhoz, míg a műanyag csiszolóanyag gyengédebb hatást biztosít 0,2-0,8 mm-es élmegmunkálásokhoz. A feldolgozási idő 2-8 óra között változik az anyag keménységétől és a kívánt élmegmunkálás méretétől függően. A forgó eljárás hatékonyan működik olyan alkatrészeknél, amelyek nem rendelkeznek finom jellemzőkkel vagy szigorú tűréshatár követelményekkel.
A vibrációs felületkezelés oszcilláló tálakat vagy kádakat használ, amelyek csiszolóanyagot és alkatrészeket tartalmaznak gondosan ellenőrzött környezetben. Ez a módszer következetesebb eredményeket produkál, mint a forgó eljárás, miközben jobb méretellenőrzést tart fenn. A vibrációs rendszerek 0,1-1,5 mm-es élmegmunkálást érhetnek el 1-6 órás feldolgozási idővel. A vegyület kiválasztása jelentősen befolyásolja az eredményeket, az alkáli vegyületek gyorsabb vágást, a semleges vegyületek pedig simább felületet biztosítanak.
A nagy pontosságú eredményekért kérjen ingyenes árajánlatot, és kapjon árat 24 órán belül a Microns Hub-tól.
Automatizált sorjázási technológiák
A CNC sorjázó rendszerek speciális szerszámozást és programozást integrálnak a sorják eltávolítására az elsődleges megmunkálási művelet során. A letörő marók, a sorjázó szerszámok és a kefés rendszerek beprogramozhatók a megmunkálási ciklusokba, hogy következetes élmegmunkálást hozzanak létre másodlagos műveletek nélkül. Ez a megközelítés kiküszöböli a műveletek közötti kezelést, miközben fenntartja a pontos méretellenőrzést. A CNC sorjázással elérhető tipikus élmegmunkálások 0,1-1,0 mm között mozognak, kiváló ismételhetőséggel.
A robotizált sorjázó rendszerek ipari robotokat kombinálnak különböző sorjázó szerszámokkal a komplex élmegmunkálási műveletek automatizálására. Az erővezérelt robotok követhetik az alkatrészek kontúrjait, miközben állandó nyomást tartanak fenn a vágószerszámok vagy a csiszolókerekek ellen. A programozási rugalmasság lehetővé teszi a különböző élmegmunkálási specifikációkat ugyanazon az alkatrészen, így a robotizált rendszerek ideálisak a vegyes gyártási környezetekhez. A beruházási költségek 150 000-500 000 euró között mozognak a rendszer komplexitásától és a szerszámozási követelményektől függően.
A termikus sorjázás, más néven robbanásos sorjázás, ellenőrzött égést használ a sorják eltávolítására a belső járatokból és a komplex geometriákból. Ez a folyamat hatékonyan éri el a hagyományos sorjázási módszerekkel hozzáférhetetlen területeket, miközben következetes 0,1-0,3 mm-es élmegmunkálást hoz létre. A termikus sorjázás különösen jól működik az fröccsöntött alkatrészeknél, amelyek bonyolult belső jellemzőkkel rendelkeznek, amelyek sorjamentes felületeket igényelnek a megfelelő működéshez.
| Sorjázási módszer | Élletörési tartomány | Tipikus ciklusidő | Befektetési költség |
|---|---|---|---|
| Kézi | 0.1-0.5 mm | 5-30 perc/darab | €500-2,000 |
| Dobozos | 0.5-2.0 mm | 2-8 óra | €15,000-50,000 |
| Vibrációs | 0.1-1.5 mm | 1-6 óra | €25,000-75,000 |
| CNC integráció | 0.1-1.0 mm | 1-5 perc/darab | €5,000-25,000 |
| Robotizált | 0.2-2.0 mm | 2-15 perc/darab | €150,000-500,000 |
Anyagspecifikus sorjázási szempontok
Az alumíniumötvözetek gondos sorjázási megközelítés kiválasztását igénylik, mivel hajlamosak a vágószerszámok terhelésére és a húzós sorják képzésére. A 6061-T6 alumínium jól reagál az éles sorjázó szerszámokra pozitív forgácsolási szögekkel és megfelelő forgácseltávolítással. Az ajánlott vágási sebességek 200-400 felületi láb/perc között mozognak 0,05-0,15 mm/fordulat előtolási sebességgel. Az árasztásos hűtőfolyadék megakadályozza az anyag felhalmozódását a vágóéleken, miközben fenntartja a méretstabilitást.
A rozsdamentes acél minőségek, mint például a 316L és a 304, hidegalakítási kihívásokat jelentenek, amelyek befolyásolják a sorjázó szerszám kiválasztását. A keményfém sorjázó szerszámok hosszabb ideig tartják meg az éles vágóéleket, mint a gyorsacél alternatívák a rozsdamentes anyagok feldolgozásakor. A vágási sebességet 100-200 felületi láb/percre kell csökkenteni a túlzott hőtermelés elkerülése érdekében, amely hidegalakítást okozhat. A következetes előtolási sebesség megakadályozza a szerszám dörzsölését, ami gyenge felületi minőséget és idő előtti szerszámkopást eredményez.
A szénacél anyagok általában kiszámíthatóan megmunkálhatók és sorjázhatók a közös minőségek, például az 1018, 1045 és 4140 között. A szerszám kiválasztása elsősorban az anyag keménységétől függ, nem pedig a hidegalakítási jellemzőktől. A lágyított szénacélok agresszív sorjázási paramétereket fogadnak el, míg a keményített minőségek konzervatívabb megközelítéseket igényelnek. A réz gyűjtősín gyártása bemutatja, hogy az anyag tulajdonságai hogyan befolyásolják mind az elsődleges feldolgozást, mind a sorjázási követelményeket az elektromos alkalmazásokhoz.
Minőségellenőrzés és mérés
Az élmegmunkálás mérése megfelelő szerszámozást és technikákat igényel a specifikáció betartásának biztosításához. Az optikai komparátorok érintésmentes mérést biztosítanak az él sugarának és a letörés méreteinek 0,01 mm pontossággal. A sugármérők gyors go/no-go ellenőrzést kínálnak a termelési környezetekhez, ahol a sebesség fontosabb, mint a precíziós mérés. Az érintéses profilométerek a legmagasabb pontosságot biztosítják a kritikus alkalmazásokhoz, amelyek megkövetelik a tényleges élmegmunkálási profilok dokumentálását.
A felületi érdesség specifikációk gyakran kísérik az élmegmunkálási követelményeket, különösen a repülőgépiparban és az orvosi alkalmazásokban. A 0,8-3,2 μm Ra értékek gyakoriak a sorjázott éleknél, simább felületekkel az emberi érintkezést vagy folyadékáramlást magában foglaló alkalmazásokhoz. A hordozható érdességmérőkkel végzett felületi érdességmérés lehetővé teszi a termelési területen történő ellenőrzést laboratóriumi berendezések nélkül.
A statisztikai folyamatszabályozás bevezetése nyomon követi a sorjázás konzisztenciáját a gyártási sorozatok során, és azonosítja a trendeket, mielőtt az alkatrészek a specifikációs határokon kívül esnének. Az élmegmunkálási méreteket figyelő vezérlődiagramok segítenek optimalizálni a folyamatparamétereket és csökkenteni a selejtarányt. A Microns Hub-tól történő rendeléskor kihasználhatja a közvetlen gyártói kapcsolatokat, amelyek kiváló minőségellenőrzést és versenyképes árakat biztosítanak a piactéri platformokhoz képest. Műszaki szakértelmünk és átfogó mérési képességeink azt jelentik, hogy minden projekt megkapja a következetes élmegmunkálási specifikációkhoz szükséges figyelmet.
Költségoptimalizálási stratégiák
A folyamatok összevonása csökkenti a kezelési és beállítási költségeket azáltal, hogy a sorjázási műveleteket integrálja az elsődleges gyártási lépésekkel. A CNC programozás, amely tartalmazza a sorjázó szerszámpályákat, kiküszöböli a másodlagos műveleteket, miközben fenntartja a méretellenőrzést. Az alkatrésztervezési módosítások, például az egyenletes élmegmunkálás meghatározása az összes élen, leegyszerűsíti a feldolgozást és csökkenti az ellenőrzési követelményeket.
A kötegelt feldolgozás maximalizálja a berendezések kihasználtságát a forgó és vibrációs felületkezelési műveleteknél. A hasonló sorjázási követelményekkel rendelkező alkatrészek csoportosítása hosszabb feldolgozási futásokat tesz lehetővé következetes csiszolóanyag- és vegyületválasztással. A megfelelő alkatrészrögzítés megakadályozza a sérüléseket az automatizált sorjázás során, miközben biztosítja az egyenletes eredményeket az összes felületen.
A szerszám élettartamának optimalizálása a megfelelő kiválasztás és karbantartás révén csökkenti az egy alkatrészre jutó sorjázási költségeket. A keményfém sorjázó szerszámok magasabb kezdeti költségeket indokolnak a meghosszabbított szerszámélettartam révén a termelési környezetekben. A rendszeres szerszámellenőrzés és csereütemezés megelőzi a minőségi problémákat, miközben fenntartja a következetes ciklusidőket. Gyártási szolgáltatásaink átfogó szerszámkezelési programokat tartalmaznak, amelyek optimalizálják a sorjázási műveleteket a költséghatékony termelés érdekében.
Biztonsági és kezelési követelmények
A sorjázási műveletekhez tartozó egyéni védőfelszerelés specifikációinak mind a mechanikai, mind a kémiai veszélyeket kezelniük kell. A 3. vagy magasabb szintű vágásálló kesztyűk védelmet nyújtanak az éles szélek és a forgó szerszámok ellen. Az oldalsó pajzsokkal ellátott védőszemüvegek megakadályozzák a szem sérüléseit a kézi sorjázási műveletek során repülő részecskék miatt. Légzésvédőre lehet szükség olyan anyagok feldolgozásakor, amelyek káros port termelnek, vagy ha kémiai vegyületeket használnak a felületkezelési műveletekben.
A munkaállomás kialakítása befolyásolja mind a biztonságot, mind a termelékenységet a kézi sorjázási műveletekben. A megfelelő világítás kiküszöböli az árnyékokat, amelyek elrejthetik a megmaradt sorjákat vagy éles széleket. Az ergonomikus szerszámfogantyúk csökkentik a kéz fáradtságát a hosszabb sorjázási munkamenetek során. Az alkatrészeket biztonságosan rögzíteni kell, hogy megakadályozzák a mozgást a sorjázási műveletek során, amelyek sérüléseket vagy mérethibákat okozhatnak.
Az automatizált rendszer biztonsági jellemzői közé tartoznak a fényfüggönyök, a vészleállítók és a megfelelő védelem a forgó berendezések körül. A kizárási/címkézési eljárások biztosítják a biztonságos karbantartási hozzáférést a forgó és vibrációs berendezésekhez. Az anyagmozgató rendszereknek minimalizálniuk kell a nehéz alkatrészek kézi emelését és pozicionálását a sorjázási műveletek során.
Gyakran Ismételt Kérdések
Milyen élmegmunkálási specifikációt használjak általános gyártási munkákhoz?
Általános gyártási alkalmazásokhoz a 0,3-0,6 mm-es élmegmunkálások megfelelő biztonságot nyújtanak a kezeléshez, miközben költséghatékonyak maradnak. Ha lehetséges, határozzon meg egységes élmegmunkálást az összes alkatrészélen a feldolgozás egyszerűsítése érdekében. Vegye figyelembe az anyag vastagságát és a tervezett alkalmazást a konkrét méretek meghatározásakor.
Hogyan határozhatom meg az élmegmunkálásokat a műszaki rajzokon?
Használja az ISO 13715 jelölést "r"-rel a sugárirányú élmegmunkálásokhoz és "c"-vel a letöréses élmegmunkálásokhoz, amelyet a méret követ. Például az "r0.5" egy 0,5 mm-es sugárirányú élmegmunkálást jelez. Adjon meg általános megjegyzéseket az egyenletes élmegmunkálásokhoz, vagy méretezze az egyes éleket külön-külön, ha a követelmények eltérőek.
Befolyásolhatja-e a sorjázás az alkatrész méreteit és tűréseit?
Igen, az agresszív sorjázás az anyagot a tervezett élmegmunkáláson túl is eltávolíthatja, ami befolyásolja a kritikus méreteket. Gondosan határozza meg az élmegmunkálási helyeket, és vegye figyelembe a méretbeli felhalmozódási hatásokat. A CNC sorjázás általában a legjobb méretellenőrzést biztosítja a precíziós alkatrészekhez.
Melyik sorjázási módszer működik a legjobban kis sorozatú gyártáshoz?
A kézi sorjázás kínálja a legnagyobb rugalmasságot a kis sorozatokhoz, változó geometriákkal. A vibrációs felületkezelés jól működik a hasonló alkatrészek kis sorozataihoz, amelyek egységes élmegmunkálást igényelnek. Vegye figyelembe a beállítási költségeket a munkaköltségekkel szemben a kis mennyiségekhez tartozó módszerek kiválasztásakor.
Hogyan szabályozhatom a sorjázás minőségét az automatizált rendszerekben?
Végezzen rendszeres mérési ellenőrzéseket go/no-go mérőeszközökkel vagy optikai mérőrendszerekkel. Figyelje a folyamatparamétereket, például a csiszolóanyag állapotát, a ciklusidőket és az alkatrész pozicionálását. Hozzon létre vezérlődiagramokat az élmegmunkálás konzisztenciájának nyomon követésére és a trendek azonosítására, mielőtt minőségi problémák merülnének fel.
Milyen biztonsági szempontok vonatkoznak a sorjázási műveletekre?
Mindig viseljen megfelelő egyéni védőfelszerelést, beleértve a vágásálló kesztyűket és a védőszemüveget. Biztosítson megfelelő szellőzést, ha kémiai vegyületeket használ, vagy olyan anyagokat dolgoz fel, amelyek káros részecskéket termelnek. Hajtson végre megfelelő kizárási/címkézési eljárásokat az automatizált berendezések karbantartásához.
Hogyan befolyásolja az anyag keménysége a sorjázási követelményeket?
A keményebb anyagok általában agresszívabb sorjázási módszereket és hosszabb feldolgozási időket igényelnek. A szerszám kiválasztása kritikus fontosságúvá válik a keményített anyagokhoz a korai kopás megelőzése érdekében. Fontolja meg a lágyítást a sorjázás előtt, ha nagyon kemény anyagokat dolgoz fel, majd hőkezelje a végső keménységre, ha szükséges.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece