Panelmerevítők: Bordák és peremek hozzáadása az "olajdobozosodás" megelőzésére
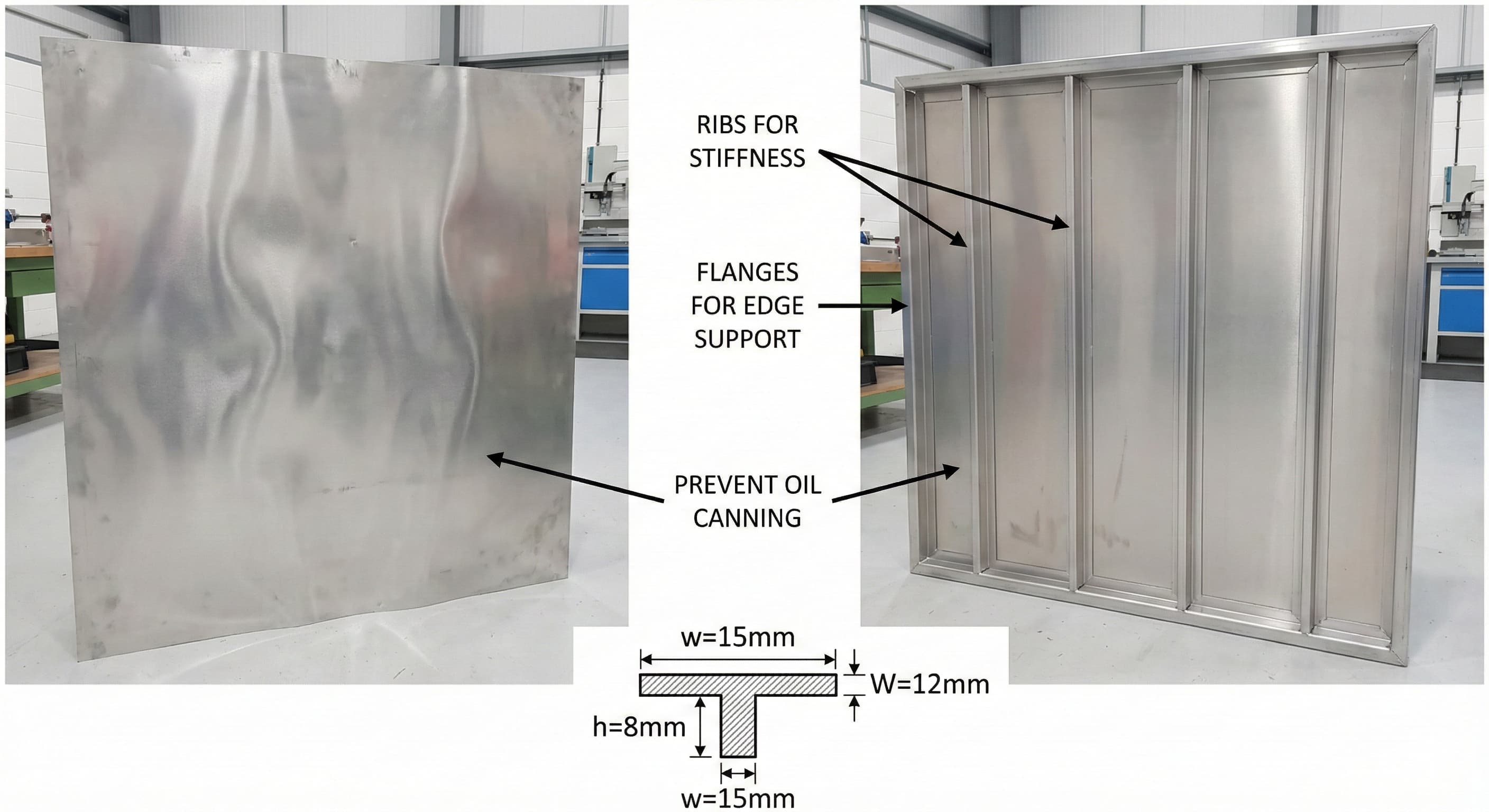
Az olajdobozosodás – a vékony fémlemezek nem kívánt hajlítási deformációja terhelés alatt – az egyik legkitartóbb kihívást jelenti a fémlemezgyártásban. Ez a szerkezeti instabilitás látható hullámosságként vagy horpadásként jelentkezik, ami rontja a gyártott alkatrészek esztétikai megjelenését és funkcionális integritását.
A Microns Hub mérnökei az olajdobozosodási problémákkal a legkülönbözőbb alkalmazásokban találkoznak, az építészeti panelektől az elektronikai burkolatokig, ahol az anyagvastagsági korlátok ütköznek a merevségi követelményekkel. A jelenség akkor fordul elő, amikor a panel méretei meghaladják az anyag természetes merevségi küszöbét, jellemzően akkor, ha a vastagság-fesztávolság arányok kritikus értékek alá esnek.
- A stratégiai bordaelhelyezés 300-400%-kal növelheti a panel merevségét minimális anyagköltség mellett
- A peremgeometria optimalizálása csökkenti az olajdobozosodási hajlamot a terhelések megerősített kerületeken való elosztásával
- Az alumínium minőségek közötti anyagválasztás (6061-T6 vs 7075-T6) jelentősen befolyásolja a merevítési követelményeket és a gyártási költségeket
- A megfelelő merevítő kialakítás kiküszöböli a vékony anyagból készült szerkezeteket sújtó gyártás utáni vetemedési problémákat
Az olajdobozosodás megértése: A mérnöki fizika
Az olajdobozosodás akkor következik be, amikor az alkalmazott erők meghaladják a vékony panelek helyi kihajlási szilárdságát, ami olyan rugalmas deformációkat hoz létre, amelyek normál látási körülmények között vizuálisan is láthatóvá válnak. A téglalap alakú panelek kritikus kihajlási feszültsége a következő összefüggést követi:
σ_cr = k × π² × E × (t/b)²
Ahol k a határfeltételektől függő kihajlási tényezőt, E a rugalmassági moduluszt, t a panel vastagságát, b pedig a nem támasztott szélességi méretet jelöli. A 6061-T6 alumínium esetében, ahol E = 68,9 GPa, a 150:1 szélesség-vastagság arányt meghaladó panelek jellemzően olajdobozosodási hajlamot mutatnak.
Az olajdobozosodás észlelésének vizuális küszöbe 0,2-0,5 mm-es lehajlási amplitúdó között van, a felületi befejezéstől és a látószögtől függően. Az eloxált felületek felerősítik a kisebb deformációk megjelenését a fényvisszaverődési minták miatt, míg a csiszolt felületek jobban álcázzák a kisebb szabálytalanságokat.
Az anyag tulajdonságai közvetlenül befolyásolják az olajdobozosodási hajlamot. Az alumíniumötvözetek a hőkezelési állapottól és az összetételtől függően eltérő ellenállási szinteket mutatnak:
| Ötvözet minősége | Folyáshatár (MPa) | Rugalmassági modulus (GPa) | Olajdobozosodás elleni ellenállás | Költségtényező |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Jó | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Kiváló | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Elfogadható | 0.9x |
| Acél 304 SS | 290 | 200 | Kiváló | 1.8x |
Bordakialakítás alapjai: Geometria és elhelyezési stratégia
A hatékony bordakialakítás megköveteli a keresztmetszeti tulajdonságok és a hajlítási ellenállás közötti kapcsolat megértését. A területi másodrendű nyomaték a magasság köbével arányosan növekszik, így a magas, keskeny bordák hatékonyabbak, mint a széles, sekély bordák azonos anyagfelhasználás mellett.
Az optimális bordatávolság téglalap alakú panelek esetében a harmadolás szabályát követi, ahol az elsődleges bordák a fő méret 33%-ánál és 67%-ánál helyezkednek el. Ez a konfiguráció minimalizálja a maximális lehajlást, miközben fenntartja a gyártási hatékonyságot. A másodlagos bordák, ha szükségesek, az elsődleges bordákhoz képest 1:2 és 1:3 közötti távolságarányt tartsanak fenn.
A bordamagasság számításai a panel terhelési körülményeitől és a merevségi követelményektől függenek. Egyenletesen terhelt panelek esetében a minimális effektív bordamagasság a következő:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Ahol L a nem támasztott fesztávolságot jelöli, a δ_max pedig az elfogadható lehajlási határt határozza meg. A gyakorlati bordamagasságok jellemzően 3-15 mm közöttiek fémlemez alkalmazásoknál, az 5-8 mm pedig optimális merevség-súly arányt biztosít.
A gyártási szempontok jelentősen befolyásolják a bordakialakítási paramétereket. A precíziós CNC megmunkálási szolgáltatások lehetővé teszik a komplex bordaprofilok szűk tűrésekkel történő elkészítését, míg a élhajlítás a bordakomplexitást egyszerű geometriai formákra korlátozza. A megmunkált és a hajlított bordák közötti választás befolyásolja a költség- és teljesítményjellemzőket.
Bordaprofil optimalizálás
A keresztmetszeti bordaprofilok drámaian befolyásolják a merevítési hatékonyságot és a gyártási komplexitást. A gyakori profilok közé tartoznak a téglalap alakú, háromszög alakú és T-alakú konfigurációk, amelyek mindegyike különböző előnyöket kínál:
A téglalap alakú bordák maximális anyagfelhasználást és egyszerű gyártást biztosítanak, de a feszültséget éles sarkokban koncentrálják. A 0,5-1,0 mm-es lekerekítési sugarak kiküszöbölik a feszültségkoncentrációkat, miközben fenntartják az alakíthatóságot vékony anyagokban.
A háromszög alakú bordák kiváló merevség-súly arányt és természetes feszültségeloszlást kínálnak, de speciális szerszámozást igényelnek a következetes kialakításhoz. A bezárt szög jellemzően 60-90 fok között van az optimális szilárdsági jellemzők érdekében.
A T-alakú bordák maximalizálják a területi másodrendű nyomatékot, de komplex alakítási sorrendeket vagy megmunkálási műveleteket tesznek szükségessé. Ezek a profilok alkalmasak nagy terhelésű alkalmazásokhoz, ahol az anyagfelhasználás optimalizálása indokolja a megnövekedett gyártási komplexitást.
Peremmérnökség: Kerületi megerősítési stratégiák
A peremkialakítás a legfontosabb módszer a széleken induló olajdobozosodás megelőzésére, miközben rögzítési felületeket és szerkezeti folytonosságot biztosít. A hatékony peremgeometriának egyensúlyban kell tartania a merevségnövelést a gyártási korlátokkal és a szerelési követelményekkel.
A minimális peremszélesség a következő összefüggést követi: W_flange ≥ 3 × t_material + hajlítási sugár, biztosítva a megfelelő anyagot a megbízható alakításhoz repedés nélkül. 2,0 mm-es 6061-T6 alumínium esetében a 8-10 mm-es minimális peremszélesség elegendő merevségnövelést biztosít, miközben fenntartja az alakíthatósági határokat.
A perem merevségi hozzájárulása a hajlított konfiguráció effektív szelvény modulusától függ. A 90 fokos perem körülbelül 8-12-szeresére növeli a helyi merevséget a lapos panel megfelelőjéhez képest, így a peremek rendkívül hatékony merevítőelemek.
A panel és a perem közötti átmenet gondos sugárválasztást igényel a feszültségkoncentráció megelőzése érdekében, miközben fenntartja a maximális merevségátvitelt. A saroktehermentesítő kialakítások kritikus fontosságúvá válnak a peremkereszteződéseknél, ahol az anyagáramlási korlátozások repedést vagy hiányos alakítást okozhatnak.
| Perem konfiguráció | Merevség szorzó | Alakítási komplexitás | Anyagfelhasználás | Költség hatás |
|---|---|---|---|---|
| Egyszerű 90°-os hajlítás | 8-10x | Alacsony | 95% | +15% |
| Szegélyezett él | 12-15x | Magas | 85% | +35% |
| Visszahajlított perem | 6-8x | Közepes | 90% | +25% |
| Összetett hajlítás | 15-20x | Nagyon magas | 80% | +50% |
Perem-panel integráció
A panel és a perem közötti átmeneti zóna kritikus tervezési elem, amely meghatározza a teljes merevítési hatékonyságot. Az éles átmenetek feszültségkoncentrációkat hoznak létre, amelyek fáradásos töréseket indíthatnak el, míg a túlságosan fokozatos átmenetek csökkentik a merevségi előnyöket.
Az alumíniumötvözetek optimális hajlítási sugarai az anyagvastagság 1,0-2,0-szerese között vannak, ami elegendő anyagáramlást biztosít, miközben fenntartja a szűk sarokdefiníciót. A nagyobb sugarak javítják az alakíthatóságot, de csökkentik a merevségátviteli hatékonyságot, ami gondos egyensúlyt igényel az alkalmazási követelmények alapján.
A többlépcsős peremalakítás lehetővé teszi a komplex profilokat, amelyek maximalizálják a merevséget, miközben figyelembe veszik a gyártási korlátozásokat. A progresszív szerszámsorozatok változó magasságú és integrált rögzítési funkciókkal rendelkező összetett peremeket hozhatnak létre, bár a szerszámköltségek arányosan növekednek a komplexitással.
Az anyagválasztás hatása a merevítő teljesítményére
Az anyag tulajdonságai alapvetően meghatározzák a merevítő hatékonyságát és a gyártási követelményeket. A rugalmassági modulusz, a folyáshatár és az alakíthatósági jellemzők közvetlenül befolyásolják a tervezési paramétereket és a költségoptimalizálási stratégiákat.
Az alumíniumötvözetek dominálnak a fémlemez alkalmazásokban a kiváló szilárdság-súly arány és a korrózióállóság miatt. Azonban a különböző ötvözetösszetételek eltérő válaszokat mutatnak a merevítő integrációra:
A 6061-T6 alumínium optimális egyensúlyt biztosít az alakíthatóság és a szilárdság között a legtöbb merevítési alkalmazáshoz. Az anyag könnyen fogadja a komplex hajlítási sorrendeket, miközben fenntartja a kiszámítható rugóvisszahúzási jellemzőket. A munkakeményedés az alakítási műveletek során 10-15%-kal növelheti a helyi folyáshatárt a nagy igénybevételű területeken.
A 7075-T6 alumínium kiváló szilárdsági jellemzőket kínál, de az alacsonyabb alakíthatóság miatt alakítási kihívásokat jelent. A merevítő kialakításoknak figyelembe kell venniük a nagyobb alakítóerőket és a potenciális repedéseket az éles átmeneteknél. Az anyag kiválóan alkalmas olyan alkalmazásokhoz, ahol a maximális szilárdság-súly arány indokolja a megnövekedett gyártási komplexitást.
Az 5052-H32 alumínium kiváló alakíthatóságot mutat, de az alacsonyabb szilárdsági jellemzők egyenértékű teljesítményhez megnövelt merevítő méreteket igényelnek. Ez az ötvözet olyan alkalmazásokhoz alkalmas, amelyek a komplex geometriát helyezik előtérbe a végső szilárdsági követelményekkel szemben.
Korróziós szempontok a merevített panelekhez
A merevítő integráció olyan geometriai jellemzőket hoz létre, amelyek csapdába ejthetik a nedvességet és felgyorsíthatják a korróziós folyamatokat, különösen kültéri alkalmazásokban. A tervezési stratégiáknak figyelembe kell venniük mind az anyagválasztást, mind a védőbevonat követelményeit.
A horganyzott acél alternatívák fokozott korrózióállóságot biztosítanak, de a bevonat vastagsága és a ridegségi szempontok miatt eltérő alakítási paramétereket és merevítő kialakítási megközelítéseket igényelnek.
A vízelvezetési lehetőségek kritikus fontosságúvá válnak a bordázott panel kialakításoknál, ahol a vízszintes felületeken nedvesség gyűlhet össze. Építsen be legalább 3 mm átmérőjű leeresztő lyukakat az alacsony pontokon, úgy elhelyezve, hogy megakadályozzák a szerkezeti kompromisszumot, miközben biztosítják a hatékony vízelvezetést.
Gyártási folyamat integráció
A merevítő gyártási módszerek jelentősen befolyásolják a tervezési megvalósíthatóságot, a költségszerkezetet és a minőségi eredményeket. Az alakítás, a megmunkálás és a hibrid megközelítések közötti választás a gyártási mennyiségektől, a tűrési követelményektől és a geometriai komplexitástól függ.
A élhajlítás a legköltséghatékonyabb megközelítés az egyszerű borda- és peremgeometriákhoz. A szabványos szerszámozás 0,5-6,0 mm közötti hajlítási sugarakat tesz lehetővé ±0,1 mm-en belüli ismételhetőséggel. A komplex, többszörös hajlítási sorozatok gondos szerszámtervezést igényelnek az interferencia problémák elkerülése és a méretpontosság fenntartása érdekében.
A progresszív szerszámalakítás lehetővé teszi a nagy volumenű gyártást integrált lyukasztási, alakítási és vágási műveletekkel. A 15 000-50 000 eurós kezdeti szerszámberuházások 10 000 darabot meghaladó gyártási mennyiségeket igényelnek a gazdasági indokláshoz, de a darabköltségek a komplexitástól függően 0,50-2,00 euróra csökkenhetnek.
A CNC megmunkálás maximális rugalmasságot biztosít a prototípus fejlesztéshez és a kis volumenű gyártáshoz. A változó magasságú és integrált rögzítési funkciókkal rendelkező komplex bordaprofilok könnyen elérhetők, bár az anyagveszteség és a ciklusidők korlátozzák a gazdasági életképességet a speciális alkalmazásokra.
| Gyártási módszer | Beállítási költség (€) | Egységköltség tartomány (€) | Átfutási idő | Tervezési rugalmasság | Mennyiségi küszöb |
|---|---|---|---|---|---|
| Élhajlító gépi alakítás | 200-500 | 2.50-8.00 | 3-5 nap | Közepes | 50-1000 darab |
| Progresszív szerszám | 15,000-50,000 | 0.50-2.00 | 6-8 hét | Magas | 10,000+ darab |
| CNC forgácsolás | 100-300 | 8.00-25.00 | 1-2 nap | Nagyon magas | 1-500 darab |
| Hidroformázás | 5,000-15,000 | 3.00-7.00 | 4-6 hét | Magas | 1,000+ darab |
Minőségellenőrzés és méretellenőrzés
A merevített panel ellenőrzése speciális mérési technikákat igényel a geometriai pontosság és a szerkezeti teljesítmény ellenőrzéséhez. A koordináta mérőgépek (CMM) pontos méretellenőrzést biztosítanak, de komplex geometriákhoz egyedi rögzítést igényelhetnek.
A síklapúság mérése kritikus fontosságú az integrált merevítőkkel rendelkező panelek esetében, ahol a helyi deformációk a nem merevített területeken terjedhetnek. A lézerszkennelő rendszerek gyors felületprofilozást tesznek lehetővé 0,01 mm-es felbontással, azonosítva a potenciális olajdobozosodási problémákat a végső összeszerelés előtt.
A terhelési tesztelés a merevítő teljesítményét a használati körülmények között validálja. Az egyszerűen támasztott gerendateszt elosztott terhelésekkel szimulálja a tényleges használati körülményeket, miközben kvantitatív lehajlásméréseket biztosít a tervezés ellenőrzéséhez.
A nagy pontosságú eredményekhez kérjen árajánlatot 24 órán belül a Microns Hubtól.
Költségoptimalizálási stratégiák
A merevítő költségoptimalizálása megköveteli az anyagfelhasználás, a gyártási komplexitás és a teljesítménykövetelmények egyensúlyát. A teljes költség magában foglalja a nyersanyagokat, a feldolgozási műveleteket, a szerszám amortizációt és a minőségellenőrzési tevékenységeket.
Az anyagfelhasználási hatékonyság jelentősen befolyásolja a projekt gazdaságosságát. A lézeres vágás beágyazott elrendezései 85-95%-os anyagfelhasználást érhetnek el, míg a komplex szerszámalakítási műveletek a vázkövetelmények és a vágási műveletek miatt 15-20%-ot pazarolhatnak.
A merevítő szabványosítása csökkenti a szerszámköltségeket és javítja a gyártási hatékonyságot. A bordaprofilok és peremkonfigurációk családjainak fejlesztése lehetővé teszi a szerszámok újrafelhasználását több projektben, miközben fenntartja a tervezési rugalmasságot a konkrét alkalmazásokhoz.
A volumenkonszolidációs stratégiák csökkenthetik az egységköltségeket azáltal, hogy több cikkszámot kombinálnak egyetlen gyártási futásba. Azonban a készlettartási költségeket és az ügyfelek szállítási követelményeit egyensúlyba kell hozni a gyártási méretgazdaságossággal.
Gyártásra tervezés elvei
A merevített panelek DFM elvei a gyártási komplexitás csökkentésére összpontosítanak a szerkezeti teljesítmény fenntartása mellett. A legfontosabb szempontok közé tartozik a hajlítási sorrend optimalizálása, a szerszám hozzáférhetősége és a másodlagos műveletek minimalizálása.
A hajlítási sorrend tervezése megakadályozza a szerszám interferenciát és fenntartja a méretpontosságot az alakítási folyamat során. A komplex alkatrészek több beállítást is igényelhetnek közbenső lágyítási műveletekkel a munkakeményedés és a repedés megelőzése érdekében.
A funkciókonszolidáció kiküszöböli a másodlagos műveleteket azáltal, hogy a rögzítőfuratokat, a réseket és más funkciókat integrálja az elsődleges alakítási műveletekbe. Ez a megközelítés csökkenti a kezelési költségeket és javítja a kritikus funkciók közötti méretbeli kapcsolatokat.
Fejlett merevítési technikák
A hagyományos bordákon és peremeken túl a fejlett merevítési technikák a súlykritikus alkalmazások, a szélsőséges terhelési körülmények és az esztétikai korlátok speciális követelményeit kezelik.
A gyöngyözött merevítés lineáris megerősítő elemeket hoz létre ellenőrzött deformációval, anyag hozzáadása nélkül. A gyöngyprofilok jellemzően 2-5 mm magasak, fokozatos átmenetekkel a feszültségkoncentrációk minimalizálása érdekében. Ez a technika olyan alkalmazásokhoz alkalmas, ahol a kiálló bordák zavarják az összeszerelést vagy az esztétikai követelményeket.
A pénzveréses merevítés helyi anyageltolást foglal magában a sekély megerősítő minták létrehozása érdekében. A folyamat nagyobb alakítóerőket igényel, de gyakorlatilag láthatatlan merevítő elemeket hoz létre, amelyek ideálisak a megjelenés szempontjából kritikus alkalmazásokhoz. A 0,3-0,8 mm-es pénzérme mélységek mérhető merevségnövekedést biztosítanak a felület folytonosságának fenntartása mellett.
A méhsejtmagos szendvicsszerkezet a végső merevítési megközelítést képviseli a súlykritikus alkalmazásokhoz. Az alumínium méhsejtmagok kivételes merevség-súly arányt biztosítanak, de speciális kötési folyamatokat és környezeti tömítési szempontokat igényelnek.
Integrált tervezési megközelítések
A modern merevítési stratégiák több megerősítési technikát integrálnak a teljesítmény optimalizálása érdekében, miközben minimalizálják a gyártási komplexitást. A hibrid megközelítések a bordákat, a peremeket és az alakított funkciókat koordinált tervekben kombinálják, amelyek maximalizálják a szerkezeti hatékonyságot.
A FEA optimalizálás lehetővé teszi a teljesítményalapú merevítő elhelyezést, amely minimalizálja az anyagfelhasználást, miközben megfelel a lehajlási kritériumoknak. A topológia optimalizálási algoritmusok azonosíthatják az optimális megerősítési helyeket, amelyek a hagyományos tervezési megközelítésekkel nem intuitívak.
A Microns Hubtól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, a kezdeti tervezési konzultációtól a végső minőségellenőrzésig.
Az additív gyártási technikák lehetővé teszik a komplex belső merevítési geometriákat, amelyek a hagyományos alakítási módszerekkel lehetetlenek. A 3D-nyomtatott merevítő elemek integrálhatók a hagyományos fémlemez alkatrészekkel, hogy optimalizált teljesítményjellemzőkkel rendelkező hibrid szerkezeteket hozzanak létre.
Teljesítmény validálás és tesztelés
A merevített panel teljesítményének validálása átfogó tesztelési protokollokat igényel, amelyek ellenőrzik mind a közvetlen szerkezeti teljesítményt, mind a hosszú távú tartóssági jellemzőket. A tesztelési módszereknek szimulálniuk kell a tényleges használati körülményeket, miközben kvantitatív adatokat szolgáltatnak a tervezés optimalizálásához.
A statikus terhelési tesztelés alapvető merevségméréseket biztosít ellenőrzött körülmények között. A hárompontos és négypontos hajlítási tesztek számszerűsítik a terhelés-lehajlás kapcsolatokat, miközben azonosítják a meghibásodási módokat és a végső kapacitáshatárokat. A tesztrögzítéseknek alkalmazkodniuk kell a különböző panelgeometriákhoz, miközben fenntartják a következetes határfeltételeket.
A dinamikus tesztelés értékeli a merevített panel válaszát a rezgésre és az ütési terhelésre. A modális analízis azonosítja azokat a természetes frekvenciákat és módusformákat, amelyek rezonancia problémákhoz vezethetnek a használati környezetben. Az ütési tesztelés validálja a sérülésállóságot és az energiaelnyelési jellemzőket a szállítási és kezelési forgatókönyvekhez.
A fáradásos tesztelés kritikus fontosságú a ciklikus terhelési körülményeknek kitett merevített panelek esetében. Az adott merevítő konfigurációkhoz tartozó S-N görbe fejlesztése lehetővé teszi a használati élettartam előrejelzését és a karbantartási ütemezés optimalizálását. A tesztparamétereknek tükrözniük kell a tényleges terhelési spektrumokat és a használat során várható környezeti feltételeket.
Gyártási szolgáltatásaink révén biztosítjuk, hogy minden merevített panel megfeleljen vagy meghaladja a meghatározott teljesítménykritériumokat a szigorú tesztelési és minőségbiztosítási protokollok révén.
Gyakran Ismételt Kérdések
Milyen vastagság-fesztávolság arány teszi általában szükségessé a merevítést az olajdobozosodás megelőzése érdekében?
Az 1:150 alatti vastagság-fesztávolság arányú panelek általában merevítést igényelnek alumíniumötvözetek esetében. Például egy 300 mm széles panelnek legalább 2,0 mm vastagnak kell lennie az olajdobozosodás elkerülése érdekében, vagy bordákat/peremeket kell tartalmaznia, ha vékonyabb anyag szükséges. Az acélpanelek a magasabb rugalmassági modulusz miatt akár 1:200 arányt is elviselnek.
Mennyivel javíthatják a bordák a merevséget a lapos panelekhez képest?
A megfelelően kialakított bordák 300-400%-kal növelhetik a panel merevségét, miközben csak 10-15% anyagköltséget adnak hozzá. Egy 5 mm magas borda 2,0 mm-es alumíniumban egyenértékű merevséget biztosíthat egy 4,5 mm-es tömör panellel, ami jelentős súly- és költségmegtakarítást jelent a nagy panel alkalmazásokban.
Mekkora a minimális peremszélesség a hatékony merevítéshez?
A minimális effektív peremszélesség az anyagvastagság 3-szorosa plusz a hajlítási sugár. 2,0 mm-es alumíniumhoz 2,0 mm-es hajlítási sugárral a minimális peremszélesség 8,0 mm. Azonban a 10-15 mm-es szélességek jobb merevségnövelést és könnyebb gyártási tűréseket biztosítanak.
Hozzáadhatók-e merevítők a meglévő panelekhez a teljes újratervezés nélkül?
Igen, a utólagos merevítés lehetséges külső bordák ragasztással vagy mechanikus rögzítéssel. A szerkezeti ragasztók, mint például a 3M VHB vagy a Loctite szerkezeti akrilok, 15 MPa-t meghaladó szilárdsággal képesek alumínium merevítőket ragasztani. Azonban az integrált tervezési megközelítések általában jobb teljesítményt és esztétikát biztosítanak.
Hogyan befolyásolják a környezeti feltételek a merevítő tervezési követelményeit?
A hőmérsékletváltozások eltérő tágulást okoznak, ami megterhelheti a merevítő rögzítéseit. Tervezzen tágulási hézagokat vagy rugalmas csatlakozásokat az 50°C-ot meghaladó hőmérsékleti tartományokhoz. A kültéri alkalmazások vízelvezetési lehetőségeket és korrózióvédelmet igényelnek. Az UV-sugárzás ronthatja a ragasztókötéseket, ami mechanikus biztonsági rendszereket igényel.
Milyen gyártási tűrések érhetők el a bordázott panelekhez?
A élhajlítás ±0,1 mm-es mérettűrést tart fenn az egyszerű bordageometriákhoz. A progresszív szerszámműveletek ±0,05 mm-es ismételhetőséget érnek el, de nagyobb szerszámberuházást igényelnek. A CNC megmunkált bordák ±0,02 mm-t is tarthatnak, de 3-4-szer többe kerülnek, mint az alakított alternatívák.
Hogyan befolyásolja az anyag szálirány a merevítő teljesítményét?
A szálirány párhuzamos hajlítása (a szálirány mentén) 10-15%-kal jobb alakíthatóságot biztosít, de a hajlítási tengelyre merőlegesen kissé csökkentett szilárdságot. A maximális merevség érdekében lehetőség szerint a bordákat merőlegesen orientálja a hengerlési irányra. A keresztirányú hajlítás nagyobb hajlítási sugarakat igényel a repedés megelőzése érdekében, de izotróp szilárdsági jellemzőket biztosít.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece