Sarokmentesítési tervek: Négyszögletes vs. Kör alakú mentések a tiszta hajlításokhoz
A sarokmentesítési terv az egyik legkritikusabb döntés a lemezalkatrész-gyártásban, amely közvetlenül befolyásolja a hajlítás minőségét, a szerszám élettartamát és a termelés hatékonyságát. A négyszögletes és a kör alakú sarokmentesítések közötti választás nemcsak az esztétikai megjelenést határozza meg, hanem a hajlított alkatrészek szerkezeti integritását és gyárthatóságát is.
Főbb tudnivalók:
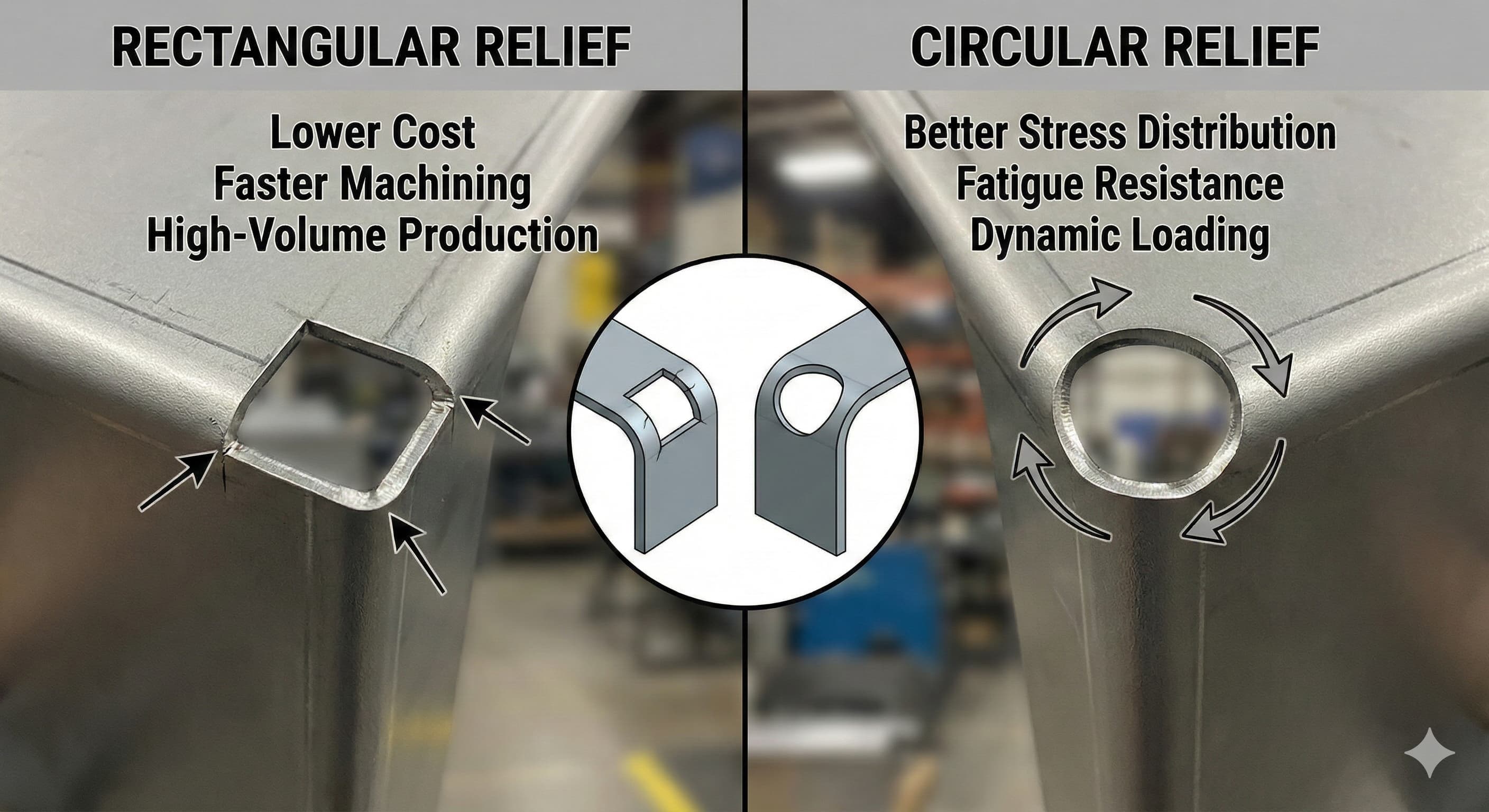
- A négyszögletes mentések kiváló anyagfelhasználást és gyorsabb megmunkálási időt kínálnak, így ideálisak a nagy volumenű gyártáshoz
- A kör alakú mentések jobb feszültségeloszlást és fáradtságállóságot biztosítanak, ami elengedhetetlen a dinamikus terhelési alkalmazásokhoz
- A mentések méreteinek meg kell felelniük az ISO 2768 irányelveinek, a tipikus mélységek 0,5 mm és 2,0 mm közöttiek az anyagvastagságtól függően
- A megfelelő mentési terv akár 85%-kal is csökkentheti a sarokrepedést olyan anyagokban, mint az Al 6061-T6 és a rozsdamentes acél 304
A sarokmentesítés alapjainak megértése
A sarokmentesítések feszültségkoncentráció-kezelő funkcióként szolgálnak a lemezalkatrész-tervekben, megakadályozva az anyag felhalmozódását és a repedést a hajlítási folyamat során. Amikor két hajlítási vonal metszi egymást, az átfedő anyag egy geometriai lehetetlenséget hoz létre, amelyet stratégiai anyageltávolítással kell megoldani.
A sarokmentesítés szükségességének hátterében álló fizika a fém alapvető viselkedéséből ered a képlékeny alakváltozás során. Ahogy a lemezalkatrész meghajlik, a külső szálak húzófeszültséget tapasztalnak, míg a belső szálak összenyomódnak. A sarokmetszeteknél ez a feszültségminta összetetté válik, többirányú erőket hozva létre, amelyek meghaladhatják az anyag végső szakítószilárdságát.
Az ISO 2768 szabványok minimális mentési méreteket határoznak meg az anyagvastagság és a hajlítási sugár közötti kapcsolatok alapján. A 0,5 mm és 3,0 mm közötti vastagságú (t) anyagok esetében a mentési mélységnek 1,5t + hajlítási sugárral kell egyenlőnek lennie, míg a mentési szélességnek el kell férnie a hajlítási ráhagyás számításaihoz, hogy elkerüljük az interferenciát.
Az anyag tulajdonságai jelentősen befolyásolják a mentési terv követelményeit. A nagy szilárdságú ötvözetek, mint például az Al 7075-T6, nagyobb mentési méreteket igényelnek, mint a lágyabb anyagok, például az Al 1100-H14, csökkentett hajlékonyságuk és magasabb rugalmassági modulusuk miatt.
Négyszögletes sarokmentesítési terv
A négyszögletes mentések a leggazdaságosabb és legelterjedtebb sarokmentesítési megoldást jelentik az ipari lemezalkatrész-gyártási szolgáltatásokban. Geometriai egyszerűségük közvetlenül a gyártási előnyökre fordítódik le, különösen a nagy volumenű gyártási környezetekben.
A négyszögletes mentési terv két merőleges vágásból áll, amelyek 90 fokban metszik egymást, és négyzetes vagy téglalap alakú üreget hoznak létre a sarokmetszetben. A standard méretek a következő képletet követik: Hossz (L) = 1,5t + R + 0,5 mm, Szélesség (W) = 1,5t + R + 0,5 mm, ahol a t az anyagvastagságot, az R pedig a hajlítási sugarat jelöli.
A négyszögletes mentések gyártási előnyei közé tartozik az egyszerűsített programozás a CNC lyukasztási műveletekhez, a csökkentett szerszámkopás az egyenes vonalú vágási útvonalak miatt, és a gyorsabb ciklusidők a ívelt geometriákhoz képest. A revolverlyukasztó gépek standard négyszögletes lyukasztókkal tudnak négyszögletes mentéseket készíteni, így nincs szükség speciális szerszámokra.
Szerkezeti szempontból a négyszögletes mentések megfelelő feszültségmentesítést biztosítanak a legtöbb alkalmazáshoz, különösen a statikus terhelési körülmények között. A hegyes sarkok lokalizált feszültségkoncentrációkat hoznak létre, de ezek általában a standard ipari alkalmazások elfogadható határain belül maradnak.
| Anyagvastagság | Javasolt hossz (mm) | Javasolt szélesség (mm) | Tipikus tűrés (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
A költségelemzés azt mutatja, hogy a négyszögletes mentések általában 15-25%-kal kevesebbe kerülnek, mint a kör alakú alternatívák a csökkentett megmunkálási idő és a standard szerszámkövetelmények miatt. Az 1000 darabot meghaladó gyártási sorozatok esetében ez a költségkülönbség jelentőssé válik, gyakran indokolva a négyszögletes mentések kiválasztását még olyan alkalmazásokban is, ahol a kör alakú tervek marginális technikai előnyöket kínálhatnak.
Kör alakú sarokmentesítési terv
A kör alakú sarokmentesítések kiváló feszültségeloszlási jellemzőket kínálnak, így a dinamikus terheléssel, vibrációval vagy fáradtsággal kapcsolatos alkalmazásokhoz a legmegfelelőbb választás. Az ívelt geometria kiküszöböli a négyszögletes tervekben rejlő éles feszültségkoncentrációs pontokat.
A kör alakú mentési terv egyetlen sugárvágást használ, amely általában 2,0 mm és 6,0 mm között van az anyagvastagságtól és az alkalmazási követelményektől függően. A sugár számítása a következő: R = 1,2 × (anyagvastagság + hajlítási sugár) + 1,0 mm, biztosítva a megfelelő hézagot, miközben optimalizálja a feszültségáramlási mintákat.
A végeselemes módszerekkel végzett feszültségelemzés azt mutatja, hogy a kör alakú mentések 35-45%-kal csökkentik a csúcsfeszültség-koncentrációkat a négyszögletes alternatívákhoz képest. Ez a javulás kritikus fontosságú a repülőgépiparban, az autóiparban és az orvosi eszközök alkalmazásaiban, ahol az alkatrészek megbízhatósága közvetlenül befolyásolja a biztonságot.
A kör alakú mentések gyártása speciális szerszámokat vagy további megmunkálási műveleteket igényel. A CNC revolverlyukasztó gépekhez különböző átmérőjű kör alakú lyukasztókra van szükség, míg a lézervágó rendszerek bármilyen sugarat képesek előállítani szerszámkorlátok nélkül. Ez a rugalmasság teszi a lézervágást különösen vonzóvá a prototípusgyártáshoz és a kis sorozatú gyártáshoz.
A nagy pontosságú eredményekhez Kérjen egyedi árajánlatot 24 órán belül a Microns Hubtól.
A kör alakú mentésekben az anyageltávolítási térfogat általában 20-30%-kal meghaladja a négyszögletes terveket, ami kisebb anyagköltség-növekedést jelent, de potenciálisan jelentős javulást eredményez az alkatrészek élettartamában. Ez a kompromisszum kifizetődőnek bizonyul olyan alkalmazásokban, ahol a csereköltségek meghaladják a kezdeti gyártási felárakat.
Összehasonlító elemzés: Teljesítményjellemzők
A fáradtságvizsgálat jelentős teljesítménybeli különbségeket tár fel a négyszögletes és a kör alakú mentési tervek között. A kör alakú mentésekkel rendelkező alkatrészek 40-60%-kal hosszabb fáradtsági élettartamot mutatnak ciklikus terhelési körülmények között, ami különösen fontos az autóipari felfüggesztési alkatrészeknél és a repülőgépipari szerkezeteknél.
A feszültségkoncentrációs tényezők (Kt) kvantitatív összehasonlítási mutatókat biztosítanak. A négyszögletes mentések tipikusan 2,8-3,2 közötti Kt értékeket mutatnak, míg a kör alakú mentések 1,8-2,1 Kt értékeket érnek el. Az alacsonyabb Kt értékek egyenletesebb feszültségeloszlást és csökkentett meghibásodási valószínűséget jeleznek.
| Teljesítménymutató | Téglalap alakú tehermentesítés | Kör alakú tehermentesítés | Javítási tényező |
|---|---|---|---|
| Feszültségkoncentráció (Kt) | 2.8-3.2 | 1.8-2.1 | 35-45% csökkenés |
| Fáradási élettartam (ciklus) | 50,000-80,000 | 85,000-130,000 | 60-70% növekedés |
| Gyártási idő (mp) | 2.5-3.0 | 3.5-4.5 | 40% növekedés |
| Szerszám élettartama (ütések) | 100,000-150,000 | 80,000-120,000 | 20% csökkenés |
| Anyagfelhasználás (%) | 98.5-99.0 | 97.5-98.0 | 1-1.5% növekedés |
A felületkezelési szempontok is a kör alakú mentéseket részesítik előnyben, különösen a látható alkalmazásokban. A sima, ívelt geometria kiküszöböli az éles széleket, amelyek beakadhatnak a kezelés vagy az összeszerelés során, csökkentve a vágások kockázatát és javítva az általános biztonságot.
Anyagspecifikus szempontok
A különböző anyagok egyedien reagálnak a sarokmentesítési tervekkel szemben, ami testreszabott megközelítéseket igényel az optimális eredmények eléréséhez. Az alumíniumötvözetek, a rozsdamentes acélok és a szénacélok mindegyike külön kihívásokat és lehetőségeket kínál.
Az alumínium 6061-T6 kiváló hajlékonyságot mutat, lehetővé téve, hogy mind a négyszögletes, mind a kör alakú mentések megfelelően teljesítsenek. Azonban az anyag munkakeményedésre való hajlama miatt a kör alakú mentések előnyösebbek az ismételt hajlítást vagy alakítást igénylő alkalmazásokhoz. A csökkentett feszültségkoncentrációk segítenek fenntartani a hajlékonyságot a gyártási folyamat során.
A rozsdamentes acél 304 nagyobb kihívásokat jelent munkakeményedési jellemzői és nagyobb szilárdsága miatt. A kör alakú mentések különösen fontossá válnak, mivel a jobb feszültségeloszlás segít megelőzni a mikrorepedéseket, amelyek idővel terjedhetnek. A mentési méreteket 20-25%-kal növelni kell az alumínium alkalmazásokhoz képest, hogy alkalmazkodjanak az anyag csökkentett hajlékonyságához.
A nagy szilárdságú acéloknál gondosan figyelembe kell venni a mentési tervet, mivel korlátozott hajlékonyságuk miatt hajlamosak a repedésre. A nagy sugarú kör alakú mentések gyakran kötelezővé válnak, a megnövekedett gyártási komplexitás és költség ellenére.
Gyártási folyamat integrációja
A mentési tervnek zökkenőmentesen kell integrálódnia az általános gyártási munkafolyamatokba a hatékonyság és a minőség optimalizálása érdekében. A négyszögletes és a kör alakú mentések közötti választás befolyásolja a szerszámválasztást, a programozási komplexitást és a gyártási sorrendet.
A CNC revolverlyukasztó műveletek a standard szerszámok elérhetősége és az egyszerű programozási követelmények miatt a négyszögletes mentéseket részesítik előnyben. A lineáris szerszámpályák csökkentik a ciklusidőt és meghosszabbítják a szerszám élettartamát, ami különösen fontos a nagy volumenű gyártási sorozatoknál. Azonban a modern revolverlyukasztó gépek képesek kör alakú lyukasztók fogadására is, bár ez további szerszámberuházást igényel.
A lézervágó rendszerek nagyobb rugalmasságot kínálnak, bármilyen mentési geometriát képesek előállítani szerszámkorlátok nélkül. Ez az előny vonzóvá teszi a lézervágást a prototípusgyártáshoz és a kis volumenű gyártáshoz, ahol a szerszám amortizációja tiltóvá válik. A lézervágó rendszerekkel elérhető pontosság lehetővé teszi a négyszögletes és kör alakú jellemzőket kombináló komplex mentési geometriákat is.
A Microns Hubtól történő rendeléskor kihasználhatja a közvetlen gyártói kapcsolatokat, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. Műszaki szakértelmünk és átfogó gyártási szolgáltatásaink megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, akár egyszerű négyszögletes mentésekre, akár komplex ívelt geometriákra van szüksége.
A fül- és horonyszerkezettel való integráció a mentések elhelyezésének és méreteinek gondos összehangolását igényli. A mentéseknek megfelelő hézagot kell biztosítaniuk az összeszerelési műveletekhez, miközben megőrzik a szerkezeti integritást a kötési helyeken.
Minőségellenőrzés és ellenőrzés
A sarokmentesítés minősége közvetlenül befolyásolja a végső alkatrész teljesítményét, ezért elengedhetetlenek a szigorú ellenőrzési protokollok. A méretpontosság, az élminőség és a geometriai konzisztencia mind ellenőrzést igényel a specifikációknak való megfelelés biztosítása érdekében.
A méretellenőrzés a mentés mélységére, szélességére és a hajlítási vonalakhoz viszonyított helyzeti pontosságára összpontosít. A koordináta-mérőgépek (CMM) biztosítják a kritikus alkalmazásokhoz szükséges pontosságot, bár sok gyártási környezetben egyszerűbb go/no-go mérőeszközök is elegendőek.
Az élminőség-értékelés a felületi érdességet, a sorjaképződést és a mikrorepedés lehetőségét vizsgálja. A négyszögletes mentések általában jobb élminőséget mutatnak a lyukasztási folyamat tiszta nyíró hatása miatt, míg a lézervágott kör alakú mentések másodlagos sorjázási műveleteket igényelhetnek.
A statisztikai folyamatszabályozás (SPC) bevezetése segít fenntartani a mentések egyenletes minőségét a gyártási sorozatok során. A legfontosabb paraméterek közé tartozik a mentés mérete, az élérdesség és a helyzeti pontosság, a vezérlési határok az alkatrész kritikus jellege és a végfelhasználási követelmények alapján kerülnek meghatározásra.
Költségoptimalizálási stratégiák
A költségoptimalizálás megköveteli a kezdeti gyártási költségek és a hosszú távú alkatrész-teljesítmény és csereköltségek közötti egyensúlyt. Ez az elemzés különösen fontos a nagy volumenű alkalmazásoknál, ahol a kis egységköltség-különbségek jelentős összegekké adódnak össze.
A közvetlen gyártási költségek a négyszögletes mentéseket részesítik előnyben, a kör alakú alternatívákhoz képest tipikus megtakarítás 0,05-0,15 € alkatrészenként. Ezek a megtakarítások a csökkentett ciklusidőből, a standard szerszámhasználatból és az egyszerűsített programozási követelményekből származnak. Az évi 10 000 darabot meghaladó gyártási mennyiségek esetében a négyszögletes mentések gyakran meggyőző gazdasági előnyöket biztosítanak.
Azonban az életciklus-költség elemzés a kör alakú mentéseket részesítheti előnyben olyan alkalmazásokban, ahol a jobb fáradtságállóság csökkenti a karbantartási és cseregyakoriságot. A kör alakú mentések gyártásáért fizetett felár gyakran kifizetődőnek bizonyul, ha a csereköltségek, az állásidő költségei és a biztonsági szempontok is beleszámítanak a teljes költség egyenletébe.
| Gyártási mennyiség | Téglalap költsége (€/darab) | Kör költsége (€/darab) | Fedezeti pont elemzés |
|---|---|---|---|
| 100-500 darab | 0.45-0.38 | 0.52-0.45 | Téglalap előnyben részesítve |
| 500-2,000 darab | 0.35-0.28 | 0.42-0.35 | Alkalmazásfüggő |
| 2,000-10,000 darab | 0.25-0.20 | 0.32-0.26 | Vegye figyelembe az életciklus költségeit |
| 10,000+ darab | 0.18-0.15 | 0.25-0.20 | A téglalap erősen preferált |
Fejlett tervezési technikák
A modern sarokmentesítési terv túlmutat az egyszerű négyszögletes vagy kör alakú geometriákon, és olyan hibrid megközelítéseket tartalmaz, amelyek optimalizálják a specifikus teljesítményjellemzőket. Ezek a fejlett technikák kifinomult gyártási képességeket igényelnek, de kiváló eredményeket nyújthatnak az igényes alkalmazásokhoz.
A csepp alakú mentések kombinálják a négyszögletes és a kör alakú jellemzőket, egyenes oldalakat használva a gyártási hatékonyság érdekében, miközben lekerekített végeket tartalmaznak a feszültségcsökkentés érdekében. Ez a hibrid megközelítés a kör alakú mentés feszültségelőnyeinek 70-80%-át éri el, miközben megőrzi a négyszögletes mentés gyártási hatékonyságának 85-90%-át.
A változó sugarú mentések a kör alakú geometriát adaptálják, hogy alkalmazkodjanak a különböző feszültségmintákhoz ugyanazon az alkatrészen belül. A végeselemes elemzés irányítja a sugár optimalizálását, olyan mentési geometriákat hozva létre, amelyek a specifikus terhelési körülményekhez és anyagjellemzőkhöz vannak szabva.
A többlépcsős mentések különböző geometriákat tartalmaznak különböző mélységekben, optimális feszültségeloszlást biztosítva, miközben minimalizálják az anyageltávolítást. Ezek a komplex geometriák fejlett gyártási képességeket igényelnek, de a teljesítmény javulását érhetik el, amely meghaladja az egygeometriás megközelítéseket.
Gyakran Ismételt Kérdések
Milyen tényezők határozzák meg a négyszögletes és a kör alakú sarokmentesítések közötti választást?
A választás az alkalmazási követelményektől, a gyártási mennyiségtől és az anyag tulajdonságaitól függ. A négyszögletes mentések alkalmasak a nagy volumenű gyártáshoz standard szerszámokkal, míg a kör alakú mentések kiválóan teljesítenek a fáradtság szempontjából kritikus alkalmazásokban, amelyek kiváló feszültségeloszlást igényelnek. Az anyagvastagság, a hajlítási sugár és a terhelési körülmények mind befolyásolják az optimális választást.
Hogyan skálázódnak a sarokmentesítési méretek az anyagvastagsággal?
A mentési méretek általában a következő képletet követik: Mentés mérete = 1,5 × anyagvastagság + hajlítási sugár + 0,5 mm hézag. A vastagabb anyagok arányosan nagyobb mentéseket igényelnek a megnövekedett anyagáramlás befogadásához a hajlítás során. A nagy szilárdságú anyagok 20-25%-kal nagyobb mentéseket igényelhetnek a standard számításokhoz képest.
Hozzáadhatók-e sarokmentesítések a kezdeti gyártás után?
Bár technikailag lehetséges, a gyártás utáni mentés hozzáadása kihívást jelent és költséges. A másodlagos megmunkálási műveletek beállítási költségeket és potenciális minőségi problémákat vetnek fel. Az optimális eredményekhez a mentés beépítése szükséges a kezdeti gyártástervezés során, biztosítva a megfelelő integrációt a gyártási munkafolyamatokkal és a minőségellenőrzési folyamatokkal.
Milyen ellenőrzési módszerek igazolják a sarokmentesítés minőségét?
A minőségellenőrzés méretellenőrzést alkalmaz CMM rendszerekkel vagy go/no-go mérőeszközökkel, vizuális vizsgálatot az élminőség és a sorjaképződés szempontjából, valamint funkcionális tesztelést a kritikus alkalmazásokhoz. A statisztikai folyamatszabályozás figyelemmel kíséri a mentés konzisztenciáját a gyártási sorozatok során, a vezérlési határok az alkatrész kritikus jellege alapján kerülnek meghatározásra.
Hogyan befolyásolják a sarokmentesítések az alkatrész általános szilárdságát?
A megfelelően megtervezett mentések javítják az alkatrész szilárdságát azáltal, hogy megakadályozzák a feszültségkoncentrációkat, amelyek repedést okozhatnak. Bár a mentések eltávolítják az anyagot, a feszültségeloszlás javulása általában felülmúlja az anyagcsökkentés hatásait. A kör alakú mentések 35-45%-kal jobb feszültségeloszlást biztosítanak a négyszögletes alternatívákhoz képest.
Mely gyártási folyamatok működnek a legjobban az egyes mentéstípusokhoz?
A négyszögletes mentések optimalizálják a CNC lyukasztási műveleteket standard szerszámokkal, míg a kör alakú mentések alkalmasak a lézervágó rendszerekhez, amelyek geometriai rugalmasságot kínálnak. A vízsugaras vágás mindkét geometriát hatékonyan befogadja, bár magasabb költséggel. A folyamat kiválasztása a gyártási mennyiségtől, a pontossági követelményektől és a rendelkezésre álló berendezésektől függ.
Vannak-e iparágspecifikus preferenciák a mentéstípusokhoz?
A repülőgépipar és az orvosi ipar általában a kör alakú mentéseket részesíti előnyben a kiváló fáradtságállóság és feszültségeloszlás miatt. Az autóipari alkalmazások az alkatrész funkciója alapján változnak, a szerkezeti elemek a kör alakú mentéseket részesítik előnyben, míg a kozmetikai alkatrészek gyakran négyszögletes alternatívákat használnak. Az elektronikai burkolatok általában négyszögletes mentéseket alkalmaznak a költséghatékonyság és az EMI árnyékolás folytonossága érdekében.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece