A K-faktor magyarázata: Hajlítási ráhagyások számítása precíziós lemezmunkákhoz
A ±0,25 mm-nél szigorúbb tűrésekkel dolgozó lemezgyártók alapvető kihívással szembesülnek: pontos hajlítási méretek elérése a hajlítási folyamat során fellépő anyagdeformáció figyelembevétele mellett. A K-faktor matematikai hidat képez a sík teríték fejlesztése és a végső hajlított geometria között, meghatározva, hogy az alkatrészek megfelelnek-e a kritikus szerelési követelményeknek, vagy költséges hulladékká válnak.
A K-faktor számításának megértése elengedhetetlen a konzolok, burkolatok és szerkezeti elemek tervezésénél, ahol a hajlítási pontosság közvetlenül befolyásolja az illeszkedést és a funkciót. Ez az átfogó útmutató a precíziós lemezgyártást meghatározó mérnöki elveket, számítási módszereket és gyakorlati alkalmazásokat vizsgálja.
- A K-faktor az anyag vastagságához viszonyított semleges tengely helyzetének arányát jelöli, amely általában 0,25 és 0,50 között van a szokásos lemezeknél
- A pontos hajlítási ráhagyás számításokhoz figyelembe kell venni az anyag tulajdonságait, a szerszámgeometriát és az alakítási paramétereket
- A precíziós alkalmazások empirikus K-faktor validálást igényelnek teszthajlításokkal és mérési ellenőrzéssel
- A fejlett CAD rendszerek K-faktor adatbázisokat integrálnak az automatizált sík teríték fejlesztéshez
A K-faktor alapjainak megértése a lemezhajlításban
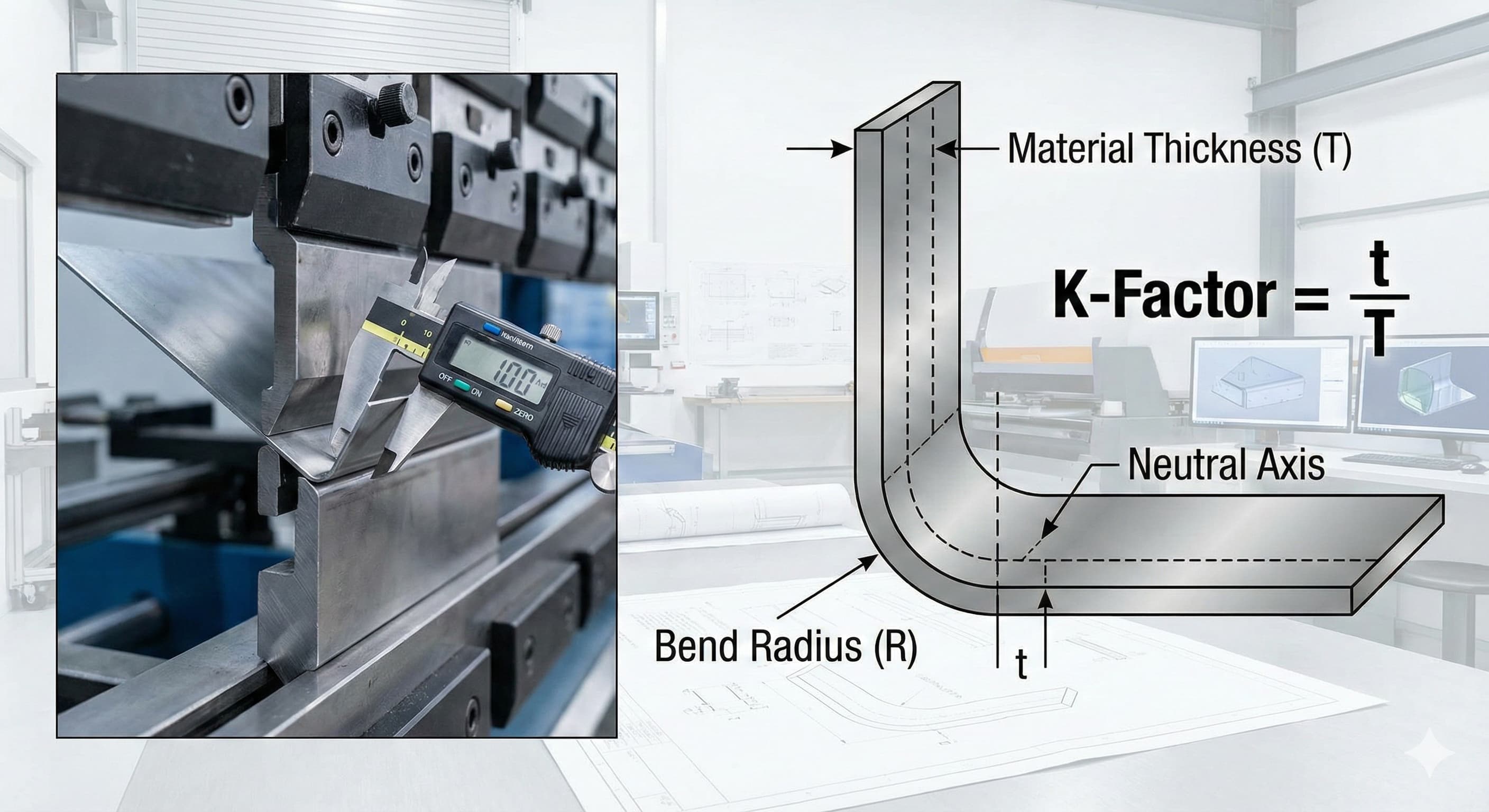
A K-faktor számszerűsíti az anyag semleges tengelye és vastagsága közötti kapcsolatot a hajlítási folyamat során. Amikor a lemez hajlításnak van kitéve, a külső felület nyúlik, míg a belső felület összenyomódik, létrehozva egy semleges tengelyt, ahol az anyag hossza állandó marad. Ez a semleges tengely helyzete határozza meg a pontos sík teríték fejlesztéshez szükséges hajlítási ráhagyást.
Matematikailag a K-faktor egyenlő a belső hajlítási sugártól a semleges tengelyig mért távolsággal, osztva az anyag vastagságával. Egy 2,0 mm vastagságú alkatrész esetében, ahol a semleges tengely 0,8 mm-re helyezkedik el a belső felülettől, a K-faktor 0,40-re adódik. Ez a dimenzió nélküli érték viszonylag állandó marad bizonyos anyag-szerszám kombinációk esetében.
Az anyag tulajdonságai jelentősen befolyásolják a K-faktor értékeket. A képlékeny anyagok, mint például az alumínium 1100-O, magasabb K-faktorokat (0,45-0,50) mutatnak a nagyobb anyagfolyás miatt az alakítás során. Ezzel szemben a keményebb anyagok, mint például a rozsdamentes acél 304, jellemzően alacsonyabb K-faktorokat (0,30-0,40) mutatnak a csökkent deformációs jellemzők miatt.
A szerszámgeometria szintén befolyásolja a K-faktor meghatározását. A kisebb bélyegző sugarak élesebb hajlításokat hoznak létre alacsonyabb K-faktorokkal, míg a nagyobb sugarak fokozatos alakítást eredményeznek magasabb értékekkel. A bélyegző sugár és az anyag vastagsága közötti kapcsolat, amelyet R/T arányként fejezünk ki, előzetes K-faktor becslési útmutatót nyújt.
| Anyagminőség | Tipikus K-faktor tartomány | Szakítószilárdság (MPa) | Alakítási jellemzők |
|---|---|---|---|
| Alumínium 1100-O | 0,45 - 0,50 | 90 - 165 | Kiváló alakíthatóság, nagy nyúlás |
| Alumínium 6061-T6 | 0,35 - 0,42 | 310 - 380 | Jó alakíthatóság, mérsékelt szilárdság |
| Acél 1008/1010 | 0,40 - 0,45 | 320 - 420 | Jó alakíthatóság, alacsony széntartalom |
| Rozsdamentes 304 | 0,30 - 0,40 | 515 - 620 | Mérsékelt alakíthatóság, hidegalakítási keményedés |
| Rozsdamentes 316 | 0,32 - 0,42 | 515 - 670 | Jobb alakíthatóság, mint a 304 |
Hajlítási ráhagyás számítási módszerek és képletek
A hajlítási ráhagyás a semleges tengely ívhosszát jelenti a hajlítási zónában, amely kritikus méretet biztosít a sík teríték fejlesztéshez. Az alapvető képlet tartalmazza a hajlítási szöget, a belső sugarat, az anyag vastagságát és a K-faktort: BA = (π/180) × (R + K × T) × A, ahol BA egyenlő a hajlítási ráhagyással, R a belső sugarat jelenti, K a K-faktort jelöli, T az anyag vastagságát jelzi, és A a hajlítási szöget adja meg fokokban.
Egy 90 fokos hajlítás esetén 1,5 mm-es alumínium 6061-T6-ban, 3,0 mm-es belső sugárral és 0,38-as K-faktorral a számítás a következő eredményt adja: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Ez a hajlítási ráhagyás érték határozza meg a sík teríték fejlesztésbe beillesztendő ívhosszt.
A hajlítási levonás módszer alternatív megközelítést kínál, kiszámítva az anyag hosszának különbségét a hajlított és a hajlítatlan állapot között. A hajlítási levonás egyenlő 2 × (külső visszahúzás) - hajlítási ráhagyás, ahol a külső visszahúzás a hajlítási vonaltól a külső felületig mért távolságot jelenti. Ez a módszer különösen hasznos a CAD rendszerek és az automatizált beágyazási szoftverek számára.
A fejlett alkalmazások hajlítási ráhagyás korrekciós tényezőket igényelhetnek a rugóvisszahúzás, a szerszámkopás és az anyagváltozások figyelembevétele érdekében. Ezek a korrekciós tényezők, amelyek jellemzően 0,95 és 1,05 között vannak, finomhangolják az elméleti számításokat empirikus tesztelés és gyártási tapasztalatok alapján.
A többszörös hajlítási számítások gondos figyelembevételt igényelnek a hajlítási sorrend és a közbenső sík hosszúságok tekintetében. Minden hajlítás hozzájárul a saját ráhagyásával, miközben fenntartja az alkatrész teljes méreteit. A komplex geometriák, amelyek többszörös hajlításokat, visszatéréseket és eltolásokat tartalmaznak, szisztematikus számítási megközelítéseket igényelnek a kumulatív hibák elkerülése érdekében.
Az anyag tulajdonságainak hatása a K-faktor kiválasztására
Az anyag szemcseszerkezete jelentősen befolyásolja a K-faktor meghatározását és a hajlítási viselkedést. A hidegen hengerelt anyagok irányított tulajdonságokat mutatnak, eltérő K-faktorokkal a hengerlési irányhoz párhuzamosan és arra merőlegesen. Az alumínium 6061-T6 0,38-as K-faktort mutathat a szemcséhez párhuzamosan és 0,42-t merőlegesen, ami irányítás-specifikus számításokat igényel a kritikus alkalmazásokhoz.
A munkakeményedési jellemzők befolyásolják a K-faktor stabilitását az alakítási műveletek során. A magas munkakeményedési rátával rendelkező anyagok, mint például a rozsdamentes acél 301, K-faktor változásokat mutathatnak a hajlítási súlyosságtól és az alakítási sebességtől függően. A progresszív keményedés csökkenti az anyagfolyást, ami hatékonyan csökkenti a K-faktorokat a hajlítás előrehaladtával.
A felületi feltételek és az anyagfelület befolyásolják a hajlítási viselkedést a súrlódási hatások és a feszültségkoncentráció révén. A gyári felületű anyagok jellemzően konzisztens K-faktor teljesítményt nyújtanak, míg a bevont vagy texturált felületek korrekciós tényezőket igényelhetnek. Az előre festett acél gyakran mutat kissé magasabb K-faktorokat a bevonat kenési hatásai miatt.
A szabványos tűréseken belüli vastagságváltozások befolyásolhatják a K-faktor pontosságát a precíziós alkalmazásokban. A 2,0 mm ±0,1 mm-ként specifikált anyagok ±0,02-es K-faktor változásokat mutathatnak, ami potenciálisan befolyásolja a végső alkatrész méreteit 0,05 mm-rel vagy többel a kritikus hajlítási zónákban.
A nagy pontosságú eredményekhez Kérjen ingyenes árajánlatot, és kapjon árakat 24 órán belül a Microns Hubtól.
| Vastagság tartomány (mm) | Alumínium 6061-T6 K-faktor | Acél 1008 K-faktor | Rozsdamentes 304 K-faktor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
A szerszámozás hatásai és a élhajlító prés szempontjai
A bélyegző orrsugara közvetlenül befolyásolja a K-faktor értékeket a hajlítás kialakítására gyakorolt hatása révén. Az éles, kis sugarú bélyegzők koncentrálják a feszültséget és csökkentik az anyagfolyást, ami alacsonyabb K-faktorokat eredményez. Ezzel szemben a nagyobb bélyegző sugarak fokozatos alakítást eredményeznek magasabb K-faktorokkal és jobb felületi minőséggel.
A szerszámnyílás szélessége befolyásolja az anyag alátámasztását a hajlítás során, befolyásolva a feszültségeloszlást és a semleges tengely helyzetét. A szokásos gyakorlat a szerszámnyílások 8-12-szeres anyagvastagságát javasolja, a szélesebb nyílások magasabb K-faktorokat eredményeznek. A keskeny szerszámok fenékütközési hatásokat okozhatnak, amelyek mesterségesen csökkentik a számított K-faktorokat.
A fenékütközéses és a levegőhajlítási technikák eltérő K-faktor jellemzőket eredményeznek. A levegőhajlítás lehetővé teszi a természetes anyagfolyást konzisztens K-faktorokkal különböző szögekben, míg a fenékütközés szabályozott deformációt hoz létre, amely szögspecifikus K-faktor beállításokat igényelhet. A kalibrálási műveletek jellemzően a legalacsonyabb K-faktorokat mutatják az anyag összenyomódási hatásai miatt.
A élhajlító prés tonnatartalma és az alakítási sebesség befolyásolja az anyagfolyást a hajlítási műveletek során. A nem elegendő tonnatartalom hiányos alakítást eredményezhet inkonzisztens K-faktorokkal, míg a túlzott erő anyagvékonyodást és megváltozott semleges tengely helyzeteket okozhat. Az optimális alakítási sebességek lehetővé teszik a megfelelő anyagfolyást anélkül, hogy feszültségkoncentrációkat idéznének elő.
A szerszámkopás befolyásolja a hajlítási konzisztenciát a gyártási futások során. A kopott bélyegzők kissé eltérő hajlítási sugarakat hozhatnak létre, megváltoztatva a K-faktor számításokat. A rendszeres szerszámellenőrzés és csereprogramok fenntartják a K-faktor konzisztenciáját a precíziós alkalmazásokhoz, amelyek precíziós CNC megmunkálási szolgáltatások integrációját igénylik.
Empirikus K-faktor meghatározás és tesztelési módszerek
Az elméleti K-faktorok kiindulópontokat biztosítanak a hajlítási számításokhoz, de a precíziós alkalmazások empirikus validálást igényelnek szisztematikus tesztelés révén. A teszthajlítási eljárások magukban foglalják a mintadarabok alakítását ismert méretekkel, a tényleges hajlítási eredmények mérését és a hatékony K-faktorok kiszámítását a megfigyelt geometriából.
A szabványos tesztelési eljárás a gyártási anyagból készült tesztcsíkok előkészítésével kezdődik, jellemzően 150 mm hosszú és 25 mm széles. Jelöljön meg pontos hajlítási vonalakat 50 mm-re mindkét végétől, biztosítva a pontos mérési referenciákat. Alakítson ki 90 fokos hajlításokat gyártási szerszámokkal és beállításokkal, fenntartva a konzisztens alakítási paramétereket.
A mérési technikák 0,01 mm felbontású precíziós műszereket igényelnek. Mérje meg a belső sugarat sugármérőkkel vagy optikai mérőrendszerekkel, és ellenőrizze a hajlítási szögeket precíziós szögmérőkkel vagy koordináta mérőgépekkel. Számítsa ki a hatékony K-faktort a mért méretektől az elméleti követelményekig visszamenőleg.
A többszörös tesztminták statisztikai validálást biztosítanak a K-faktor konzisztenciájáról. Az anyagonkénti-szerszámonkénti kombinációk minimális 5 darabos mintamérete megbízható átlagértékeket és változási tartományokat határoz meg. Dokumentálja a környezeti feltételeket, az anyag tételszámait és a szerszám azonosítását a nyomon követhetőség érdekében.
A gyártási validálás magában foglalja a reprezentatív alkatrészek alakítását és a kritikus méretek mérését a tervezési követelményekhez képest. Az fül-horony konstrukciót igénylő alkatrészek különös figyelmet igényelnek a hajlítási pontosságra a megfelelő illeszkedés érdekében.
Fejlett K-faktor alkalmazások CAD/CAM rendszerekben
A modern CAD rendszerek átfogó K-faktor adatbázisokat integrálnak az automatizált sík teríték fejlesztéshez. Ezek az adatbázisok empirikusan validált értékeket tartalmaznak a szokásos anyag-szerszám kombinációkhoz, csökkentve a tervezési időt és javítva a pontosságot. A vezető szoftvercsomagok lehetővé teszik az egyedi K-faktor bevitelt speciális alkalmazásokhoz.
A parametrikus tervezési megközelítések összekapcsolják a K-faktorokat az anyag tulajdonságaival és az alakítási paraméterekkel, lehetővé téve az automatikus frissítéseket, amikor tervezési változások következnek be. A funkcióalapú modellező rendszerek felismerik a hajlítási funkciókat, és alkalmazzák a megfelelő K-faktorokat az anyagválasztás és a szerszám specifikációk alapján.
A CAM integráció kiterjeszti a K-faktor alkalmazásokat a gyártástervezésre és a minőségellenőrzésre. A CNC élhajlító prés programozás K-faktor adatokat használ az automatikus hajlítási sorrend optimalizáláshoz és a szerszám kiválasztáshoz. A valós idejű szögkorrekciós rendszerek beállítják az alakítási paramétereket a K-faktor előrejelzések és a mérési visszajelzések alapján.
A szimulációs szoftver végeselem analízist integrál K-faktor validálással a komplex alakítási műveletekhez. Ezek az eszközök előre jelzik az anyag viselkedését, a feszültségeloszlást és a végső geometriát a fizikai prototípus készítés előtt. A fejlett szimulációk figyelembe veszik az anyag anizotrópiáját, a munkakeményedést és a szerszám-alkatrész kölcsönhatásokat.
Az adatkezelő rendszerek nyomon követik a K-faktor teljesítményét a gyártási futások során, azonosítva a trendeket és az optimalizálási lehetőségeket. A statisztikai folyamatszabályozási alkalmazások figyelik a hajlítási pontosságot, és beállítják a K-faktorokat a folyamatos fejlesztés érdekében. A gyártási szolgáltatásainkkal való integráció biztosítja a következetes minőségellenőrzést a teljes gyártási folyamat során.
Minőségellenőrzés és mérési ellenőrzés
A precíziós lemezalkalmazások szigorú minőségellenőrzési eljárásokat igényelnek a K-faktor pontosságának és a hajlítás megfelelőségének ellenőrzéséhez. Az ISO 2859-1 szabványon alapuló statisztikai mintavételi tervek szisztematikus ellenőrzési megközelítéseket biztosítanak a gyártási validáláshoz. A kritikus alkalmazások 100%-os ellenőrzést igényelhetnek automatizált mérőrendszerekkel.
A koordináta mérőgépek (CMM-ek) kínálják a legnagyobb pontosságot a hajlítás ellenőrzéséhez, ±0,005 mm alatti mérési bizonytalanságokkal. Az optikai mérőrendszerek gyors ellenőrzési képességeket biztosítanak a gyártási környezetekhez, kombinálva a sebességet a legtöbb alkalmazáshoz elegendő pontossággal. A hordozható mérőeszközök lehetővé teszik a folyamat közbeni ellenőrzést és a gyors visszajelzést.
A mérési bizonytalanság elemzés figyelembe veszi a műszer korlátait, az alkatrész változásait és a környezeti hatásokat. A többszörös mérések statisztikai elemzéséből származó A típusú bizonytalanságok a műszer specifikációiból származó B típusú bizonytalanságokkal kombinálva határozzák meg a teljes mérési megbízhatóságot. A precíziós alkalmazások bizonytalansági költségvetést igényelnek annak biztosítására, hogy a mérési képesség meghaladja a szükséges tűréseket.
A folyamatképességi tanulmányok értékelik a K-faktor konzisztenciáját a hosszabb gyártási futások során. A Cp és Cpk számítások számszerűsítik a folyamat teljesítményét a specifikációs határokhoz viszonyítva, azonosítva a fejlesztési lehetőségeket. A vezérlődiagramok figyelik a kulcsfontosságú paramétereket, és észlelik a folyamat eltolódását, mielőtt minőségi problémák alakulnának ki.
Amikor a Microns Hubtól rendel, profitál a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, átfogó minőségi dokumentációval és nyomon követhetőséggel a teljes gyártási folyamat során.
| Mérési módszer | Pontosság (mm) | Sebesség | Legjobb alkalmazás |
|---|---|---|---|
| CMM | ±0,002 | Lassú | Kritikus méretek, kalibrálás |
| Optikai szkenner | ±0,010 | Gyors | Gyártási ellenőrzés |
| Sugármérők | ±0,025 | Gyors | Műhelyi ellenőrzés |
| Tolómérők | ±0,020 | Gyors | Alapvető méretellenőrzések |
Költségoptimalizálás a pontos K-faktor alkalmazás révén
A pontos K-faktor meghatározás csökkenti az anyagpazarlást a pontos sík teríték fejlesztés révén. A túlbecsült hajlítási ráhagyások túlzott anyagfelhasználást eredményeznek, míg az alulbecsült értékek rövid alkatrészekhez vezetnek, amelyek javítást vagy selejtezést igényelnek. A K-faktor pontosságának 2%-os javítása 1-3%-kal csökkentheti az anyagfelhasználást a komplex, többszörös hajlítású alkatrészeknél.
A gyártási hatékonyság növekedése a csökkent beállítási időből és a kevesebb iteratív beállításból származik. A pontos K-faktorok minimalizálják a próbálkozás-hiba megközelítéseket, lehetővé téve az első darab sikerét és a gyorsabb gyártási felfutást. Az időmegtakarítás a prototípus fejlesztésben és a gyártási beállításban jelentős költségelőnyöket biztosít a versenyképes piacokon.
A szerszámozás optimalizálása a K-faktor elemzés révén azonosítja a leghatékonyabb bélyegző- és szerszámkombinációkat a speciális alkalmazásokhoz. A bevált szerszámkészletekre való szabványosítás validált K-faktorokkal csökkenti a készletigényeket és javítja a konzisztenciát. A szerszám élettartamának javulása az optimalizált alakítási paraméterekből és a csökkent túlalakításból származik.
A minőségi költségek csökkentése a hibamegelőzés révén biztosítja a legnagyobb gazdasági hatást. Az 1% alatti selejtezési arány elérhetővé válik a megfelelően validált K-faktorokkal, szemben a csak elméleti értékekkel elért 5-10%-os arányokkal. A csökkentett ellenőrzési követelmények és a garanciális igények tovább javítják a jövedelmezőséget.
A ellátási lánc előnyei a következetes alkatrészminőségből és a megbízható szállítási ütemtervekből adódnak. Az ügyfelek értékelik azokat a beszállítókat, akik bizonyítják a folyamatszabályozást és a kiszámítható eredményeket. Hosszú távú partnerségek alakulnak ki, amikor a precíziós követelmények következetesen teljesülnek a megfelelő K-faktor alkalmazás révén.
Iparág-specifikus K-faktor követelmények
A repülőgépipari alkalmazások a K-faktor validálás és dokumentáció legmagasabb szintjét követelik meg. Az AS9100 minőségirányítási rendszerek megkövetelik az alakítási paraméterek teljes nyomon követhetőségét és az empirikus validálást a repüléskritikus alkatrészekhez. Az anyagtanúsítványoknak, a szerszámnyilvántartásoknak és a folyamatparamétereknek statisztikai szabályozást kell bizonyítaniuk a szabályozási megfelelés érdekében.
Az orvosi eszközök gyártása K-faktor validálást igényel az FDA minőségirányítási rendszer szabályozása szerint. A biokompatibilis anyagok, mint például a titán 2. fokozata és a rozsdamentes acél 316L, speciális K-faktor meghatározást igényelnek egyedi alakítási jellemzőik miatt. A folyamat validálása magában foglalja a legrosszabb eseti elemzést és a tervezési ráhagyás ellenőrzését.
Az autóipari alkalmazások a nagy volumenű konzisztenciára és a költségoptimalizálásra összpontosítanak. A statisztikai folyamatszabályozási rendszerek millió alkatrészen keresztül figyelik a K-faktor teljesítményét, azonosítva a finom trendeket és az optimalizálási lehetőségeket. A beszállítói minőségi megállapodások meghatározzák a K-faktor validálási követelményeit és a folyamatos monitoring protokollokat.
Az elektronikai burkolatok precíz K-faktorokat igényelnek az EMI árnyékolás hatékonysága és az alkatrész illeszkedése érdekében. A vékony anyagok (0,5-1,0 mm) szigorú hajlítási tűrésekkel kihívást jelentenek a hagyományos K-faktor megközelítések számára. A PEM rögzítők integrációjának különös figyelmet kell szentelni a koordinált tervezési megközelítéseknek.
Az építészeti és építőipari alkalmazások a időjárásállóságot és a hőtágulás kompenzálását hangsúlyozzák. A nagyméretű panelek többszörös hajlítással történő alakítása gondos K-faktor validálást igényel a kumulatív hibák elkerülése érdekében. A helyszíni szerelési szempontok befolyásolják a tervezési megközelítéseket és a tűréselosztási stratégiákat.
Gyakran Ismételt Kérdések
Milyen K-faktort használjak 2 mm-es alumínium 6061-T6-hoz?
2 mm-es alumínium 6061-T6 esetén kezdje 0,38-0,40-es K-faktorral a levegőhajlítási műveletekhez. A pontos érték a bélyegző sugarától, a szerszámnyílástól és az alakítási sebességtől függ. Validálja ezt a kezdeti becslést teszthajlításokkal a tényleges szerszámaival és gyártási paramétereivel a optimális pontosság elérése érdekében.
Hogyan befolyásolja a bélyegző sugara a K-faktor számításokat?
A kisebb bélyegző sugarak élesebb hajlításokat hoznak létre alacsonyabb K-faktorokkal (0,25-0,35), míg a nagyobb sugarak fokozatos alakítást eredményeznek magasabb K-faktorokkal (0,40-0,50). A kapcsolat az R/T arányt követi - sugár osztva vastagsággal. Tartsa a bélyegző sugarát legalább egyenlőnek az anyag vastagságával a következetes eredmények érdekében, és kerülje el a repedést.
Használhatom ugyanazt a K-faktort különböző hajlítási szögekhez?
A levegőhajlítás viszonylag konzisztens K-faktorokat tart fenn különböző szögekben (30-135 fok), így ez a preferált módszer a változó geometriájú alkatrészekhez. A fenékütközéses és a kalibrálási műveletek szögspecifikus K-faktorokat igényelhetnek a különböző anyagfolyási jellemzők miatt. Mindig validálja a kritikus szögeket tesztalkatrészeken keresztül.
Miért nem egyeznek a számított méreteim a tényleges hajlított alkatrészekkel?
A méretbeli eltérések jellemzően abból adódnak, hogy elméleti K-faktorokat használnak empirikusan validált értékek helyett, a rugóvisszahúzási hatásokat nem veszik figyelembe a számításokban, vagy inkonzisztens a szerszám beállítása. Mérje meg a tényleges belső sugarakat és hajlítási szögeket, majd számítsa ki a hatékony K-faktorokat a valós alkatrészekből a pontosság javítása érdekében.
Milyen gyakran kell ellenőriznem a K-faktorokat a gyártásban?
Ellenőrizze a K-faktorokat havonta a nagy volumenű gyártásban, vagy bármilyen szerszámváltozás, anyag tételváltozás vagy berendezés karbantartás után. A kritikus alkalmazások napi ellenőrzést igényelhetnek statisztikai mintavétel révén. Tartson fenn vezérlődiagramokat a trendek azonosításához és a minőségi problémák megelőzéséhez, mielőtt azok bekövetkeznének.
Milyen mérési pontosság szükséges a K-faktor validáláshoz?
A K-faktor validáláshoz legalább 10-szer jobbnak kell lennie a mérési bizonytalanságnak, mint a végső tűrési követelményeknek. A ±0,1 mm-es hajlítási tűrésekkel rendelkező alkatrészekhez használjon ±0,01 mm pontosságú vagy jobb műszereket. A CMM-ek biztosítják a legnagyobb pontosságot, míg az optikai szkennerek jó kompromisszumot kínálnak a sebesség és a pontosság között a gyártási környezetekhez.
Hogyan kezeljem a K-faktorokat egyedi ötvözetekhez vagy egzotikus anyagokhoz?
Az egyedi ötvözetek empirikus K-faktor meghatározást igényelnek szisztematikus tesztelés révén. Kezdje a hasonló alapanyagok értékeivel, majd végezzen hajlítási teszteket a tipikus vastagság- és sugártartományban. Dokumentálja az anyag tulajdonságait, beleértve a szakítószilárdságot, a nyúlást és a munkakeményedési jellemzőket a K-faktor viselkedésének előrejelzéséhez és a folyamatablakok meghatározásához.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece