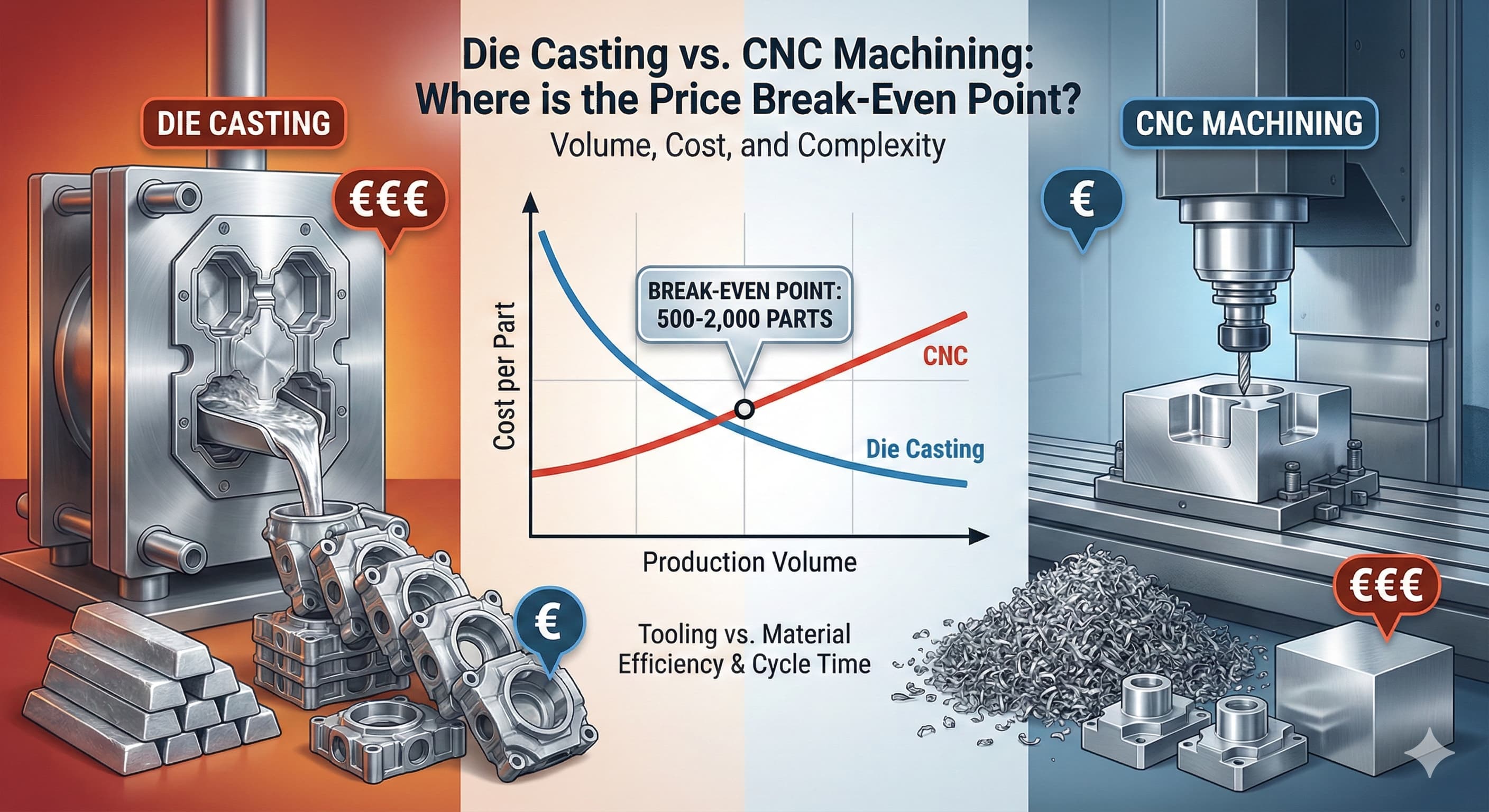
Présöntés vs. CNC Megmunkálás: Hol Van Az Ár Töréspontja?
A présöntés és a CNC megmunkálás közötti döntés alapvetően a gyártási volumen gazdaságosságán és az alkatrész komplexitási követelményein múlik. A gyártómérnökök naponta szembesülnek ezzel a választással, mégis sokuknak hiányzik a pontos matematikai keretrendszer ahhoz, hogy azonosítsák azt a valódi töréspontot, ahol a szerszámköltségek indokolják a megmunkálásról az öntésre való átállást.
Ez az elemzés megvizsgálja azokat a pontos volumenküszöböket, költségtényezőket és műszaki szempontokat, amelyek meghatározzák, hogy a présöntés mikor válik gazdaságosabbá, mint a CNC megmunkálás a fém alkatrészek esetében.
Főbb Megállapítások
- A töréspont tipikusan 500-2000 darab között következik be alumínium alkatrészeknél, az alkatrész komplexitásától és a megmunkálási követelményektől függően
- A présöntő szerszámok költsége 15 000 és 80 000 euró között mozog, míg a CNC beállítási költségek 200 és 1500 euró között vannak alkatrésztervenként
- Az anyagfelhasználási hatékonyság a présöntést részesíti előnyben 85-95%-kal szemben a CNC megmunkálás 20-40%-ával komplex geometriák esetén
- A felületi minőségre és a tűrési követelményekre vonatkozó előírások 200-500%-kal eltolhatják a töréspontot bármelyik irányba
Költségstruktúra Elemzés: Présöntés vs CNC Megmunkálás
A költségstruktúrák megértése feltárja, hogy a töréspont számítások miért változnak jelentősen a különböző alkatrész specifikációk és gyártási forgatókönyvek között.
Présöntés Költségkomponensei
A présöntés költségei három fő elemből állnak: szerszám beruházás, darabonkénti anyagköltségek és feldolgozási díjak. A szerszámozás jelenti a legnagyobb kezdeti beruházást, amely jellemzően 15 000 eurótól az egyszerű, egy üreges alumínium szerszámok esetében, 80 000 euróig terjed a komplex, több üreges szerszámok esetében, amelyek csúszkákat és bonyolult maggeometriákat igényelnek.
A présöntés anyagköltségei a közel nettó alakú gyártásból származnak. Az A380-as alumíniumötvözet (amely megfelel az EN AC-AlSi9Cu3(Fe) szabványnak) körülbelül 2,20-2,80 euróba kerül kilogrammonként, a jól megtervezett alkatrészek esetében 85-95%-os anyagfelhasználási arány mellett. Maga az öntési folyamat darabonként 0,80-2,50 eurót tesz hozzá, a ciklusidőtől és az alkatrész súlyától függően.
A gyakran szükséges másodlagos műveletek közé tartozik az eltávolító tüske nyomok kezelése a kozmetikai felületeken, a sorja eltávolítása és a furatok fúrása, amelyeket a lejtésszög korlátai miatt nem lehet önteni.
CNC Megmunkálás Költségstruktúrája
A CNC megmunkálás költségei eltérő mintát követnek, alacsonyabb beállítási költségekkel, de magasabb darabonkénti anyag- és feldolgozási költségekkel. A beállítási költségek jellemzően 200 és 1500 euró között mozognak alkatrésztervenként, beleértve a programozást, a szerszámválasztást és az első darab ellenőrzését.
A CNC megmunkálás anyagköltségei jelentős hulladékképződés miatt szenvednek. A 6061-T6 kovácsolt alumínium tuskóval kezdve, amely 4,20-5,50 euróba kerül kilogrammonként, a komplex alkatrészek gyakran megkövetelik a kiindulási anyag 60-80%-ának eltávolítását, ami a kész alkatrész súlyára vetítve 8,50-13,75 eurós tényleges anyagköltséget eredményez kilogrammonként.
A megmunkálási idő közvetlenül összefügg az alkatrész komplexitásával. Az egyszerű alkatrészek, amelyek 15-30 perc megmunkálási időt igényelnek 45-65 euró/óra áron, kezelhető darabonkénti költségeket eredményeznek. Azonban a komplex geometriák, amelyek 2-4 óra megmunkálási időt igényelnek, önmagukban 90-260 euróba kerülhetnek alkatrészenként a feldolgozási költségek.
| Költségkomponens | Présöntés | CNC megmunkálás | Hatás a fedezeti pontra |
|---|---|---|---|
| Kezdeti beállítási költség | €15,000-€80,000 | €200-€1,500 | Nagyobb mennyiségek a présöntést részesítik előnyben |
| Anyaghatékonyság | 85-95% | 20-40% | Jelentős alkatrészenkénti előny |
| Feldolgozási költség/alkatrész | €0.80-€2.50 | €11.25-€65.00 | Fő mennyiségi tényező |
| Másodlagos műveletek | €1.50-€8.00 | €0.50-€3.00 | Mérsékelt hatás |
Matematikai Töréspont Elemzés
A töréspont számítás megköveteli annak megállapítását, hogy a teljes présöntési költség mikor egyenlő a teljes CNC megmunkálási költséggel a gyártási futás teljes élettartama alatt.
Alapvető Töréspont Képlet
Töréspont volumen = (Présöntő szerszám költsége - CNC beállítási költség) ÷ (CNC darabonkénti költség - Présöntés darabonkénti költség)
Egy tipikus, 250 gramm súlyú alumínium ház alkatrész esetében:
Présöntési forgatókönyv:
- Szerszám költsége: 35 000 €
- Anyagköltség darabonként: 0,55 € (250g × 2,20 €/kg)
- Feldolgozási költség: 1,20 €
- Másodlagos műveletek: 2,80 €
- Összesen darabonként: 4,55 €
CNC megmunkálási forgatókönyv:
- Beállítási költség: 800 €
- Anyagköltség darabonként: 2,65 € (625g tuskó × 4,25 €/kg, 40% felhasználás)
- Feldolgozási költség: 28,50 € (38 perc × 45 €/óra)
- Másodlagos műveletek: 1,20 €
- Összesen darabonként: 32,35 €
Töréspont számítás: (35 000 € - 800 €) ÷ (32,35 € - 4,55 €) = 1230 alkatrész
Volumenalapú Költség Forgatókönyvek
A valós töréspontok jelentősen eltérnek az alkatrész komplexitásától és a specifikációs követelményektől függően. Az egyszerű konzolok és házak tipikusan 500-1200 darab között érik el a töréspontot, míg a komplex, bonyolult belső jellemzőkkel rendelkező szerelvények csak 3000-5000 darab után indokolják a présöntést.
| Alkatrész komplexitása | Szerszámköltség tartomány | Fedezeti mennyiség | Példa alkalmazások |
|---|---|---|---|
| Egyszerű (Alap geometria) | €15,000-€25,000 | 400-800 alkatrész | Konzolok, egyszerű házak |
| Mérsékelt (Néhány jellemző) | €25,000-€45,000 | 800-1,800 alkatrész | Elektronikus burkolatok |
| Komplex (Több csúszka) | €45,000-€80,000 | 1,500-4,000 alkatrész | Autóipari alkatrészek |
| Nagyon komplex | €80,000+ | 3,000+ alkatrész | Sebességváltó házak |
A nagy pontosságú eredményekhez kérjen árajánlatot 24 órán belül a Microns Hub-tól.
A Töréspont Számításokat Befolyásoló Műszaki Tényezők
Számos műszaki szempont drámaian eltolhatja a töréspont számításokat a puszta volumen gazdaságosságán túl.
Tűrési és Felületi Minőségi Követelmények
A szigorú tűrési követelmények a CNC megmunkálást részesítik előnyben, különösen a ±0,025 mm-t vagy annál jobb méreteket igénylő esetekben. A présöntés tipikusan ±0,1 mm-t ér el a nem osztóvonal menti méreteken, az osztóvonal menti méretek pedig optimális körülmények között ±0,2 mm-t tartanak.
A kritikus méretek gyakran megkövetelik az öntés utáni megmunkálási műveleteket, ami darabonként 3,50-12,00 eurót ad hozzá a beállítási komplexitástól függően. Ha az alkatrész jellemzőinek több mint 30%-a igényel másodlagos megmunkálást, a töréspont ugyanazon alkatrész esetében 1200 darabról 2800 darabra tolódhat el.
A felületi minőségi követelmények szintén befolyásolják a gazdaságosságot. A présöntés természetesen Ra 1,6-3,2 μm felületeket eredményez, míg a CNC megmunkálás közvetlenül Ra 0,8-1,6 μm-t érhet el. A Ra 0,4 μm-t vagy annál jobb értéket igénylő kozmetikai alkalmazások további polírozási műveleteket tesznek szükségessé, amelyek darabonként 8,50-25,00 euróba kerülnek.
Anyagválasztás Hatása
Az anyagválasztás jelentősen befolyásolja a töréspont számításokat mind a nyersanyagköltségek, mind a feldolgozási szempontok révén. Az A380 és A383 alumíniumötvözetek (EN AC-AlSi9Cu3(Fe) és EN AC-AlSi10Mg(Cu)) kiváló önthetőséget kínálnak 2,20-2,80 euró/kilogramm áron, míg a nagy szilárdságú alternatívák, mint az A357 (EN AC-AlSi7Mg0.3) 3,20-4,10 euróba kerülnek kilogrammonként.
Azoknál az alkalmazásoknál, amelyek szerkezeti alkalmazásokhoz T6 temperálást igényelnek, darabonként 2,80-5,20 euró többletköltséget kell figyelembe venni a töréspont számításoknál.
A CNC megmunkálás szélesebb anyagválasztékot kínál, beleértve a 6061-T6, 7075-T6 és 2024-T4 minőségeket, amelyek nem présönthetők. Azonban a különleges ötvözetek 8,50-18,00 euróba kerülhetnek kilogrammonként, ami tovább kedvez a présöntésnek a nagy volumenű gyártásban.
| Anyagminőség | Présöntési alkalmasság | Költség kg-onként | Fedezeti pont hatása |
|---|---|---|---|
| A380 (AlSi9Cu3) | Kiváló | €2.20-€2.80 | Alapértelmezett |
| A356 (AlSi7Mg0.3) | Jó | +15% mennyiség | 6061-T6 |
| Nem alkalmas | €4.20-€5.50 | Csak CNC | 7075-T6 |
| Nem alkalmas | €8.50-€12.00 | Csak CNC | Idővonal tényező |
Gyártási Volumen Forgatókönyvek és Döntési Fák
A különböző gyártási forgatókönyvekhez testre szabott elemzési megközelítésekre van szükség az optimális gyártási módszerek meghatározásához.
Kis Volumenű Gyártás (50-500 Alkatrész)
A kis volumenű gyártás szinte kivétel nélkül a CNC megmunkálást részesíti előnyben a szerszámköltségek amortizációs kihívásai miatt. Még az egyszerű, 15 000 euróba kerülő présöntő szerszámok is darabonként 30-300 euró szerszámköltséget eredményeznek a feldolgozási költségek figyelembevétele előtt.
Kivételek akkor fordulnak elő, ha az alkatrészek kiterjedt megmunkálási műveleteket igényelnek, amelyek meghaladják a 3-4 órát alkatrészenként, vagy ha az anyagveszteség eléri a kiindulási tuskósúly 85-90%-át. Ezekben az esetekben még a 200-300 darabos kis volumenek is indokolhatják az egyszerű öntőszerszámokat.
A prototípus és a gyártás előtti futások profitálnak a CNC megmunkálás rugalmasságából, lehetővé téve a tervezési iterációkat szerszámmódosítások nélkül. A tervezési változtatásonkénti 200-800 eurós beállítási költségek kezelhetőek maradnak az 5000-15 000 eurós szerszámmódosításokhoz képest.
Közepes Volumenű Gyártás (500-5000 Alkatrész)
A közepes volumenű gyártás jelenti a kritikus döntési zónát, ahol a töréspont elemzés elengedhetetlen. Az alkatrész komplexitása, a tűrési követelmények és az anyagválasztás mind nagymértékben befolyásolják az optimális gyártási módszer kiválasztását.
Az egyszerű, laza tűrésekkel (±0,2 mm) rendelkező alkatrészek tipikusan 800-1200 darab felett a présöntést részesítik előnyben. A komplex, többszörös másodlagos műveletet igénylő alkatrészek csak 2500-3500 darab után indokolhatják az öntést, a megmunkálási idő követelményeitől függően.
Az anyagköltségek egyre fontosabbá válnak a közepes volumeneknél. Azok az alkatrészek, amelyekhez csak kovácsolt formában elérhető különleges ötvözetekre van szükség, a volumen szempontjaitól függetlenül CNC megmunkálást tesznek szükségessé. Ezzel szemben a szabványos öntőötvözetekkel kompatibilis alkatrészek profitálnak a jobb anyagfelhasználási hatékonyságból.
Nagy Volumenű Gyártás (5000+ Alkatrész)
A nagy volumenű gyártás erősen a présöntést részesíti előnyben az öntőötvözetekkel és geometriai korlátokkal kompatibilis alkatrészek esetében. A szerszámköltségek darabonként 0,50-8,00 euróra amortizálódnak, ami a teljes alkatrészköltséget jelentősen alacsonyabbá teszi, mint a CNC alternatívák esetében.
A több üreges szerszámozás gazdaságossá válik az évi 8000-12 000 darabot meghaladó volumeneknél. A négy üreges szerszámok 40-60%-kal növelik a kezdeti szerszámköltségeket, de 35-45%-kal csökkentik a darabonkénti feldolgozási költségeket, ami tovább javítja a présöntés gazdaságosságát.
A nagy volumeneknél automatizálási integrációs lehetőségek merülnek fel, a robotizált sorjázás és a másodlagos műveletek 0,80-2,20 euróval csökkentik a munkaerőköltségeket darabonként. A CNC megmunkálás automatizálási kihívásokkal szembesül a változó ciklusidők és beállítási követelmények miatt.
Iparág-Specifikus Szempontok
A különböző iparágak eltérő töréspont mintákat mutatnak a tipikus alkatrészjellemzők és a teljesítménykövetelmények alapján.
Autóipari Alkalmazások
Az autóipari alkatrészek jellemzően komplex geometriákkal és mérsékelt tűrési követelményekkel rendelkeznek, ami viszonylag alacsony, évi 1200-2800 darabos volumeneknél a présöntést részesíti előnyben. A súlycsökkentési nyomás vékonyfalú öntési követelményeket eredményez, ami növeli a szerszámozás komplexitását és költségeit.
A törésbiztonsági követelmények gyakran olyan speciális anyagjellemzőket írnak elő, amelyek csak kovácsolt alumínium minőségekkel érhetők el, ami a CNC megmunkálás kiválasztását kényszeríti ki a volumen szempontjaitól függetlenül. A kritikus szerkezeti alkatrészek, amelyek 7075-T6 szilárdsági szintet igényelnek, nem használhatnak présöntési alternatívákat.
Az autóipari alkalmazásokban a költségnyomás kritikussá teszi a töréspont elemzést, a célzott gyártási költségek gyakran a gyártási módszer kiválasztását vezérlik. Az éves volumenkötelezettségek lehetővé teszik a szerszám beruházás amortizációját 3-5 éves modell életciklusok alatt.
Elektronikai és Fogyasztási Cikkek
Az elektronikai alkalmazások a szigorú tűréseket és a kiváló felületi minőséget hangsúlyozzák, ami gyakran másodlagos megmunkálási műveleteket igényel még a présöntés elsődleges folyamatok használata esetén is. Az EMI árnyékolási követelmények speciális anyagminőségeket vagy felületkezeléseket tehetnek szükségessé.
A gyors termékfejlesztési ciklusok a CNC megmunkálást részesítik előnyben a kezdeti gyártási futásoknál, a sikeres termékek esetében potenciális átállással a présöntésre az évi 2000-3000 darabot meghaladóan. Az öntésre való tervezési optimalizálás gyakran a termék életciklus menedzsmentje során történik.
A fogyasztói elektronikában a kozmetikai követelmények gyakran további befejező műveleteket igényelnek, amelyek darabonként 5,50-18,00 euróba kerülnek, ami jelentősen befolyásolja a töréspont számításokat. Az eloxálást, a porszórást és a polírozási műveleteket be kell számítani a teljes gyártási költségekbe.
A gyártási lehetőségek értékelésekor a Microns Hub közvetlen gyártói kapcsolatokat biztosít, ami a piactéri platformokhoz képest kiváló minőségellenőrzést és versenyképes árazást biztosít. Műszaki szakértelmünk kiterjed mind a présöntési, mind a CNC megmunkálási képességekre, ami objektív ajánlásokat tesz lehetővé, amelyek pusztán a projekt követelményein alapulnak, nem pedig a folyamat korlátain.
Fejlett Költségoptimalizálási Stratégiák
Az alapvető töréspont számításokon túl számos fejlett stratégia optimalizálhatja a gyártási költségeket és javíthatja a döntéshozatali pontosságot.
Hibrid Gyártási Megközelítések
A présöntési és CNC megmunkálási műveletek kombinálása optimalizálhatja mind a költségeket, mind a teljesítményt bizonyos alkalmazások esetében. Az öntés-majd-megmunkálás megközelítések a présöntést használják az alapvető geometria létrehozására, amelyet CNC műveletek követnek a kritikus méretek és felületi minőségek eléréséhez.
Ez a hibrid megközelítés hatékonyan működik, ha az alkatrész geometria 60-70%-a közel nettó alakúra önthető, a fennmaradó jellemzők pedig ±0,025 mm-es tűrést vagy jobb felületi minőséget igényelnek. A töréspont volumenek tipikusan 800-1800 darab között mozognak, a megmunkálási művelet komplexitásától függően.
A precíziós öntési alternatívákat figyelembe kell venni a komplex belső geometriák esetében, amelyek nem kompatibilisek a présöntés lejtési követelményeivel. Bár a szerszámköltségek alacsonyabbak (5000-15 000 euró), a feldolgozási költségek darabonként 8,50-25,00 euróra emelkednek, ami a töréspontokat 2800-5200 darabra tolja el.
Tervezés a Gyártás Integrációjához
Az alkatrésztervek optimalizálása a gyártási módszer kiválasztásához drámaian javíthatja a töréspont gazdaságosságát. A présöntési tervek profitálnak az egyenletes falvastagságból, a nagylelkű lejtési szögekből (1,5-3,0 fok) és az összetett szerszámozást igénylő alámetszések kiküszöböléséből.
A CNC megmunkálási terveknek minimalizálniuk kell a mély zsebeket, a vékony falakat és az összetett 3D felületeket, amelyek kiterjedt szerszámpályákat igényelnek. A szabványos szerszámozási kompatibilitás 150-450 euróval csökkenti a beállítási költségeket alkatrésztervenként, ami javítja a kis volumenű gazdaságosságot.
A koncepciófejlesztés során a gyártómérnökök bevonásával végzett keresztfunkcionális tervezési felülvizsgálatok azonosíthatják az optimális gyártási módszereket a részletes tervezési beruházás előtt. Ez a megközelítés megakadályozza a költséges újratervezési erőfeszítéseket a gyártás skálázásakor.
Azoknak a gyártóknak, akiknek precíziós megmunkálási és öntési képességekre is szükségük van, gyártási szolgáltatásaink integrált megoldásokat kínálnak, amelyek több gyártási módszert ölelnek fel. Ezenkívül a lemezmegmunkálási szolgáltatásaink alternatív megközelítéseket kínálnak a házak és konzolok alkalmazásaihoz, ahol sem az öntés, sem a megmunkálás nem biztosítja az optimális költség-teljesítmény arányt.
Minőségi és Átfutási Idő Szempontok
A gyártási módszer kiválasztása a puszta költségszempontokon túlmenően kompromisszumokat von maga után, beleértve a minőségi konzisztenciát, az átfutási időket és az ellátási lánc rugalmasságát.
Minőségellenőrzési Képességek
A présöntés minősége nagymértékben függ a folyamatszabályozástól és a szerszámozás karbantartásától. A porozitás, a hidegzárványok és a méretbeli eltérések a megfelelő ellenőrzések nélkül a gyártás 2-8%-át érinthetik. A statisztikai folyamatszabályozás bevezetése darabonként 0,25-0,80 eurót ad hozzá, de 1% alá csökkenti az elutasítási arányt.
A CNC megmunkálás kiváló méretbeli ellenőrzést és megismételhetőséget kínál, a képes folyamatok kritikus méreteknél 1,67 vagy magasabb Cpk értékeket érnek el. Ez a megbízhatósági előny indokolhatja a magasabb darabonkénti költségeket olyan alkalmazásoknál, ahol a terepi meghibásodások jelentős garanciális kitettséget okoznak.
Az ellenőrzési követelmények jelentősen eltérnek a folyamatok között. A présöntvények tipikusan 100%-os vizuális ellenőrzést és időszakos méretellenőrzést igényelnek, míg a CNC alkatrészeknél a folyamat minősítése után csak statisztikai mintavételre lehet szükség.
Átfutási Idő Elemzés
A présöntés átfutási ideje 6-16 hetet foglal magában a szerszámgyártáshoz, amelyet 2-4 hét követ az első darab jóváhagyása és a folyamat optimalizálása. A gyártási átfutási idők tipikusan 3-8 hét között mozognak a volumenkövetelményektől és a komplexitástól függően.
A CNC megmunkálás rövidebb kezdeti átfutási időket kínál, 1-3 hetet az első darabokhoz, a gyártás skálázhatóságát pedig a gépkapacitás korlátozza. A nagy volumenű CNC gyártás a kapacitáskorlátok miatt 6-12 hetes átfutási időket igényelhet.
Az ellátási lánc zavarai eltérően érintik a présöntést és a CNC megmunkálást. A présöntés speciális berendezésektől és szerszám beszállítóktól függ, míg a CNC megmunkálás szélesebb körben elérhető szerszámgépeket és szabványos szerszámozást használ.
| Présöntés | CNC megmunkálás | Stratégiai hatás | Kezdeti beállítás |
|---|---|---|---|
| 6-16 hét | 1-3 hét | A CNC előnyösebb sürgősség esetén | Első darab |
| 2-4 hét | 3-7 nap | CNC előny | Gyártás skálázása |
| 2-4 hét | 4-8 hét | Az öntés gyorsabban skálázható | Tervezési változtatások |
| 4-12 hét | 1-2 hét | CNC rugalmassági előny |
Gyakran Ismételt Kérdések
Mi a tipikus töréspont a présöntés és a CNC megmunkálás között alumínium alkatrészek esetében?
A töréspontok tipikusan 500-2000 darab között mozognak alumínium alkatrészeknél, az alkatrész komplexitásától és a megmunkálási követelményektől függően. Az egyszerű konzolok 400-800 darabnál érhetik el a töréspontot, míg a komplex házak, amelyek többszörös másodlagos műveleteket igényelnek, csak 2500-4000 darab után indokolhatják a présöntést. A pontos töréspont a szerszámköltségektől (15 000-80 000 euró), az anyagfelhasználási hatékonyságtól és a darabonkénti feldolgozási költségektől függ.
Hogyan befolyásolják a tűrési követelmények a présöntés és a CNC megmunkálás közötti választást?
A présöntés tipikusan ±0,1 mm-t ér el a nem osztóvonal menti méreteken és ±0,2 mm-t az osztóvonal menti jellemzőkön. A CNC megmunkálás ±0,025 mm-t vagy annál szigorúbbat tud tartani a kritikus méreteken. Ha az alkatrész jellemzőinek több mint 30%-a ±0,1 mm-nél szigorúbb tűrést igényel, a töréspontok 1200 darabról 2800 darabra tolódhatnak el a szükséges másodlagos megmunkálási műveletek miatt, amelyek darabonként 3,50-12,00 euróba kerülnek.
Milyen anyagok használhatók présöntésben a CNC megmunkálással szemben?
A présöntés olyan ötvözetekre korlátozódik, mint az A380, A383 és A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3), amelyek 2,20-4,10 euróba kerülnek kilogrammonként. A CNC megmunkálás kovácsolt ötvözeteket használhat, beleértve a 6061-T6, 7075-T6 és 2024-T4 ötvözeteket, bár magasabb anyagköltségekkel, 4,20-18,00 euró/kilogramm áron. Azoknál az alkalmazásoknál, amelyek nagy szilárdságú ötvözeteket igényelnek, mint a 7075-T6, a CNC megmunkálást kell használni a volumen szempontjaitól függetlenül.
Melyek a fő költségtényezők a présöntésben a CNC megmunkálással szemben?
A présöntés költségeit a kezdeti szerszám beruházás (15 000-80 000 euró) és a viszonylag alacsony darabonkénti költségek (4,50-8,50 euró) vezérlik. A CNC megmunkálás alacsony beállítási költségekkel (200-1500 euró), de magas darabonkénti költségekkel rendelkezik az anyagveszteség (60-80% selejtarány) és a 45-65 euró/óra feldolgozási idő díjak miatt. Az anyagfelhasználási hatékonyság erősen a présöntést részesíti előnyben 85-95%-kal szemben a CNC megmunkálás 20-40%-ával.
Hogyan befolyásolja az alkatrész komplexitása a gyártási módszer kiválasztását?
Az egyszerű, alapvető geometriával rendelkező alkatrészek 400-800 darab feletti volumeneknél a présöntést részesítik előnyben. Az összetett alkatrészek, amelyek csúszkákat, többszörös alámetszéseket vagy bonyolult belső jellemzőket igényelnek, 45 000-80 000+ euróra növelik a szerszámköltségeket, ami a töréspontokat 1500-4000 darabra tolja ki. A CNC megmunkálás szerszámköltség büntetések nélkül kezeli a komplex geometriákat, de az összetett alkatrészeknél megnövekedett ciklusidőktől és anyagveszteségtől szenved.
Milyen másodlagos műveletekre van tipikusan szükség az egyes folyamatokhoz?
A présöntés általában sorjázást, a lejtésszögek miatt nem önthető furatok fúrását és a kritikus méretek megmunkálását igényli, ami darabonként 1,50-8,00 eurót ad hozzá. A CNC megmunkálás tipikusan minimális másodlagos műveleteket igényel (0,50-3,00 euró/alkatrész), mint például a sorjázás és a tisztítás. Azonban a kozmetikai alkalmazások mindkét folyamathoz további felületkezeléseket igényelhetnek, amelyek darabonként 5,50-25,00 euróba kerülnek.
Hogyan viszonyulnak egymáshoz az átfutási idők a présöntés és a CNC megmunkálás között?
A présöntés 6-16 hetet igényel a szerszámgyártáshoz, plusz 2-4 hetet a folyamat optimalizálásához, de aztán gyors gyártási skálázást kínál. A CNC megmunkálás 1-3 hetes átfutási időket biztosít az első darabokhoz és nagyobb rugalmasságot a tervezési változtatásokhoz (1-2 hét a 4-12 héttel szemben a szerszámmódosításoknál). A nagy volumenű CNC gyártás kapacitáskorlátokkal szembesülhet, ami 6-12 hetes átfutási időket igényelhet, míg a présöntés a szerszámozás elkészülte után hatékonyabban skálázható.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece