Kidobócsap-nyomok: "Biztonságos zónák" tervezése kozmetikai öntött felületeken
A kidobócsap-nyomok az öntött alkatrészek gyártásának egyik legmakacsabb minőségi kihívását jelentik, különösen akkor, ha az alkatrészek látható kozmetikai felületekkel rendelkeznek. Ezek a látszólag apró felületi hibák egy egyébként tökéletes öntvényt is selejtté tehetnek, ami növeli a költségeket és meghosszabbítja a szállítási határidőket. A kidobócsapok stratégiai elhelyezése szisztematikus megközelítést igényel, amely egyensúlyban tartja a gyártási hatékonyságot az esztétikai követelményekkel.
A kidobócsap-nyomok kialakulásának megértése a mögöttes fizika felismerésével kezdődik. A kidobás során a lokalizált feszültségkoncentrációk 0,2 mm és 2,0 mm közötti átmérőjű maradandó deformációs zónákat hoznak létre, a csap geometriájától és az anyag tulajdonságaitól függően. Ezek a nyomok körkörös mélyedésekként, kiemelkedő területekként vagy texturális eltérésekként jelennek meg, amelyek különösen hangsúlyosak a polírozott vagy eloxált felületeken.
Főbb tudnivalók
- A kidobócsap-nyomok 0,2-2,0 mm átmérőjű maradandó felületi hibákat képeznek a lokalizált feszültségkoncentráció révén az alkatrész kidobása során
- A stratégiai "biztonságos zóna" elhelyezéshez az alkatrész geometriájának, a lejtésszögeknek és a kozmetikai felületi követelményeknek az elemzése szükséges a tervezési fázis korai szakaszában
- A csap átmérője, a kidobási erő és az anyag keménysége közvetlenül befolyásolja a nyomok súlyosságát és láthatóságát a kész felületeken
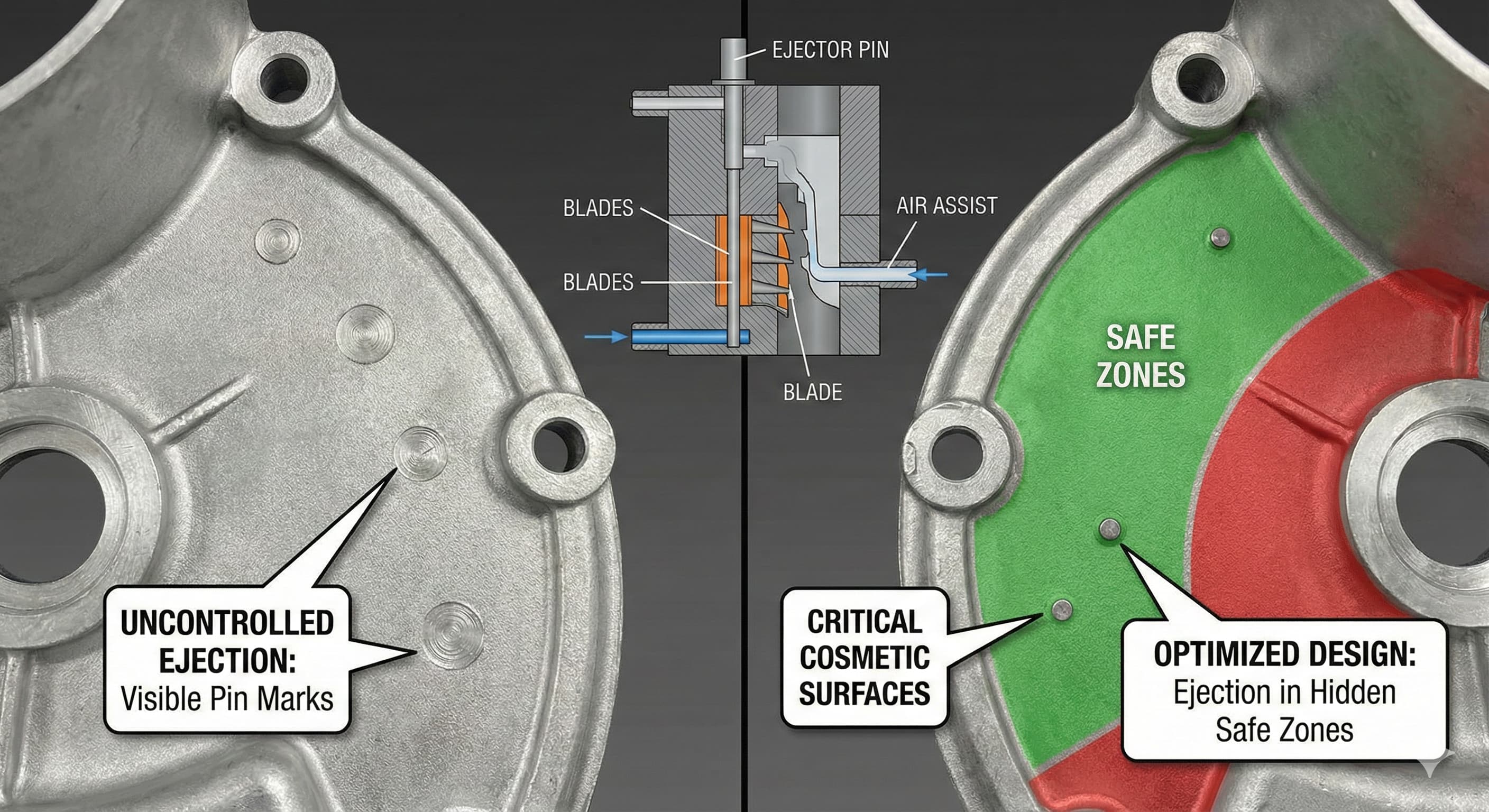
- A fejlett technikák, beleértve a pengés kidobást, a lehúzólemezeket és a levegős rásegítő rendszereket, minimalizálhatják vagy megszüntethetik a látható nyomokat
A kidobócsap-nyomok kialakulásának megértése
A kidobócsap-nyomok kialakulása a mechanikai erők, az anyag tulajdonságai és a hőmérsékleti viszonyok komplex kölcsönhatása révén következik be. Amikor a kidobócsapok érintkeznek az öntött alkatrésszel, olyan lokalizált feszültségmezőket hoznak létre, amelyek meghaladják az anyag rugalmassági határát, ami maradandó plasztikus deformációt eredményez.
Az anyag keménysége kritikus szerepet játszik a nyomok súlyosságában. Az alumíniumötvözetek, mint például az A380 (tipikus keménység 80-100 HB) eltérő nyomási jellemzőket mutatnak az A356-T6-hoz képest (keménység 70-95 HB). A lágyabb anyagok általában hangsúlyosabb nyomokat mutatnak, míg a keményebb ötvözetek kevésbé látható deformációt mutathatnak, de túlzott kidobási erők hatására felületi repedések keletkezhetnek.
A hőmérsékleti hatások súlyosbítják a nyomási problémát. A 200°C feletti hőmérsékleten kidobott alkatrészek fokozott nyomásérzékenységet mutatnak a csökkent folyáshatár miatt. Ezzel szemben a 150°C alá hűlni hagyott alkatrészek a kidobás előtt jelentősen csökkent nyommélységet mutatnak, bár ez a hűtési idő befolyásolja a ciklusidőt és a termelékenységet.
| Anyagminőség | Keménység (HB) | Tipikus jelölésmélység (mm) | Ajánlott tűátmérő (mm) |
|---|---|---|---|
| A380 (öntött) | 80-100 | 0,15-0,30 | 6-10 |
| A356-T6 | 70-95 | 0,10-0,25 | 8-12 |
| A413 | 85-105 | 0,12-0,28 | 6-10 |
| Cink ötvözet #3 | 95-115 | 0,08-0,20 | 5-8 |
A csap geometriája jelentősen befolyásolja a nyomképződési mintázatokat. A szabványos hengeres csapok 0,5-1,0 mm sugarú élekkel körkörös benyomásokat hoznak létre, míg a nagyobb sugarú élekkel (2-3 mm) rendelkező csapok az erőket nagyobb felületeken osztják el, csökkentve a nyomok súlyosságát. A nagyobb sugarú csapok azonban megnövelt kidobási erőket igényelnek, és vékony falú szakaszokban alkatrész torzulást okozhatnak.
Biztonságos zóna tervezési elvek
A hatékony biztonságos zóna tervezés az induló tervezési fázisban kezdődik egy átfogó felületelemzéssel. A kozmetikai felületeket három kategóriába kell sorolni: A osztály (látható és kritikus), B osztály (látható, de nem kritikus) és C osztály (rejtett vagy nem látható). Ez a besorolási rendszer irányítja a kidobócsapok elhelyezési stratégiáját és az elfogadható nyomási tűréseket.
A lejtésszög optimalizálása közvetlenül befolyásolja a biztonságos zóna elérhetőségét. A megfelelő lejtésszögű felületek (általában 1-3 fok alumíniumöntéshez) természetes kidobási segítséget nyújtanak, csökkentve a szükséges csaperőket és bővítve a potenciális biztonságos zóna helyeket. A nem megfelelő lejtésszögek arra kényszerítik a tervezőket, hogy a csapokat kozmetikai felületekre helyezzék, vagy kockáztassák az alkatrész sérülését a kidobás során.
A geometriai elemzés feltárja az optimális biztonságos zóna jellemzőit. A kidobási irányra merőleges sík felületek ideális csap elhelyezési lehetőségeket biztosítanak, mivel az erők egyenletesen oszlanak el anélkül, hogy feszültségkoncentrációkat hoznának létre. A görbe felületek a helyi geometria gondos elemzését igénylik, a homorú területek általában előnyösebbek a domború felületekkel szemben a csap elhelyezéséhez.
Amikor nagy alkatrészek homoköntési alkalmazásaival dolgozik, a biztonságos zóna tervezése még kritikusabbá válik a nagyobb felületek és a hibák fokozott láthatósága miatt.
Kidobócsap méretezése és erő számítások
A megfelelő kidobócsap méretezéshez ki kell számítani a minimális csapátmérőt, amely szükséges a kihajlás megakadályozásához, miközben minimalizálja az alkatrész felületein a kontaktnyomást. A kidobócsapok kritikus kihajlási terhelése Euler képletét követi, a gyártási körülményekhez igazítva:
P_kritikus = (π² × E × I) / (K × L²)
Ahol E a csap anyagának rugalmassági modulusát jelenti (szerszámacél esetén általában 200 GPa), I a területi másodrendű nyomaték, K a tényleges hossztényező (csuklós-szabad körülmények között 2,0), és L a nem támasztott csaphosszt jelenti.
A kontaktnyomás számítások határozzák meg a nyomási potenciált. Nyomás P = F/A, ahol F a kidobási erőt jelenti, és A a csap érintkezési területét. Az alumíniumötvözeteknél az 50 MPa alatti kontaktnyomás fenntartása általában megakadályozza a látható nyomokat a kozmetikai felületeken.
| Tűátmérő (mm) | Max. megtámasztatlan hossz (mm) | Érintkezési nyomás 500N-nál (MPa) | Ajánlott alkalmazás |
|---|---|---|---|
| 4 | 80 | 39,8 | Könnyű, kozmetikai felületek |
| 6 | 120 | 17,7 | Szabványos alkalmazások |
| 8 | 160 | 9,9 | Nagy igénybevételű, minimális jelölés |
| 10 | 200 | 6,4 | Nagy alkatrészek, elosztott terhelések |
Az erőelosztási stratégiák magukban foglalják több kisebb csap használatát kevesebb nagy csap helyett. Ez a megközelítés a kidobási terheléseket szélesebb területeken osztja el, miközben az egyes csapok erőit elfogadható határokon belül tartja. Például négy 6 mm-es csap egyenértékű érintkezési területet biztosít egy 12 mm-es csappal, miközben nagyobb elhelyezési rugalmasságot kínál.
Fejlett kidobási technikák
A pengés kidobó rendszerek kiváló megoldásokat kínálnak a kiterjedt kozmetikai felületekkel rendelkező alkatrészekhez. Ezek a rendszerek vékony, lapos kidobó elemeket (általában 1-2 mm vastag) használnak, amelyek lineáris élek mentén érintkeznek az alkatrészekkel, nem pedig körkörös pontokon. A pengés kidobók az erőket nagyobb területeken osztják el, 60-80%-kal csökkentve a kontaktnyomásokat a hagyományos csapokhoz képest.
A lehúzólemezes kidobás a végső megoldást nyújtja a kidobócsap-nyomok megszüntetésére a kozmetikai felületeken. A lehúzólemez egyidejűleg érintkezik az alkatrész teljes kerületével, egyenletes kidobási erőket hozva létre lokalizált feszültségkoncentrációk nélkül. Ez a rendszer azonban precíz megmunkálást igényel, és bonyolítja a szerszám tervezését.
A levegős rásegítéses kidobás a mechanikus csapokat sűrített levegő befecskendezésével kombinálja. A légnyomás (általában 0,3-0,8 MPa) kiegészíti a mechanikus kidobási erőket, lehetővé téve kisebb csapok vagy csökkentett csaperők használatát. Ez a technika különösen hatékony a vékony falú öntvényeknél, ahol a hagyományos kidobás torzulást okozhat.
A nagy pontosságú eredményekhez küldje be projektjét 24 órás árajánlatért a Microns Hub-tól.
A szekvenciális kidobási időzítés optimalizálja az erő alkalmazását a kidobási ciklus során. A kezdeti alacsony erővel történő érintkezés biztosítja az alkatrész stabilitását, amelyet a progresszív erőnövekedés követ, ahogy az alkatrész elválik a szerszám felületeitől. Ez a megközelítés csökkenti a csúcs kontaktnyomásokat, miközben fenntartja a megbízható kidobási teljesítményt.
Felületkezelési szempontok
Az öntés utáni felületkezelések jelentősen befolyásolják a kidobócsap-nyomok láthatóságát és elfogadhatóságát. Az eloxálási folyamatok, különösen a II. típusú kénsav eloxálás, hajlamosak kiemelni a felületi egyenetlenségeket, beleértve a kidobócsap-nyomokat is. Az anódos oxidréteg eltérően képződik a deformált területeken, látható színváltozásokat hozva létre még akkor is, ha a méretbeli különbségek minimálisak maradnak.
A porfestési alkalmazások kiváló kidobócsap-nyom elfedést biztosítanak a bevonat azon képessége miatt, hogy kitöltse a kisebb felületi mélyedéseket. A 60-120 mikrométeres filmvastagság hatékonyan elfedi a 0,2 mm mélységig terjedő csapnyomokat, miközben tartós felületvédelmet biztosít.
A mechanikus felületkezelések, mint például a szemcseszórás vagy a polírozás, csökkenthetik a kidobócsap-nyomok láthatóságát a szabályozott felületi textúrázás révén. Ezek a folyamatok egyenletes felületi érdességet hoznak létre, amely álcázza a lokalizált deformációs mintázatokat. Az anyageltávolításból származó méretbeli változásokat azonban figyelembe kell venni az alkatrész tervezésénél.
| Felületkezelés | Jelölés láthatóságának csökkenése (%) | Tipikus költség hatás (€/alkatrész) | Feldolgozási idő (óra) |
|---|---|---|---|
| Öntött | 0 | 0 | 0 |
| Szemcseszórás | 70-85 | 2-5 | 0,5-1,0 |
| Porszórás | 85-95 | 5-12 | 2-4 |
| II. típusú eloxálás | -20 - +10 | 8-15 | 3-6 |
| Kémiai maratás | 60-80 | 3-8 | 1-2 |
A kémiai maratás egy másik megközelítést kínál a nyomok minimalizálására. A szabályozott savas maratás 0,05-0,15 mm felületi anyagot távolít el, hatékonyan megszüntetve a sekély csapnyomokat, miközben egyenletes felületi textúrát hoz létre. Ez a folyamat precíz maszkolást igényel a kritikus méretek és a menetes elemek védelme érdekében.
Szerszámtervezés optimalizálása
A szerszámtervezés optimalizálása az induló tervezési fázisban kezdődik egy átfogó kidobási elemzéssel. A modern CAD rendszerek lehetővé teszik a kidobási feszültségek végeselemes elemzését, lehetővé téve a tervezők számára, hogy előre jelezzék a csapnyomok helyét és súlyosságát a szerszám elkészítése előtt.
A kidobócsapok elhelyezési algoritmusai egyszerre több tényezőt is figyelembe vesznek: alkatrész geometria, lejtésszögek, felületi besorolás, szerkezeti integritás és gyártási korlátok. Az optimalizáló szoftver a potenciális csaphelyeket súlyozott kritériumok alapján rangsorolja, biztosítva, hogy a kozmetikai felületek megfelelő védelmet kapjanak.
Amikor precíziós CNC megmunkálási szolgáltatásokkal integrálják a másodlagos műveletekhez, a kidobócsapok helyének figyelembe kell vennie a későbbi megmunkálási követelményeket és a rögzítési igényeket.
A progresszív kidobó rendszerek a csapok aktiválását szekvenálják a csúcserők minimalizálása érdekében. A kezdeti csapok a nem kozmetikai felületekkel érintkeznek, biztosítva az alkatrész stabilitását, mielőtt a kozmetikai felületi csapok aktiválódnának. Ez a megközelítés csökkenti a nyomási erőket, miközben fenntartja a kidobás megbízhatóságát.
A szerszámrendszereken belüli hőkezelés befolyásolja a kidobási követelményeket. Az optimalizált hűtőcsatornák egyenletes szerszámhőmérsékletet tartanak fenn, csökkentve az alkatrész tapadását és a kidobási erőket. A szerszámszakaszok közötti 30°C feletti hőmérsékletkülönbségek megduplázhatják a szükséges kidobási erőket.
Minőségellenőrzés és vizsgálat
A kidobócsap-nyomokra vonatkozó minőségellenőrzési protokollok szabványosított vizsgálati eljárásokat és elfogadási kritériumokat igényelnek. A vizuális ellenőrzési szabványok általában a nyomokat átmérő, mélység és a kozmetikai felületekhez viszonyított helyzet szerint osztályozzák.
A csapnyomok méretbeli mérése érintéses és érintésmentes módszereket alkalmaz. A stylus profilometria pontos mélységméréseket biztosít 0,01 mm felbontással, míg az optikai szkennelő rendszerek teljes nyomgeometriát rögzítenek, beleértve az átmérőt és az élek jellemzőit.
A statisztikai folyamatszabályozás nyomon követi a kidobócsap-nyomok trendjeit a gyártási sorozatok során. A vezérlődiagramok figyelik a nyommélységet, a gyakoriságot és a helyzeti mintázatokat, lehetővé téve a szerszámkopás vagy a folyamatparaméterek eltolódásának korai felismerését.
| Ellenőrzési módszer | Felbontás (mm) | Ellenőrzési idő (másodperc) | Berendezés költsége (€) |
|---|---|---|---|
| Vizuális ellenőrzés | 0,1 | 30-60 | 100-500 |
| Tűs profilometria | 0,001 | 120-300 | 15 000-50 000 |
| Optikai szkennelés | 0,005 | 60-180 | 25 000-100 000 |
| Koordináta mérőgép | 0,001 | 180-600 | 80 000-300 000 |
Az elfogadási kritériumok kidolgozása tervezési, gyártási és minőségi csapatok közötti együttműködést igényel. A kritériumoknak egyensúlyban kell tartaniuk a kozmetikai követelményeket a gyártási megvalósíthatósággal, figyelembe véve az olyan tényezőket, mint az alkatrész költsége, a gyártási volumen és a végfelhasználási alkalmazás.
Költség hatás elemzése
A kidobócsap-nyomok enyhítése jelentős költségvonzatokkal jár a gyártás több fázisában. A kozmetikai felületi kidobás megszüntetésére irányuló tervezési módosítások 15-30%-kal növelhetik a szerszám bonyolultságát, ami közvetlenül befolyásolja a szerszámköltségeket.
Az alternatív kidobó rendszerek, mint például a lehúzólemezek vagy a pengés kidobók, általában 5 000-25 000 euróval növelik a szerszámköltségeket, az alkatrész bonyolultságától és a szerszám méretétől függően. Ezek a beruházások azonban gyakran gazdaságosnak bizonyulnak a nagy volumenű gyártásban, ahol az alkatrész selejtezési költségei meghaladják a szerszámprémiumokat.
A kidobócsap-nyomok eltávolítására vagy elfedésére szolgáló másodlagos műveletek alkatrészenként 1-15 euróba kerülnek, a kezelés típusától és az alkatrész méretétől függően. A nyomok eltávolítására szolgáló kézi polírozási műveletek alkatrészenként 8-20 euróba kerülhetnek, miközben 30-90 percet adnak a feldolgozási időhöz.
Amikor a Microns Hub-tól rendel, profitál a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. A kidobócsapok elhelyezésében és a szerszámtervezés optimalizálásában szerzett műszaki szakértelmünk azt jelenti, hogy minden öntési projekt megkapja azt a figyelmet a részletekre, amely a kozmetikai felületi követelményekhez szükséges.
A kidobócsap-nyomok miatti selejtezett alkatrészekből származó selejt- és javítási költségek általában alkatrészenként 50-500 euró között mozognak, az anyagköltségektől, a megmunkálási bonyolultságtól és a szállítási sürgősségtől függően. Ezek a költségek gyakran meghaladják a kidobórendszer optimalizálási beruházásait az első néhány ezer legyártott alkatrészen belül.
Integráció a gyártási szolgáltatásokkal
A sikeres kidobócsap-nyom kezelés integrációt igényel több gyártási folyamaton keresztül. Amikor az alkatrészek öntés utáni műveleteket igényelnek gyártási szolgáltatásainkon keresztül, a kidobócsapok helyének össze kell hangolódnia a rögzítési és megmunkálási követelményekkel.
A másodlagos megmunkálási műveletek stratégiai anyageltávolítással megszüntethetik a kidobócsap-nyomokat. Ez a megközelítés azonban gondos koordinációt igényel az öntési és megmunkálási csapatok között a megfelelő ráhagyások és méretbeli ellenőrzés biztosítása érdekében.
Az összeszerelési szempontok befolyásolják a kidobócsapok elhelyezését, amikor a nyomok más alkatrészekkel érintkező felületeken fordulnak elő. A tömítések tömítőfelületei, a csapágyak rögzítési területei és a menetes elemek különös figyelmet igényelnek a kidobócsap-nyomokból származó funkcionális problémák megelőzése érdekében.
A hőkezelési folyamatok, különösen a T6 temperálás a szerkezeti alumínium alkatrészekhez, befolyásolhatják a kidobócsap-nyomok láthatóságát a mikrostrukturális változások és a feszültségoldási mintázatok révén.
Gyakran Ismételt Kérdések
Mi okozza, hogy a kidobócsap-nyomok az eloxálás után sötétebbnek tűnnek?
A kidobócsap-nyomok az eloxálás után azért tűnnek sötétebbnek, mert a lokalizált plasztikus deformáció eltérő kristályszerkezeteket hoz létre az alumíniumban. Ezek a deformált területek megváltozott felületi energiával és porozitással rendelkeznek, ami miatt az anódos oxidréteg eltérő vastagsággal és sűrűséggel képződik. Az eredmény látható színváltozás, még akkor is, ha a méretbeli különbségek minimálisak.
Hogyan számíthatom ki a minimális kidobócsap átmérőt a kihajlás megakadályozására?
Használja Euler kihajlási képletét: P_kritikus = (π² × E × I) / (K × L²). Szerszámacél csapokhoz (E = 200 GPa), számítsa ki a területi másodrendű nyomatékot I = πd⁴/64, használja a K = 2,0-t csuklós-szabad körülmények között, és az L-t nem támasztott hosszként. Győződjön meg arról, hogy a szükséges kidobási erő a biztonsági ráhagyás érdekében a számított kritikus terhelés 70%-a alatt marad.
A kidobócsap-nyomok teljesen megszüntethetők a látható felületekről?
Igen, megfelelő tervezési technikákkal, beleértve a lehúzólemezes kidobást, a pengés kidobókat vagy a stratégiai csap elhelyezést a nem látható területeken. A lehúzólemezek teljesen megszüntetik a pontérintkezést, míg a pengés kidobók lineárisan osztják el az erőket. Alternatív megközelítések közé tartozik a levegős rásegítéses kidobás vagy a választóvonalak tervezése úgy, hogy az összes csap a rejtett felületekre kerüljön.
Mi a kozmetikai felületekhez elfogadható maximális kidobócsap-nyom mélység?
Az A osztályú kozmetikai felületek esetében a nyomok nem haladhatják meg a 0,05 mm mélységet 2,0 mm alatti átmérővel. A B osztályú felületek akár 0,15 mm mélységű nyomokat is elfogadhatnak. Ezek a határértékek a természetes alumínium felületű alkatrészekre vonatkoznak; a porfestett alkatrészek mélyebb nyomokat (akár 0,20 mm-t is) elfogadhatnak a bevonat kitöltő hatásai miatt.
Hogyan befolyásolja az alkatrész hőmérséklete a kidobás során a csapnyomok súlyosságát?
A magasabb kidobási hőmérsékletek növelik a nyomok súlyosságát az anyag csökkent folyáshatára miatt. A 200°C felett kidobott alkatrészek 40-60%-kal mélyebb nyomokat mutatnak, mint a 150°C-ra hűtöttek. A hűtési idő azonban befolyásolja a ciklus hatékonyságát. Az optimális kidobási hőmérséklet egyensúlyban tartja a nyomok súlyosságát a termelékenységi követelményekkel, alumíniumöntéshez általában 160-180°C.
Melyik kidobócsap anyag biztosítja a legjobb felületi minőséget az alumínium öntvényeken?
A polírozott felületű edzett szerszámacél csapok (58-62 HRC) biztosítják az optimális eredményeket. A H13 szerszámacél kiváló kopásállóságot és hőstabilitást kínál. A csapok felületét Ra 0,2 μm-re vagy annál jobbra kell polírozni, és TiN bevonattal kell kezelni a hosszabb élettartam érdekében. Kerülje a lágyabb csapanyagokat, amelyek a használat során berágódhatnak vagy deformálódhatnak.
Hogyan újíthatom fel a meglévő szerszámokat a kidobócsap-nyomok csökkentése érdekében?
A felújítási lehetőségek közé tartozik a csap átmérőjének növelése (ha van hely), több csap hozzáadása a terhelések elosztásához, a kritikus területeken pengés kidobókra való átállás vagy a levegős rásegítéses rendszerek bevezetése. Minden megközelítés gondos elemzést igényel a meglévő szerszámgeometriáról és a szerkezeti korlátokról. A teljes lehúzólemezes átalakítás általában kiterjedt szerszámmódosítást igényel, és a meglévő szerszámok esetében nem biztos, hogy költséghatékony.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece