Ponthegesztés vs. Szegecselés: Szilárdsági Összehasonlítások Szereléshez
A kötés szilárdsága meghatározza a szerelvény megbízhatóságát a kritikus alkalmazásokban, az autóipari karosszériaelemektől a repülőgépipari szerkezeti elemekig. Mind a ponthegesztés, mind a szegecselés tartós mechanikai kötéseket hoz létre, mégis szilárdsági jellemzőik, meghibásodási módjaik és alkalmazhatóságuk jelentősen eltér az anyagjellemzők, a terhelési viszonyok és a gyártási korlátok függvényében.
Főbb tudnivalók
- A ponthegesztések jellemzően az alapanyag szilárdságának 80-95%-át érik el nyíróterhelésnél, míg a szegecsek a beépítés minőségétől függően a 60-75%-ot
- A 3:1 feletti anyagvastagság-arányok a szegecselést részesítik előnyben a ponthegesztéssel szemben a következetes kötésintegritás érdekében
- A kifáradási teljesítmény drámaian változik: a ponthegesztések kiválóan teljesítenek az alacsony ciklusszámú alkalmazásokban, míg a szegecsek jobban kezelik a magas ciklusszámú terhelést
- A költségelemzésnek tartalmaznia kell a berendezés beruházását, a ciklusidőt és a minőségellenőrzési követelményeket az egyszerű kötéspontonkénti számításokon túl
Alapvető szilárdsági mechanizmusok
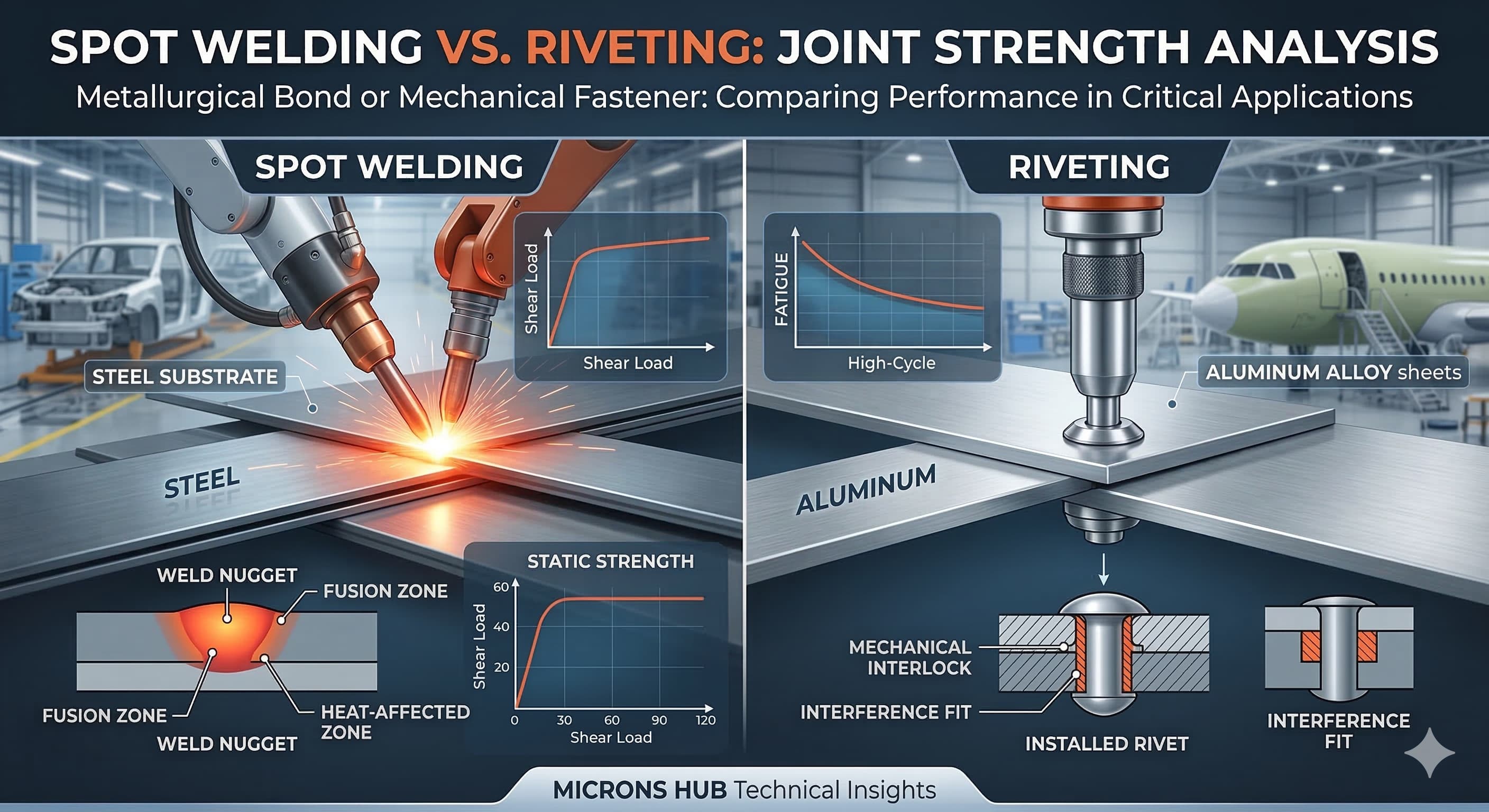
A ponthegesztés helyi olvasztással metallurgiai kötéseket hoz létre, olyan rögöket generálva, amelyek szilárdsági tulajdonságai közvetlenül kapcsolódnak az alapanyag összetételéhez. A hegesztési rög átmérője jellemzően 4√t és 6√t milliméter között van, ahol a t a lemezvastagságot jelenti mm-ben. Ez az összefüggés biztosítja a megfelelő terheléselosztást a kötési felületen.
A szegecselt kötések a furat deformációja és az illesztési szorosság révén a mechanikai rögzítésre támaszkodnak. A szegecstengely a terhelést a furatfalakhoz való csapágyazási érintkezésen keresztül adja át, míg a kialakított fejek szorítóerőt biztosítanak. A kritikus paraméterek közé tartozik a furat-szegecs átmérő aránya (illesztési szorossághoz jellemzően 1,02-1,06) és a széltávolságok (a megfelelő csapágyszilárdság érdekében legalább a szegecsátmérő 2,0-szorosa).
A terhelésátviteli mechanizmusok alapvetően eltérnek a folyamatok között. A ponthegesztések a feszültséget a teljes rög keresztmetszetén elosztják, viszonylag egyenletes feszültségmezőket hozva létre. A szegecsek a feszültséget a csapágyazási felületeken koncentrálják, és összetett feszültségeloszlásokat generálnak, beleértve a csapágyazási, nyíró- és húzó komponenseket egyidejűleg.
Anyagspecifikus szilárdsági teljesítmény
Az acél alkalmazások a homogén szerelvényekben a ponthegesztés előnyeit mutatják. Az alacsony széntartalmú acélok (AISI 1008-1010) a megfelelően kivitelezett hegesztéseknél 380-420 MPa rög szilárdságot érnek el, szemben az egyenértékű alapanyagok 270-310 MPa értékével. A nagy szilárdságú acélok (HSLA 350/450) a megfelelő hegesztési paraméterek használata esetén a rög zónában az alapanyag tulajdonságainak 85-90%-át tartják meg.
Az alumíniumötvözet szerelvények eltérő szempontokat vetnek fel. Az Al 6061-T6 ponthegesztések jellemzően 140-160 MPa szakítószilárdságot érnek el, ami a hő által érintett zóna lágyulása miatt az alapanyag tulajdonságainak 65-75%-át jelenti. A 2117-T4 szegecsekkel szegecselt alumínium kötések nyírásban 180-220 MPa értéket érnek el, ami gyakran meghaladja a ponthegesztés teljesítményét a vékony alkalmazásokban.
| Anyagrendszer | Ponthegesztési szilárdság (MPa) | Szegecskötés szilárdsága (MPa) | Szilárdsági hatékonyság (%) |
|---|---|---|---|
| Alacsony széntartalmú acél (1,2 mm) | 420 | 310 | Hegesztés: 95%, Szegecs: 70% |
| HSLA 350 (1,5 mm) | 380 | 340 | Hegesztés: 85%, Szegecs: 75% |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Hegesztés: 70%, Szegecs: 85% |
| Rozsdamentes 304 (0,8 mm) | 290 | 280 | Hegesztés: 75%, Szegecs: 72% |
A különböző anyagkombinációk a szegecselést részesítik előnyben a galvanikus kompatibilitás és a fémes közbenső képződés kiküszöbölése miatt. Az acél-alumínium szerelvényekhez a szegecselt kötésekben szigetelő rétegekre van szükség, de a ponthegesztéshez nem kivitelezhetők speciális technikák, például a súrlódásos keverő ponthegesztés nélkül.
Terhelési viszonyok elemzése
A nyíróterhelés mindkét kötéstípus esetében az elsődleges tervezési esetet jelenti. A ponthegesztések lineárisan rugalmas viselkedést mutatnak a végső terhelésnél bekövetkező hirtelen meghibásodásig, jellemzően látható deformációs figyelmeztetés nélkül. A csúcsnyíró szilárdság anyagtól és vastagságkombinációtól függően 3-12 kN között van pontonként. A meghibásodási módok közé tartozik a rög kihúzása (kívánatos), a felületi meghibásodás (hegesztési hiba) vagy a hő által érintett zóna szakadása (túlzott hőbevitel).
A szegecselt kötések a végső meghibásodás előtt a csapágyazási deformáció révén kiszámíthatóbb meghibásodási folyamatot mutatnak. A nyíró szilárdság jellemzően 2-8 kN között van szegecsenként, a terhelés fokozatos újraelosztása lehetséges a többszegecses mintákban. Ez a jellemző inherens biztonsági tényezőket biztosít olyan szerkezeti alkalmazásokban, ahol a progresszív meghibásodási figyelmeztetés előnyös.
A lehúzó terhelés súlyosan veszélyezteti mindkét kötéstípust, de eltérően hat rájuk. A ponthegesztések a feszültséget a rög szélein koncentrálják, ami a névleges terhelés 3-5-szörösének megfelelő feszültségintenzifikációs tényezőket hoz létre. A tervezési irányelvek a lehúzó feszültségeket a nyírókapacitás 10-15%-ára korlátozzák. A szegecselt kötések a lehúzó terheléseket a fej érintkezési felületén keresztül kezelik, és a kombinált terhelési forgatókönyvekben jellemzően a nyíró szilárdság 25-35%-át tartják fenn.
A nagy pontosságú eredményekhez kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
Fáradási teljesítmény jellemzői
A fáradási viselkedés kritikus különbséget jelent a kötési módszerek között. A ponthegesztések jól teljesítenek az alacsony ciklusszámú, nagy igénybevételű alkalmazásokban, a statikus szilárdság 50-70%-ánál 10³-10⁵ ciklusú fáradási élettartammal. A sima feszültségátmenet a rög határain minimalizálja a repedésindítási helyeket, ha megfelelően van kivitelezve.
A szegecselt kötések kiválóan teljesítenek a nagy ciklusszámú alkalmazásokban, a statikus szilárdság 30-45%-ánál 10⁶-10⁷ ciklust tartanak fenn. A mechanikai kötés lehetővé teszi a mikro-mozgást, amely enyhíti a csúcsfeszültségeket, míg a beépítés során bekövetkező munkakeményedés javítja a fáradási ellenállást. A felületeken fellépő dörzskorrózió azonban korrozív környezetben csökkentheti a teljesítményt.
A feszültségkoncentrációs tényezők jelentősen befolyásolják a fáradási teljesítményt. A ponthegesztések jól kivitelezett kötésekben 1,5-2,5 tényezőt érnek el, míg a szegecselt szerelvények 2,0-4,0 között mozognak a furat előkészítésének minőségétől és a beépítési eljárásoktól függően. A kötések közelében lévő éles hajlítások és geometriai átmenetek tovább növelik a feszültségkoncentrációt, és a fáradási elemzés során figyelembe kell venni őket.
Vastagság és geometria szempontjai
Az anyagvastagság arányai kritikus hatással vannak a kötés kiválasztására. A ponthegesztés optimálisan 3:1 alatti vastagság arányokkal működik, fenntartva a következetes rögképződést és hőelosztást. Ezen az arányon túl a vékonyabb szakaszok preferenciális fűtése hiányos összeolvadást vagy átégési körülményeket hoz létre.
A szegecselés hatékonyan alkalmazkodik az 5:1-ig terjedő vastagság arányokhoz, a markolathossz kiválasztásával és a szabályozott alakítási folyamatokkal. A szabványos szegecshosszak geometriai progressziókat követnek (6, 8, 10, 12, 16, 20, 25, 32 mm), hogy megfeleljenek a különböző szerelési követelményeknek.
A hozzáférési követelmények lényegesen eltérnek. A ponthegesztés a legtöbb alkalmazásban mindkét oldalról elektróda hozzáférést igényel, ami a szabványos berendezésekhez 40-60 mm-es hézagot igényel. Léteznek egyoldalas technikák, de a hagyományos megközelítésekhez képest 20-30%-kal csökkentik a szilárdságot.
A szegecselés egyoldalas beépítési lehetőségeket kínál vak szegecseken keresztül, bár a tömör szegecsek nagyobb szilárdságot biztosítanak, ha mindkét oldal hozzáférhető. A vak szegecsek szilárdsága jellemzően az egyenértékű tömör szegecsek teljesítményének 70-80%-át éri el a tüske letörése és a csökkentett csapágyazási terület miatt.
| Vastagság kombináció | Ponthegesztés alkalmassága | Szegecselés alkalmassága | Szilárdság összehasonlítás |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Kiváló | Jó | Hegesztés 15%-kal erősebb |
| 1,5 mm + 1,5 mm | Kiváló | Kiváló | Összehasonlítható |
| 0,8 mm + 2,5 mm | Gyenge | Jó | Szegecs 25%-kal erősebb |
| 2,0 mm + 6,0 mm | Nem ajánlott | Kiváló | Csak szegecses megoldás |
A Microns Hub-tól történő rendeléskor Ön a közvetlen gyártói kapcsolatok előnyeit élvezi, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. A hegesztési és szegecselési folyamatokban meglévő műszaki szakértelmünk azt jelenti, hogy minden kötés megkapja azt a figyelmet, amely az Ön konkrét alkalmazásában az optimális teljesítményhez szükséges.
Minőségellenőrzési és vizsgálati módszerek
A roncsolásmentes vizsgálati megközelítések jelentősen eltérnek a kötési módszerek között. A ponthegesztés vizsgálata ultrahangos vizsgálatra, a bemélyedési minták vizuális vizsgálatára és az AWS D8.1 szabványok szerinti időszakos roncsolásos vizsgálatra támaszkodik. A rög átmérőjének ellenőrzéséhez speciális berendezésekre van szükség ±0,1 mm pontossági követelményekkel.
A szegecselt kötések vizsgálata vizuális vizsgálatot (a minőségértékelés 95%-a), a furatmérő ellenőrzését és a süllyesztett/kiemelkedő magasság mérését használja. A szabványos ellenőrző eszközök közé tartoznak a jó/nem jó mérőeszközök, a mélységmikrométerek és a felületi profilmérő műszerek. Az elutasítási kritériumok jellemzően a beépítési hibákra összpontosítanak: hiányos fejformázás, ferde szegecsek vagy túlzott furatdeformáció.
A folyamatfigyelési képességek lényegesen eltérnek. A modern ponthegesztő rendszerek valós idejű áram-, feszültség- és ellenállás-visszacsatolást biztosítanak, lehetővé téve a statisztikai folyamatszabályozást. Az adaptív vezérlőrendszerek a mért feltételek alapján automatikusan beállítják a paramétereket, fenntartva a következetes minőséget a gyártási sorozatok során.
A szegecselési műveletek elsősorban a nyomatékszabályozásra (pneumatikus beépítések) vagy az elmozdulás figyelésére (hidraulikus rendszerek) támaszkodnak. A folyamatablakok szélesebbek, mint a ponthegesztésnél, a hegesztési paraméterek ±5%-ához képest jellemzően ±15% az elfogadható beépítésekhez.
Költségelemzési keretrendszer
A berendezés beruházási követelményei határozzák meg az elsődleges költségkülönbségeket. A ponthegesztő rendszerek 25 000 és 200 000 euró között mozognak, a teljesítménytől, a vezérlés kifinomultságától és az automatizálási szinttől függően. A karbantartási költségek közé tartozik az elektródák cseréje (50-150 euró készletenként), az időszakos kalibrálás és az elektromos rendszer karbantartása.
A szegecselő berendezések költségei 3 000 és 50 000 euró között változnak a pneumatikus rendszerek esetében, az automatizált beépítések esetében pedig 15 000 és 150 000 euró között. A fogyóeszközök költségei egyértelműek: a szegecsárak anyagtól, mérettől és specifikációs követelményektől függően darabonként 0,05 és 0,30 euró között mozognak.
A ciklusidő elemzése folyamatspecifikus előnyöket tár fel. A ponthegesztés 0,5-2,0 másodperces ciklusidőt ér el minimális kezelői készségigénnyel. Az automatizált rendszerek óránként 600-1200 pontot érnek el következetes minőséggel. A beállítási idő minimális, amint az elektródák megfelelően vannak elhelyezve.
A szegecselési ciklusidők 3-8 másodperc között mozognak kötésenként, beleértve a pozicionálást és a beépítést. A kézi műveletek óránként 200-400 kötést érnek el, míg az automatizált rendszerek óránként 800-1500 kötést érnek el. A beállítási követelmények közé tartozik a furat előkészítése, a szegecs betöltése és a szerszámok beállítása.
| Költségtényező | Ponthegesztés | Szegecselés | Megjegyzések |
|---|---|---|---|
| Felszerelés (€) | 25 000-200 000 | 3 000-150 000 | A hegesztés nagyobb kezdeti befektetést igényel |
| Per kötés (€) | 0,02-0,08 | 0,05-0,35 | Tartalmazza a fogyóeszközöket és a munkadíjat |
| Beállítási idő (perc) | 5-15 | 10-30 | A szegecseléshez lyukelőkészítés szükséges |
| Karbantartás (€/hónap) | 200-800 | 50-300 | A hegesztőelektródák gyorsabban kopnak |
Alkalmazásspecifikus ajánlások
Az autóipari karosszériaelemek összeszerelése túlnyomórészt ponthegesztést használ az acélszerkezetekhez, járművenként 3000-5000 pontot elérve, a nagy gyártási sebességet támogató ciklusidőkkel. Az alumínium térvázak egyre inkább fröccsöntési szolgáltatásokat használnak a komplex geometriákhoz, miközben megtartják a szegecselt kötéseket a különböző anyagok kötését igénylő szerkezeti csatlakozásokhoz.
A repülőgépipari alkalmazások a fáradási teljesítmény, a vizsgálhatóság és a javítási képességek miatt a szegecselést részesítik előnyben az elsődleges szerkezetekhez. A kereskedelmi repülőgépek légvázelemei 2-3 millió szegecset használnak, a szilárdsági követelmények pedig megfelelnek a FAR 25.303 végső terhelési tényezőinek. A ponthegesztés másodlagos szerkezetekben és belső alkatrészekben talál alkalmazást, ahol a súlycsökkentés indokolja a folyamat kiválasztását.
A készülékgyártás mindkét folyamatot stratégiailag használja. A ponthegesztés dominál az acél szekrény szerelvényekben, a pontok közötti tipikus távolság 25-40 mm. A szegecselés speciális alkalmazásokat szolgál, amelyek festés utáni összeszerelést vagy helyszíni szervizelhetőséget igényelnek. Átfogó gyártási szolgáltatásaink támogatják a hagyományos készülékszerkezeteket és az újonnan megjelenő könnyűszerkezetes terveket is.
A tengeri alkalmazások gondos anyagválasztást igényelnek a korrozív környezet miatt. A rozsdamentes acél szegecsek (316L) nagyobb korrózióállóságot biztosítanak, mint a hegesztett kötések, ahol a hő által érintett zónák galvanikus cellákat hoznak létre. A megfelelő kötés kialakítása magában foglalja a vízelvezetési rendelkezéseket és az ABYC szabványoknak megfelelő kompatibilis anyagválasztást.
Folyamatválasztási döntési mátrix
Az anyagkompatibilitás az elsődleges kiválasztási kritérium. A homogén szerelvények a szilárdság és a költséghatékonyság érdekében a ponthegesztést részesítik előnyben. A különböző anyagkombinációk szegecselést igényelnek, kivéve, ha a speciális hegesztési eljárások gazdaságilag indokoltak.
A gyártási mennyiség jelentősen befolyásolja a folyamat gazdaságosságát. A nagy volumenű alkalmazások (évente >10 000 darab) indokolják a ponthegesztés automatizálási beruházásait. Az alacsony volumenű vagy prototípus alkalmazások a szegecselés alacsonyabb beállítási költségeiből és a berendezések rugalmasságából profitálnak.
A minőségi követelmények a vizsgálati képességeken és a meghibásodási mód kiszámíthatóságán keresztül befolyásolják a folyamat kiválasztását. A 100%-os ellenőrzést igénylő kritikus alkalmazások a vizuális értékelési képességek miatt a szegecselést részesítik előnyben. A statisztikai mintavételi megközelítések a szabályozott gyártási környezetben alkalmasak a ponthegesztésre.
A hozzáférhetőségi korlátok gyakran meghatározzák a megvalósítható folyamatokat. Az egyoldalas hozzáférési követelmények kiküszöbölik a hagyományos ponthegesztési lehetőségeket. A korlátozott hézaggal rendelkező komplex geometriák speciális szegecselő szerszámokat vagy alternatív rögzítési módszereket igényelhetnek.
Fejlett technikák és hibrid megközelítések
A vetítőhegesztés kiterjeszti a ponthegesztés képességeit a vastagabb anyagokra és a komplex geometriákra. A dombornyomott vetületek koncentrálják az áramsűrűséget, lehetővé téve a legfeljebb 6 mm vastagságú anyagok hatékony összekapcsolását. A folyamatszabályozási követelmények a vetület összeomlási dinamikája miatt növekednek, de a kötés szilárdsága megközelíti a hagyományos ponthegesztés teljesítményét.
Az önmetsző szegecsek kiküszöbölik az előre lyukasztott furatokat, miközben szabályozott behatolással mechanikai reteszeket hoznak létre. Ez a technológia alkalmas többrétegű szerelvényekhez és bevont anyagokhoz, ahol a furat előkészítése problémás. A beépítési erők 25-60 kN között mozognak az anyagkombinációktól és a szegecs specifikációitól függően.
Az áramformáló szegecsek orbitális alakítási eljárásokat használnak a következetes fejgeometria létrehozásához minimális beépítési erőkkel. Ez a megközelítés csökkenti a zajszintet és a berendezések kopását, miközben a kötés szilárdsága megegyezik a hagyományos beépítési módszerekkel.
A hibrid megközelítések mindkét technikát kombinálják egyetlen szerelvényen belül. A szerkezeti kötések szegecselést használnak az elsődleges terhelési útvonalakhoz, míg a ponthegesztés biztosítja a panelek rögzítését és tömítési funkcióit. Ez a stratégia optimalizálja az egyes folyamatokat a szilárdsági jellemzőikhez, miközben minimalizálja az általános gyártási komplexitást.
Gyakran ismételt kérdések
Mi határozza meg a ponthegesztések vagy szegecsek közötti minimális távolságot?
A minimális távolság az anyagvastagságtól és a kötés geometriájától függ. A ponthegesztésekhez az anyagvastagság 10-20-szorosa szükséges a középponttól középpontig terjedő távolság ahhoz, hogy megakadályozzuk az áram elvezetését a szomszédos rögökön keresztül. A szegecseknek a megfelelő csapágyszilárdság fenntartásához legalább az átmérő 3-szorosának megfelelő távolságra van szükségük, ami a szokásos méreteknél jellemzően 15-25 mm.
Hogyan befolyásolják a bevonatrendszerek a kötés szilárdságát mindkét eljárásban?
A horganyzott bevonatok a cink elpárolgása és az elektródák szennyeződése miatt 10-15%-kal csökkentik a ponthegesztés szilárdságát, de hosszú távú korrózióvédelmet biztosítanak. A festett felületeket a ponthegesztés előtt el kell távolítani, de a megfelelően előkészített szegecselt kötések esetében nem csökkentik a szilárdságot.
Lehet-e ponthegesztéseket és szegecseket keverni ugyanabban a szerelvényben?
Igen, a hibrid megközelítések gyakoriak az autóipari és a repülőgépipari alkalmazásokban. A szerkezeti csatlakozások szegecseket használnak az elsődleges terhelési útvonalakhoz, míg a ponthegesztések biztosítják a panelek rögzítését és tömítését. A tervezéshez gondos terhelési útvonal elemzés szükséges a kötési átmeneteknél fellépő feszültségkoncentrációk elkerülése érdekében.
Milyen biztonsági tényezőket kell alkalmazni a kötés szilárdságának kiszámításakor?
A statikus alkalmazásokban jellemzően 2,5-4,0 biztonsági tényezőt használnak a ponthegesztésekhez és 3,0-5,0-t a szegecsekhez. A dinamikus terheléshez megfelelő szórási tényezőkkel ellátott fáradási elemzés szükséges. A kritikus alkalmazásoknál a vonatkozó tervezési kódoknak megfelelően a tervezési terhelés 1,5-szeresénél terheléspróbára lehet szükség.
Hogyan romlik a kötés szilárdsága az idő múlásával a használat során?
A ponthegesztések száraz környezetben korlátlan ideig megőrzik a szilárdságukat, de agresszív körülmények között feszültségkorróziós repedést szenvedhetnek. A szegecselt kötések a vibráció vagy a hőciklusok miatt meglazulhatnak, ami időszakos ellenőrzést és meghúzást igényel, ahol hozzáférhető.
Milyen minőségi szabványok vonatkoznak az egyes kötési módszerekre?
A ponthegesztés az autóipari alkalmazásokra az AWS D8.1-et, a szerkezeti acélra pedig az AWS D8.9-et követi. A szegecselési szabványok közé tartozik a kötőelemek specifikációira vonatkozó ASTM F467 és a tervezési követelményekre vonatkozó különböző ipari kódok (AISC, ASCE). A katonai specifikációk (MIL-DTL) szabályozzák a repülőgépipari alkalmazásokat.
Hogyan befolyásolják a környezeti feltételek a folyamat kiválasztását?
A magas hőmérsékletű üzemeltetés (>150°C) a szegecselést részesíti előnyben a ponthegesztés hő által érintett zónáiban fellépő potenciális feszültségmentesítés miatt. A korrozív környezetek gondos anyagválasztást igényelnek, a szegecselés pedig nagyobb hosszú távú teljesítményt kínál, ha kompatibilis kötőelemeket írnak elő. A kriogén alkalmazások a hőtágulási kompatibilitás miatt profitálnak a szegecselt kötésekből.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece