PEM Rögzítők: A megfelelő préselhető anyák kiválasztása vékony alumíniumhoz
A vékony alumínium panelek rögzítése egyedi kihívásokat jelent, amelyekkel a szabványos menetes rögzítők nem tudnak hatékonyan megbirkózni. Ha 2 mm alatti anyagvastagságokkal dolgozunk, a hagyományos anyák és csavarok feszültségkoncentrációkat hoznak létre, amelyek veszélyeztetik a szerkezeti integritást, míg a menetfúrt menetek gyakran megkopnak mérsékelt terhelés alatt. A PEM préselhető anyák megoldják ezt a kritikus mérnöki problémát azáltal, hogy a terheléseket nagyobb felületen osztják el, és tartós, megbízható menetes kapcsolatokat hoznak létre a vékony fémlemez szerelvényekben.
Főbb tudnivalók
- A préselhető anyák hatékonyabban osztják el a terheléseket, mint a menetfúrt menetek a 2 mm-nél vékonyabb alumíniumlemezekben
- Az önzáró rögzítők kiküszöbölik a másodlagos műveletek szükségességét, és süllyesztett szerelési lehetőségeket biztosítanak
- A rozsdamentes acél és az alumínium PEM anyák közötti anyagválasztás közvetlenül befolyásolja a galvanikus korrózióállóságot
- A megfelelő furatméretezés ±0,05 mm-es tűréshatáron belül biztosítja az optimális tapadási szilárdságot és megakadályozza a panel torzulását
A PEM préselhető technológia megértése
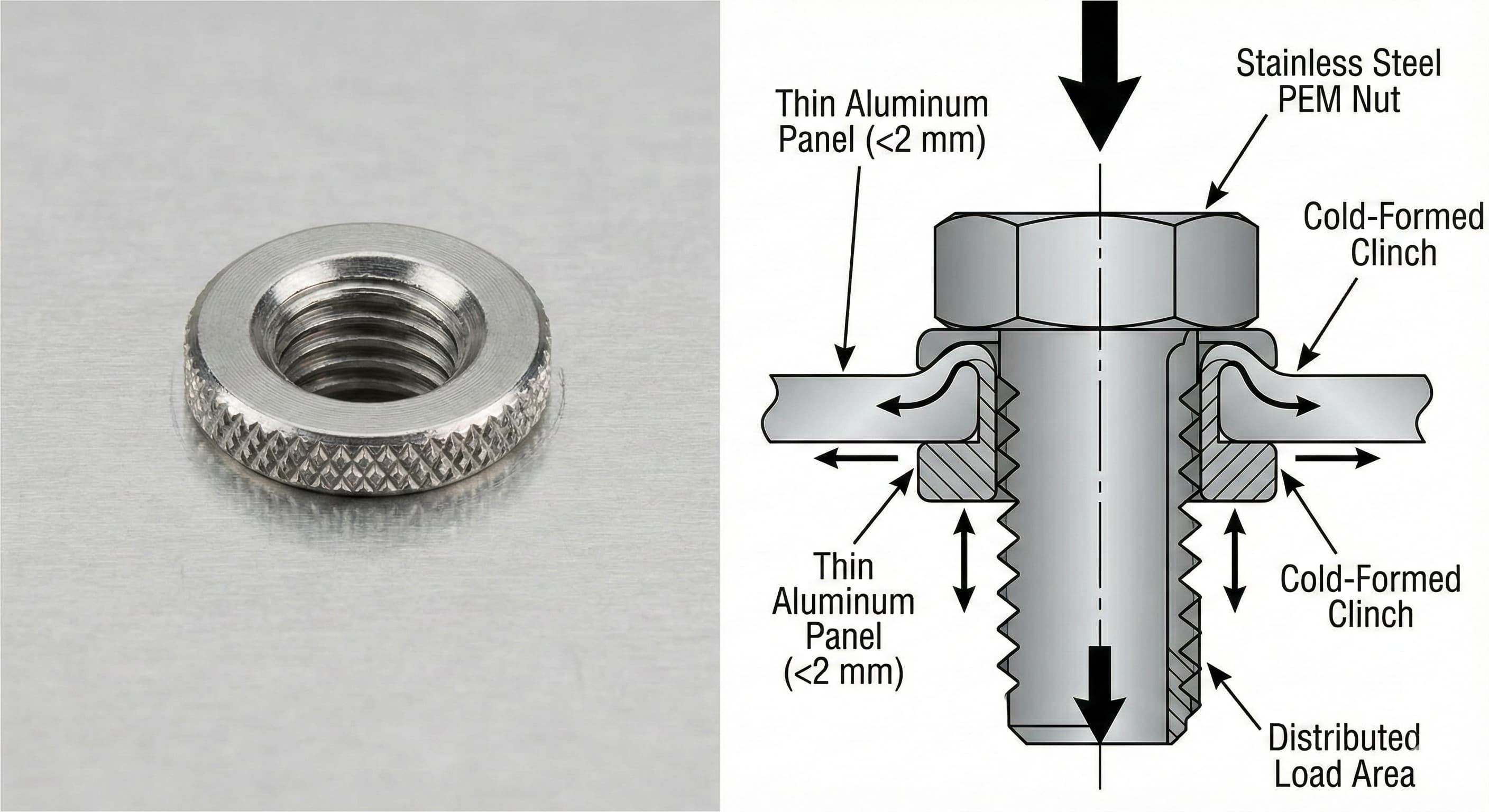
A PEM rögzítők egy önzáró mechanizmust használnak, amely tartós mechanikai kapcsolatot hoz létre a rögzítő és a fogadó anyag szabályozott deformációja révén. A hagyományos menetes kapcsolatokkal ellentétben, amelyek kizárólag a menetkapcsolódásra támaszkodnak, a préselhető anyák bordázott vagy hatszögletű szárral rendelkeznek, amely behatol az alumínium hordozóba és elmozdítja azt a beszerelés során.
Az alapelv három különböző anyagkölcsönhatási zónát foglal magában. A vezető átmérő kezdeti beállítást hoz létre, és megakadályozza az oldalirányú elmozdulást a beszerelés során. A rögzítési átmérő, amely jellemzően 0,2-0,4 mm-rel nagyobb, mint a vezető, a radiális összenyomás révén generálja az elsődleges tartóerőt. Végül a fejkarima a rögzítő átmérőjének 3-4-szeresénél nagyobb felületen osztja el a szorítóterheléseket.
A beszerelés szabályozott erő alkalmazását igényli, amely jellemzően 8-15 kN között van a rögzítő méretétől és az anyagvastagságtól függően. Ezt az erőt a panel felületére merőlegesen kell alkalmazni, minimális oldalirányú eltéréssel, hogy megakadályozzuk az aszimmetrikus rögzítést, amely akár 40%-kal is csökkentheti a tartószilárdságot. A folyamat egy hidegen alakított kötést hoz létre, amely az elmozdult alumínium kéregedése miatt az idő múlásával valójában növekszik a szilárdsága.
A minőségi fémlemez gyártási szolgáltatások felismerik, hogy a préselhető rögzítők beszerelése speciális szerszámokat és pontos erőszabályozást igényel a következetes eredmények eléréséhez a gyártási folyamatok során.
Anyagválasztási szempontok
A megfelelő PEM rögzítőanyag kiválasztása magában foglalja a mechanikai tulajdonságok, a korrózióállóság és a költség szempontjainak egyensúlyozását, amelyek a vékony alumínium alkalmazásokra jellemzőek. A három elsődleges anyagválasztási lehetőség mindegyike különböző előnyöket kínál az alkalmazási követelményektől függően.
A rozsdamentes acél PEM anyák, amelyeket jellemzően 303-as vagy 416-os minőségű anyagokból gyártanak, a legmagasabb szakító- és nyírószilárdságot biztosítják, miközben kiváló korrózióállóságot tartanak fenn. A 303-as rozsdamentes acél opció kiváló megmunkálhatóságot és menetminőséget kínál, a folyáshatár eléri a 310 MPa-t. Azonban az enyhe mágneses tulajdonságok és az alumíniumhoz képest magasabb hőtágulási együttható kihívásokat jelenthet a precíziós szerelvényekben.
A horganyzott vagy horgany-nikkel bevonattal ellátott szénacél rögzítők maximális szilárdságot biztosítanak a legalacsonyabb költségen. Ezek a rögzítők meghaladhatják a 450 MPa szakítószilárdságot, így ideálisak nagy terhelésű alkalmazásokhoz. Az elsődleges korlátozás a galvanikus kompatibilitás, mivel az acél és az alumínium közötti jelentős elektrokémiai potenciálkülönbség felgyorsítja a korróziót párás környezetben.
| Anyag | Szakítószilárdság (MPa) | Korrózióállóság | Költségtényező | Legjobb alkalmazások |
|---|---|---|---|---|
| 303 Rozsdamentes acél | 310-350 | Kiváló | 2.1x | Tengerészeti, élelmiszer-feldolgozás |
| Alumínium 6061 | 276 | Jó (alumíniummal) | 1.8x | Repülőgépipar, elektronika |
| Szénacél (Zn bevonattal) | 450-520 | Elfogadható | 1.0x | Beltéri szerkezeti |
| 416 Rozsdamentes acél | 380-420 | Nagyon jó | 2.4x | Orvosi eszközök |
A 6061-T6 vagy hasonló ötvözetekből gyártott alumínium PEM anyák optimális galvanikus kompatibilitást kínálnak az alumínium hordozókhoz. Bár a mechanikai szilárdság alacsonyabb, mint az acél alternatíváké, a különböző fémek korróziójának kiküszöbölése gyakran felülmúlja ezt a korlátozást a hosszú távú alkalmazásokban. A hőtágulási egyezés szintén megakadályozza a feszültség felhalmozódását a hőmérséklet-ciklusok során.
Kritikus beszerelési paraméterek
A sikeres PEM rögzítő beszerelés vékony alumíniumba több egymástól függő változó pontos szabályozását igényli. A furat előkészítése a legkritikusabb tényező, mivel a méretpontosság közvetlenül befolyásolja a tartószilárdságot és a panel integritását.
A furatátmérő tűréshatárainak a megadott vezető méret ±0,05 mm-én belül kell lenniük az optimális rögzítési teljesítmény eléréséhez. A túlméretezett furatok csökkentik a radiális összenyomást, és 25-35%-kal csökkenthetik a kihúzási szilárdságot. Az alulméretezett furatok túlzott beszerelési erőket hoznak létre, amelyek megrepeszthetik a rideg alumíniumötvözeteket, vagy hiányos rögzítést okozhatnak a kéregedett anyagokban.
Az éltávolság követelményei különösen fontosak a vékony szakaszokban, ahol a rögzítés során az anyag elmozdulása megközelítheti a panel szélét. A minimális éltávolságoknak a rögzítő átmérőjének 2,5-szeresének kell lenniük, a kritikus alkalmazásoknál a 3,0-szoros a preferált. Ez biztosítja a megfelelő anyagmennyiséget a megfelelő rögzítés kialakításához a szélek kitépése nélkül.
A panelvastagság kompatibilitási tartományai a rögzítő kialakításától függően változnak, de a legtöbb szabványos PEM anya 0,5-3,0 mm-es alumíniumlemezekhez használható. A vastagság egyenletessége a rögzítési zónában befolyásolja a tartás konzisztenciáját, így az anyagválasztás és a gyártási szolgáltatásaink kulcsfontosságúak a minőségi szabványok fenntartásához.
A beszerelési erő követelményei hozzávetőlegesen a rögzítő átmérőjének négyzetével és lineárisan az anyagvastagsággal arányosak. Egy #8-32-es rögzítő 1,6 mm-es 6061-T6 alumíniumban jellemzően 12-14 kN beszerelési erőt igényel, míg ugyanez a rögzítő 0,8 mm-es anyagban csak 7-9 kN-t igényel. A túlzott erő panelhorpadást vagy áttörést okozhat, míg az elégtelen erő hiányos rögzítést eredményez.
| Panel vastagság (mm) | Furat tolerancia (mm) | Min Éltávolság | Beépítési erő (kN) | Tipikus alkalmazások |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x átmérő | 6-9 | Elektronikai házak |
| 0.9-1.5 | +0.05/-0.00 | 3.0x átmérő | 10-13 | Háztartási gépek panelei |
| 1.6-2.4 | +0.05/-0.00 | 2.8x átmérő | 12-16 | Autóipari alkatrészek |
| 2.5-3.0 | +0.08/-0.00 | 2.5x átmérő | 15-20 | Szerkezeti szerelvények |
Terheléseloszlás és kötés tervezése
A terhelésátviteli mechanizmusok megértése a PEM rögzítő kötéseknél lehetővé teszi a mérnökök számára, hogy optimalizálják a kötés tervezését a konkrét alkalmazási követelményekhez. A hagyományos menetes kapcsolatokkal ellentétben, ahol a terhelések az első néhány menetkapcsolódásnál koncentrálódnak, a préselhető anyák több érintkezési zónán keresztül osztják el az erőket.
Az elsődleges terhelési útvonal a rögzítő fejkarimájánál kezdődik, amely a csapágyfeszültség eloszlását hozza létre az alumínium felületén. A csúcsfeszültségek a karima széleinél jelentkeznek, így a fejátmérő kiválasztása kritikus fontosságú az alumínium folyásának megakadályozásához nagy szorítóterhelések alatt. A végeselem-analízis azt mutatja, hogy a fejátmérőnek a menetátmérő 2,0-szereséről 2,5-szeresére növelése körülbelül 30%-kal csökkenti a csúcs csapágyfeszültséget.
A nyíróterhelések a rögzített anyagzónán keresztül adódnak át, ahol a deformált alumínium mechanikai reteszelést hoz létre a rögzítő szárával. Ez a kapcsolat jellemzően a rögzítő végső nyírószilárdságának 60-80%-át képes elviselni, mielőtt az anyag meghibásodása az alumínium hordozóban következik be, nem pedig magában a rögzítőben.
A kihúzási ellenállás három mechanizmus révén alakul ki: mechanikai interferencia a rögzítési átmérőnél, súrlódás a szár felületén és támaszkodás a deformált anyag gallérjához. Az egyes mechanizmusok relatív hozzájárulása az alumíniumötvözet tulajdonságaitól függ, a lágyabb ötvözetek nagyobb mértékben támaszkodnak a mechanikai interferenciára.
A nagy pontosságú eredményekhez kérjen árajánlatot 24 órán belül a Microns Hub-tól.
A kötés merevségének figyelembevétele fontos a dinamikus terhelési alkalmazásokban, ahol a fáradási ellenállás a terheléseloszlás egyenletességétől függ. A PEM kötések jellemzően 15-25%-kal alacsonyabb merevséget mutatnak, mint az egyenértékű menetfúrt kötések a deformált anyagzóna által bevezetett rugalmasság miatt. Ez a csökkentett merevség valójában javíthatja a fáradási teljesítményt a feszültségkoncentrációk csökkentésével, de befolyásolhatja a rezonanciafrekvenciákat a rezgésérzékeny alkalmazásokban.
Alumíniumötvözet kompatibilitás
A különböző alumíniumötvözetek eltérően reagálnak a préselhető beszerelésre a kéregedési jellemzők, a hajlékonyság és a szemcseszerkezet különbségei miatt. Ezen anyagspecifikus viselkedések megértése lehetővé teszi a megfelelő rögzítő kiválasztását és a beszerelési paraméterek optimalizálását.
A 6061-T6 alumínium a leggyakrabban előírt hordozó a PEM alkalmazásokhoz, amely kiváló egyensúlyt kínál a szilárdság, a hajlékonyság és a megmunkálhatóság között. A T6 temperálás elegendő folyáshatárt (276 MPa) biztosít a túlzott deformációval szembeni ellenálláshoz a rögzítés során, miközben elegendő hajlékonyságot tart fenn a repedés megakadályozásához. A 6061 ötvözetekben a szemcseméret egyenletessége biztosítja a következetes rögzítési viselkedést a gyártási tételek során.
Az 5052-H32 alumínium kiváló korrózióállóságot és kiváló alakítási jellemzőket kínál, így alkalmas összetett geometriákhoz, amelyek IP65 tömítési stratégiákat igényelnek. A kéregedési viselkedés a rögzítés során azonban 20-30%-kal növelheti a beszerelési erőket a 6061 ötvözetekhez képest. Ez az anyag nagyobb rugalmas visszatérést is mutat, ami potenciálisan befolyásolhatja a rögzítő tartását, ha a beszerelési paraméterek nincsenek megfelelően beállítva.
A 7075-T6 alumínium a legnagyobb szilárdságot kínálja, de kihívásokat jelent a PEM beszereléshez. A korlátozott hajlékonyság és a magas kéregedési sebesség hiányos rögzítést vagy anyagrepedést okozhat a rögzítő körül. Ha 7075 hordozókra van szükség, a rögzítő kiválasztásakor a csökkentett rögzítési átmérővel és a fokozatos szárprofilokkal rendelkező kialakításokat kell előnyben részesíteni az anyag elmozdulásának minimalizálása érdekében.
| Ötvözet | Keménység | Folyáshatár (MPa) | Nyúlás (%) | PEM kompatibilitás | Beépítési megjegyzések |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Kiváló | Szabványos paraméterek |
| 5052 | H32 | 193 | 12-18 | Nagyon jó | Növelje az erőt 20-25%-kal |
| 7075 | T6 | 503 | 5-11 | Elfogadható | Csökkentse a szegecs átmérőjét |
| 3003 | H14 | 145 | 8-16 | Jó | A túlzott deformáció kockázata |
| 2024 | T3 | 345 | 15-20 | Gyenge | Réztartalom problémák |
A szemcseorientáció a rögzítési irányhoz viszonyítva befolyásolhatja a kötés minőségét, különösen a hengerelt lemezanyagokban, ahol az irányított tulajdonságok 10-15%-kal eltérhetnek. Az optimális beszerelés akkor következik be, ha a rögzítő tengelye merőleges a hengerlési irányra, minimalizálva a delamináció vagy a preferenciális szakadás kockázatát.
Minőségellenőrzési és tesztelési módszerek
A PEM beszerelésekre vonatkozó robusztus minőségellenőrzési eljárások létrehozása biztosítja a következetes kötési teljesítményt és megakadályozza a terepi meghibásodásokat. Több ellenőrzési és tesztelési módszer különböző szintű betekintést nyújt a beszerelés minőségébe és a hosszú távú megbízhatóságba.
A vizuális ellenőrzés továbbra is a minőségellenőrzés első vonala, amely a fej ülésére, a panel deformációjára és a szélek integritására összpontosít. A megfelelően beszerelt rögzítőknek egy síkban kell ülniük a panel felületével anélkül, hogy 0,1 mm-nél nagyobb horpadásokat vagy kiemelkedő területeket hoznának létre. A rögzítő körüli alumíniumnak egyenletes deformációs mintákat kell mutatnia repedések, szakadások vagy túlzott anyagfelhalmozódás nélkül.
A jó/nem jó mérőműszerek gyors gyártóhelyi módszert biztosítanak a rögzítési minőség ellenőrzésére. Ezek a mérőműszerek ellenőrzik a rögzítő kiemelkedését a hátoldalon és a fej ülését a beszerelési oldalon. A tipikus elfogadási kritériumok a panel vastagságától és a rögzítő kialakításától függően 0,2-0,8 mm közötti hátoldali kiemelkedést írnak elő.
A nyomatéktesztelés értékeli a beszerelt rögzítők forgási ellenállását, ami korrelál a rögzítési minőséggel. Az alulrögzített rögzítők csökkentett nyomatékértékeket mutatnak, míg a megfelelően beszerelt egységek jellemzően a megadott minimális nyomaték 80-120%-át igénylik a forgás okozásához. Ez a tesztelési módszer különösen jól működik a gyártási mintavételhez, de elpusztítja a tesztelt kötéseket.
A kitolási tesztelés számszerű adatokat szolgáltat a tartószilárdságról azáltal, hogy axiális terheléseket alkalmaz a rögzítő meghibásodásáig. A tesztkészülékeknek biztosítaniuk kell az egyenletes terhelés alkalmazását a panel felületére merőlegesen a releváns adatok generálásához. Az elfogadási kritériumok jellemzően a közzétett értékek 75%-át meghaladó kitolási erőket írnak elő, figyelembe véve a beszerelési és anyagváltozásokat.
A metallográfiai előkészítésen keresztüli keresztmetszeti elemzés feltárja a belső rögzítési geometriát és az anyagáramlási mintákat. Ez a destruktív módszer nyújtja a legátfogóbb értékelést a kötés minőségéről, de speciális berendezéseket és szakértelmet igényel. A legfontosabb értékelési kritériumok közé tartozik a rögzítési átmérő egyenletessége, az anyag folytonossága és a deformált zónában lévő üregek vagy repedések hiánya.
Költségoptimalizálási stratégiák
A költséghatékony PEM rögzítő megvalósítás elérése megköveteli a kezdeti rögzítő költségek és a teljes szerelési költségek, beleértve a munkaerőt, a szerszámokat és a minőségellenőrzést, közötti egyensúlyt. Számos stratégia jelentősen befolyásolhatja a teljes projektgazdaságosságot a teljesítmény veszélyeztetése nélkül.
A rögzítő beszállítókkal kötött mennyiségi vásárlási megállapodások 15-30%-kal csökkenthetik az egységköltségeket, miközben biztosítják az ellátási lánc stabilitását. A rögzítő méretek és anyagok korlátozott körére való szabványosítás leegyszerűsíti a készletgazdálkodást és a beszerelési szerszámok követelményeit. A legtöbb alkalmazás megfelelően kiszolgálható három menetmérettel (#8-32, #10-32 és 1/4-20) két fejstílusban.
A beszerelési automatizálás gazdaságilag vonzóvá válik az évi 10 000 darabot meghaladó gyártási mennyiségekhez. A pneumatikus présrendszerek 300-500 darab/óra sebességgel szerelhetik be a PEM rögzítőket, ami a kézi beszereléshez képest kiváló konzisztenciát biztosít. A jobb minőségellenőrzés csökkenti a selejtezési arányokat, és sok alkalmazásban kiküszöböli az egyedi rögzítő ellenőrzésének szükségességét.
A Microns Hub-tól történő rendeléskor Ön a közvetlen gyártói kapcsolatok előnyeit élvezheti, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet, ami gyakran csökkenti a teljes projektköltségeket az optimalizált tervezési ajánlások révén.
A tervezés optimalizálása egyes alkalmazásokban teljesen kiküszöbölheti a rögzítőket integrált rögzítési funkciók vagy pattintható kötések révén. Ez a megközelítés azonban gondos elemzést igényel a terhelési követelmények és a gyártási képességek tekintetében. A PEM rögzítők gyakran a legköltséghatékonyabb megoldást nyújtják, ha eltávolíthatóságra vagy nagy szilárdságú kötésekre van szükség.
| Gyártási mennyiség | Beépítési módszer | Munkaköltség (€/rögzítőelem) | Minőségellenőrzés | Teljes költségtényező |
|---|---|---|---|---|
| <1,000 | Kézi prés | 0.08-0.12 | 100% vizuális | 1.0x |
| 1,000-10,000 | Pneumatikus prés | 0.04-0.06 | 10% mintavétel | 0.7x |
| 10,000-50,000 | Félautomata | 0.02-0.03 | Statisztikai folyamat | 0.5x |
| >50,000 | Teljesen automata | 0.01-0.015 | Folyamatos felügyelet | 0.4x |
Speciális alkalmazások és különleges szempontok
A speciális alkalmazások gyakran megkövetelik a szabványos PEM rögzítő kialakítások vagy beszerelési eljárások módosítását az egyedi teljesítménykövetelmények teljesítése érdekében. Ezen fejlett technikák megértése lehetővé teszi a mérnökök számára, hogy kiterjesszék a préselhető technológia alkalmazhatóságát.
A környezeti védelmet igénylő tömített alkalmazások profitálnak az integrált O-gyűrű hornyokkal vagy tömítő alátétekkel ellátott PEM rögzítőkből. Ezek a kialakítások megtartják a préselhető beszerelés előnyeit, miközben IPX7 vagy magasabb védelmi szinteket biztosítanak. A tömítés hatékonysága a horony megfelelő geometriájától és a tömítés és az alumínium hordozó közötti anyagkompatibilitástól függ.
A 150°C feletti magas hőmérsékletű alkalmazások megkövetelik a rögzítő és a hordozó anyagok közötti hőtágulási különbségek gondos figyelembevételét. A rozsdamentes acél PEM anyák az alumínium panelekben differenciális tágulást tapasztalnak, ami a hőmérséklet-ciklusok mintáitól függően növelheti vagy csökkentheti a tartóerőket. A végeselemes hőelemzés szükségessé válik a kritikus alkalmazásokhoz.
Az elektronikus burkolatok elektromágneses kompatibilitási (EMC) követelményei előnyben részesíthetik az alumínium PEM rögzítőket a kötések közötti vezetőképesség fenntartása érdekében. A rögzítési folyamat gáztömör fém-fém érintkezést hoz létre, amely kiváló elektromos folytonosságot biztosít, a tipikus ellenállási értékek 0,001 ohm alatt vannak. Ez a teljesítmény felülmúlja a legtöbb tömített vagy festett kötési felületet.
A többrétegű szerelvények egyedi kihívásokat jelentenek a PEM rögzítők egymásra rakott anyagokon keresztüli beszerelésekor. A rögzítőnek hatékonyan kell rögzítenie az elsődleges rétegben, miközben elkerüli a másodlagos rétegek károsodását. A felhalmozási tűrések kritikus fontosságúvá válnak, mivel a változások megakadályozhatják a teljes rögzítést, vagy áttörést okozhatnak a szomszédos alkatrészekbe.
A rezgési környezetek a szabványos préselhető mechanizmusokon túlmenően fokozott tartási módszereket igényelnek. A menetrögzítő vegyületek, a szegecselési műveletek vagy a mechanikai rögzítési funkciókkal ellátott speciális rögzítő kialakítások szükségesek lehetnek a dinamikus terhelések alatti lazulás megakadályozásához. A MIL-STD-810 vagy hasonló szabványok szerinti tesztelés igazolja a teljesítményt a specifikus rezgési spektrumokban.
Gyakori beszerelési problémák elhárítása
A PEM beszerelési problémák azonosítása és megoldása a hiba módok és azok kiváltó okainak szisztematikus elemzését igényli. A legtöbb probléma a nem megfelelő furat előkészítésből, a helytelen beszerelési paraméterekből vagy az anyagkompatibilitási problémákból ered.
A hiányos rögzítés csökkentett tartószilárdságként és látható rések formájában nyilvánul meg a rögzítő feje és a panel felülete között. Ez az állapot jellemzően az elégtelen beszerelési erőből, a túlméretezett furatokból vagy a kéregedett anyagból ered, amely ellenáll a deformációnak. A megoldások közé tartozik a beszerelési erő 10-15%-kal történő növelése, a furat méreteinek ellenőrzése és a kéregedett anyagok lágyítása, amikor csak lehetséges.
A beszerelt rögzítők körüli panel torzulása túlzott beszerelési erőt vagy nem megfelelő anyagtámaszt jelez a rögzítés során. A vékony alumínium koncentrált terhelések alatt megfolyik, horpadásokat vagy kiemelkedő területeket hozva létre, amelyek befolyásolják a szerelvény illeszkedését. A beszerelési erő csökkentése és a hátlap támasztásának javítása jellemzően megoldja ezt a problémát a tartószilárdság veszélyeztetése nélkül.
A rögzítő forgása a szerelés során nem megfelelő rögzítést vagy szennyezett felületeket jelez, amelyek csökkentik a súrlódást. Az olaj, a vágófolyadékok vagy az oxidáció megakadályozhatják a megfelelő anyagkapcsolatot a beszerelés során. Az izopropanollal vagy lúgos zsírtalanítókkal végzett tisztítási eljárások a legtöbb esetben helyreállítják a megfelelő rögzítési viselkedést.
A szélek kitépése akkor fordul elő, ha nincs elegendő anyag a rögzítési erők megtartásához, jellemzően a nem megfelelő éltávolságok vagy a beszerelési hely közelében lévő anyaghibák miatt. A megelőzéshez szigorúan be kell tartani a minimális éltávolság specifikációit és az anyagellenőrzést a zárványok vagy laminálások azonosítása érdekében, amelyek szakadásokká terjedhetnek.
A beszerelt rögzítők körüli repedések anyagridegséget vagy túlzott feszültségkoncentrációkat jeleznek a beszerelés során. Ez a probléma leggyakrabban nagy szilárdságú alumíniumötvözetekkel vagy korábbi hidegalakításnak kitett anyagokkal fordul elő. A megoldások közé tartozik a feszültségmentesítő lágyítás, a rögzítő kialakításának módosítása a rögzítési átmérő csökkentése érdekében, vagy a duktilisebb hordozó anyagokra való átváltás.
Gyakran Ismételt Kérdések
Mi a PEM préselhető anyákhoz alkalmas minimális alumíniumvastagság?
A legtöbb szabványos PEM anya legalább 0,5 mm vastagságot igényel a megfelelő rögzítéshez alumínium hordozókban. E vastagság alatt az anyagból hiányzik a megbízható mechanikai reteszelés kialakításához szükséges elegendő mennyiség. A speciális vékony lemez rögzítők akár 0,3 mm vékony anyagokhoz is használhatók, de ezek módosított beszerelési eljárásokat igényelnek, és csökkentett terhelhetőséggel rendelkezhetnek.
Hogyan előzhetem meg a galvanikus korróziót, ha acél PEM rögzítőket használok alumíniumban?
A galvanikus korrózió megelőzése megköveteli a nedvesség és az elektrolit érintkezésének kiküszöbölését a különböző fémek között. Ha lehetséges, használjon rozsdamentes acél vagy alumínium PEM rögzítőket, alkalmazzon dielektromos bevonatokat vagy tömítőanyagokat a felületen, vagy győződjön meg arról, hogy a szerelvény száraz környezetben működik. A horgany-nikkel bevonattal ellátott acél rögzítők jobb kompatibilitást kínálnak a szabványos horganyzáshoz képest.
A PEM rögzítők eltávolíthatók és újra beszerelhetők alumínium panelekbe?
A PEM rögzítők tartós beépítéseket hoznak létre, amelyeket nem lehet biztonságosan eltávolítani az alumínium hordozó károsítása nélkül. A rögzítési folyamat mindkét anyagot deformálja, ami lehetetlenné teszi a visszafordítást. Az eltávolíthatóságot igénylő alkalmazásokhoz használjon hagyományos anyákat hátlapokkal vagy vékony lemez alkalmazásokhoz tervezett kalickás anyákat.
Mekkora beszerelési erő szükséges a különböző PEM rögzítő méretekhez alumíniumban?
A beszerelési erők a rögzítő méretétől és az alumínium vastagságától függően változnak. A tipikus tartományok közé tartozik a 6-9 kN a #6-32 rögzítőkhöz, a 10-13 kN a #8-32-hez, a 12-16 kN a #10-32-hez és a 18-25 kN az 1/4-20 méretekhez 1,6 mm-es alumíniumban. A pontos értékekért tekintse meg a gyártó specifikációit, mivel az erők 20-30%-kal eltérhetnek a különböző rögzítő kialakítások között.
Hogyan ellenőrizhetem a megfelelő PEM rögzítő beszerelési minőségét?
A minőségellenőrzés a vizuális ellenőrzést, a méretellenőrzést és a funkcionális tesztelést ötvözi. Keressen síkban ülő fejet, egyenletes anyagdeformációt és 0,2-0,8 mm-es hátoldali kiemelkedést. A nyomatéktesztelésnek a megadott értékek 80-120%-át kell megkövetelnie a rögzítő forgásának okozásához. A kitolási tesztelés számszerű tartószilárdsági adatokat szolgáltat a kritikus alkalmazásokhoz.
Mi történik, ha a furat mérete helytelen a PEM beszereléshez?
A túlméretezett furatok 25-35%-kal csökkentik a tartószilárdságot, és megakadályozhatják a teljes rögzítést. Az alulméretezett furatok növelik a beszerelési erőket, és megrepeszthetik a rideg anyagokat, vagy hiányos rögzítő ülést okozhatnak. A furat tűréseinek a megadott méretek ±0,05 mm-én belül kell maradniuk az optimális teljesítmény érdekében.
Vannak hőmérsékleti korlátozások a PEM rögzítőkhöz alumínium szerelvényekben?
A szabványos PEM beszerelések megbízhatóan működnek -40°C és +150°C között. A magasabb hőmérsékletek megkövetelik a rögzítő és a hordozó anyagok közötti differenciális hőtágulás elemzését. A rozsdamentes acél rögzítők kevésbé tágulnak, mint az alumínium, ami potenciálisan csökkentheti a tartóerőket a fűtési ciklusok során. Az alumínium PEM rögzítők jobb hőkompatibilitást biztosítanak a szélsőséges hőmérsékleti alkalmazásokhoz.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece