Egyedi burkolatok tervezése: IP65 tömítési stratégiák fémlemezekhez
Az IP65-ös besorolású fémlemez burkolatok alapvető mérnöki kihívással néznek szembe: a környezeti védelem fenntartása a hőtágulás, a gyártási tűrések és a helyszíni szervizelhetőség figyelembevétele mellett. A 6 milliméteres por elleni védelem és az alacsony nyomású vízsugarak elleni védelem precíz tömítési stratégiákat igényel, amelyek figyelembe veszik az anyag viselkedését, a tömítés összenyomódási dinamikáját és a hosszú távú tömítettséget hőciklusok alatt.
Főbb tudnivalók
- Az IP65 teljes porvédelmet és ellenállást követel meg a vízsugarakkal szemben bármilyen irányból, 12,5 liter/perc sebességgel
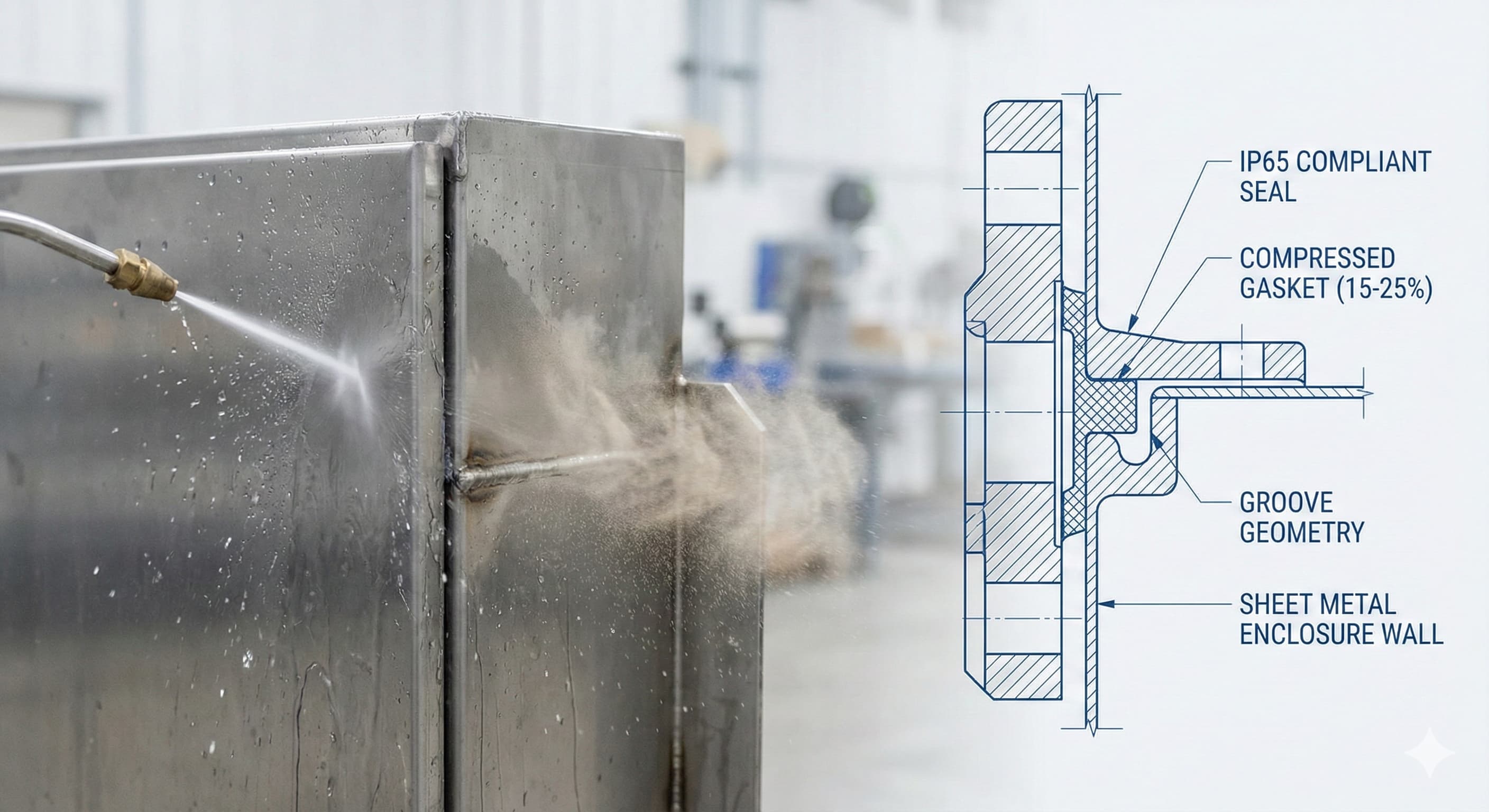
- A 15-25% közötti tömítés összenyomódási arány optimális tömítést biztosít, miközben megakadályozza az anyag károsodását
- Az anyagválasztás közvetlenül befolyásolja a hőtágulási együtthatókat, ami befolyásolja a hosszú távú tömítési teljesítményt
- A megfelelő horonygeometria 3:2 szélesség-mélység aránnyal maximalizálja a tömítés megtartását és a tömítési hatékonyságot
Az IP65 követelményeinek megértése fémlemez alkalmazásokhoz
A Nemzetközi Elektrotechnikai Bizottság IP65 szabványa teljes védelmet ír elő a por behatolása ellen (6. szint) és ellenállást a vízsugarakkal szemben egy 6,3 mm-es fúvókából, 12,5 liter/perc sebességgel, bármilyen irányból (5. szint). Fémlemez burkolatok esetében ez azt jelenti, hogy a tömítettséget fenn kell tartani az illesztési felületeken, amelyek eltérő hőtágulást, vibrációból eredő mechanikai igénybevételt és terhelés alatti potenciális deformációt tapasztalnak.
Az IP65 alkalmazásokban a kritikus nyomáskülönbségek jellemzően 1-5 kPa tartományban vannak, bár az ipari környezetek akár 10 kPa-ig is ellenállást igényelhetnek. A tömítőrendszernek el kell viselnie ezeket a nyomásokat, miközben a funkcionalitást a -40°C és +85°C közötti üzemi hőmérséklet-tartományban kell fenntartania a szabványos alkalmazásokhoz, a speciális kialakítások pedig +125°C-ig terjednek a magas hőmérsékletű környezetekhez.
A fémlemez vastagsága jelentősen befolyásolja a tömítési stratégia hatékonyságát. Az 1,0 mm és 3,0 mm közötti szabványos anyagok eltérő tömítés összenyomódási megközelítéseket igényelnek, mint az 5,0 mm és 8,0 mm közötti vastagabb lemezek. A vékonyabb anyagok nagyobb mértékben hajlanak a tömítés összenyomódási terhelése alatt, ami idővel veszélyeztetheti a tömítés geometriáját.
Anyagválasztás és termikus szempontok
Az 5052-H32 és 6061-T6 alumínium a leggyakoribb fémlemez választás az IP65 burkolatokhoz, amelyek mindegyike eltérő hőtágulási jellemzőkkel rendelkezik, amelyek közvetlenül befolyásolják a tömítési teljesítményt. Az alumíniumötvözetek hőtágulási együtthatója átlagosan 23,1 × 10⁻⁶/°C, ami mérhető méretváltozásokat okoz a nagy burkolatokban.
| Anyagminőség | Hőtágulás (10⁻⁶/°C) | Szakítószilárdság (MPa) | Költségtényező | Tömítési kompatibilitás |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Kiváló |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Kiváló |
| 304 Rozsdamentes | 17.3 | 215 | 2.8x | Nagyon jó |
| 316L Rozsdamentes | 16.0 | 170 | 4.2x | Kiváló |
| Hidegen hengerelt acél | 12.0 | 350 | 0.6x | Jó (bevonattal) |
A 304-es és 316L-es rozsdamentes acélok alacsonyabb hőtágulási együtthatókat kínálnak, csökkentve a tömítés feszültségét a hőciklusok során. Azonban a megnövekedett anyagköltséget és a formázási követelményeket össze kell vetni a jobb méretstabilitással. A hidegen hengerelt acél kiváló szilárdságot és minimális hőtágulást biztosít, de védőbevonatokra van szükség a galvanikus korrózió megelőzése érdekében, ha szabványos tömítőanyagokkal párosítják.
A hatékony IP65 tömítéshez szükséges felületi érdesség általában 0,8-3,2 μm Ra értékeket ír elő a tömítés érintkezési felületein. A simább felületek javítják a kezdeti tömítést, de csökkenthetik a tömítés tapadását, míg a durvább felületek fokozzák a mechanikai megtartást a mikroszkopikus szivárgási utak árán.
Tömítés kiválasztása és összenyomódási dinamika
Az EPDM (etilén-propilén-dién-monomer) tömítések dominálnak az IP65 alkalmazásokban a kiváló időjárásállóság, az ózonstabilitás és a 25% alatti összenyomódási maradandó alakváltozás miatt 1000 óra elteltével 70°C-on. A 60-80 közötti Shore A keménység optimális egyensúlyt biztosít a tömítési megfelelőség és a szerkezeti integritás között összenyomódási terhelések alatt.
Az összenyomódási arányok precíz szabályozást igényelnek az IP65 teljesítmény eléréséhez. Az optimális összenyomódás jellemzően az eredeti tömítés keresztmetszetének 15-25%-a között van, a magasabb összenyomódási arányok az anyag gyorsabb károsodásához és a tömítés potenciális extrudálásához vezetnek. Az alacsonyabb összenyomódás szivárgási utakat engedhet meg nyomásciklusok vagy hőtágulási feszültség alatt.
| Tömítőanyag | Shore A Durometer | Kompressziós arány | Hőmérséklet tartomány (°C) | Vegyszerállóság |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 és +120 között | Kiváló |
| Szilikon | 60 ± 5 | 15-20% | -60 és +200 között | Jó |
| Neoprén | 65 ± 5 | 20-30% | -35 és +100 között | Nagyon jó |
| Fluorocarbon (FKM) | 75 ± 5 | 15-20% | -20 és +200 között | Kiváló |
| Nitrile (NBR) | 70 ± 5 | 25-35% | -30 és +100 között | Jó |
A tömítés keresztmetszeti geometriája jelentősen befolyásolja a tömítési hatékonyságot. A kerek keresztmetszetek egyenletes feszültségeloszlást biztosítanak, de precíz horonygeometriát igényelnek. A D-alakú profilok jobb megtartást kínálnak a sekély hornyokban, de feszültségkoncentrációkat hozhatnak létre a lapos felületen. Az üreges tömítések csökkentik az összenyomódási erőket, de feláldozzák a nyomásállósági képességet.
Horonytervezés és gyártási tűrések
A horonygeometria közvetlenül meghatározza a tömítés megtartását, az összenyomódás egyenletességét és a hosszú távú tömítettséget. A 3:2 optimális szélesség-mélység arány megfelelő tömítéstámasztást biztosít, miközben megakadályozza a túlzott összenyomódást vagy az extrudálást nyomás alatt. A szabványos 6 mm átmérőjű kerek tömítésekhez a horonyméretek jellemzően 4,5 mm szélességet × 3,0 mm mélységet írnak elő ±0,1 mm tűrési szabályozással.
A horonyméretek gyártási tűrései gondos mérlegelést igényelnek a kumulatív felhalmozódási hatások tekintetében. A ±0,2 mm-es pozíciótűrések a horony középvonalain biztosítják a megfelelő tömítésbeállítást a párosodó felületeken, míg a ±0,1 mm-en túli mélységváltozás egyenetlen összenyomódást eredményez, ami veszélyezteti a tömítési teljesítményt.
A horonytervezés sarokrádiuszainak el kell viselniük a tömítés rugalmasságát, miközben fenntartják a szerkezeti integritást. A minimális rádiusz követelmények jellemzően a tömítés átmérőjének 0,3-szorosával egyenlők, hogy megakadályozzák az anyag feszültség okozta repedését a telepítés és az összenyomódási ciklusok során. Az éles sarkok feszültségkoncentrációs pontokat hoznak létre, amelyek felgyorsítják a tömítés meghibásodását a repedés terjedésével.
A nagy pontosságú eredményekhez kérjen árajánlatot 24 órán belül a Microns Hubtól.
Fejlett tömítési stratégiák és többlépcsős védelem
A komplex burkolatok gyakran többlépcsős tömítési stratégiákat igényelnek a megbízható IP65 védelem eléréséhez. Az elsődleges tömítések kezelik a környezeti kizárás nagy részét, míg a másodlagos tömítések tartalék védelmet nyújtanak az elsődleges tömítés károsodása vagy a telepítési hibák ellen. Ez a redundancia különösen értékes a kritikus alkalmazásokban, ahol a tömítés meghibásodásának következményei túlmutatnak az alkatrészcsere költségein.
A labirinttömítések kiegészítik a tömítés alapú rendszereket azáltal, hogy kanyargós utakat hoznak létre, amelyek csökkentik a nyomáskülönbséget az elsődleges tömítéseken. Ezek a geometriai jellemzők, amelyeket a párosodó felületekbe munkálnak vagy formálnak, jelentősen javítják a teljes rendszer megbízhatóságát anélkül, hogy anyagköltségeket adnának hozzá. A tipikus labirinttervek 2-3 irányváltást tartalmaznak 0,5-1,0 mm-es hézagokkal.
A burkolat kialakításába integrált vízelvezető funkciók megakadályozzák a víz felhalmozódását, amely túlterhelheti a tömítőrendszereket a hosszan tartó expozíció során. A stratégiailag elhelyezett, 3-5 mm átmérőjű vízelvezető lyukak, amelyek a geometriai mélypontokon találhatók, lehetővé teszik a nedvesség eltávolítását, miközben fenntartják az IP65 integritást. Ezek a funkciók gondos elhelyezést igényelnek, hogy elkerüljék a behatolási utak létrehozását nyomás alatt.
| Tömítési stratégia | Bonyolultság | Költségvonzat | Megbízhatósági tényező | Karbantartási igények |
|---|---|---|---|---|
| Egyszeres tömítés | Alacsony | 1.0x | Standard | 5 éves csere |
| Dupla tömítés | Közepes | 1.8x | Magas | 7 éves csere |
| Tömítés + Labirintus | Közepes | 1.4x | Nagyon magas | 10 éves csere |
| Többlépcsős rendszer | Magas | 2.5x | Kiváló | 3 éves ellenőrzés |
| Hegesztett + Tömítés | Magas | 2.2x | Kiváló | Állandó |
Rögzítőelem kiválasztása és összenyomódás szabályozása
A rögzítőelemek specifikációi közvetlenül befolyásolják a tömítés összenyomódásának egyenletességét és a hosszú távú tömítési teljesítményt. A rozsdamentes acél hatlapfejű csavarok korrózióállóságot és precíz nyomaték alkalmazást biztosítanak, az M6 × 1,0 a leggyakoribb méret a szabványos burkolat alkalmazásokhoz. A rögzítőelemek távolsága jellemzően 80-120 mm közé esik, a vékonyabb fémlemez hordozókhoz közelebbi távolság szükséges.
A nyomaték specifikációknak figyelembe kell venniük a tömítőanyag tulajdonságait, a hordozó vastagságát és a hőciklusok hatásait. Az alumínium burkolatokban lévő szabványos EPDM tömítések jellemzően 4-6 N⋅m nyomatékot igényelnek az M6 rögzítőelemeken, az értékek a tömítés keménységétől és az összenyomódási követelményektől függően állíthatók. A túlzott meghúzás feszültségkoncentrációkat hoz létre, amelyek felgyorsítják a tömítés károsodását, míg az elégtelen nyomaték lehetővé teszi a tömítés ellazulását a hőciklusok alatt.
A menetrögzítő vegyületek megakadályozzák a rögzítőelemek meglazulását a vibráció vagy a hőciklusok miatt, de a kiválasztásnak figyelembe kell vennie a szervizelhető szétszerelési követelményeket. A közepes szilárdságú anaerob vegyületek megfelelő megtartást biztosítanak, miközben lehetővé teszik a helyszíni szervizelést szabványos eszközökkel. A nagy szilárdságú vegyületek hő alkalmazását igényelhetik a szétszereléshez, ami bonyolítja a karbantartási eljárásokat.
A alátét kiválasztása befolyásolja a terheléseloszlást a tömítés felületein. A 12 mm külső átmérőjű rozsdamentes acél alátétek hatékonyan osztják el az összenyomódási terheléseket, miközben megakadályozzák a hordozó deformációját. A rögzített alátét kialakítások csökkentik a szerelési időt és kiküszöbölik a laza hardvert a helyszíni szervizelés során.
Gyártási folyamatok és minőségellenőrzés
A fémlemez formázási műveleteknek a tervezési fázisban el kell viselniük a tömítőhorony követelményeit, hogy biztosítsák a gyártási megvalósíthatóságot és a költséghatékonyságot. A élhajlítási műveletek általában el tudják viselni a hajlítási tengelyekre merőleges horony funkciókat, míg a párhuzamos hornyok másodlagos megmunkálási műveleteket igényelhetnek, amelyek jelentősen növelik a termelési költségeket.
A tömítőhornyok CNC megmunkálása kiváló méretszabályozást biztosít a formázási műveletekhez képest, különösen a komplex geometriák vagy a szűk tűrési követelmények esetén. A Microns Hub precíziós CNC megmunkálási szolgáltatásai biztosítják, hogy a horonyméretek megfeleljenek az IP65 tömítési követelményeknek, miközben optimalizálják a gyártási hatékonyságot mind a prototípus, mind a gyártási mennyiségek esetében.
A tömítési területek közelében végzett hegesztési műveletek gondos hőkezelést igényelnek a hordozó torzulásának megakadályozása érdekében, ami veszélyezteti a horony geometriáját. A szabályozott hőbevitelű AWI hegesztés általában elfogadható határokon belül tartja a méretstabilitást, míg a MIG hegesztés hegesztés utáni megmunkálást igényelhet a horony specifikációk helyreállításához.
Az IP65 burkolatok minőségellenőrzési eljárásainak mind a méretbeli megfelelőséget, mind a tényleges tömítési teljesítményt validálniuk kell. A koordináta mérőgépek ±0,05 mm pontossággal ellenőrzik a horonyméreteket, míg a nyomáseséses tesztelés a szimulált üzemi körülmények között 1 × 10⁻⁶ mbar⋅l/s alatti szivárgási sebességet igazolja.
| Gyártási folyamat | Horony pontossága (mm) | Gyártási sebesség | Beállítási költség | Legjobb alkalmazások |
|---|---|---|---|---|
| CNC megmunkálás | ±0.03 | Közepes | Magas | Komplex geometriák |
| Élhajlítás | ±0.15 | Magas | Alacsony | Egyszerű egyenes hornyok |
| Progresszív szerszám | ±0.08 | Nagyon magas | Nagyon magas | Nagy volumenű gyártás |
| Lézeres vágás + Alakítás | ±0.10 | Közepes | Közepes | Közepes volumenek |
| Vízzel vágás + Másodlagos | ±0.05 | Alacsony | Közepes | Vastag anyagok |
Tesztelési és validálási protokollok
Az IP65 validálás szisztematikus tesztelési protokollokat igényel, amelyek szimulálják a valós üzemi körülményeket, miközben kvantitatív teljesítményadatokat szolgáltatnak. A szabványos tesztelési eljárások az IEC 60529 specifikációkat követik, kalibrált por kamrákat és vízsugaras készülékeket használva a védelmi szintek ellenőrzésére ellenőrzött körülmények között.
A por behatolási teszteléshez talkumport vagy szabványosított tesztport használnak, amelyet meghatározott koncentrációkban és légsebességekben keringetnek a kamrákon keresztül. A teszt időtartama jellemzően 8 óráig tart, időszakos nyomásciklusokkal a termikus lélegzési hatások szimulálására. A teljes por kizárást be kell mutatni a burkolaton belüli mérhető felhalmozódás nélkül.
A vízsugaras tesztelés 6,3 mm-es fúvókákat használ, amelyek 12,5 liter/perc sebességgel szállítanak 30 kPa nyomáson minden irányból. A teszt időtartama legalább 15 perc, a burkolatot úgy orientálva, hogy maximális kihívást jelentsen a tömítőrendszerek számára. A víz behatolása nem megengedett, a kimutatott nedvesség a teszt sikertelenségét jelenti.
A hosszú távú megbízhatósági tesztelés a működési hőmérsékleti szélsőségek közötti hőciklusokat foglalja magában, jellemzően 1000 ciklust -40°C-tól +85°C-ig 2 órás tartózkodási idővel. A tömítés összenyomódási maradandó alakváltozásának mérései igazolják az anyag stabilitását, míg a szivárgási sebesség tesztelése megerősíti a folyamatos tömítettséget a teszt időtartama alatt.
Költségoptimalizálási stratégiák
Az anyagválasztás jelentősen befolyásolja a teljes projekt költségeit, az alumíniumötvözetek a legtöbb alkalmazáshoz optimális egyensúlyt kínálnak a teljesítmény és a gazdaságosság között. A rozsdamentes acélok prémium árazást követelnek meg, de kiváló korrózióállóságot és méretstabilitást biztosítanak, ami indokolhatja a megnövekedett költségeket zord környezetben vagy meghosszabbított élettartam követelményei esetén.
A tömítés kiválasztása lehetőségeket kínál a költségoptimalizálásra az IP65 teljesítmény veszélyeztetése nélkül. A szabványos EPDM formulák kiváló teljesítményt nyújtanak versenyképes áron, míg a speciális vegyületek, mint például a fluorokarbon anyagok, szükségtelenek lehetnek, hacsak nincsenek speciális kémiai ellenállási követelmények. Az egyedi tömítés keresztmetszetek csökkenthetik az anyagfelhasználást a szabványos kerek profilokhoz képest, miközben fenntartják a tömítési hatékonyságot.
A gyártási folyamat kiválasztása gondos elemzést igényel a mennyiségi követelmények és a geometriai komplexitás tekintetében. Az alacsony mennyiségű alkalmazások profitálnak a rugalmas folyamatokból, mint például a élhajlítás és gyártási szolgáltatásaink, amelyek minimalizálják a szerszámkészítési beruházásokat. A nagy mennyiségű gyártás indokolja a progresszív szerszámkészítést a jelentős kezdeti költségek ellenére az egységnyi gyártási idő csökkenése és a jobb méretbeli konzisztencia miatt.
A Microns Hubtól történő rendeléskor profitálhat a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árazást a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja azt a figyelmet a részletekre, amely a megbízható IP65 teljesítményhez szükséges a különböző üzemi környezetekben.
Gyakori tervezési buktatók és megoldások
A nem megfelelő rögzítőelem távolság az egyik leggyakoribb oka az IP65 tömítés meghibásodásának a fémlemez burkolatokban. A túlzott távolság lehetővé teszi a hordozó meghajlását a rögzítőelemek között, ami hézagokat hoz létre, amelyek veszélyeztetik a tömítés összenyomódását. A szabványos gyakorlat a távolságot 100 mm-re korlátozza 2,0 mm-es lemezvastagság esetén, a vékonyabb anyagokhoz arányos csökkentéssel.
A tömítőhorony kereszteződései a sarkokban különös figyelmet igényelnek a szivárgási utak megakadályozása érdekében, amelyek megkerülik az elsődleges tömítési felületet. A formázott saroktömítések kiküszöbölik azokat az illesztéseket, amelyek potenciális meghibásodási pontokat hoznak létre, míg a toldó illesztések precíz vágási és ragasztási eljárásokat igényelnek a tömítettség fenntartásához. A sarokrádiuszoknak el kell viselniük a tömítés hajlítási rádiusz követelményeit anélkül, hogy feszültségkoncentrációkat hoznának létre.
A hőtágulási számítások gyakran figyelmen kívül hagyják a különböző anyagok közötti eltérő tágulást a kompozit tervekben. Az acél megerősítő keretek alumínium burkolatokkal kombinálva olyan feszültségmintákat hoznak létre, amelyek veszélyeztethetik a tömítés összenyomódásának egyenletességét a hőmérséklet-ingadozások során. A tervezési megoldások közé tartoznak a tágulási hézagok vagy az anyagválasztás, amely minimalizálja a hőtágulási eltéréseket.
A tömítés érintkezési területei közelében lévő felületi érdesség következetlenségei gyakran a nem megfelelő folyamatszabályozásból erednek a gyártás során. A hegesztési műveletek, amelyek helyi érdességet vagy szennyeződést hoznak létre, utófeldolgozást igényelnek a meghatározott felületi feltételek helyreállításához. A minőségellenőrzési eljárásoknak a méretbeli specifikációk mellett ellenőrizniük kell a felületi érdesség követelményeit is.
Gyakran Ismételt Kérdések
Milyen tömítés összenyomódási arány biztosítja az optimális IP65 tömítési teljesítményt?
Az optimális összenyomódási arányok a legtöbb EPDM anyag esetében az eredeti tömítés keresztmetszetének 15-25%-a között vannak. Ez a tartomány elegendő érintkezési nyomást biztosít a hatékony tömítéshez, miközben megakadályozza az anyag károsodását a túlzott összenyomódás miatt. A Shore A keménység befolyásolja az ideális összenyomódást, a lágyabb anyagok alacsonyabb összenyomódási arányokat igényelnek.
Hogyan befolyásolják a hőtágulási hatások a hosszú távú tömítettséget?
A hőtágulás méretváltozásokat hoz létre, amelyek megterhelik a tömítőanyagokat és potenciálisan veszélyeztetik a tömítés geometriáját. Az alumínium burkolatok körülbelül 0,23 mm-t tágulnak méterenként 10°C hőmérséklet-emelkedésenként. A tervezési stratégiák közé tartoznak a tágulási hézagok, a megfelelő hőtágulási együtthatójú anyagválasztás és a nagy nyúlási képességű tömítőanyagok.
Milyen gyártási tűrések szükségesek a hatékony tömítőhorony geometriához?
A horonyszélesség tűrései jellemzően ±0,1 mm-t írnak elő az optimális tömítés megtartásához és az összenyomódás szabályozásához. A mélységtűréseknek ±0,1 mm-t kell tartaniuk, hogy biztosítsák az egyenletes összenyomódást a teljes tömítés kerületén. A ±0,2 mm-es pozíciótűrések megakadályozzák a tömítés eltolódását, ami szivárgási utakat hoz létre.
Fenntartható-e az IP65 besorolás eltávolítható panelekkel vagy ajtókkal?
Igen, az eltávolítható panelek megfelelő zsanértervezéssel és tömítőrendszerekkel fenntarthatják az IP65 védelmet. A zongorazsanérok folyamatos támasztást biztosítanak a panel élei mentén, míg a megfelelően tervezett összenyomódási zárak biztosítják a megfelelő tömítés összenyomódását. A megadott nyomatékértékekkel rendelkező több rögzítőelem alternatív megoldásokat kínál a gyakran hozzáférhető panelekhez.
Milyen tesztelési eljárások igazolják az IP65 megfelelőséget az egyedi burkolatokban?
Az IP65 tesztelés az IEC 60529 szabványokat követi, por kamrás teszteléssel legalább 8 órán keresztül és vízsugaras teszteléssel 12,5 liter/perc sebességgel 6,3 mm-es fúvókákból. A nyomáseséses tesztelés kiegészíti a szabványos eljárásokat azáltal, hogy számszerűsíti a szivárgási sebességet ellenőrzött körülmények között. A hőciklusos validálás megerősíti a teljesítményt a működési hőmérséklet-tartományokban.
Hogyan befolyásolja a fémlemez vastagsága a tömítés összenyomódását és a tömítési teljesítményt?
A vékonyabb fémlemez jobban meghajlik a tömítés összenyomódási terhelése alatt, ami potenciálisan egyenetlen nyomáseloszlást hoz létre, ami veszélyezteti a tömítési hatékonyságot. Az 1,5 mm alatti anyagok gyakran közelebbi rögzítőelem távolságot vagy megerősítő funkciókat igényelnek a megfelelő merevség fenntartásához. A vastagabb anyagok jobb méretstabilitást biztosítanak, de növelik az anyagköltségeket és a formázási terheléseket.
Melyek a legköltséghatékonyabb anyagok az IP65 fémlemez burkolatokhoz?
Az 5052-H32 alumínium kínálja a legjobb kombinációt a költség, a formázhatóság és a korrózióállóság tekintetében a legtöbb IP65 alkalmazáshoz. A hidegen hengerelt acél alacsonyabb anyagköltséget biztosít, de védőbevonatokat és gondos tömítőanyag kiválasztást igényel a galvanikus korrózió megelőzése érdekében. A rozsdamentes acélok csak akkor indokolják a prémium árazást, ha a speciális környezeti feltételek kiváló korrózióállóságot igényelnek.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece