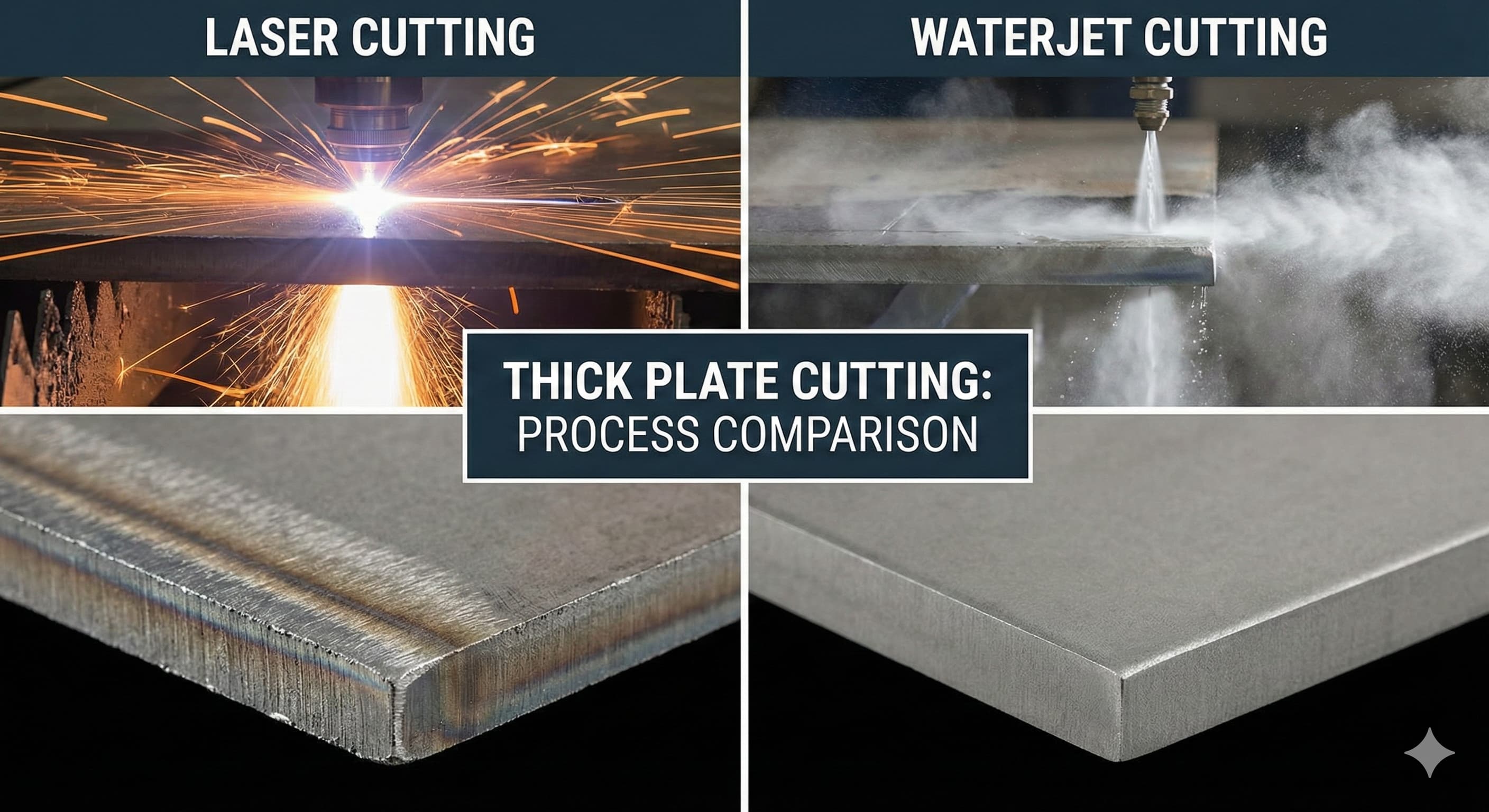
Lézeres vágás vs. vízsugaras vágás: A megfelelő módszer kiválasztása vastag lemezekhez
A 25 mm-t meghaladó vastag lemezek vágásakor a lézeres vágás és a vízsugaras technológia közötti választás alapvetően meghatározza a projekt sikerét, a költséghatékonyságot és a végtermék minőségét. Ez a döntés mindent befolyásol a kohászati tulajdonságoktól a méretpontosságig és a termelési gazdaságosságig.
Főbb tudnivalók:
- A vízsugaras vágás kiválóan alkalmas 100 mm-nél vastagabb lemezekhez, kiváló élminőséggel és hőhatásövezet nélkül
- A lézeres vágás a sebesség és a költséghatékonyság terén dominál a 25-50 mm vastag szénacél lemezeknél
- Az anyag típusa határozza meg a módszer kiválasztását: a fényvisszaverő anyagok a vízsugaras vágást, a szénacélok a lézeres vágást részesítik előnyben
- A teljes projektköltség magában foglalja az anyagveszteséget, a másodlagos műveleteket és a beállítási időt az óradíjakon felül
A vastag lemezek vágásának alapelvei
A vastag lemezek vágása egyedi kihívásokat támaszt, amelyek felerősítik a lézeres és a vízsugaras technológiák közötti különbségeket. Ahogy az anyag vastagsága meghaladja a 25 mm-t, olyan tényezők, mint a hőbevitel, a vágási sebesség, az él merőlegessége és az anyagfeszültség kritikus szempontokká válnak, amelyek eldönthetik a projekt specifikációit.
A lézeres vágás egy fókuszált, koherens fénysugarat használ, jellemzően száloptikás vagy CO2 forrásokból, segédgázokkal kombinálva az anyag megolvasztására és elfújására. Vastag lemezekhez a 6 kW és 30 kW közötti teljesítményű szálas lézerek szabványosak, a nagyobb teljesítmények gyorsabb vágási sebességet és jobb vastag szakasz képességet tesznek lehetővé. A folyamat jelentős hőbevitelt generál, létrehozva egy hőhatásövezetet (HAZ), amely az anyagtól és a vastagságtól függően 0,1-0,5 mm-re terjed ki a vágott éltől.
A vízsugaras vágás ultra-nagynyomású vizet (jellemzően 60 000-90 000 PSI) használ, amelyet abrazív gránát részecskékkel kevernek, hogy mechanikai hatással erodálják az anyagot. Ez a hideg vágási eljárás nem generál HAZ-t, és gyakorlatilag bármilyen anyagot képes vágni, függetlenül a keménységétől vagy a termikus tulajdonságaitól. A folyamat sokkal lassabb sebességgel működik, mint a lézer, de kiváló élminőséget és méretpontosságot biztosít a vastag szakaszokhoz.
Anyagvastagság képességek és korlátozások
Az egyes technológiák gyakorlati vastagsági határainak megértése segít a részletes elemzés előtti előzetes folyamat kiválasztási kritériumok meghatározásában.
| Anyag típusa | Lézer Maximum (mm) | Vígsugár Maximum (mm) | Optimális tartomány Lézer | Optimális tartomány Vígsugár |
|---|---|---|---|---|
| Szénacél | 40-50 | 200+ | 6-25 | 25-150 |
| Rozsdamentes acél 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Alumínium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Szerszámacél H13 | 15-20 | 200+ | Nem ajánlott | 10-100 |
| Inconel 718 | 8-12 | 100+ | Nem ajánlott | 5-50 |
Ezek a vastagságtartományok a gyakorlati határokat képviselik, ahol elfogadható vágási minőség és ésszerű termelési sebesség tartható fenn. Az optimális tartományok túllépése jellemzően gyenge élminőséget, túlzott kúposságot vagy gazdaságtalan vágási sebességet eredményez.
Élminőség és kohászati szempontok
A lézeres és a vízsugaras vágás közötti élminőségbeli különbségek a vastag lemezek alkalmazásakor hangsúlyosabbá válnak, közvetlenül befolyásolva az alkatrész funkcionalitását és a másodlagos műveleti követelményeket.
A vastag lemezek lézeres vágása jellegzetes élfelületet eredményez, jól elkülönülő zónákkal. A felső rész jellemzően sima, enyhén csíkozott felületet mutat az olvadás és a gázfúvás hatására. A vastagság növekedésével az alsó rész fokozottabb csíkozást, enyhe kúposságot és potenciális salak tapadást mutathat. A HAZ 0,2-0,8 mm-re terjed ki az anyagtól és a vastagságtól függően, ami potenciálisan befolyásolja a mechanikai tulajdonságokat a kritikus alkalmazásokban.
A vízsugaras vágás egyenletes élminőséget biztosít a teljes anyagvastagságban, minimális kúpossággal (jellemzően 0,003-0,005 mm vastagságmilliméterenként). Az él finom, egyenletes textúrát mutat az abrazív vágási hatás miatt, kohászati változások nélkül. Ezáltal a vízsugaras vágás ideális az olyan alkalmazásokhoz, amelyek biztonságos kezeléshez pontos élfeltételeket igényelnek, vagy későbbi hegesztési műveletekhez.
A nagy pontosságú eredményekhez kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
A felületi érdesség értékei jelentősen eltérnek a folyamatok között. A lézeres vágás jellemzően 6,3-12,5 μm Ra értékeket eredményez vastag lemezeken, míg a vízsugaras vágás következetesen 1,6-6,3 μm-t ér el. Ez a különbség gyakran kiküszöböli a másodlagos megmunkálási követelményeket a vízsugaras alkatrészeknél.
Vágási sebesség és termelési gazdaságosság
A termelési sebesség elemzésének figyelembe kell vennie a beállítási időt, a lyukasztási időt és a tényleges vágási sebességet a valódi átviteli képességek meghatározásához.
| Vastagság (mm) | Anyag | Lézer sebesség (mm/perc) | Vígsugár sebesség (mm/perc) | Lézer átszúrási idő (mp) | Vígsugár átszúrási idő (mp) |
|---|---|---|---|---|---|
| 25 | Szénacél | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Szénacél | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Rozsdamentes 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Alumínium 6061 | Nem praktikus | 100-150 | N/A | 25-40 |
| 100 | Szénacél | Nem praktikus | 80-120 | N/A | 40-60 |
A lyukasztási idő egyre jelentősebbé válik a vastag lemezeknél, különösen a több lyukasztással rendelkező kis alkatrészeknél. A lézeres lyukasztás a vastagsággal gyorsan romlik, míg a vízsugaras lyukasztási idő lineárisabban növekszik, de magasabb kiindulási pontról indul.
Anyagspecifikus szempontok
A különböző anyagok eltérő módon reagálnak a lézeres és a vízsugaras vágásra, befolyásolva a folyamat kiválasztását az egyszerű vastagsági szempontokon túl.
Szénacél teljesítmény: A szénacélok kiválóan reagálnak a lézeres vágásra 40-50 mm vastagságig a vas és az oxigén segédgáz közötti exoterm reakció miatt. Ez a reakció további vágási energiát biztosít, lehetővé téve a nagyobb sebességet és a tisztább vágásokat. A szénacél vízsugaras vágása kiváló élminőséget eredményez, de lényegesen lassabb sebességgel a vékonyabb szakaszoknál.
Rozsdamentes acél kihívások: A rozsdamentes acélok nehézségeket jelentenek a lézeres vágásnál a magas fényvisszaverő képesség és a hővezető képesség miatt. A nitrogén segédgáz általában szükséges az oxidáció megakadályozásához, ami növeli az üzemeltetési költségeket. A vízsugaras vágás kiküszöböli ezeket a problémákat, miközben kiváló eredményeket biztosít minden rozsdamentes acél minőségben.
Alumínium komplikációk: Az alumínium magas fényvisszaverő képessége és hővezető képessége megnehezíti a lézeres vágást, különösen a vastag szakaszoknál. A vízsugaras vágás kiválóan alkalmas alumínium vágására, tiszta éleket biztosítva az olvadás és a megszilárdulás nélkül, ami veszélyeztetheti a felületi minőséget a kritikus alkalmazásokban.
Egzotikus ötvözetek: Az olyan anyagok, mint az Inconel, a Hastelloy és a szerszámacélok jobban megfelelnek a vízsugaras vágásnak a magas hőmérsékleti szilárdságuk és a munkakeményedési jellemzőik miatt, amelyek bonyolítják a lézeres feldolgozást.
Tolerancia és méretpontosság
A elérhető tűrések jelentősen eltérnek a folyamatok között, és befolyásolja az anyag vastagsága, az alkatrész geometriája és a gép állapota.
A vastag lemezek lézeres vágási tűrései jellemzően ±0,1-0,3 mm között mozognak a vastagságtól és az anyagtól függően. A termikus torzulás jelentős tényezővé válik a vastagság növekedésével, ami potenciálisan befolyásolja a méretpontosságot a nagy alkatrészeken. A vágási hézag (jellemzően 0,2-0,4 mm) viszonylag állandó marad, de enyhe kúposság alakulhat ki a vastag szakaszokban.
A vízsugaras vágás következetesen ±0,05-0,1 mm-es tűréseket ér el a teljes vastagságtartományban, minimális kúpossággal. A keskeny vágási hézag (0,8-1,2 mm) és a hideg vágási eljárás kiküszöböli a termikus torzulási problémákat. Azonban a hosszabb vágási idők lehetővé tehetik az enyhe gépi eltolódást a nagyon hosszú vágásoknál.
Költségelemzés és gazdasági tényezők
A valódi költségösszehasonlítás az egyszerű óránkénti üzemeltetési díjakon túlmenő elemzést igényel, beleértve a beállítási időt, az anyagfelhasználást, a másodlagos műveleteket és a minőségi szempontokat.
| Költségtényező | Lézervágás | Vígsugár vágás | Hatás a teljes költségre |
|---|---|---|---|
| Óradíj | €45-85 | €55-95 | Közepes |
| Beállítási idő | 15-30 perc | 20-40 perc | Magas kis tételek esetén |
| Anyagkihasználás | 85-92% | 88-95% | Magas drága anyagok esetén |
| Másodlagos műveletek | Gyakran szükséges | Ritkán szükséges | Magas |
| Fogyóeszköz költségek | €2-8 óránként | €15-25 óránként | Közepes |
A fogyóeszközök költségei jelentősen eltérnek a folyamatok között. A lézeres vágás segédgázokat (oxigén, nitrogén vagy levegő) és alkalmanként fúvóka cseréket fogyaszt. A vízsugaras vágás abrazív gránátot (0,30-0,50 €/kg), nagynyomású tömítéseket és időszakos zafír fúvóka cseréket igényel.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, a lézeres és a vízsugaras képességekhez való hozzáféréssel egy fedél alatt.
Folyamat kiválasztási döntési mátrix
A szisztematikus folyamat kiválasztás több tényező értékelését igényli, amelyeket a projekt prioritásai súlyoznak. A kritikus döntési tényezők közé tartozik az anyag típusa és vastagsága, a szükséges élminőség, a mérettűrések, a termelési mennyiség és a költségvetési korlátok.
Válassza a lézeres vágást, ha: az anyag vastagsága a legtöbb anyagnál 25 mm alatt van, a termelési sebesség kritikus, az anyag szénacél, szoros fészkeltetés szükséges az anyaghatékonyság érdekében, vagy a költségvetési korlátok alacsonyabb óradíjakat részesítenek előnyben a potenciális másodlagos műveletek ellenére.
Válassza a vízsugaras vágást, ha: az anyag vastagsága meghaladja az optimális lézeres tartományokat, kiváló élminőség szükséges, a HAZ nem elfogadható, az anyagok közé tartozik az alumínium, a rozsdamentes acél vagy az egzotikus ötvözetek, a szigorú tűrések kritikusak a teljes vastagságban, vagy az alkalmazás tiszta éleket igénylő elektromos alkatrészeket foglal magában.
Integráció a gyártási munkafolyamatba
Mindkét vágási módszer eltérően integrálódik a downstream gyártási folyamatokba, befolyásolva az általános termelési hatékonyságot és az alkatrész minőségét.
A lézerrel vágott alkatrészek gyakran igényelnek sorjázást, élkezelést vagy feszültségmentesítést, különösen a vastag szakaszoknál. A HAZ hőkezelést igényelhet a mechanikai tulajdonságok helyreállításához a kritikus alkalmazásokban. Azonban a gyorsabb vágási sebességek lehetővé tehetik a just-in-time termelési stratégiákat számos alkalmazáshoz.
A vízsugaras alkatrészek jellemzően közvetlenül a következő műveletekre kerülnek, mint például a formázás, hegesztés vagy összeszerelés, köztes feldolgozás nélkül. Ez az egyszerűsített munkafolyamat gyakran ellensúlyozza a lassabb vágási sebességeket a csökkentett kezelés és a másodlagos műveletek révén. A precíziós CNC megmunkálási szolgáltatásokkal való integráció zökkenőmentes a kiváló élminőség és a méretpontosság miatt.
Mindkét folyamat kiegészíti a gyártási szolgáltatásaink teljes skáláját, beleértve a formázást, a hegesztést és a felületkezelési műveleteket. A lényeg az, hogy olyan vágási módszert válasszunk, amely optimalizálja a teljes termelési munkafolyamatot, nem pedig kizárólag a vágási teljesítményre összpontosít.
Minőségellenőrzési és ellenőrzési követelmények
A minőségellenőrzési eljárások eltérnek a lézeres és a vízsugaras vágás között az egyes folyamatok jellegzetes tulajdonságai és azok tipikus alkalmazásai miatt.
A lézerrel vágott alkatrészeknél ellenőrizni kell az élminőség konzisztenciáját, a salak tapadást, a méretpontosságot, beleértve a potenciális termikus torzulást, a HAZ kiterjedését és tulajdonságait, valamint a felületi minőség változását a felső és az alsó vágott felületek között. A vastagabb szakaszok kúposságot mutathatnak, amelyet meg kell mérni és össze kell hasonlítani a specifikációkkal.
A vízsugaras vágott alkatrészeknél értékelni kell a méretpontosságot és a kúposságot, a felületi minőség konzisztenciáját, az él merőlegességét és a potenciális delaminációt a rétegelt anyagokban. A következetes vágási hatás jellemzően kiszámíthatóbb minőségi eredményeket eredményez a gyártási sorozatok során.
Mindkét folyamat profitál a kulcsparaméterek statisztikai folyamatszabályozási felügyeletéből, mint például a vágási sebesség, a fogyóeszközök állapota és a gép kalibrálása, hogy a gyártási sorozatok során következetes eredményeket lehessen fenntartani.
Környezetvédelmi és biztonsági szempontok
A környezeti hatások és a biztonsági követelmények jelentősen eltérnek a lézeres és a vízsugaras vágási műveletek között, befolyásolva a létesítményi követelményeket és az üzemeltetési eljárásokat.
A lézeres vágás füstöket és részecskéket generál, amelyek elszívó és szűrőrendszereket igényelnek. A segédgáz felhasználás, különösen a nitrogén a rozsdamentes acél vágásához, folyamatos környezetvédelmi szempontot jelent. A zajszint általában mérsékelt, de a lézerbiztonsági protokollok szigorú betartást igényelnek a szemsérülések megelőzése érdekében.
A vízsugaras vágás minimális légszennyező anyagot termel, de jelentős mennyiségű abrazív szuszpenziót generál, amely megfelelő ártalmatlanítást igényel. A vízkezelő és újrahasznosító rendszerek elengedhetetlenek a környezetvédelmi megfeleléshez. A zajszint magasabb, mint a lézeres vágásnál, ami hallásvédelmet igényel a kezelők számára.
Mindkét folyamat jelentős elektromos energiát fogyaszt, a lézerrendszerek jellemzően 20-100 kW-ot, a vízsugaras rendszerek pedig 50-200 kW-ot igényelnek a mérettől és a konfigurációtól függően. Az energiahatékonysági szempontok a lézeres vágást részesítik előnyben a legtöbb alkalmazásban a képességi tartományán belül.
Gyakran Ismételt Kérdések
Mi az a maximális vastagság, amelyet az egyes folyamatok megbízhatóan képesek vágni?
A lézeres vágás megbízhatóan kezeli a szénacélt 40-50 mm-ig és a rozsdamentes acélt 30-40 mm-ig jó élminőséggel. A vízsugaras vágás gyakorlatilag bármilyen anyagot képes feldolgozni 200+ mm vastagságig, egyenletes minőséggel, amelyet elsősorban a gép torokmélysége korlátoz, nem pedig a vágási képesség.
Hogyan viszonyul a vágási sebesség a lézeres és a vízsugaras vágás között vastag lemezeknél?
A lézeres vágás lényegesen gyorsabb a képességi tartományán belüli anyagoknál, gyakran 3-5-ször gyorsabb, mint a vízsugaras vágás. Azonban, ahogy a vastagság megközelíti a lézeres határokat, a sebességelőny csökken, miközben az élminőség romlik. A vízsugaras vágás a vastagságtól függetlenül állandó vágási sebességet tart fenn.
Melyik folyamat biztosít jobb méretpontosságot vastag lemezekhez?
A vízsugaras vágás következetesen kiváló méretpontosságot (±0,05-0,1 mm) biztosít minimális kúpossággal a teljes anyagvastagságban. A lézeres vágás pontossága a vastagsággal romlik a termikus hatások és a potenciális kúposság kialakulása miatt, jellemzően ±0,1-0,3 mm-t ér el a vastag szakaszokon.
Melyek a tipikus költségkülönbségek a lézeres és a vízsugaras vágás között?
A lézeres vágás általában alacsonyabb óradíjakat kínál (45-85 € vs 55-95 € a vízsugaras vágáshoz), de másodlagos műveleteket igényelhet. A vízsugaras vágásnak magasabbak a fogyóeszköz költségei (15-25 €/óra vs 2-8 €/óra), de ritkán van szüksége további feldolgozásra. A teljes projektköltség a konkrét követelményektől és az alkatrész összetettségétől függ.
Hogyan befolyásolják az anyag tulajdonságai a folyamat kiválasztását?
A szénacélok a lézeres vágást részesítik előnyben az exoterm reakció előnyei miatt, míg a fényvisszaverő anyagok (alumínium, réz) és a magas hőmérsékletű ötvözetek (Inconel, szerszámacélok) jobban teljesítenek a vízsugaras vágással. A rozsdamentes acéloknál mindkét folyamat használható, a lézer sebességet, a vízsugaras pedig kiváló élminőséget biztosít.
Milyen másodlagos műveletek szükségesek jellemzően az egyes folyamatokhoz?
A lézerrel vágott alkatrészek gyakran igényelnek sorjázást, salak eltávolítást és potenciálisan hőkezelést a HAZ hatásainak kezelésére. A vízsugaras alkatrészek jellemzően minimális másodlagos műveleteket igényelnek a szokásos tisztításon túl, közvetlenül a következő gyártási lépésekre kerülnek, mint például a hegesztés vagy a formázás.
Melyik folyamat a jobb a hegesztést igénylő alkatrészekhez?
A vízsugaras vágás általában előnyben részesített a hegesztést igénylő alkatrészekhez a HAZ hiánya és a kiváló élminőség miatt. A vízsugaras vágással előállított tiszta, oxidmentes él kiküszöböli a potenciális hegesztési szennyeződés forrásait és csökkenti a hegesztés előtti előkészítési időt.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece