A lejtésszögek tervezése fémöntvényekhez: Praktikus útmutató mérnököknek
A lejtésszögeket gyakran figyelmen kívül hagyják a tervezési szakaszban, pedig a nem megfelelő lejtésszög-specifikációk a precíziós fém alkatrészek öntési hibáinak akár 40%-át is okozhatják. A különbség aközött, hogy egy alkatrész tisztán leválik a formáról, vagy költséges másodlagos műveleteket igényel, az anyagjellemzők, a geometria és a gyártási korlátok közötti komplex kapcsolat megértésében rejlik.
Főbb tudnivalók
- A lejtésszögek jellemzően 0,5°-tól 3°-ig terjednek az öntési eljárástól függően, a nyomásos öntés minimális szögeket (0,5-1°) igényel, míg a homoköntés 1-3°-ot
- A belső jellemzők 25-50%-kal meredekebb lejtésszögeket igényelnek, mint a külső felületek a hűtés során fellépő zsugorodási erők miatt
- A megfelelő lejtésszög-tervezés 30-60%-kal csökkentheti a megmunkálási költségeket a nem kritikus felületeken végzett másodlagos műveletek kiküszöbölésével
- Az anyagválasztás közvetlenül befolyásolja a lejtésszög-igényeket, az alumíniumötvözetek szűkebb szögeket tesznek lehetővé, mint az acél- vagy vasöntvények
A lejtésszög alapjainak megértése
A lejtésszögek a sikeres alkatrész-kidobás elsődleges mechanizmusaként szolgálnak az öntőformákból. Megfelelő lejtés nélkül a hűlő fém rázsugorodik a forma felületeire, ami interferenciát okoz, ami megakadályozza a tiszta elválasztást. Ez az alapvető zsugorodási viselkedés jelentősen eltér a különböző ötvözetrendszerek között, és pontos számítást igényel az optimális eredmények eléréséhez.
A lejtésigények mögött meghúzódó fizika a hőtágulási együtthatókra összpontosít. Az alumíniumötvözetek, mint például az A356-T6, körülbelül 1,3%-os lineáris zsugorodási rátát mutatnak, míg a gömbgrafitos vas (ASTM A536) 1,0%-kal zsugorodik. Ezek a különbségek közvetlenül eltérő lejtésszög-igényekké alakulnak át, az alumíniumöntvények gyakran meredekebb szögeket tesznek lehetővé az alacsonyabb zsugorodási erők miatt.
A gyártási tűrések kritikus szerepet játszanak a lejtésszög-specifikációban. A szokásos gyakorlat az ISO 2768-m tűréseket követi a közepes pontosságú öntvények esetében, ami jellemzően ±0,5°-os eltérést tesz lehetővé a lejtésszögekben. A nagy pontosságú alkalmazások azonban szigorúbb, ±0,2°-os szabályozást igényelhetnek, ami kifinomultabb szerszámozási és folyamatszabályozási intézkedéseket tesz szükségessé.
Folyamatspecifikus lejtésszög-követelmények
A nyomásos öntés jelenti a legigényesebb alkalmazást a lejtésszög-optimalizálás szempontjából. A nagynyomású befecskendezési eljárás és a gyors hűtési ciklusok egyedi kihívásokat jelentenek, amelyek speciális tervezési szempontokat igényelnek. A nyomásos öntés tipikus lejtésszögei 0,5°-tól 1,5°-ig terjednek, az alsó határ a külső felületekre és az egyszerű geometriákra van fenntartva.
A homoköntési eljárások nagylelkűbb lejtésszögeket tesznek lehetővé a homokformák engedékeny jellege miatt. A külső felületek jellemzően 1°-tól 2°-ig terjedő lejtést igényelnek, míg a belső jellemzők 1,5°-tól 3°-ig. A homokkeverék nyomószilárdsága közvetlenül befolyásolja ezeket a követelményeket, a nagyobb szilárdságú formák csökkentett lejtésszögeket tesznek lehetővé.
A viaszvesztéses öntés kínálja a legszigorúbb tűréseket, de gondos lejtésfigyelmet igényel a viaszminta eltávolításához. A 0,25°-tól 1°-ig terjedő lejtésszögek gyakoriak, a kerámiahéj-eljárás pedig közel nettó alakú gyártást tesz lehetővé. Ez a pontosság a hagyományos homoköntési módszerekhez képest 20-40%-os költségfelárral jár.
| Öntési eljárás | Külső lejtés (°) | Belső lejtés (°) | Tipikus tűrés (±°) | Relatív költség |
|---|---|---|---|---|
| Présöntés | 0.5-1.5 | 0.75-2.0 | 0.2 | Magas |
| Homoköntés | 1.0-2.0 | 1.5-3.0 | 0.5 | Alacsony |
| Viaszvesztéses öntés | 0.25-1.0 | 0.5-1.5 | 0.2 | Nagyon magas |
| Állandó formába öntés | 0.75-1.5 | 1.0-2.5 | 0.3 | Közepes |
Anyagspecifikus lejtés szempontok
Az alumíniumötvözetek uralják a precíziós öntési alkalmazásokat kedvező zsugorodási jellemzőik és kiváló megmunkálhatóságuk miatt. Az A356-T6, a leggyakoribb repülőgépipari öntvényötvözet, egyszerű geometriák esetén akár 0,5°-os lejtésszögeket is lehetővé tesz. A T6 hőkezelés olyan méretstabilitást biztosít, amely a hőciklus során megőrzi a lejtésszög integritását.
Az acélöntvények nagyobb kihívásokat jelentenek a nagyobb zsugorodási erők és a fokozott formaadhézió miatt. A szénacél minőségek, mint például az ASTM A216 WCB, legalább 1,5°-os lejtésszöget igényelnek a külső felületekhez, ami a belső jellemzők esetében 2,5°-ra emelkedik. A magasabb olvadáspont és hőtágulási együttható hozzájárul ezekhez a megnövekedett követelményekhez.
A vasöntvény alkalmazások, különösen az ASTM A536 szabványnak megfelelő gömbgrafitos vas, mérsékelt lejtésigényeket mutatnak az alumínium és az acél között. A 65-45-12 minőségű gömbgrafitos vas jellemzően 1°-tól 2°-ig terjedő lejtést igényel a külső felületeken, a belső jellemzők pedig 1,5°-tól 2,5°-ig. A grafit szerkezet némi kenést biztosít a kidobás során, csökkentve az adhéziós erőket az acélhoz képest.
| Anyag | Zsugorodási ráta (%) | Min. Külső lejtés (°) | Min. Belső lejtés (°) | Megmunkálhatóság |
|---|---|---|---|---|
| A356-T6 Alumínium | 1.3 | 0.5 | 0.75 | Kiváló |
| A380 Alumínium | 1.2 | 0.5 | 0.75 | Jó |
| ASTM A216 WCB Acél | 2.1 | 1.5 | 2.5 | Kielégítő |
| A536 Gömbgrafitos vas | 1.0 | 1.0 | 1.5 | Jó |
Geometriai komplexitás és lejtésoptimalizálás
A komplex geometriák kifinomult lejtésszög-stratégiákat igényelnek, amelyek figyelembe veszik a változó falvastagságokat, az alámenéseket és az átmeneti zónákat. A mély üregek különös kihívásokat jelentenek, mivel a megnövekedett felületi érintkezési terület felerősíti a kidobási erőket. Egy általános szabály 0,1°-os lejtésszög-növekedést alkalmaz minden 25 mm-es üregmélységre az első 50 mm-en túl.
A bordázási és kiemelkedési jellemzők gondos lejtésfigyelmet igényelnek a kidobás során fellépő feszültségkoncentráció megelőzése érdekében. A bordáknak a primer felületekkel konzisztens lejtésszögeket kell fenntartaniuk, míg a kiemelkedések független lejtéselemzést igényelnek. A jellemzők közötti metszéspontok gyakran kritikus területekké válnak, ahol a nem megfelelő lejtés szakadáshoz vagy dörzsölődéshez vezet az alkatrész eltávolítása során.
A többirányú választóvonalak jelentősen bonyolítják a lejtésszög-megvalósítást. Minden választófelület független lejtésfigyelmet igényel, ami gyakran kompromisszumos megoldásokhoz vezet, amelyek egyensúlyban tartják a gyárthatóságot a funkcionális követelményekkel. A fejlett CAD-rendszerek ma már tartalmaznak lejtéselemző eszközöket, amelyek a szerszámgyártás előtt megjelenítik a potenciális kidobási konfliktusokat.
A felületi érdesség hatása a lejtésigényekre
A felületi érdesség specifikációk közvetlenül befolyásolják a lejtésszög-igényeket a forma-alkatrész adhézióra gyakorolt hatásuk révén. A 3,2 μm alatti Ra értékek növelik a felületi érintkezési területet, ami meredekebb lejtésszögeket igényel az adhéziós erők leküzdéséhez. Ezzel szemben a szabályozott érdességi minták csökkenthetik a lejtésigényeket a minimálisra csökkentve az érintkezési területet.
A texturált felületek egyedi kihívásokat jelentenek a lejtésszög-számítás szempontjából. A bőr textúrák, amelyeket általában esztétikai alkalmazásokhoz specifikálnak, a textúra mélységétől függően 0,25°-tól 0,5°-ig növelhetik a tényleges lejtésigényeket. A textúra alkalmazásának iránya a lejtés irányához viszonyítva kritikus fontosságú az alkatrész sikeres kidobásához.
A nagy pontosságú eredményekhez,Kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
Az EDM (Electrical Discharge Machining) felületi érdességek, miközben kiváló méretpontosságot biztosítanak, olyan mikrotextúrákat hoznak létre, amelyek növelhetik az adhéziós erőket. Az EDM-felületkezelést igénylő alkatrészek gyakran 0,2°-tól 0,3°-ig terjedő további lejtésszöget igényelnek a megnövekedett felületi kölcsönhatás kompenzálására. Ez a szempont különösen fontos a precíziós szerszámozási alkalmazásoknál, ahol a felületi integritás kiemelten fontos.
Gazdasági optimalizálás a lejtéstervezésen keresztül
A lejtésszög-optimalizálás közvetlenül befolyásolja a gyártási költségeket a másodlagos megmunkálási követelményekre gyakorolt hatása révén. A megfelelő lejtéssel tervezett alkatrészek gyakran kiküszöbölhetik a megmunkálási műveleteket a nem kritikus felületeken, 30-60%-kal csökkentve a teljes termelési költségeket. Ez a költségcsökkentés a termelési mennyiségek növekedésével válik jelentősebbé.
A szerszámozási költségek szorosan összefüggenek a lejtésszög komplexitásával. Az egyszerű, egyenletes lejtésszögek minimalizálják a szerszámozás komplexitását és csökkentik a gyártási időt. A komplex lejtésigények 25-40%-kal növelhetik a szerszámozási költségeket a formaüregekhez szükséges további megmunkálási idő miatt. Az alkatrész funkcionalitása és a gyártási költségek közötti kompromisszum gondos elemzést igényel a tervezési szakaszban.
A másodlagos műveletek, mint például a CNC megmunkálás öntés után szükségessé válnak, ha a lejtésszögek nem tudják biztosítani a szükséges felületi érdességet vagy méretpontosságot. Ezen megmunkált felületek stratégiai elhelyezése a fennmaradó felületeken optimalizált lejtésszögekkel kombinálva biztosítja a leggazdaságosabb gyártási megközelítést.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek kiváló minőségellenőrzést és versenyképes árakat biztosítanak a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, beleértve a lejtésszög-optimalizálást is az átfogó tervezési felülvizsgálati folyamatunkban.
Fejlett lejtésszög-technikák
A változó lejtésszögek egy fejlett technikát képviselnek a komplex geometriák optimalizálására. Ez a megközelítés különböző lejtésszögeket alkalmaz ugyanazon jellemző különböző szakaszaira a helyi geometriai követelmények alapján. A mély zsebek a választóvonalnál 0,5°-os lejtéssel kezdődhetnek, és a kidobás megkönnyítése érdekében a maximális mélységben 2°-ra növekedhetnek.
A vegyes lejtésszögek a lineáris lejtést ívelt átmenetekkel kombinálják a komplex felületi geometriák befogadására. Az autóipari alkalmazások gyakran alkalmazzák ezt a technikát olyan esztétikai alkatrészekhez, ahol az egyenes lejtésvonalak vizuálisan kifogásolhatók lennének. A számítási komplexitás jelentősen megnő, ami speciális CAD-eszközöket igényel a pontos megvalósításhoz.
A választóvonal-lejtéskezelés kritikus fontosságú a többüreges szerszámozásban, ahol az egyes üregek eltérő lejtésigényekkel rendelkezhetnek. A lejtésszögek kiegyensúlyozása több üreg között a konzisztens alkatrészminőség fenntartása mellett kifinomult folyamatszabályozást és szerszámtervezést igényel. Ez a komplexitás gyakran indokolja a további mérnöki beruházást a nagy volumenű gyártási sorozatokhoz.
Minőségellenőrzés és lejtésellenőrzés
A lejtésszög-ellenőrzés a hagyományos méretellenőrzésen túl speciális mérési technikákat igényel. A forgóasztalokkal felszerelt koordináta-mérőgépek (CMM-ek) biztosítják a legpontosabb lejtésszög-mérést, amely megfelelően kalibrálva jellemzően ±0,05°-os pontosságot ér el. Ez a pontosság elengedhetetlen a nagy volumenű gyártásnál, ahol a kis eltérések jelentős minőségi problémákká halmozódhatnak fel.
Az optikai mérőrendszerek gyors lejtésszög-ellenőrzést kínálnak a termelési környezetek számára. Ezek az érintésmentes rendszerek mérhetik a lejtésszögeket a teljes alkatrészfelületen, azonosítva azokat az eltéréseket, amelyek a szerszámkopásra vagy a folyamat eltolódására utalhatnak. Az ilyen rendszerek bevezetése jellemzően 40-60%-kal csökkenti az ellenőrzési időt a hagyományos érintéses módszerekhez képest.
A lejtésszög-mérésekre alkalmazott statisztikai folyamatszabályozás (SPC) korai figyelmeztetést ad a szerszámok leromlására. A lejtésszög-változások időbeli nyomon követése olyan mintákat tár fel, amelyek előre jelzik, mikor válik szükségessé a szerszámok karbantartása vagy cseréje. Ez a proaktív megközelítés megelőzheti a minőségi problémákat és jelentősen csökkentheti a selejtarányt.
A szivárgásmentes szerelvényeket igénylő alkalmazásokhoz a megfelelő lejtésszögek a vákuumimpregnálási eljárásokkal együttműködve biztosítják az optimális tömítési teljesítményt. A megfelelő lejtéstervezéssel elért felületi integritás fokozza a későbbi tömítési műveletek hatékonyságát.
Integráció a modern gyártással
A digitális gyártási munkafolyamatok ma már automatizált tervezési ellenőrzésként tartalmazzák a lejtésszög-optimalizálást. A mesterséges intelligenciával működő tervezőrendszerek képesek elemezni a komplex geometriákat, és optimális lejtésszögeket javasolni az anyagválasztás, az öntési eljárás és a minőségi követelmények alapján. Ezek a rendszerek csökkentik a tervezési iterációs időt, miközben javítják a gyárthatósági előrejelzéseket.
Az öntési minták additív gyártása lehetővé teszi a komplexebb lejtésszög-megvalósításokat, amelyek hagyományos mintakészítési technikákkal nehezen vagy egyáltalán nem lennének kivitelezhetők. A 3D-nyomtatott minták változó lejtésszögeket és komplex geometriákat tartalmazhatnak a méretpontosság megőrzése mellett. Ez a képesség új lehetőségeket nyit meg az alkatrésztervezés optimalizálására a hagyományos gyártási korlátok nélkül.
Az öntési eljárások integrálása a kiegészítő gyártási módszerekkel, mint például a lemezmegmunkálási szolgáltatások, gondos figyelembe veszi a lejtésszögeket a hibrid szerelvényekben. Az öntött alkatrészekhez hegesztett vagy csatlakoztatott alkatrészeknek kompatibilis lejtésszögekkel kell rendelkezniük a végső szerelvény megfelelő illeszkedésének és felületének biztosítása érdekében.
Az Ipar 4.0 implementációk nyomon követik a lejtésszög teljesítményét a teljes termék életciklusa során, a tervezéstől a gyártáson át a helyszíni szervizig. Ez az átfogó adatgyűjtés lehetővé teszi a lejtésszög-specifikációk és a gyártási folyamatok folyamatos fejlesztését. Az ebből eredő optimalizálás javíthatja az alkatrészminőséget, miközben csökkenti a gyártási költségeket a gyártási szolgáltatásaink során.
Gyakran ismételt kérdések
Mi az alumínium nyomásos öntvények minimális lejtésszöge?
Az alumínium nyomásos öntvények jellemzően 0,5°-os minimális lejtésszöget igényelnek a külső felületekhez és 0,75°-ot a belső jellemzőkhöz. Ezek az értékek a standard A380 és A356 ötvözetekre vonatkoznak, 2 mm feletti falvastagsággal. A vékonyabb falak vagy a komplex geometriák akár 1,5°-ig terjedő megnövekedett lejtésszögeket is igényelhetnek.
Hogyan befolyásolja a felületi érdesség a lejtésszög-igényeket?
A felületi érdesség közvetlenül befolyásolja a lejtésigényeket a forma-alkatrész adhézió révén. A simább felületek (Ra< 3,2 μm) növelik az érintkezési területet, és meredekebb lejtésszögeket igényelnek, jellemzően 0,2-0,3°-ot adva a standard követelményekhez. A texturált felületek további 0,25-0,5°-ot igényelhetnek a textúra mélységétől és irányától függően.
A lejtésszögek teljesen kiküszöbölhetők az öntés utáni megmunkálással?
Bár a megmunkálás kiküszöbölheti a lejtésszögek szükségességét a kész felületeken, az öntési eljárás továbbra is lejtést igényel a sikeres formaelválasztáshoz. A stratégiai tervezés a megmunkált felületeket a kritikus méretekre helyezi, miközben a fennmaradó felületeken megfelelő lejtést tart fenn a költséghatékony gyártás érdekében.
Milyen lejtésszögek szükségesek a viaszvesztéses öntési eljárásokhoz?
A viaszvesztéses öntés teszi lehetővé a legkisebb lejtésszögeket, jellemzően 0,25-1,0°-ot a külső felületekhez és 0,5-1,5°-ot a belső jellemzőkhöz. A kerámiahéj-eljárás és a viaszminta eltávolítása teszi lehetővé ezeket a szigorú tűréseket, így a viaszvesztéses öntés ideális a közel nettó alakú alkalmazásokhoz.
Hogyan számíthatom ki a lejtésszögeket a mély üregekhez és zsebekhez?
A mély üregek megnövekedett lejtésszögeket igényelnek a nagyobb kidobási erők leküzdéséhez. Alkalmazzon 0,1°-os növekedést minden 25 mm-es mélységre az első 50 mm-en túl. Például egy 100 mm mély zseb további 0,2°-ot igényelne az adott öntési eljáráshoz tartozó standard lejtésszögön felül.
A különböző alumíniumötvözetek különböző lejtésszögeket igényelnek?
Igen, az alumíniumötvözet összetétele befolyásolja a lejtésigényeket a változó zsugorodási ráták és a formaadhéziós jellemzők révén. Az A356-T6 kiváló méretstabilitása miatt minimális szögeket tesz lehetővé, míg a magasabb szilíciumtartalmú ötvözetek a különböző zsugorodási viselkedések miatt kissé megnövekedett lejtésszögeket igényelhetnek.
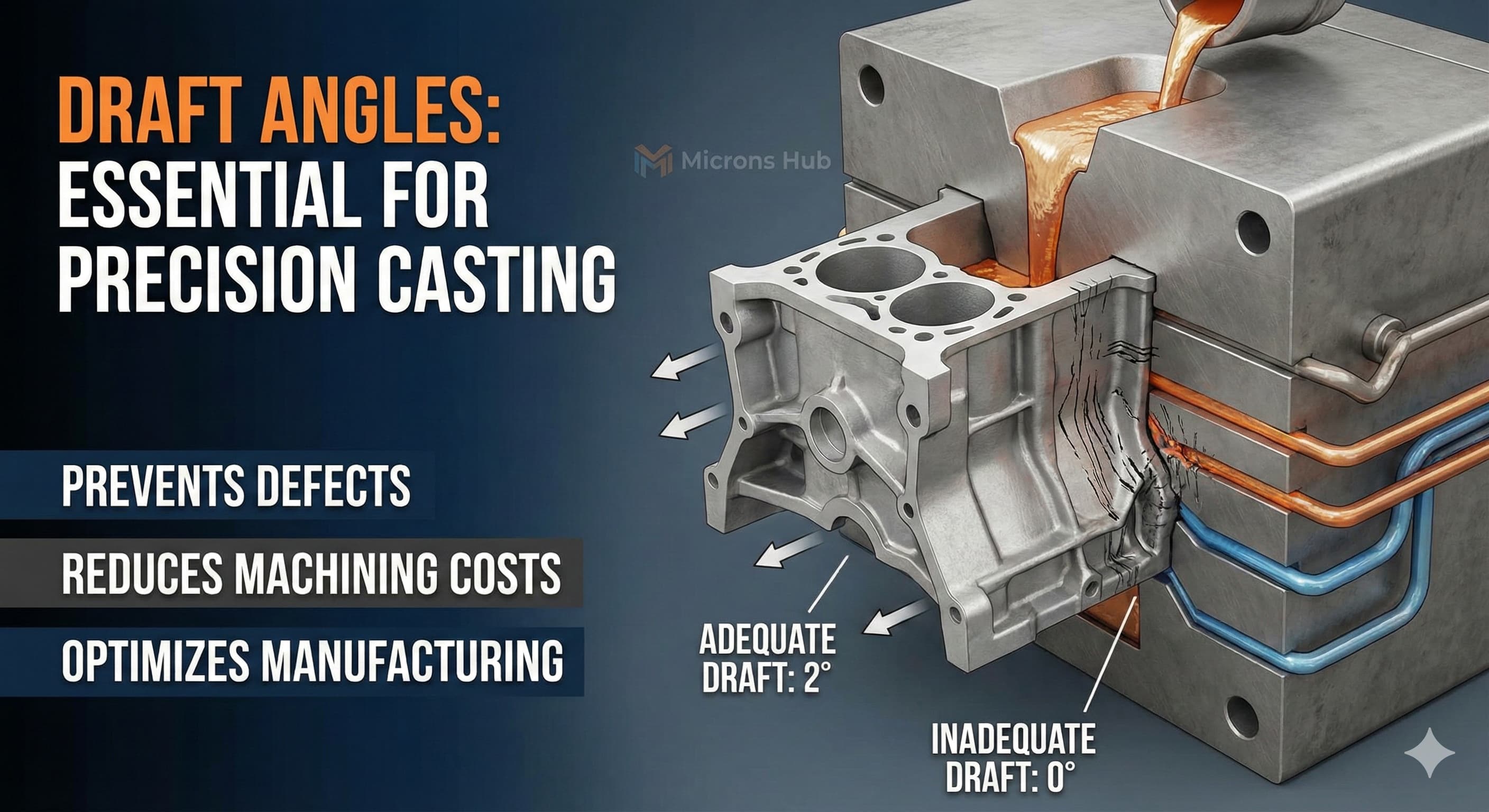
Mi történik, ha a lejtésszögek nem elegendőek a gyártás során?
A nem megfelelő lejtésszögek öntési hibákat okoznak, beleértve a felületi szakadást, a méretbeli torzulást, a megnövekedett ciklusidőket és a szerszámok idő előtti kopását. Súlyos esetekben az alkatrészeket sérülés nélkül lehetetlen eltávolítani a formákból, ami 100%-os selejtarányt eredményez a szerszámok módosításának befejezéséig.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece