Ékhornyok megmunkálása: Forgácsolás vs. huzalos EDM a precíziós fogaskerekekhez
Az ékhornyok megmunkálásához alkalmazott optimális gyártási folyamat kiválasztása közvetlenül befolyásolja a fogaskerekek pontosságát, a gyártási költségeket és a szállítási határidőket. A forgácsolás és a huzalos EDM közötti választás alapvetően meghatározza az alkatrész méretpontosságát, a felületi minőségét és az általános gyártási hatékonyságát.
Mindkét eljárás eltérő szerepet játszik a precíziós fogaskerekek gyártásában, alkalmazásuk, képességeik és költségstruktúrájuk azonban jelentősen eltér. E különbségek megértése lehetővé teszi a megalapozott döntéshozatalt az Ön egyedi projektkövetelményeihez.
Főbb tudnivalók
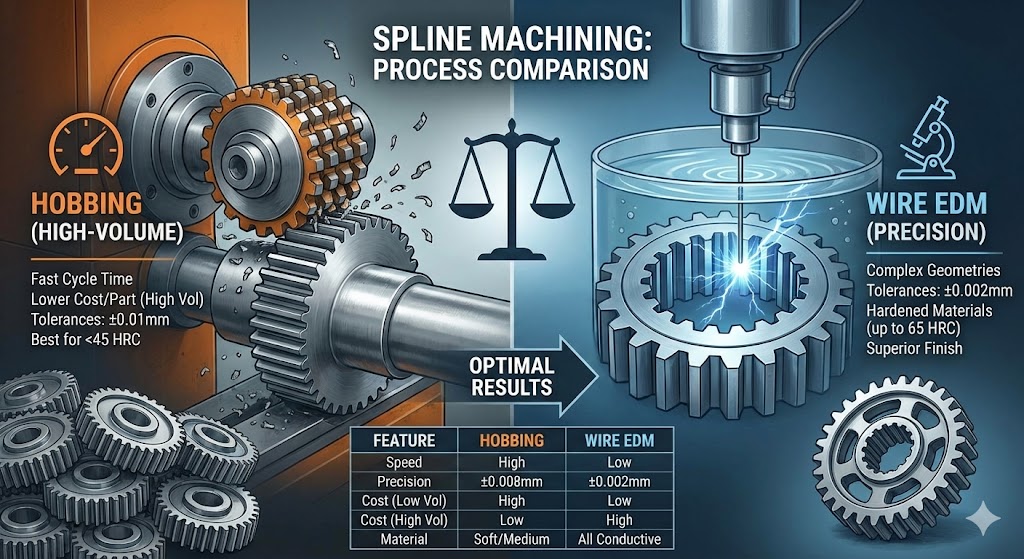
- A forgácsolás nagy volumenű gyártásban jeleskedik, gyorsabb ciklusidőkkel és alacsonyabb egy darabra jutó költségekkel a szabványos ékhorony profilok esetében
- A huzalos EDM kiváló pontosságot (±0,002 mm tűrés) biztosít, és olyan komplex geometriákat kezel, amelyeket a forgácsolás nem tud elérni
- A 45 HRC feletti anyagkeménység általában huzalos EDM-et igényel, míg a lágyabb anyagok a forgácsolás hatékonyságából profitálnak
- A költségkeresztezés 500-1000 darab körül következik be, a komplexitástól és az anyagspecifikációktól függően
Az ékhornyok megmunkálásának alapjai
Az ékhornyok megmunkálása precíz fogprofilokat hoz létre, amelyek nyomatékot adnak át a forgó tengelyek között. Ezek az alkatrészek kivételes pontosságot igényelnek a foggeometriában, a távolságban és a felületi minőségben a megfelelő illeszkedés és terheléselosztás biztosítása érdekében.
A gyártási folyamatnak szigorú tűréseket kell tartania több dimenzióban: fogvastagság, gyökérátmérő, legnagyobb átmérő és osztópontosság. Bármely paraméter eltérése közvetlenül befolyásolja a fogaskerék teljesítményét, zajszintjét és élettartamát.
A modern ékhorony alkalmazások az autóipari sebességváltóktól kezdve a repülőgépipari aktuátorokon át az ipari gépekig terjednek, ahol a pontossági követelmények gyakran meghaladják a ±0,01 mm-t a kritikus méreteknél. Ezen specifikációk teljesítése gondos folyamatválasztást igényel az anyagtulajdonságok, a gyártási volumen és a geometriai komplexitás alapján.
Forgácsolási folyamat elemzése
A forgácsolás egy folyamatos generáló eljárás, ahol egy spirális vágószerszám fokozatosan távolítja el az anyagot az ékhornyok fogainak kialakításához. A forgácsolófej szinkronban forog a munkadarabbal, precíz fogprofilokat hozva létre összehangolt előtolási mozgásokkal.
Ez az eljárás kiválóan alkalmas involvens ékhorony profilok előállítására, egyenletes foggeometriával a teljes homlokszélességben. A folyamatos vágási művelet sima felületeket hoz létre, amelyek jellemzően Ra 1,6 és Ra 3,2 μm közöttiek, a vágási paraméterektől és a szerszám állapotától függően.
Az anyageltávolítási sebesség a forgácsolásnál jelentősen meghaladja a huzalos EDM-ét, a tipikus vágási sebesség acél alkatrészeknél eléri a 200-400 m/percet. Ez a termelékenységi előny kulcsfontosságú a nagy volumenű gyártásban, ahol a ciklusidő közvetlenül befolyásolja a gyártási költségeket.
A forgácsolás különféle ékhorony típusokat képes kezelni, beleértve az involvens, egyenes oldalú és recézett profilokat. Az eljárás azonban speciális szerszámozást igényel minden egyes ékhorony specifikációhoz, a forgácsolófejek költsége 2500 és 15 000 euró között mozog, a modulmérettől és a pontossági osztálytól függően.
A folyamat korlátai közé tartozik a kis átmérőjű belső ékhornyok megmunkálásának korlátozott képessége, a 45 HRC feletti edzett anyagokkal kapcsolatos kihívások, valamint a szerszám hozzáférhetősége által támasztott geometriai korlátok. Ezeket a tényezőket figyelembe kell venni a tervezési és folyamattervezési szakaszokban.
Huzalos EDM folyamat jellemzői
A huzalos szikraforgácsolás (EDM) szabályozott elektromos szikrákat használ az anyag erodálására egy programozott útvonal mentén. Egy folyamatosan mozgó huzalelektróda, jellemzően 0,15-0,25 mm átmérőjű, precíz vágásokat hoz létre az elektromosan vezető anyagokon keresztül, a keménységtől függetlenül.
Az eljárás kivételes méretpontosságot ér el, a tűrések a kritikus méreteknél elérik a ±0,002 mm-t. Ez a pontossági szint elengedhetetlen a repülőgépipari alkalmazásokhoz és a nagy teljesítményű fogaskerék rendszerekhez, ahol a szabványos gyártási folyamatok nem tudják teljesíteni a követelményeket.
A huzalos EDM komplex ékhorony geometriákat kezel, beleértve a megszakított profilokat, az aszimmetrikus fogformákat és az integrált jellemzőket, amelyeket hagyományos módszerekkel nem lehet megmunkálni. A folyamat rugalmassága kiterjed a 65 HRC-ig terjedő edzett anyagokra is, a pontosság vagy a felületi minőség romlása nélkül.
A huzalos EDM felületi minősége Ra 0,8 és Ra 2,5 μm között van, a vágási paraméterektől és a befejező menetektől függően. A többszöri vágás lehetővé teszi a vágási sebesség és a felületi minőség közötti optimalizálást, a durva vágások eltávolítják a tömeges anyagot, a befejező menetek pedig elérik a végső méreteket.
A folyamat a precíziós CNC megmunkálási szolgáltatásainkon keresztül működik, fejlett huzalos EDM képességekkel, lehetővé téve a komplex geometriákat és a szűk tűréseket, amelyeket a hagyományos megmunkálás nem tud elérni.
A huzalos EDM vágási sebessége jelentősen változik az anyagvastagságtól és a szükséges felületi minőségtől függően. A tipikus sebesség 20-200 mm²/perc között van, ami lényegesen lassabb, mint a forgácsolás, de ezt kompenzálja a kiváló pontosság és a geometriai rugalmasság.
Pontosság és tűrés összehasonlítása
A méretpontosság kritikus megkülönböztető tényezőt jelent a forgácsolási és a huzalos EDM eljárások között. A elérhető tűrések megértése irányt mutat a megfelelő eljárás kiválasztásához az adott alkalmazásokhoz.
| Tolerancia paraméter | Fogmarás | Huzalszikraforgácsolás | Alkalmazási hatás |
|---|---|---|---|
| Osztás pontossága | ±0,008 mm | ±0,002 mm | Kritikus a sima fogazáshoz |
| Fogvastagság | ±0,01 mm | ±0,003 mm | Befolyásolja a holtjáték szabályozását |
| Gyökérrádiusz | ±0,02 mm | ±0,005 mm | Befolyásolja a feszültségkoncentrációt |
| Felületi érdesség (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Befolyásolja a kopásállóságot |
| Körfutás | ±0,01 mm | ±0,005 mm | Kritikus az egyensúly szempontjából |
Ezek a tűrési képességek közvetlenül befolyásolják az alkatrészek teljesítményét az igényes alkalmazásokban. A repülőgépipari sebességváltók általában huzalos EDM pontosságot igényelnek, míg az autóipari alkalmazások gyakran elfogadják a forgácsolási tűréseket megfelelő tervezési ráhagyásokkal.
Az alkatrészek közötti ismételhetőség egy másik kulcsfontosságú tényező. A forgácsolás megfelelően karbantartva ±0,005 mm-en belül tartja a következetes eredményeket a gyártási sorozatok során. A huzalos EDM kiváló ismételhetőséget ér el ±0,002 mm-nél, ami elengedhetetlen a cserélhető alkatrészekhez.
A megmunkálás során fellépő hőmérsékleti hatások befolyásolhatják a végső méreteket. A forgácsolás jelentős hőt termel, ami gondos hűtőfolyadék-kezelést igényel a termikus torzulás elkerülése érdekében. A huzalos EDM alacsonyabb hőmérsékleten működik, minimalizálva a hőhatásokat a méretpontosságra.
Anyagkompatibilitás és korlátozások
Az anyagtulajdonságok jelentősen befolyásolják az ékhornyok megmunkálásához szükséges eljárás kiválasztását. Mindegyik módszernek megvannak a maga előnyei és korlátai az anyagjellemzők alapján.
A forgácsolás optimálisan működik a 45 HRC alatti keménységű anyagokon. Gyakori alkalmazások közé tartozik az AISI 4140 acél (28-35 HRC), az AISI 8620 betétben edzhető acél és a különféle alumíniumötvözetek. Az eljárás nehézségekkel küzd az 50 HRC feletti edzett acélokkal a túlzott szerszámkopás és a gyenge felületi minőség miatt.
A huzalos EDM bármilyen elektromosan vezető anyagot képes kezelni a keménységtől függetlenül. Ez a képesség lehetővé teszi a szerszámacélok 60+ HRC-n történő megmunkálását, az Inconel 718-at, a titánötvözeteket és az edzett csapágyacélokat. A folyamat korlátozása a nem vezető anyagok, például a kerámiák és bizonyos műanyagok.
| Anyagtípus | Fogmarási alkalmasság | Huzalszikraforgácsolási alkalmasság | Preferált eljárás |
|---|---|---|---|
| Lágy acél (<35 HRC) | Kiváló | Jó | Fogmarás (költségelőny) |
| Közepes acél (35-45 HRC) | Jó | Kiváló | Mennyiségfüggő |
| Kemény acél (>50 HRC) | Gyenge | Kiváló | Huzalszikraforgácsolás szükséges |
| Alumíniumötvözetek | Kiváló | Jó | Fogmarás (termelékenység) |
| Titánötvözetek | Korlátozott | Kiváló | Huzalszikraforgácsolás preferált |
| Inconel/Szuperszövetségek | Nagyon korlátozott | Kiváló | Csak huzalszikraforgácsolás |
Az anyagvastagság szintén befolyásolja a folyamat kiválasztását. A forgácsolás hatékonyan kezeli a különböző homlokszélességeket, míg a huzalos EDM vágási sebessége a vastagság növekedésével csökken. A 100 mm-t meghaladó vastagságú alkatrészek a termelékenység miatt a forgácsolást részesíthetik előnyben.
A maradó feszültségminták eltérnek a folyamatok között. A forgácsolás nyomófeszültségeket vezet be, amelyek előnyösek a kifáradással szembeni ellenállás szempontjából, míg a huzalos EDM minimális maradó feszültséget hoz létre, de kritikus alkalmazásoknál feszültségmentesítő kezeléseket igényelhet.
Költségelemzés és gazdasági szempontok
A teljes költségstruktúra megértése lehetővé teszi a pontos folyamatválasztást a projektgazdaságosság alapján, nem pedig a kezdeti benyomások alapján.
A forgácsolás jelentős kezdeti szerszámozási beruházást igényel, a forgácsolófejek 2500-15 000 euróba kerülnek a specifikációktól függően. Ezek a szerszámok azonban több ezer alkatrészt gyártanak a csere előtt, ami drámaian csökkenti az egy darabra jutó szerszámozási költségeket a nagy volumenű gyártásban.
A huzalos EDM kiküszöböli az egyedi szerszámozási költségeket, de magasabb óradíjakkal működik a lassabb vágási sebesség és a fogyóhuzal költségei miatt. A tipikus huzalos EDM díjak 45-85 euró között mozognak óránként, beleértve a huzalfogyasztást és a gép általános költségeit.
A nagy pontosságú eredményekhez kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
| Költségtényező | Fogmarás | Huzalszikraforgácsolás | Mennyiségi hatás |
|---|---|---|---|
| Beállítási költség | €800-€2,000 | €200-€500 | Alacsony mennyiségnél a huzalszikraforgácsolás kedvezőbb |
| Szerszámköltség | €2,500-€15,000 | €0 (csak fogyóeszközök) | A termelés során amortizálódik |
| Óradíj | €35-€55 | €45-€85 | Állandó a mennyiségeknél |
| Ciklusidő (darabonként) | 15-45 perc | 2-8 óra | A fogmarás előnye skálázható |
| Másodlagos műveletek | Sorjázás, ellenőrzés | Minimális befejező műveletek | Növeli a fogmarás költségét |
A gazdasági fordulópont tipikusan 500-1000 alkatrész között következik be a szabványos ékhorony geometriák esetében. A komplex profilok vagy a szűk tűrések ezt az egyensúlyt a huzalos EDM felé tolhatják még nagyobb volumeneknél is.
A minőséggel kapcsolatos költségeket is bele kell foglalni a gazdasági elemzésbe. A forgácsolás további minőségellenőrzési intézkedéseket és potenciális javításokat igényelhet, míg a huzalos EDM kiváló pontossága gyakran kiküszöböli ezeket az aggályokat.
Az átfutási időre vonatkozó szempontok befolyásolják a teljes projektköltségeket. A forgácsolás forgácsolófej beszerzést igényel 8-12 hetes szállítási idővel, míg a huzalos EDM azonnal megkezdhető szabványos huzalelektródákkal.
Felületi minőség és minőségi jellemzők
A felületi minőség közvetlenül befolyásolja a fogaskerék teljesítményét, befolyásolva a súrlódást, a kopásállóságot és a zajkeltést működés közben.
A forgácsolás a vágási irányba igazodó jellegzetes előtolási nyomokat hoz létre, olyan felületi textúrákat hozva létre, amelyek kritikus alkalmazásoknál további befejező műveleteket igényelhetnek. A felületi érdesség jellemzően Ra 1,6 és Ra 3,2 μm között van, a vágási paraméterektől és a szerszám állapotától függően.
A huzalos EDM jellegzetes felületi mintázatokat hoz létre az elektromos kisüléses erózióból, mikroszkopikus krátereket hozva létre, amelyek hatékonyan képesek megkötni a kenőanyagokat. A felületi minőség Ra 0,8 és Ra 2,5 μm között van a megfelelő paraméteroptimalizálással.
A felületi minőség és a vágási paraméterek közötti kapcsolat lehetővé teszi az optimalizálást az egyedi követelményekhez. A forgácsolásnál a lassabb vágási sebesség és a finomabb előtolás javítja a felületi minőséget, de csökkenti a termelékenységet. A huzalos EDM kiváló felületeket ér el többszöri vágással, a durva vágásokat befejező vágások követik.
A felületi integritás a felületi érdességen túl kiterjed a gyártási folyamatból származó metallurgiai változásokra is. A forgácsolás kopásállóság szempontjából előnyös, munkakeményített felületeket hoz létre, míg a huzalos EDM vékony, újraolvadt rétegeket hoz létre, amelyek kritikus alkalmazásoknál eltávolítást igényelhetnek.
A sorjázási követelmények jelentősen eltérnek a folyamatok között. A forgácsolás jellemzően sorjákat hoz létre a fogéleken, amelyek másodlagos műveleteket igényelnek, míg a huzalos EDM minimális sorjákat hoz létre a termikus vágási mechanizmus miatt.
Tervezési szempontok és geometriai korlátozások
Az alkatrész geometriája jelentősen befolyásolja a gyártási folyamat kiválasztását, mindegyik módszernek megvannak a maga sajátos képességei és korlátai.
A forgácsolás kiválóan alkalmas a szabványos involvens ékhorony profilokhoz, de korlátokba ütközik a komplex vagy nem szabványos geometriákkal. Az eljárás egyenes vonalú vágási útvonalakat igényel geometriai interferenciák nélkül, korlátozva a tervezési rugalmasságot az integrált jellemzők esetében.
A belső ékhornyok különös kihívást jelentenek a forgácsolás számára, különösen a kis átmérőknél, ahol a szerszám hozzáférhetősége problémássá válik. A minimális belső átmérő tipikusan meghaladja a 25 mm-t a gyakorlati forgácsolási műveleteknél, bár a speciális szerszámozás kiterjesztheti ezt a képességet.
A huzalos EDM gyakorlatilag bármilyen 2D profilt képes kezelni, amely programozható, beleértve az aszimmetrikus fogakat, a változó távolságot és az integrált hornyokat vagy réseket. Ez a geometriai rugalmasság olyan komplex terveket tesz lehetővé, amelyek hagyományos megmunkálási módszerekkel lehetetlenek.
A komplex geometriák megmunkálásának képessége alámetszésekkel jelentős huzalos EDM előnyt jelent, különösen a repülőgépipari alkalmazásoknál, amelyek súlycsökkentést igényelnek az anyag eltávolításával a nem kritikus területeken.
A kúpos képességek eltérnek a folyamatok között. A forgácsolás párhuzamos oldalú fogakat hoz létre, míg a huzalos EDM kúpos profilokat hozhat létre speciális alkalmazásokhoz, például kúpos tengelykapcsolókhoz vagy állítható csatlakozókhoz.
Az alkatrész vastagságának korlátozásai befolyásolják a folyamat kiválasztását. A forgácsolás hatékonyan kezeli a különböző homlokszélességeket, míg a huzalos EDM vágási sebessége a vastagsággal csökken, ami kevésbé gazdaságossá teszi a 150 mm-t meghaladó vastagságú alkatrészeknél.
Gyártási volumen szempontjai
A gyártási volumen a legfontosabb tényező, amely meghatározza az egyes gyártási folyamatok gazdasági életképességét.
A kis volumenű gyártás (1-100 darab) jellemzően a huzalos EDM-et részesíti előnyben a szerszámozási költségek kiküszöbölése és a beállítási rugalmasság miatt. A programok gyors módosításának képessége alkalmazkodik a prototípus és a kis volumenű alkalmazásokban gyakori tervezési változtatásokhoz.
A közepes volumenű gyártás (100-1000 darab) gondos gazdasági elemzést igényel, figyelembe véve a teljes projektköltségeket, beleértve a szerszámozás amortizációját, a ciklusidőket és a minőségi követelményeket. A fordulópont az alkatrész komplexitásától és a tűrési követelményektől függően változik.
A nagy volumenű gyártás (1000+ darab) általában a forgácsolást részesíti előnyben, ha a geometriai korlátok megengedik. A kiváló termelékenység és az alacsonyabb egy darabra jutó költségek ellensúlyozzák a kezdeti szerszámozási beruházásokat a nagy gyártási sorozatok során.
A kötegméret optimalizálása eltérően befolyásolja mindkét folyamatot. A forgácsolás profitál a folyamatos gyártási sorozatokból, minimalizálva a beállítási idő hatását, míg a huzalos EDM hatékonyan alkalmazkodik a vegyes kötegekhez a gyors programváltoztatások miatt.
A gyártásütemezés rugalmassága egy másik szempont. A huzalos EDM lehetővé teszi a sürgős igényekre való gyors reagálást szerszámozási késések nélkül, míg a forgácsolás előzetes tervezést igényelhet a szerszám beszerzéséhez és beállításához.
Minőségellenőrzési és vizsgálati követelmények
A méretellenőrzési és minőségellenőrzési eljárások jelentősen eltérnek a forgácsolási és a huzalos EDM eljárások között.
A forgácsolás átfogó ellenőrzést igényel a szerszámkopás méretpontosságra gyakorolt potenciális hatásai miatt. A kritikus paraméterek közé tartozik az osztópontosság, a fogvastagság és a profilforma, amelyeket jellemzően fogaskerék-ellenőrző rendszerekkel mérnek ±0,001 mm felbontással.
A huzalos EDM kiváló folyamatszabályozása gyakran csökkenti az ellenőrzési követelményeket, bár a kritikus méretek ellenőrzése továbbra is elengedhetetlen. A folyamatstabilitás lehetővé teszi a statisztikai folyamatszabályozást a forgácsoláshoz képest kisebb mintaméretekkel.
Az ellenőrző berendezésekre vonatkozó követelmények eltérnek a folyamatok között. A forgácsolás speciális fogaskerék-mérő rendszereket igényelhet, míg a huzalos EDM alkatrészek gyakran szabványos koordináta-mérőgépeket használnak a méretellenőrzéshez.
A folyamatképességi vizsgálatok eltérő jellemzőket mutatnak mindkét módszer esetében. A forgácsolás 1,33-1,67 Cpk értékeket mutat a szabványos tűrésekhez, míg a huzalos EDM a hasonló méreteknél meghaladja a 2,0 Cpk értéket.
A repülőgépiparban és az orvosi alkalmazásokban a nyomon követhetőségi követelmények a huzalos EDM digitális folyamatszabályozását és automatizált dokumentációs képességeit részesítik előnyben a forgácsolás manuális beállítási eljárásaihoz képest.
Fejlett alkalmazások és jövőbeli trendek
A feltörekvő alkalmazások továbbra is feszegetik az ékhornyok megmunkálásának pontossági és komplexitási határait.
A precíziós műszerekhez használt mikro-ékhornyok huzalos EDM képességeket igényelnek a forgácsolás méretkorlátai miatt. A 0,5 mm alatti fogmodulú alkatrészek jellemzően meghaladják a forgácsolófej gyártási képességeit.
A hibrid gyártási megközelítések mindkét folyamatot kombinálják az optimális eredmények érdekében. A durva forgácsolást huzalos EDM befejezés követi, ami nagy termelékenységet tesz lehetővé kiváló pontossággal, bár ez növeli a komplexitást és a költségeket.
Az additív gyártás integrációja lehetőségeket teremt olyan komplex belső ékhorony geometriákhoz, amelyek hagyományos módszerekkel lehetetlenek. A huzalos EDM lehetővé teszi a 3D nyomtatott alkatrészek precíziós tűrésekkel történő befejezését.
Az Ipar 4.0 implementációk mindkét folyamatot befolyásolják a továbbfejlesztett felügyeleti és vezérlőrendszereken keresztül. A prediktív karbantartási algoritmusok optimalizálják a szerszám élettartamát a forgácsolásnál, míg a valós idejű folyamatfelügyelet javítja a huzalos EDM konzisztenciáját.
A Microns Hub-tól történő rendeléskor Ön a közvetlen gyártói kapcsolatok előnyeit élvezheti, amelyek a piaci platformokhoz képest kiváló minőségellenőrzést és versenyképes árakat biztosítanak. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja az optimális eredményekhez szükséges speciális figyelmet, akár forgácsolási, akár huzalos EDM eljárásokkal.
A környezetvédelmi szempontok egyre inkább befolyásolják a folyamat kiválasztását. A huzalos EDM csökkentett hulladékképződése és a hűtőfolyadékok kiküszöbölése vonzó a környezettudatos gyártók számára, míg a forgácsolás nagyobb termelékenysége csökkenti az egy darabra jutó teljes energiafogyasztást.
Folyamat kiválasztási irányelvek
A szisztematikus értékelési kritériumok lehetővé teszik az optimális folyamat kiválasztását az adott projektkövetelmények alapján.
Az elsődleges kiválasztási tényezők közé tartozik a gyártási volumen, a tűrési követelmények, az anyagtulajdonságok és a geometriai komplexitás. Ezek a paraméterek kölcsönhatásban vannak egymással a leggazdaságosabb gyártási megközelítés meghatározásához.
A döntési mátrixok segítenek számszerűsíteni a kiválasztási kritériumokat a tényezők projektprioritások szerinti súlyozásával. A költségérzékeny projektek a gazdasági tényezőket hangsúlyozzák, míg a kritikus alkalmazások a pontosságot és a megbízhatóságot részesítik előnyben.
A prototípus fejlesztése gyakran huzalos EDM-mel kezdődik a tervezés ellenőrzéséhez, mielőtt a gyártási volumenekhez forgácsolásra váltanának. Ez a megközelítés érvényesíti a terveket, miközben fenntartja a gazdasági életképességet a teljes körű gyártáshoz.
A kockázatértékelés olyan tényezőket vesz figyelembe, mint a szerszám elérhetősége, a folyamatképesség és a szállítási ütemtervek. A huzalos EDM alacsonyabb műszaki kockázatot kínál a komplex geometriákhoz, míg a forgácsolás bevált megoldásokat kínál a szabványos alkalmazásokhoz.
A jövőbeli tervezési változtatások befolyásolják a folyamat kiválasztására vonatkozó döntéseket. A huzalos EDM könnyebben alkalmazkodik a módosításokhoz, míg a forgácsolás új szerszámozást igényel a jelentős geometriai változtatásokhoz.
A gyártási szolgáltatásainkkal való integráció biztosítja az optimális folyamat kiválasztását az átfogó képességfelmérés és az Ön egyedi követelményeihez szabott gazdasági elemzés alapján.
Gyakran Ismételt Kérdések
Milyen tűrési szintek érhetők el forgácsolással és huzalos EDM-mel?
A forgácsolás jellemzően ±0,008 mm és ±0,01 mm közötti tűréseket ér el a kritikus méreteknél, mint például az osztás és a fogvastagság. A huzalos EDM kiváló pontosságot biztosít, a tűrések ugyanazokon a paramétereken elérik a ±0,002 mm és ±0,003 mm közötti értéket. A választás az Ön alkalmazásának pontossági követelményeitől függ, és attól, hogy a megnövelt pontosság indokolja-e a többletköltséget.
Melyik eljárás költséghatékonyabb a közepes gyártási volumenekhez?
A 100-1000 darab közötti gyártási volumeneknél a költséghatékonyság az alkatrész komplexitásától és a tűrési követelményektől függ. Az egyszerű ékhorony profilok gyakran a forgácsolást részesítik előnyben a gyorsabb ciklusidők miatt, míg a komplex geometriák vagy a szűk tűrések indokolhatják a huzalos EDM költségeit. A fordulópont tipikusan 500 darab körül következik be a szabványos geometriák esetében.
Mindkét eljárás képes kezelni az edzett acél alkatrészeket?
A huzalos EDM kiválóan alkalmas a 65 HRC-ig terjedő edzett acélokhoz a pontosság romlása vagy speciális szerszámozás nélkül. A forgácsolás 45 HRC felett kihívást jelent a túlzott szerszámkopás és a gyenge felületi minőség miatt. Az edzett alkatrészek esetében a huzalos EDM a preferált választás a gyártási volumentől függetlenül.
Melyek a tipikus átfutási idők az egyes folyamatokhoz?
A huzalos EDM azonnal megkezdhető szabványos huzalelektródákkal, az átfutási időket elsősorban a megmunkálási idő és a sorban állás határozza meg. A forgácsolás egyedi szerszám beszerzést igényel 8-12 hetes szállítási idővel a speciális forgácsolófejekhez, bár a szabványos szerszámok hamarabb elérhetők lehetnek. Vegye figyelembe a szerszámozás átfutási idejét a gyártási ütemtervek tervezésekor.
Hogyan befolyásolják a felületi minőségi követelmények a folyamat kiválasztását?
A huzalos EDM kiváló felületeket hoz létre Ra 0,8 és Ra 2,5 μm között, minimális másodlagos műveletekkel. A forgácsolás Ra 1,6 és Ra 3,2 μm közötti értéket ér el, de kritikus alkalmazásoknál további befejezést igényelhet. A kivételes felületi minőséget igénylő alkalmazások jellemzően a huzalos EDM-et részesítik előnyben a magasabb költségek ellenére.
Milyen geometriai korlátozások léteznek az egyes folyamatokhoz?
A forgácsolás egyenes vonalú vágási útvonalakat igényel, és nehézségekkel küzd a 25 mm átmérő alatti belső ékhornyokkal. A huzalos EDM gyakorlatilag bármilyen 2D profilt képes kezelni, beleértve a komplex geometriákat, az alámetszéseket és a szűk belső jellemzőket. Válassza a huzalos EDM-et a nem szabványos profilokhoz vagy a geometriai korlátokhoz, amelyek meghaladják a forgácsolási képességeket.
Vannak-e anyagkorlátozások bármelyik eljáráshoz?
A forgácsolás optimálisan működik a 45 HRC alatti anyagokon, beleértve a közönséges acélokat és alumíniumötvözeteket. A huzalos EDM bármilyen elektromosan vezető anyagot képes kezelni a keménységtől függetlenül, beleértve az egzotikus ötvözeteket és az edzett acélokat. A nem vezető anyagok, például a kerámiák alternatív gyártási módszereket igényelnek.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece