5-tengelyes vs. 3-tengelyes CNC marás: Mikor térül meg a többletköltség?
A 3-tengelyes és az 5-tengelyes CNC marás közötti döntés a modern gyártás egyik legkritikusabb tőkeberuházási választását jelenti. Míg a 3-tengelyes gépek a termelési követelmények többségét kezelik, az 5-tengelyes rendszerek olyan geometriai lehetőségeket nyitnak meg, amelyek átalakíthatják a gyártási képességeit – de csak akkor, ha azokat megfelelően indokolják a konkrét alkatrész követelmények és a gyártási mennyiségek.
Főbb tudnivalók:
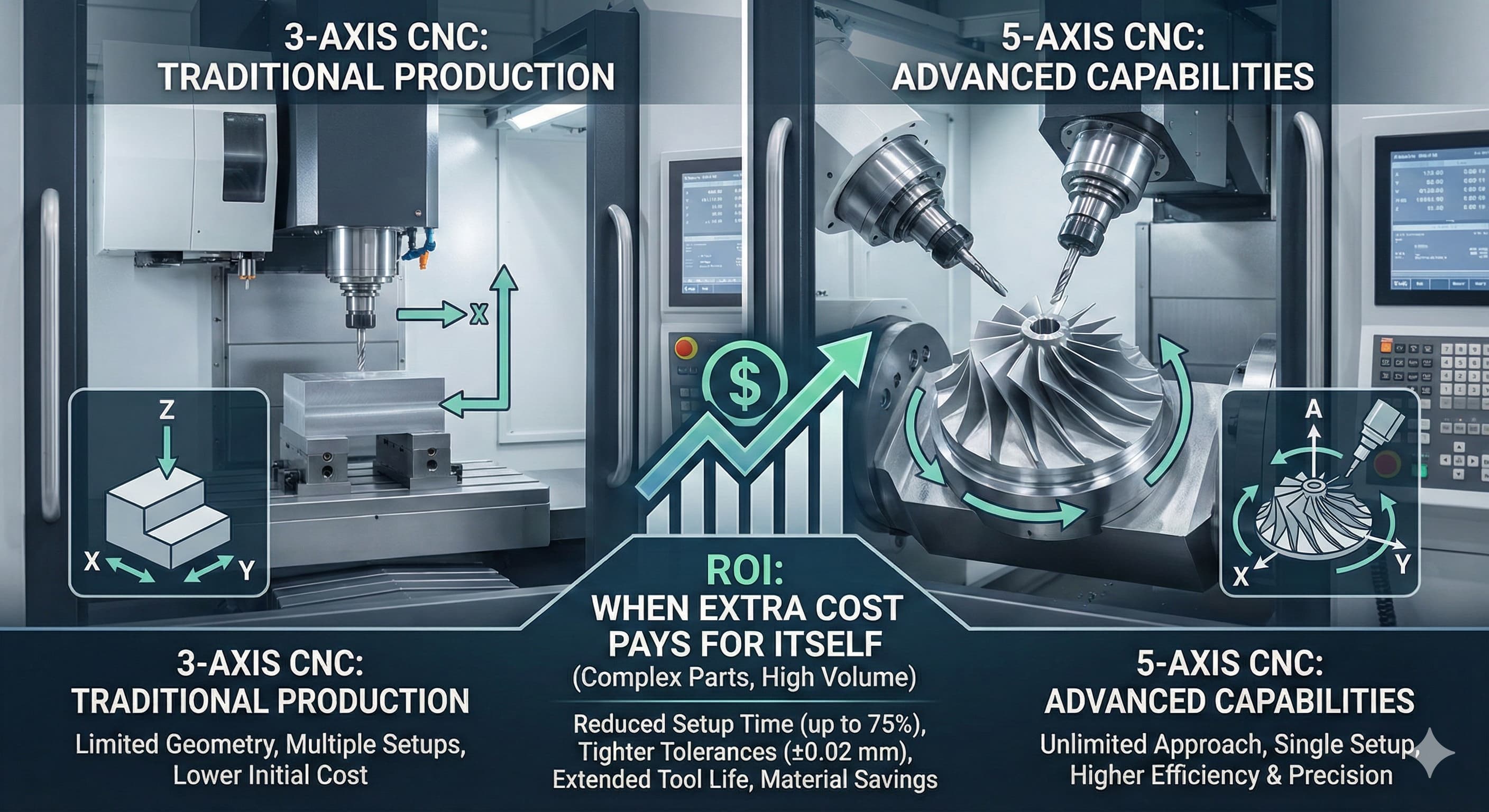
- Az 5-tengelyes megmunkálás akár 75%-kal csökkenti a beállítási időt komplex geometriák esetén, miközben ±0,02 mm-es tűréshatárokat tart fenn
- A megtérülési elemzés jellemzően az 5-tengelyes megoldást részesíti előnyben olyan alkatrészeknél, amelyek több mint 3 beállítást vagy 30°-ot meghaladó összetett szögeket igényelnek
- Az 5-tengelyes rendszerekben a szerszámhozzáférhetőség javulása 40-60%-kal csökkentheti a megmunkálási időt a repülőgépipari és orvosi alkatrészeknél
- Az 5-tengelyes gépek 200 000–500 000 eurós kezdeti befektetési prémiuma megtérül, ha az éves termelés meghaladja az 500 komplex alkatrészt
A lényegi különbségek megértése
A hagyományos 3-tengelyes CNC gépek három lineáris tengely mentén működnek: X (balra-jobbra), Y (elöl-hátul) és Z (fel-le). A munkadarab mozdulatlan marad, miközben a forgácsolószerszám ebben a három irányban mozog, téglalap alakú munkateret hozva létre. Ez a konfiguráció a legtöbb általános megmunkálási követelményt hatékonyan kezeli, beleértve a síkmarást, a fúrást és az egyszerű kontúrozási műveleteket.
Az 5-tengelyes megmunkálás két további forgástengelyt vezet be, amelyeket általában A és B tengelyként jelölnek. Az A tengely az X tengely körül forog, míg a B tengely az Y tengely körül forog, bár a gyártók ehelyett a C tengely Z tengely körüli forgását is alkalmazhatják. Ez a konfiguráció lehetővé teszi, hogy a forgácsolószerszám gyakorlatilag bármilyen szögből megközelítse a munkadarabot, kiküszöbölve a 3-tengelyes rendszerekben rejlő számos geometriai korlátozást.
A kritikus különbség nem csupán a tengelyek számában rejlik, hanem a hozzáférhetőségben. Az 5-tengelyes rendszerek egyetlen beállításban képesek megmunkálni olyan komplex jellemzőket, amelyekhez több műveletre, rögzítésre és potenciális pontossági kompromisszumokra lenne szükség a 3-tengelyes berendezéseken. Ez a képesség elengedhetetlenné válik a repülőgépipari alkatrészek, az orvosi implantátumok vagy a komplex szerszámgeometriák esetében, ahol a jellemzők közötti kapcsolatoknak pontos tűréshatárokat kell fenntartaniuk.
Műszaki képességek összehasonlítása
| Képesség | 3-tengelyes CNC | 5-tengelyes CNC |
|---|---|---|
| Maximális szerszámszögek | Csak a felületre merőleges | Korlátlan megközelítési szögek |
| Beállítási idő csökkentése | Több beállítás szükséges | Akár 75%-os beállításcsökkenés |
| Alámetszéses megmunkálás | Speciális szerszám nélkül lehetetlen | Közvetlen hozzáférhetőség |
| Felületi minőség | Ra 0.8-3.2 μm tipikus | Ra 0.4-1.6 μm elérhető |
| Programozási komplexitás | Mérsékelt | Magas (CAM szakértelem szükséges) |
| Tűrési képesség | ±0.05 mm standard | ±0.02 mm elérhető |
Mikor van pénzügyi értelme az 5-tengelyes befektetésnek?
Az 5-tengelyes megmunkáló központok gazdasági indokoltsága nagymértékben függ az alkatrész összetettségétől, a gyártási mennyiségektől és az anyagköltségektől. A Microns Hub-nál végzett elemzésünk több kulcsfontosságú forgatókönyvet tár fel, ahol a többletbefektetés 18-24 hónapon belül megtérül.
Azok az alkatrészek, amelyek a függőlegestől 30°-nál nagyobb összetett szögeket igényelnek, kiváló jelöltek az 5-tengelyes feldolgozásra. Az ilyen jellemzők hagyományos 3-tengelyes megmunkálása gyakran egyedi rögzítéseket, meghosszabbított elérésű szerszámokat vagy több beállítást igényel – amelyek mindegyike potenciális pontosságromlást és megnövekedett ciklusidőket eredményez. Egy tipikus repülőgépipari konzol, amelynek ferde rögzítőfelületei vannak, 6-8 műveletet igényelhet 3-tengelyes berendezésen, szemben az 5-tengelyes rendszeren végzett 2-3 művelettel.
A mély üreg megmunkálása egy másik meggyőző felhasználási esetet jelent. Az orvosi eszközök házai, a fröccsöntőmagok és a turbinaalkatrészek gyakran mély zsebekkel rendelkeznek, vékony falakkal, ahol a szerszám elhajlása kritikus fontosságúvá válik. Az 5-tengelyes rendszerek rövidebb, merevebb szerszámokat tesznek lehetővé azáltal, hogy a jellemzőket optimális szögekből közelítik meg, csökkentve a rezgést és javítva a falvastagság megfontolásait a megmunkálási stabilitás érdekében.
Az anyagköltségek jelentősen befolyásolják a gazdasági egyenletet. Ha drága ötvözeteket, például Inconel 718-at (45-60 euró/kg) vagy titán Ti-6Al-4V-t (35-50 euró/kg) munkálunk meg, az egyetlen beállítással történő megmunkálással elért hulladékcsökkentés gyorsan indokolja az 5-tengelyes prémiumot. Vegyünk egy titán repülőgépipari alkatrészt, ahol egy megmunkálási hiba egy 4-beállításos sorozat utolsó műveletében 500 euró értékű anyagot és 8 óra gépidőt tesz tönkre.
Beállítási idő és pontossági elemzés
A beállítási idő csökkentése az 5-tengelyes megmunkálás egyik leginkább számszerűsíthető előnye. Minden egyes munkadarab-áthelyezés potenciális hibákat okoz a rögzítőelemek ismételhetőségének korlátai miatt, amelyek általában ±0,02-0,05 mm-esek, a rögzítőelem minőségétől és a kezelő képzettségétől függően. Ezek a felhalmozódott tűrések gyorsan felemészthetik a megengedett hibahatárt a precíziós alkatrészeken.
A termelési adataink átfogó vizsgálata azt mutatja, hogy a komplex 3-tengelyes műveletek átlagos beállítási ideje 45-90 perc, szemben az egyenértékű 5-tengelyes műveletek 15-30 percével. Ennél is fontosabb, hogy a többszöri beállítás kiküszöbölése megszünteti a kumulatív pozicionálási hibákat, ami szigorúbb általános tűréseket tesz lehetővé. Azok az alkatrészek, amelyek ±0,025 mm-es geometriai tűrést igényelnek a különböző beállításokban megmunkált jellemzőknél, gyakran lehetetlen következetesen elérni 3-tengelyes berendezéseken.
Az adatok és a referenciafelületek megőrzik kapcsolataikat az 5-tengelyes műveletek során, kiküszöbölve a többszöri beállítási folyamatokban rejlő tűrésfelhalmozódást. Ez az előny kritikus fontosságú az olyan iparágakban, mint a repülőgépipar, ahol az ASME Y14.5 szabvány szerinti geometriai méretezési és tűrési (GD&T) követelmények pontosan szabályozzák a jellemzők közötti kapcsolatokat.
A nagy pontosságú eredmények érdekében kérjen árajánlatot 24 órán belül a Microns Hub-tól.
Szerszámélettartam és felületi minőség szempontjai
Az 5-tengelyes megmunkálás optimális szerszámérintkezési szögeket tesz lehetővé, amelyek drámaian meghosszabbíthatják a szerszám élettartamát, miközben javítják a felületi minőséget. A konstans forgácsterhelés fenntartásával és a kedvezőtlen forgácsolási körülmények elkerülésével az 5-tengelyes műveletek gyakran 25-40%-kal hosszabb szerszámélettartamot érnek el, mint az egyenértékű 3-tengelyes folyamatok.
A főorsó döntésének képessége lehetővé teszi az optimális forgácseltávolítást, ami különösen kritikus a mély jellemzők megmunkálásakor vagy az olyan anyagokkal való munkavégzéskor, amelyek hosszú, húzós forgácsokat termelnek, mint például az ausztenites rozsdamentes acélok. A megfelelő forgácseltávolítás megakadályozza az újravágást, ami rontja a felületi minőséget és felgyorsítja a szerszámkopást.
Az optimalizált szerszámpályákon keresztüli fésűmagasság-csökkentés egy másik jelentős előnyt jelent. Az 5-tengelyes rendszerek képesek fenntartani a következetes lépésközöket és az optimális forgácsolási szögeket a komplex felületeken, kiküszöbölve a 3-tengelyes befejező menetekben gyakori változó fésűmagasságokat. Ez a képesség gyakran kiküszöböli a másodlagos befejező műveleteket, időt és munkaköltséget takarítva meg.
| Felületi minőség alkalmazása | 3-tengelyes képesség | 5-tengelyes képesség | Javulási tényező |
|---|---|---|---|
| Repülőgépipari felületek (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75% javulás |
| Orvosi implantátumok (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50% javulás |
| Formafelületek (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50% javulás |
| Általános alkatrészek (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50% javulás |
Anyagspecifikus előnyök
A különböző anyagok egyedien reagálnak az 5-tengelyes megmunkálási stratégiákra. A titánötvözetek, amelyek híresek a hidegalakításról és a rossz hővezető képességükről, jelentősen profitálnak az 5-tengelyes rendszerekkel elérhető következetes szerszámérintkezésből. A komplex szerszámpályákon végig fenntartott optimális forgácsolási sebességek és előtolások megakadályozzák a hidegalakítást, amely a hagyományos 3-tengelyes műveletek során változó érintkezési körülmények között fordulhat elő.
Az alumíniumötvözetek, bár általában könnyebben megmunkálhatók, kiváló felületi minőséget érnek el az 5-tengelyes feldolgozás révén a jobb forgácseltávolítás és a következetes forgácsolóerők miatt. Ez különösen értékes a repülőgépipari alkalmazásokban, ahol a felületi minőség közvetlenül befolyásolja a kifáradási élettartamot. A precíziós CNC megmunkálási szolgáltatásaink rendszeresen 0,4 μm-es Ra értékeket érnek el alumínium alkatrészeken az optimalizált 5-tengelyes stratégiák révén.
A keményített acélok és a szuperötvözetek extrém kihívásokat jelentenek bármely megmunkálási folyamat számára, de az 5-tengelyes rendszerek lehetővé teszik olyan speciális szerszámpályák és forgácsolási paraméterek használatát, amelyek 3-tengelyes berendezésekkel lehetetlenek lennének. A trochoidális marási stratégiák, az adaptív tisztítás és a konstans felületi sebességű megmunkálás praktikus lehetőségekké válnak a korlátlan szerszám megközelítési szögekkel kombinálva.
Programozási és kezelői készség követelmények
Az 5-tengelyes megmunkálás kifinomultsága a programozási szakértelem és a kezelői készségszint megfelelő növekedését követeli meg. Az 5-tengelyes CAM programozás megköveteli a szerszámütközés elkerülésének, a tengelykoordinációnak és a fejlett szerszámpálya-stratégiáknak a megértését. A programozási idő jellemzően 200-300%-kal nő az egyenértékű 3-tengelyes műveletekhez képest, bár ez a többletköltség gyorsan amortizálódik a gyártási sorozatok során.
A kezelőknek érteniük kell a gép kinematikáját, a koordináta-rendszer kapcsolatokat és a fejlett munkadarab-rögzítési stratégiákat. Az 5-tengelyes beállítások összetettsége magasabb készségszintet követel meg, ami jellemzően 6-12 hónapos speciális képzést igényel a tapasztalt 3-tengelyes kezelők számára. Azonban, ha egyszer bevált, az 5-tengelyes műveletek gyakran kevesebb kézi beavatkozást igényelnek a csökkentett beállítási gyakoriság miatt.
A modern CAM rendszerek, mint például a Mastercam, a PowerMill és az NX jelentősen javították az 5-tengelyes programozás hozzáférhetőségét az automatizált ütközésérzékelés, az optimalizált szerszámpálya-generálás és a szimulációs képességek révén. Mindazonáltal a tanulási görbe továbbra is jelentős, és ezt figyelembe kell venni a megvalósítási tervezés során.
Karbantartás és működési komplexitás
Az 5-tengelyes gépek eredendően összetettebb mechanikai rendszereket foglalnak magukban, további forgótengelyekkel, csapágyakkal és hajtásrendszerekkel, amelyek karbantartást igényelnek. A megelőző karbantartási költségek jellemzően 15-25%-kal magasabbak, mint az egyenértékű 3-tengelyes rendszerek esetében a további alkatrészek és a kalibrálási követelmények miatt.
Az 5-tengelyes gépek kalibrálási eljárásai speciális berendezéseket és szakértelmet igényelnek. Az R-Test golyók, a lézeres interferometria és a koordináta-mérőgépek elengedhetetlenné válnak a pontossági szabványok fenntartásához. Az éves kalibrálási költségek 3 000–8 000 euró között mozognak, a gép méretétől és a pontossági követelményektől függően.
Azonban az 5-tengelyes műveletek csökkentett beállítási gyakorisága valójában csökkentheti az általános karbantartási követelményeket a nagy volumenű alkalmazásokban. A kevesebb alkatrészcsere kevesebb kopást jelent a főorsó húzórúdjain, a szerszámcserélőkön és a munkadarab-rögzítő rendszereken. A nettó hatás alkalmazásonként változik, de általában az 5-tengelyes rendszereket részesíti előnyben a termelési környezetekben.
Költség-haszon elemzési keretrendszer
Egy átfogó költség-haszon elemzés kidolgozása több költséghely és haszonáram vizsgálatát igényli. Az 5-tengelyes rendszerek kezdeti tőkeköltségei jellemzően 300 000–800 000 euró között mozognak a termelési minőségű gépek esetében, szemben az egyenértékű 3-tengelyes rendszerek 100 000–300 000 eurós költségével.
| Költségtényező | 3-tengelyes éves hatás | 5-tengelyes éves hatás | Különbség |
|---|---|---|---|
| Beállítási munka (500 alkatrész/év) | €25,000 | €8,000 | €17,000 megtakarítás |
| Hulladékcsökkentés | Alapérték | €15,000 megtakarítás | €15,000 megtakarítás |
| Programozási költségek | €12,000 | €18,000 | €6,000 többlet |
| Karbantartás | €8,000 | €10,000 | €2,000 többlet |
| Szerszámélettartam javulása | Alapérték | €12,000 megtakarítás | €12,000 megtakarítás |
| Éves nettó haszon | - | - | €36,000 |
Ez az elemzés a többletbefektetés 5-7 éves megtérülési idejét sugallja, tipikus termelési mennyiségeket és komplexitási szinteket feltételezve. A nagyobb mennyiségek, a komplexebb alkatrészek vagy a drága anyagok 2-3 évre csökkenthetik a megtérülési időt.
Integráció többtengelyes rendszerekkel
A modern gyártás gyakran profitál az 5-tengelyes marás integrálásából más fejlett technológiákkal. A forgó szerszámos esztergák, amelyek kombinálják az esztergálási és marási műveleteket szinergikusan működhetnek az 5-tengelyes rendszerekkel a teljes alkatrészfeldolgozás kezelésére minimális beállításokkal.
Az 5-tengelyes képességgel rendelkező maró-eszterga központok a beállítási idő csökkentésének csúcsát képviselik, lehetővé téve a teljes alkatrészfeldolgozást a rúdanyagból vagy az öntvényből a kész alkatrészig. Bár a befektetési szintek elérik a 800 000–1 500 000 eurót, a komplex alkatrészek egyetlen művelettel történő előállításának képessége indokolja a költségeket a megfelelő alkalmazások esetében.
Ha a Microns Hub-tól rendel, profitál a közvetlen gyártói kapcsolatokból, amelyek garantálják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, akár 3-tengelyes, akár 5-tengelyes megmunkálási stratégiákat alkalmazunk.
A döntési keretrendszernek figyelembe kell vennie a jövőbeli alkatrész komplexitási trendeket is. Azok az iparágak, amelyek a könnyebb, komplexebb geometriák felé mozdulnak el – mint például az additív gyártású cserealkatrészek vagy a topológiailag optimalizált tervek – egyre inkább 5-tengelyes képességet igényelnek. Az 5-tengelyes rendszerekbe való befektetés a gyártókat a fejlődő piaci igényekhez pozícionálja, nem pedig egyszerűen a jelenlegi követelmények kielégítésére.
ROI számítási módszertan
Az 5-tengelyes befektetés pontos ROI számítása megköveteli a jelenlegi termelési költségek és a tervezett 5-tengelyes költségek részletes elemzését. A legfontosabb változók közé tartozik a beállítási munkadíj (jellemzően 45-65 euró óránként az európai piacokon), a selejtezési arányok, a ciklusidő-csökkentések és a minőségjavulások.
Vegyünk egy tipikus repülőgépipari konzolt, amely 4 beállítást igényel 3-tengelyes berendezésen, szemben az 5-tengelyes berendezésen végzett 1 beállítással. A beállítási munkamegtakarítás önmagában 135-195 eurót tesz ki alkatrészenként, míg az egyetlen beállítással történő feldolgozásból származó selejtcsökkentés 300-500 eurót takaríthat meg alkatrészenként a drága anyagokban. Ezek a megtakarítások gyorsan felhalmozódnak a gyártási mennyiségek során.
A ciklusidő-javulások alkatrészgeometriától függően jelentősen eltérnek, de a komplex alkatrészek esetében jellemzően 20-60% között mozognak. Egy olyan alkatrész, amelynek teljes ciklusideje 8 óra 3-tengelyes berendezésen, 5-6 óra alatt elkészülhet 5-tengelyes rendszereken az optimalizált szerszámpályák és a csökkentett kezelési idő révén.
A minőségjavulások, bár nehezebben számszerűsíthetők, gyakran a legjelentősebb hosszú távú értéket biztosítják. A csökkentett selejtezési arányok, a másodlagos műveletek kiküszöbölése és a megnövekedett ügyfél-elégedettség indokolja az 5-tengelyes befektetést még akkor is, ha a közvetlen költségmegtakarítás marginálisnak tűnik. Átfogó gyártási szolgáltatásaink bemutatják, hogy az 5-tengelyes képesség hogyan teszi lehetővé számunkra, hogy egyre komplexebb ügyféligényeket kezeljünk, miközben versenyképes árakat tartunk fenn.
Megvalósítási stratégia és ütemterv
A sikeres 5-tengelyes megvalósítás gondos tervezést és szakaszos végrehajtást igényel. A tipikus ütemterv 12-18 hónapot ölel fel a vásárlási döntéstől a teljes termelési képességig, beleértve a berendezés szállítását, telepítését, a kezelők képzését és a folyamat optimalizálását.
Az 1. fázis a berendezés kiválasztását és a létesítmény előkészítését foglalja magában. Az 5-tengelyes gépek gyakran megerősített alapokat, megnövelt elektromos kapacitást és korszerűsített CAM szoftvert igényelnek. Szánjon 50 000–100 000 eurót a létesítmény módosításaira és az infrastruktúra fejlesztésére.
A 2. fázis a képzésre és a kezdeti folyamatfejlesztésre összpontosít. Tervezzen 3-6 hónapos intenzív képzést a programozók és a kezelők számára. A kezdeti termelésnek az egyszerűbb alkatrészekre kell összpontosítania, hogy bizalmat építsen és finomítsa a folyamatokat, mielőtt a komplex geometriákba vágna.
A 3. fázis a folyamat optimalizálását és a képesség bővítését foglalja magában. Várjon 6-12 hónapot, hogy teljes mértékben kiaknázza az 5-tengelyes rendszerekben rejlő lehetőségeket az optimalizált szerszámpályák, a továbbfejlesztett munkadarab-rögzítési stratégiák és a finomított programozási technikák révén.
Gyakran Ismételt Kérdések
Milyen típusú alkatrészek indokolják az 5-tengelyes megmunkálást a 3-tengelyes alternatívákhoz képest?
Azok az alkatrészek, amelyek összetett szögei meghaladják a 30°-ot, mély üregek, amelyek szerszámhozzáférést igényelnek, vagy olyan alkatrészek, amelyek több mint 3 beállítást igényelnek a hagyományos berendezéseken, jellemzően indokolják az 5-tengelyes befektetést. A repülőgépipari konzolok, az orvosi implantátumok, a komplex szerszámok és a turbinaalkatrészek ideális alkalmazásokat jelentenek, ahol a beállítási idő csökkentése és a megnövekedett pontosság egyértelmű gazdasági előnyöket biztosít.
Hogyan viszonyulnak egymáshoz a karbantartási költségek a 3-tengelyes és az 5-tengelyes CNC rendszerek között?
Az 5-tengelyes rendszerek jellemzően 15-25%-kal magasabb karbantartási költségeket vonnak maguk után a további forgótengelyek, csapágyak és kalibrálási követelmények miatt. Az éves karbantartási költségek 10 000–15 000 euró között mozognak az 5-tengelyes rendszerek esetében, szemben a hasonló 3-tengelyes gépek 8 000–12 000 eurós költségével. Azonban a nagy volumenű termelés csökkentett beállítási gyakorisága ellensúlyozhatja ezen többletköltségek egy részét a munkadarab-rögzítő és a szerszámcsere rendszerek kopásának csökkentésével.
Milyen programozási készségszint szükséges a hatékony 5-tengelyes működéshez?
Az 5-tengelyes programozás fejlett CAM szakértelmet igényel, beleértve az ütközés elkerülését, a szerszámpálya optimalizálását és a koordináta-rendszer kezelését. A tapasztalt 3-tengelyes programozóknak jellemzően 6-12 hónapos speciális képzésre van szükségük a jártasság eléréséhez. A programozási idő kezdetben 200-300%-kal nő, de stabilizálódik, ahogy a szakértelem fejlődik és az alkatrészkönyvtárak bővülnek.
Hogyan különböznek a tűrési képességek a 3-tengelyes és az 5-tengelyes megmunkálás között?
Az 5-tengelyes rendszerek jellemzően ±0,02 mm-es tűréseket érnek el következetesen az egyetlen beállítással történő feldolgozás miatt, ami kiküszöböli a kumulatív pozicionálási hibákat. A 3-tengelyes rendszerek általában ±0,05 mm-es tűréseket tartanak, a pontosság pedig a beállítások számának növekedésével romlik. Az adatok eltolódásának és a referenciafelület változásainak kiküszöbölése az 5-tengelyes feldolgozásban szigorúbb geometriai tűréseket tesz lehetővé az ASME Y14.5 szabvány szerint.
Mi a tipikus megtérülési idő az 5-tengelyes CNC befektetés esetében?
A megtérülési idő 2-7 év között mozog, az alkatrész összetettségétől, a gyártási mennyiségektől és az anyagköltségektől függően. A komplex alkatrészek nagy volumenű gyártása drága anyagokból, például titánból vagy Inconelből, 2-3 év alatt megtérülhet, míg az alacsonyabb mennyiségek vagy az egyszerűbb geometriák 5-7 évet igényelhetnek. Az elemzésnek tartalmaznia kell a beállítási munkamegtakarítást, a selejtcsökkentést, a ciklusidő-javulásokat és a minőségjavulásokat.
A meglévő 3-tengelyes kezelők hatékonyan átállhatnak az 5-tengelyes berendezésekre?
Igen, a tapasztalt 3-tengelyes kezelők megfelelő képzéssel átállhatnak az 5-tengelyes rendszerekre. A tanulási görbe jellemzően 3-6 hónapot igényel az alapvető jártassághoz és 12-18 hónapot a fejlett képességekhez. A legfontosabb készségek közé tartozik a gép kinematikájának, a koordináta-rendszer kapcsolatainak és a fejlett munkadarab-rögzítési stratégiáknak a megértése. A sikeres megvalósításhoz elengedhetetlen az átfogó képzési programokba való befektetés.
Milyen CAM szoftver képességek elengedhetetlenek az 5-tengelyes programozáshoz?
A legfontosabb CAM funkciók közé tartozik az automatikus ütközésérzékelés, az 5-tengelyes szerszámpálya-generálás, a gépszimuláció és a post-processzor optimalizálása. A vezető rendszerek, mint például a Mastercam, a PowerMill és az NX biztosítják ezeket a képességeket, bár a licencköltségek jelentősen megnőnek az 5-tengelyes modulok esetében. Szánjon évente 15 000–30 000 eurót a professzionális minőségű 5-tengelyes CAM szoftverre, beleértve a karbantartást és a frissítéseket.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece