Alumínium A380 vs. A356: A megfelelő ötvözet kiválasztása szilárdság és folyékonyság szempontjából
Az alumínium A380 és A356 a legszélesebb körben alkalmazott öntött alumínium ötvözetek közé tartoznak az európai gyártásban, azonban a kettő közötti választás megköveteli a szilárdsági jellemzők és a folyási tulajdonságok közötti kritikus kompromisszumok megértését. Ez a döntés mindent befolyásol az alkatrész teljesítményétől a gyártási költségekig, ezért elengedhetetlen, hogy a mérnökök megértsék az ötvözetek közötti árnyalt különbségeket.
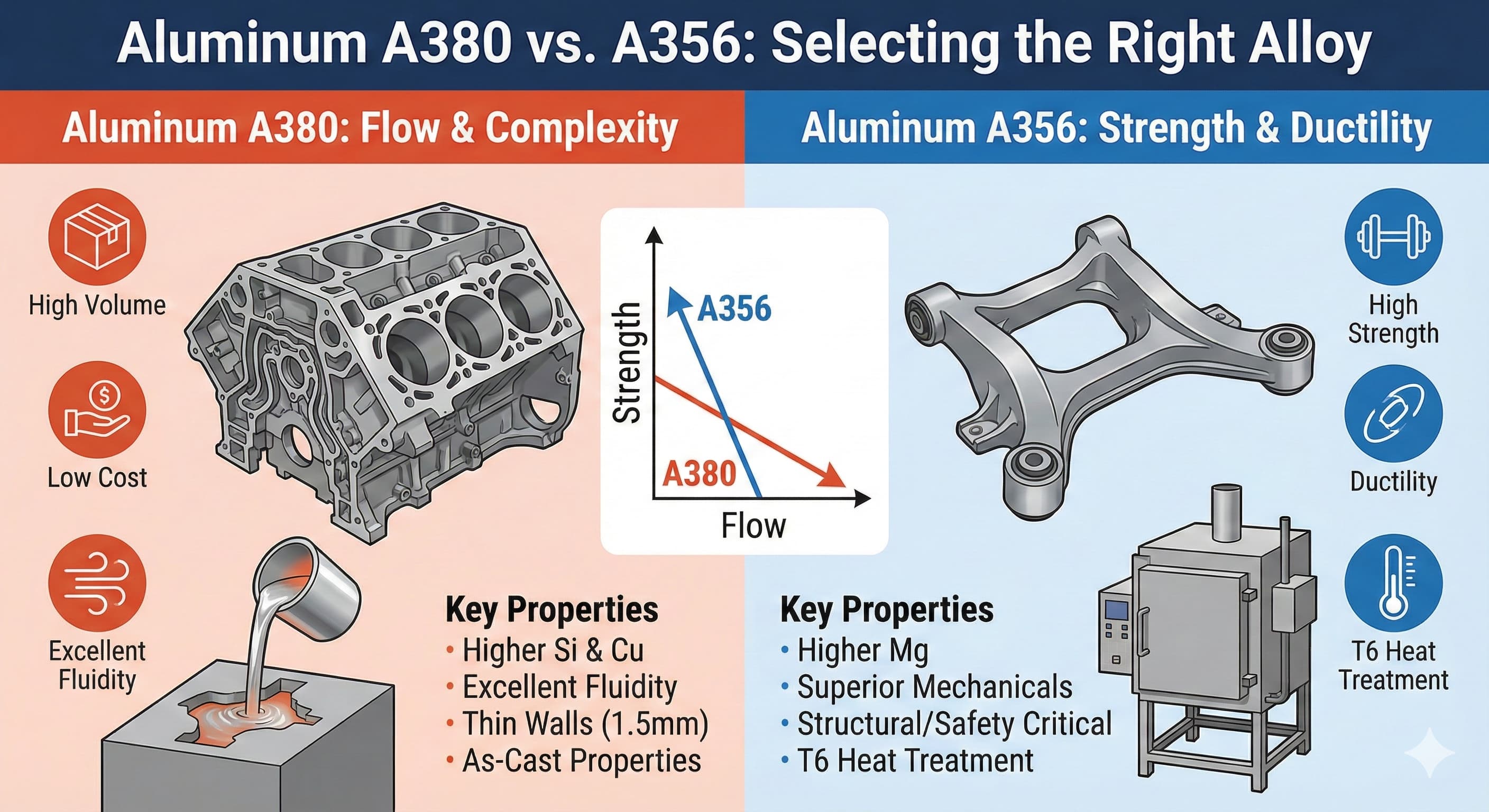
Mindkét ötvözet eltérő szerepet tölt be az alumíniumöntési ökoszisztémában, az A380 dominál a nagy volumenű alkalmazásokban, amelyek kiváló folyékonyságot igényelnek, míg az A356 ott jeleskedik, ahol a kiváló mechanikai tulajdonságok indokolják a magasabb anyag- és feldolgozási költségeket.
Főbb tudnivalók
- Az A380 kiváló folyási jellemzőket és alacsonyabb költségeket kínál, így ideális a vékony falú, komplex geometriákhoz
- Az A356 lényegesen nagyobb szilárdságot és hajlékonyságot biztosít, alkalmas szerkezeti és biztonságkritikus alkalmazásokhoz
- Az öntési eljárás kiválasztása (présöntés vs. homoköntés) nagymértékben befolyásolja az ötvözet teljesítményét és a költségvetési szempontokat
- Az öntést követő hőkezelési lehetőségek drámaian eltérnek az ötvözetek között, ami befolyásolja a végső mechanikai tulajdonságokat
Kémiai összetétel és alapvető tulajdonságok
Az A380 és A356 közötti kémiai összetételbeli különbségek határozzák meg a különböző teljesítményjellemzőiket. Az A380 magasabb szilíciumtartalommal (7,5-9,5%) rendelkezik, mint az A356 (6,5-7,5%), valamint lényegesen több rezet tartalmaz (3,0-4,0% vs. maximum 0,25%). Ez az összetétel kiváló folyékonyságot biztosít az A380-nak az öntés során, de korlátozza a mechanikai tulajdonságait.
Az A356 ezzel szemben magnéziumot (0,25-0,45%) tartalmaz elsődleges szilárdító elemként, miközben alacsonyabb réztartalmat tart fenn. Ez az összetétel lehetővé teszi a hőkezelési reakciókat, amelyeket az A380 nem tud elérni, ami kiváló szakító- és folyáshatárokat eredményez.
| Elem | A380 (tömeg%) | A356 (tömeg%) | Hatás a tulajdonságokra |
|---|---|---|---|
| Szilícium (Si) | 7.5-9.5 | 6.5-7.5 | A magasabb Si javítja a folyékonyságot, csökkenti a zsugorodást |
| Réz (Cu) | 3.0-4.0 | 0.25 max | A Cu növeli a szilárdságot, de csökkenti a nyúlás |
| Magnézium (Mg) | 0.10 max | 0.25-0.45 | A Mg lehetővé teszi a kiválásos keményítést |
| Vas (Fe) | 1.3 max | 0.20 max | A magasabb Fe tartalom csökkenti a nyúlást |
| Cink (Zn) | 3.0 max | 0.10 max | A Zn befolyásolja a korrózióállóságot |
A szilíciumtartalom közvetlenül befolyásolja az öntési jellemzőket, az A380 magasabb szilíciumtartalma kivételes folyási tulajdonságokat és csökkentett zsugorodást biztosít a szilárdulás során. Ugyanakkor ugyanez az összetétel rideg intermetallikus fázisokat hoz létre, amelyek korlátozzák a hajlékonyságot és az ütésállóságot.
Mechanikai tulajdonságok összehasonlítása
Az ötvözetek közötti mechanikai tulajdonságokbeli különbségek jelentősek, és befolyásolják az alkalmazás kiválasztását. Az A380 az öntött állapotban jellemzően 320-330 MPa szakítószilárdságot ér el, a folyáshatár pedig 160 MPa körül van. Az A356, különösen a T6 hőkezelt állapotban, meghaladhatja a 280 MPa szakítószilárdságot, a folyáshatár pedig 205 MPa lehet, miközben lényegesen nagyobb nyúlási értékeket kínál.
| Tulajdonság | A380 (öntött állapotban) | A356 (T6) | A356 (öntött állapotban) |
|---|---|---|---|
| Szakítószilárdság (MPa) | 320-330 | 280-310 | 220-260 |
| Folyáshatár (MPa) | 160 | 205-240 | 140-180 |
| Megnyúlás (%) | 2.5-3.5 | 8-12 | 3-5 |
| Keménység (HB) | 80-85 | 70-90 | 60-70 |
| Fáradási szilárdság (MPa) | 110-130 | 140-160 | 100-120 |
A nyúlásbeli különbség különösen jelentős a dinamikus terhelésnek vagy ütésnek kitett alkalmazásoknál. Az A356 8-12%-os nyúlása T6 állapotban az A380 2,5-3,5%-ával szemben a képlékeny törési mód és a rideg törési jellemzők közötti különbséget jelenti.
A kifáradási teljesítmény hasonló tendenciákat mutat, az A356-T6 pedig kiváló kifáradási szilárdságot kínál a finomított mikrostruktúrájának és a rézben gazdag intermetallikus anyagok hiányának köszönhetően, amelyek repedésindító helyekként működnek.
Folyási jellemzők és öntési teljesítmény
A folyási jellemzők az A380 egyik fő előnyét jelentik az A356-tal szemben. A magasabb szilíciumtartalom és a réz hozzáadása hosszabb szilárdulási tartományt hoz létre, ami kiváló formafeltöltési képességet biztosít a komplex geometriákban. Ez a vékony falak (optimális körülmények között akár 1,5 mm-ig) és a bonyolult elemek sikeres öntését jelenti, ami az A356-tal kihívást jelentene.
Az A380 kiváló folyékonysága lehetővé teszi a megfelelő lejtésszög alkalmazását a komplex formákban, miközben megőrzi a méretpontosságot. Az ötvözet öntési jellemzői támogatják az autóipari és a szórakoztatóelektronikai alkalmazásokban jellemző nagy sebességű gyártási ciklusokat.
Az A356, bár megfelelő folyási tulajdonságokat kínál, nagyobb figyelmet igényel a beömlőrendszer tervezésére, a csatornák méretezésére és a hőmérséklet szabályozására. Az ötvözet vékony szakaszokban való melegrepedésre való hajlama konzervatív falvastagság-tervezést tesz szükségessé (a megbízható gyártás érdekében jellemzően legalább 2,5 mm).
| Öntési paraméter | A380 | A356 | Mérnöki vonatkozások |
|---|---|---|---|
| Minimális falvastagság | 1.5 mm | 2.5 mm | Az A380 könnyebb, összetettebb tervezést tesz lehetővé |
| Szilárdulási tartomány | 90-120°C | 60-90°C | A szélesebb tartomány javítja a forma kitöltését |
| Melegrepedési hajlam | Alacsony | Mérsékelt | Az A380 elnézőbb a tervezésben |
| Forma kitöltési képesség | Kiváló | Jó | Az összetett geometriák az A380-at részesítik előnyben |
| Porozitás érzékenység | Alacsony | Mérsékelt | Az A380 jobban tolerálja a folyamatváltozást |
A folyáshossz képességei jelentősen eltérnek, az A380 optimalizált körülmények között a falvastagság 200-szorosát meghaladó folyáshosszakat ér el, míg az A356 jellemzően a falvastagság 150-180-szorosát éri el. Ez a különbség kritikus fontosságú a nagy, komplex öntvényeknél, ahol a fémnek jelentős távolságokat kell megtennie a vékony szakaszokon keresztül.
Hőkezelési válasz és mikrostrukturális szempontok
A hőkezelési válasz alapvető megkülönböztető tényezőt jelent az ötvözetek között. Az A380 korlátozott hőkezelési lehetőségeket kínál, jellemzően öntött állapotban marad, vagy feszültségmentesítő kezeléseket kap. A magas réztartalom megakadályozza a hatékony oldatkezelést a rézben gazdag fázisok kezdődő olvadása miatt.
Az A356 kiválóan reagál a T6 hőkezelésre (oldatkezelés 540°C-on, hűtés és öregítés 150-160°C-on 2-8 órán keresztül). Ez a folyamat feloldja a magnéziumot és a szilíciumot szilárd oldatban, majd öregítés során szilárdító fázisokat csap ki, ami drámaian javítja a mechanikai tulajdonságokat.
A nagy pontosságú eredményekhez kérjen ingyenes árajánlatot és kapjon árazást 24 órán belül a Microns Hub-tól.
A mikrostrukturális különbségek a hőkezelési válaszon túl is kiterjednek. Az A380 öntött szerkezete durva szilíciumrészecskéket és réz-alumínium intermetallikus anyagokat tartalmaz, amelyek szilárdságot biztosítanak, de korlátozzák a hajlékonyságot. Az A356 mikrostruktúrája, különösen a T6 kezelés után, finom, egyenletesen eloszló csapadékokat tartalmaz, amelyek fokozzák a szilárdságot és a szívósságot.
| Hőkezelés | A380 válasz | A356 válasz | Tulajdonság változás |
|---|---|---|---|
| Öntött állapotban | Szabványos állapot | Alap tulajdonságok | - |
| T4 (Oldás + természetes öregítés) | Nem alkalmazható | Mérsékelt javulás | +15% szilárdság |
| T6 (Oldás + mesterséges öregítés) | Nem alkalmazható | Maximális szilárdság | +25-35% szilárdság |
| Feszültségmentesítés | Méretstabilitás | Méretstabilitás | Minimális tulajdonság változás |
Költségelemzés és gazdasági szempontok
Az A380 és A356 közötti költségkülönbségek a nyersanyagárakon túl a feldolgozási, szerszámozási és utófeldolgozási szempontokra is kiterjednek. Az A380 ára jellemzően 2200-2400 euró tonnánként, míg az A356 ára 2600-2900 euró tonnánként, ami 15-20%-os felárat jelent a nagyobb teljesítményű ötvözetért.
A feldolgozási költségek az A380-nak kedveznek a kiváló öntési jellemzői miatt. A nagyobb termelési sebesség, a csökkentett selejtszám és az egyszerűsített szerszámozási követelmények gyakran ellensúlyozzák azt a kis anyagköltség-előnyt, amellyel az A356 rendelkezhet egyes piacokon. Az A380 kiváló folyási tulajdonságai vékonyabb falakat és komplexebb geometriákat tesznek lehetővé, ami potenciálisan csökkenti az alkatrész teljes súlyát és anyagfelhasználását.
Az A356 hőkezelési követelményei azonban további feldolgozási lépéseket és energiaköltségeket jelentenek. A T6 hőkezelés jellemzően 150-250 euróval növeli a feldolgozási költségeket tonnánként, a kemence hatékonyságától és a helyi energiaáraktól függően. Ezt mérlegelni kell az elért teljesítményelőnyökkel szemben.
| Költség összetevő | A380 | A356 | Különbség |
|---|---|---|---|
| Nyersanyag (€/tonna) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Hőkezelés (€/tonna) | 0-50 | 150-250 | +300-400% |
| Forgácsolási költségek | Magasabb (keményebb anyag) | Alacsonyabb (nyúlékonyabb) | -10-15% |
| Hulladékráta (%) | 3-5 | 5-8 | +40-60% |
| Gyártási sebesség | Magasabb | Alacsonyabb | -15-25% |
Ha a Microns Hub-tól rendel, akkor részesülhet a közvetlen gyártói kapcsolatok előnyeiből, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet, ami különösen fontos a költség- és teljesítménykövetelmények egyensúlyozásakor.
Alkalmazásspecifikus kiválasztási kritériumok
Az alkalmazási követelmények végső soron meghatározzák az ötvözet kiválasztását, és mindkét anyag kiemelkedik bizonyos felhasználási esetekben. Az A380 dominál az autóipari alkalmazásokban, amelyek komplex geometriákat igényelnek, mint például a sebességváltóházak, a motor konzolok és az elektronikus vezérlőegység házak. Az ötvözet kiváló folyási tulajdonságai lehetővé teszik a rögzítőelemek, a hűtőbordák és a bonyolult belső járatok integrálását egyetlen öntvényben.
Az A356 előnyben részesül a szerkezeti alkalmazásokban, ahol a mechanikai tulajdonságok fontosabbak, mint az öntési komplexitás. Az autóipari felfüggesztési alkatrészek, a repülőgép-szerelvények és a nagy teljesítményű sporteszközök kihasználják az A356 kiváló szilárdság-tömeg arányát és kifáradási ellenállását.
Az elektronikai alkalmazások érdekes kompromisszumokat mutatnak. Az A380 kiváló hővezető képessége (96 W/m·K vs. 151 W/m·K az A356 esetében) vonzóvá teszi a hűtőbordákhoz és az elektronikus házakhoz, ahol a hőkezelés kritikus fontosságú. Az A356 alacsonyabb elektromos vezetőképessége azonban előnyösebb lehet azokban az alkalmazásokban, amelyek elektromágneses árnyékolást igényelnek.
A fröccsöntési szolgáltatásokkal való integráció gyakran befolyásolja az anyagválasztást a hibrid alkatrészeknél, ahol az alumínium öntvények polimer betétekkel vagy túlsajtolási műveletekkel érintkeznek.
Gyártási folyamat kompatibilitása
A présöntés jelenti a fő gyártási folyamatot mindkét ötvözet esetében, de a kompatibilitásuk más folyamatokkal jelentősen eltér. Az A380 kiemelkedik a nagynyomású présöntési (HPDC) műveletekben, ahol kiváló folyási jellemzői gyors ciklusidőket és egyenletes alkatrészminőséget tesznek lehetővé. Az ötvözet forrasztással szembeni ellenállása (a szerszámfelületekhez való tapadás) meghosszabbítja a szerszám élettartamát és csökkenti a karbantartási igényeket.
Az A356 szélesebb folyamatkompatibilitást mutat, jól teljesít homoköntésben, permanens formaköntésben és félszilárd formázási eljárásokban. Ez a sokoldalúság vonzóvá teszi az A356-ot az alacsony volumenű alkalmazásokhoz vagy prototípusgyártáshoz, ahol a présöntési szerszámozási költségek nem indokolhatók.
Az öntést követő megmunkálási jellemzők jelentősen eltérnek az ötvözetek között. Az A380 nagyobb keménysége és réztartalma nagyobb kihívást jelentő megmunkálási körülményeket teremt, ami keményfém szerszámokat és gondos forgácseltávolítást igényel. Az A356, különösen T6 állapotban, könnyebben megmunkálható hagyományos szerszámokkal, és jobb felületi minőséget eredményez.
| Folyamat | A380 alkalmasság | A356 alkalmasság | Főbb szempontok |
|---|---|---|---|
| Nagynyomású öntés | Kiváló | Jó | Az A380 áramlási előnye kritikus |
| Kisnyomású öntés | Jó | Kiváló | Az A356 mechanikai tulajdonságai kedvezőbbek |
| Homoköntés | Elfogadható | Kiváló | Az A356 a homoköntés szabványa |
| Állandó forma | Jó | Kiváló | Mindkét ötvözet alkalmas |
| CNC megmunkálás | Kihívást jelentő | Jó | Az A356 jobban megmunkálható |
A felületkezelési kompatibilitás is eltérő. Az A380 viszonylag jól eloxálható, de a réztartalom miatt enyhe színeltéréseket mutathat. Az A356 kiváló eloxálási reakciót biztosít egyenletes színfejlődéssel. A porfestés és a festés hasonlóan teljesít mindkét ötvözeten a megfelelő felületelőkészítés után.
Minőségellenőrzési és vizsgálati szempontok
Az A380 és A356 alkalmazások közötti minőségellenőrzési követelmények eltérnek, amit a tipikus felhasználási esetek és a teljesítményelvárások vezérelnek. Az A380 alkatrészek gyakran méretellenőrzésen és alapvető mechanikai vizsgálaton esnek át, a hangsúly az öntési integritáson és a felületi minőségen van. A roncsolásmentes vizsgálat jellemzően szemrevételezést és méretellenőrzést tartalmaz.
Az A356 alkatrészek, különösen a szerkezeti alkalmazásokban használtak, átfogóbb vizsgálati protokollokat igényelnek. A szakítóvizsgálat, a keménységmérés és a hőkezelés validálása szabványos követelményekké válnak. A T6 hőkezelési eljárás hőmérséklet-ellenőrzést és metallurgiai ellenőrzést tesz szükségessé a megfelelő csapadékkeményedés biztosítása érdekében.
A statisztikai folyamatszabályozás (SPC) alkalmazása eltérő az ötvözetek között. Az A380 egyenletes folyási jellemzői lehetővé teszik a szoros méretszabályozást szabványos folyamatfelügyelettel. Az A356 hőkezelési követelményei további változókat vezetnek be, amelyek megkövetelik az oldathőmérséklet, a hűtési sebesség és az öregítési paraméterek ellenőrzését a szabályozási diagramon.
A gyártási szolgáltatásainkkal való integráció magában foglalja az ISO 9001 követelményeinek megfelelő átfogó minőségi dokumentációt, az anyagtanúsítványokkal és a mechanikai tulajdonságok ellenőrzésével, mint szabványos szállítmányokkal.
Környezeti és fenntarthatósági tényezők
A környezeti szempontok egyre inkább befolyásolják az anyagválasztási döntéseket. Mind az A380, mind az A356 kiválóan újrahasznosítható, az alumínium eredendő fenntarthatósági előnyeivel. Az energiaigényük azonban eltér a feldolgozási követelmények miatt.
Az A380 egyszerűbb feldolgozási útja (minimális hőkezelés) alacsonyabb energiafogyasztást eredményez kilogrammonként. Az A356 T6 hőkezelése jelentős energiaigényt jelent, különösen az 540°C-on végzett oldatkezelés során. Ezt az energiaveszteséget egyensúlyba kell hozni az elért teljesítményelőnyökkel.
Az újrahasznosított tartalom kompatibilitása eltérő az ötvözetek között. Az A380 nagyobb toleranciája a nyomelemekkel szemben kompatibilisebbé teszi az újrahasznosított alumínium áramokkal, míg az A356 szigorúbb összetételi követelményei elsődleges alumínium felhasználását tehetik szükségessé a kritikus alkalmazásokhoz.
Jövőbeli trendek és fejlesztési irányok
Az ötvözetfejlesztés folyamatosan fejlődik, hogy megfeleljen a változó ipari követelményeknek. A módosított, csökkentett réztartalmú A380 összetételek célja a hajlékonyság javítása, miközben megőrzik a kiváló öntési jellemzőket. Ezek a fejlesztések az autóipari könnyűszerkezetes kezdeményezéseket célozzák meg, amelyek javított ütközésbiztonságot igényelnek.
Az A356 fejlesztése a fokozott hőkezelési válaszokra és a jobb hőstabilitásra összpontosít. A fejlett öregítési kezelések és a módosított összetételek célja az ötvözet már amúgy is lenyűgöző mechanikai tulajdonságainak előnyeinek kiterjesztése.
Az additív gyártás kompatibilitása egy feltörekvő szempont. Bár egyik ötvözet sem használatos jelenleg széles körben az alumínium 3D nyomtatásban, a kutatás folytatódik a porkohászati változatokba, amelyek kiterjeszthetik alkalmazási körüket.
Gyakran Ismételt Kérdések
Melyik ötvözet biztosít jobb korrózióállóságot, az A380 vagy az A356?
Az A356 általában jobb korrózióállóságot kínál alacsonyabb réztartalma miatt. Az A380-ban lévő réz galvanikus párokat hozhat létre, amelyek felgyorsítják a korróziót a tengeri vagy ipari környezetben. Mindkét ötvözet azonban előnyös a védőbevonatok használata agresszív környezetben.
Hőkezelhető-e az A380 az A356-hoz hasonló tulajdonságok elérése érdekében?
Nem, az A380 nem hőkezelhető hatékonyan magas réztartalma miatt, ami kezdődő olvadást okoz az oldatkezelés során. Az ötvözetet jellemzően öntött állapotban vagy csak feszültségmentesítő kezelésekkel használják.
Milyen minimális falvastagságot tervezzek az egyes ötvözetekhez?
Az A380 megbízhatóan elérheti az 1,5 mm-es falvastagságot optimális öntési körülmények között, míg az A356 általában legalább 2,5 mm-es falakat igényel a melegrepedés elkerülése és az egyenletes mechanikai tulajdonságok biztosítása érdekében.
Hogyan viszonyulnak egymáshoz a megmunkálási költségek az A380 és az A356 között?
Az A356 általában könnyebben és költséghatékonyabban megmunkálható, mint az A380. Az A380 magasabb réztartalma és keménysége keményfém szerszámokat igényel, és nagyobb szerszámkopást eredményez, ami jellemzően 10-15%-kal növeli a megmunkálási költségeket.
Melyik ötvözet a jobb a vékony falú elektronikus házakhoz?
Az A380 általában előnyben részesül a vékony falú elektronikus házakhoz, mivel kiváló folyási jellemzői lehetővé teszik a komplex geometriákat és a vékony falakat. Jó hővezető képessége szintén segíti a hőelvezetést az elektronikus alkalmazásokban.
Melyek a tipikus átfutási idők az egyes ötvözetekből készült alkatrészek esetében?
Az átfutási idők általában hasonlóak mindkét ötvözet esetében a présöntési alkalmazásokban. Az A356 alkatrészek, amelyek T6 hőkezelést igényelnek, 1-3 nappal meghosszabbíthatják a feldolgozási időt a kötegek méretétől és a kemence ütemezésétől függően.
Hogyan viszonyulnak egymáshoz az újrahasznosítási arányok az A380 és az A356 között?
Mindkét ötvözet nagymértékben újrahasznosítható, de az A380 nagyobb toleranciája a nyomelemekkel szemben valamivel kompatibilisebbé teszi a vegyes alumínium hulladékáramokkal. Az A356 szigorúbb összetételi követelményei gondosabb hulladékszelekciót tehetnek szükségessé a kritikus alkalmazásokhoz.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece