A porozitás minimalizálása nagynyomású öntésben (HPDC): Tervezési stratégiák
A porozitás továbbra is az egyik legkritikusabb hiba, amely a nagynyomású öntési műveleteket sújtja, közvetlenül befolyásolva a mechanikai tulajdonságokat, a felületi minőséget és az alkatrészek megbízhatóságát. A Microns Hub-nál több mint 10 000 HPDC alkatrész kiterjedt elemzése azt mutatja, hogy a stratégiai tervezési módosítások akár 85%-kal is csökkenthetik a porozitási szinteket, átalakítva a problémás öntvényeket precíziós tervezésű alkatrészekké, amelyek megfelelnek a legszigorúbb specifikációknak.
Főbb tudnivalók
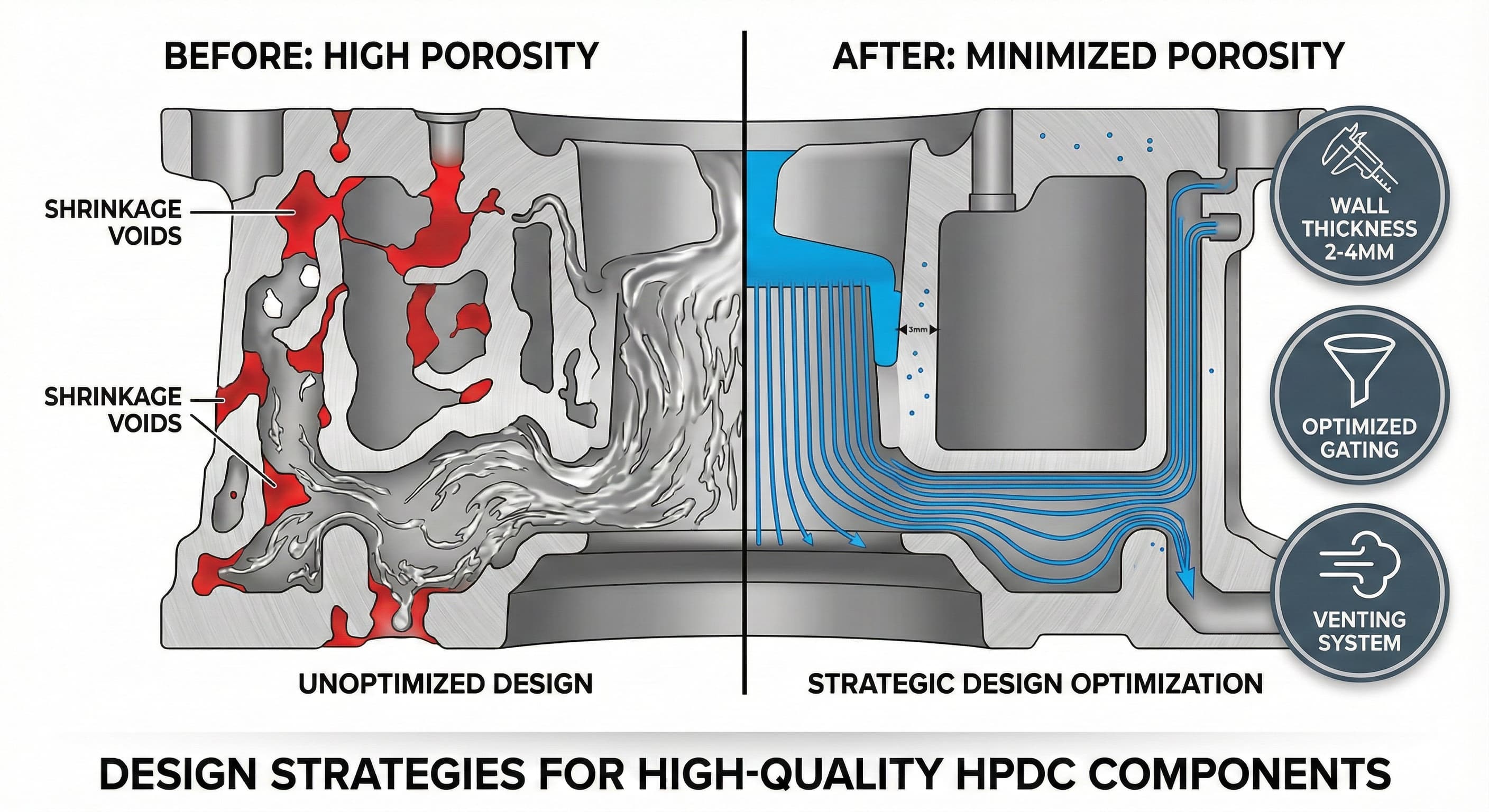
- A 2,0-4,0 mm közötti falvastagság optimalizálása csökkenti a gázbezáródást és javítja az alumíniumötvözetek töltési jellemzőit
- A stratégiai csatorna- és kapuelhelyezés a szabályozott fémáramlás révén megszüntetheti a porozitással kapcsolatos hibák 70%-át
- A 0,05-0,15 mm mély csatornákkal rendelkező szellőzőrendszer kialakítása megakadályozza a levegő bezáródását az üreg feltöltése során
- Az anyagválasztás és a gáztalanítási protokollok közvetlenül korrelálnak a végső porozitási szintekkel, a megfelelő gáztalanítás pedig 0,15 ml/100 g alá csökkenti a hidrogéntartalmat
A porozitás kialakulásának mechanizmusai a HPDC-ben
A nagynyomású öntésben a porozitás három fő mechanizmuson keresztül nyilvánul meg: gázporozitás a bezárt levegőből és a fejlődő gázokból, zsugorodási porozitás a szilárdulási összehúzódásból és turbulencia által kiváltott porozitás a kaotikus fémáramlásból. Minden mechanizmus külön tervezési stratégiákat igényel, hogy minimalizálja a végső alkatrész minőségére gyakorolt hatását.
A gázporozitás jellemzően akkor fordul elő, amikor a levegő bezáródik a gyors üregfeltöltés során, a töltési sebesség gyakran meghaladja a 40-60 m/s-ot a HPDC műveletekben. Ez a bezárt levegő, kombinálva az olvadt alumíniumból fejlődő hidrogéngázzal, 0,1-2,0 mm átmérőjű gömb alakú üregeket hoz létre. A gázporozitás eloszlási mintázata gyakran közvetlenül korrelál az áramlási front viselkedésével és a helyi szilárdulási sebességekkel.
A zsugorodási porozitás eltérően alakul ki, szabálytalan, összekapcsolt üreges hálózatokat képezve azokon a területeken, ahol a folyékony fém táplálása korlátozottá válik a szilárdulás során. Ez a típus jellemzően a vastag szakaszokban, elszigetelt zsebekben és a rossz hőkezelésű területeken koncentrálódik. Ezen mechanizmusok megértése lehetővé teszi a célzott tervezési beavatkozásokat, amelyek az okokat kezelik, nem pedig a tüneteket.
Falvastagság optimalizálási stratégiák
Az optimális falvastagság tervezése a porozitás minimalizálásának alapja a HPDC alkatrészekben. Mérnöki elemzésünk azt mutatja, hogy az alumíniumötvözetek esetében a 2,0-4,0 mm közötti egyenletes falvastagság fenntartása biztosítja az ideális egyensúlyt a mechanikai tulajdonságok, a töltési jellemzők és a szilárdulási viselkedés között.
A 6,0 mm-t meghaladó vastag szakaszokban kivétel nélkül zsugorodási porozitás alakul ki az irányított szilárdulási kihívások és a kapukról történő elégtelen nyomásátvitel miatt. Ezzel szemben az 1,5 mm-nél vékonyabb szakaszok a hiányos feltöltés, a hidegzárások és a korai szilárdulás kockázatát hordozzák, amelyek csapdába ejtik a gázokat. A különböző falvastagságok közötti átmenetnek fokozatosan kell követnie a vastagsági arányokat, amelyek nem haladják meg a 2:1-et a turbulens áramlás elkerülése érdekében.
| Falvastagság tartomány (mm) | Porozitás kockázati szintje | Tipikus alkalmazások | Tervezési szempontok |
|---|---|---|---|
| 1,0-1,5 | Magas (feltöltési problémák) | Vékony bordák, dekoratív elemek | Optimalizált kapuzást igényel |
| 2,0-3,0 | Alacsony | Házfalak, konzolok | A legtöbb alkalmazáshoz optimális |
| 3,5-4,0 | Mérsékelt | Teherhordó szakaszok | Fokozott hűtést igényel |
| 5,0+ | Nagyon magas | Bordák, rögzítési pontok | Speciális technikákat igényel |
A vastag kiemelések és rögzítési pontok különös figyelmet igényelnek, a magképzési stratégiák és a fokozatos vastagságcsökkentés bizonyul a leghatékonyabbnak. A vastag szakaszok felületétől 8,0-12,0 mm-re elhelyezett belső hűtőcsatornák drámaian javíthatják az irányított szilárdulást, miközben csökkentik a ciklusidőket. Ez a megközelítés különösen hatékonynak bizonyult az autóipari sebességváltó házakban, ahol a porozitási szinteket 2% alá sikerült csökkentenünk a 8,0 mm vastag szakaszokban.
Fejlett kapuzási és csatornarendszer tervezés
A kapu elhelyezése és geometriája mélyrehatóan befolyásolja a fémáramlási jellemzőket és a későbbi porozitás kialakulását. Az optimális kapukialakítás sima, lamináris áramlást biztosít, miközben megfelelő nyomásátvitelt biztosít a szilárdulási folyamat során. Számítási folyadékdinamikai elemzésünk feltárja, hogy a kapusebességet 30-45 m/s között kell tartani az alumíniumötvözetek esetében, hogy egyensúlyt teremtsünk a töltési sebesség és a turbulencia minimalizálása között.
A ventilátorkapuk kiváló teljesítményt nyújtanak a nagy, lapos öntvényekhez, szélesebb frontokon osztják el az áramlást, miközben csökkentik a levegőt magukkal ragadó sugárhatásokat. A kapu vastagsága a szomszédos öntvény falvastagságának 60-80%-a legyen, a szélesség pedig fokozatosan növekedjen a csatornacsatlakozástól. Ez a geometria egyenletes áramláselosztást biztosít, miközben elegendő keresztmetszeti területet tart fenn a nyomásátvitelhez.
A csatorna keresztmetszeti területének számításai a rendszerben állandó áramlási sebesség fenntartásának elvét követik. A csatorna-kapu területarányának 1,5:1 és 2:1 között kell maradnia, biztosítva a megfelelő áramlási kapacitást túlzott nyomásesés nélkül. A trapéz alakú csatorna keresztmetszetek 2:1 alap-tető aránnyal megkönnyítik a teljes feltöltést, miközben lehetővé teszik a könnyű kilökődést.
A többszörös kapukonfigurációk gondos kiegyensúlyozást igényelnek az áramlási interferencia és a hidegzárások elkerülése érdekében. A kapu időzítése kritikus fontosságúvá válik, a szimultán feltöltés előnyösebb a szekvenciálisnál a hőmérséklet-különbségek minimalizálása érdekében. A komplex autóipari alkatrészekkel szerzett tapasztalataink azt mutatják, hogy a megfelelően kiegyensúlyozott, többkapus rendszerek 40-60%-kal csökkenthetik a porozitást az egykapus alternatívákhoz képest.
Szisztematikus szellőzőrendszer megvalósítás
A hatékony szellőzőrendszerek szabályozott menekülési útvonalakat biztosítanak a kiszorított levegő és a fejlődő gázok számára, megakadályozva azok bezáródását a szilárduló öntvényben. A szellőző kialakítása pontos méretellenőrzést igényel, a 0,05-0,15 mm közötti csatornamélységek optimális gázelvezetést biztosítanak anélkül, hogy a fém behatolhatna.
A szellőző elhelyezése a feltöltés utolsó pontjain történő elhelyezés elvét követi, jellemzően a fő kapukkal szemben és azokon a területeken, ahol az áramlási frontok találkoznak. A választóvonal szellőzők a leghatékonyabbak, kihasználva a természetes formaelválasztást a gázszökési útvonalak létrehozásához. Ezeknek a szellőzőknek 6,0-10,0 mm-re kell kinyúlniuk a forma felületébe, mielőtt nagyobb gyűjtőkamrákká bővülnének.
| Szellőző típusa | Mélység (mm) | Szélesség (mm) | Alkalmazás | Hatékonyság |
|---|---|---|---|---|
| Elválasztó vonal | 0,05-0,10 | 3,0-6,0 | Elsődleges szellőztetés | Kiváló |
| Kidobó tüske | 0,02-0,05 | Kerületi | Mély zsebek | Jó |
| Betét határa | 0,03-0,08 | 2,0-4,0 | Komplex geometriák | Nagyon jó |
| Mag szellőzők | 0,08-0,15 | 1,0-2,0 | Belső üregek | Jó |
A vákuummal segített szellőzőrendszerek fejlett megközelítést jelentenek a kritikus alkalmazásokhoz, a feltöltés során 50 mbar alatt tartva az üregnyomást. Ez a technika különösen értékes a repülőgépipari és orvosi eszközök alkatrészeihez, ahol a porozitási szinteknek 1% alatt kell maradniuk. A vákuumrendszerek integrálása gondos tömítéskialakítást és pontos időzítés-szabályozást igényel a hatékonyság maximalizálása érdekében.
A nagy pontosságú eredményekhez kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
Anyagválasztás és olvadékkezelési protokollok
Az alumíniumötvözet kiválasztása jelentősen befolyásolja a porozitási hajlamot, az összetétel és a kezelési előzmények befolyásolják a gázoldhatóságot és a szilárdulási jellemzőket. Az A356-T6 és az A380 a leggyakoribb HPDC ötvözetek, amelyek mindegyike egyedi porozitási kihívásokat és mérséklési követelményeket támaszt.
Az A380 ötvözet kiváló folyékonyságot és formafeltöltési jellemzőket mutat, de nagyobb a hidrogénoldhatósága, ami agresszív gáztalanítási protokollokat igényel. A hidrogéntartalmat 0,15 ml/100 g alumínium alatt kell tartani argonnal vagy nitrogénnel végzett rotációs gáztalanítással. A gáztalanítási folyamat általában 8-12 percet igényel 700-720°C-on, 2-4 l/perc gázáramlási sebességgel 100 kg fémre.
A titán-bór hozzáadásával (0,02-0,05% Ti) történő szemcsefinomítás olyan nukleációs helyeket hoz létre, amelyek elősegítik a finom, egytengelyű szemcseszerkezeteket. Ez a mikrostrukturális módosítás csökkenti a zsugorodási porozitás kialakulását, miközben javítja a mechanikai tulajdonságokat. A szemcsefinomító hozzáadása az olvadék előkészítése során történjen, 10-15 percet hagyva a teljes feloldódásra és eloszlásra.
A másodlagos műveletek, mint például a T6 hőkezelés, részben gyógyíthatják a mikro-porozitást szilárdtest diffúziós folyamatokon keresztül. Ez a megközelítés azonban a 0,05 mm-nél kisebb átmérőjű pórusokra korlátozódik, és nem képes kezelni a nagyobb gáz- vagy zsugorodási üregeket. A megfelelő tervezéssel történő megelőzés sokkal hatékonyabb, mint az öntés utáni helyreállítás.
Folyamatparaméter optimalizálás
A présöntőgép paraméterei közvetlenül befolyásolják a porozitás kialakulását a töltési dinamika, a nyomás alkalmazása és a szilárdulási sebességek szabályozásán keresztül. A befecskendezési sebességprofilok gondos optimalizálást igényelnek, jellemzően 0,2-0,5 m/s lassú lövéssebességet alkalmazva a kezdeti üregfeltöltéshez, majd gyors lövésgyorsítást 2,0-4,0 m/s-ra, amint a csatornarendszer teljesen feltöltődik.
Az intenzifikációs nyomás alkalmazásának időzítése kritikus fontosságú a zsugorodási porozitás megelőzése szempontjából. A nyomást 0,1-0,3 másodpercen belül 300-800 barra kell növelni az üregfeltöltés befejezése után, és ezt a nyomást a szilárdulás során fenn kell tartani. A nyomásátviteli hatékonyság nagymértékben függ a kapu fagyási jellemzőitől, a kapukat úgy tervezték, hogy 2-5 másodperccel tovább maradjanak folyékonyak, mint a szomszédos öntvény szakaszok.
| Paraméter | Optimális tartomány | Hatás a porozitásra | Ellenőrzési módszer |
|---|---|---|---|
| Lassú befecskendezési sebesség | 0,2-0,5 m/s | Csökkenti a levegő bezáródását | Lineáris enkóder |
| Gyors befecskendezési sebesség | 2,0-4,0 m/s | Teljes feltöltés | Sebességérzékelők |
| Nyomásfokozás | 300-800 bar | Megakadályozza a zsugorodást | Nyomástávadók |
| Szerszám hőmérséklet | 180-250°C | Szabályozza a szilárdulást | Pirométerek |
A forma hőmérsékletének kezelése befolyásolja mind a töltési viselkedést, mind a szilárdulási mintázatokat. Az optimális formahőmérséklet alumíniumötvözetek esetében 180-250°C között van, a magasabb hőmérsékletek javítják az áramlási jellemzőket, miközben potenciálisan növelik a gázporozitás kockázatát. A differenciális formafűtés, magasabb hőmérsékletekkel a nehezen feltölthető területeken és alacsonyabb hőmérsékletekkel a vastag szakaszokban, optimalizálja mind a töltési, mind a szilárdulási viselkedést.
Fejlett szimuláció és tervezés validálás
A számítási folyadékdinamikai szimuláció lehetővé teszi a porozitásra hajlamos területek előrejelzését és megelőzését a forma elkészítése előtt. A modern szimulációs szoftverek pontosan modellezik a gázbezáródást, a zsugorodás előrejelzését és a hőtereket az öntési folyamat során. Ezek az eszközök azonosítják a potenciális problémákat a tervezési fázisokban, amikor a módosítások költséghatékonyak maradnak.
Az áramlási szimuláció feltárja azokat a turbulencia zónákat, ahol levegő záródik be, lehetővé téve a kapu áthelyezését vagy a geometria módosítását a lamináris áramlás elősegítése érdekében. A sebességtér elemzés azonosítja azokat a területeket, amelyek meghaladják az ajánlott áramlási sebességeket, míg a nyomáseloszlási térképek kiemelik azokat a régiókat, ahol nem megfelelő az intenzifikációs nyomás átvitele.
A termikus elemzés előrejelzi a szilárdulási sorrendeket, azonosítva az elszigetelt forró pontokat, amelyek hajlamosak a zsugorodási porozitás kialakulására. Ez az információ irányítja a hűtőrendszer tervezését, a stratégiai hűtőcsatorna elhelyezéssel biztosítva az irányított szilárdulást a táplálási területek felé. A lemezalkatrész gyártási szolgáltatások integrálása a hűtőrendszer alkatrészeihez lehetővé teszi a hőkezelési megoldások gyors prototípusgyártását és optimalizálását.
A porozitás előrejelzési algoritmusok kombinálják az áramlási és termikus eredményeket az üregképződési helyek és méretek előrejelzésére. A tényleges termelési adatokkal szembeni validálás 85-92%-os pontosságot mutat a porozitási hely előrejelzésében, lehetővé téve a proaktív tervezési módosításokat, amelyek megelőzik a hibákat a gyártás utáni észlelés helyett.
Minőségellenőrzési és vizsgálati módszerek
A hatékony porozitásértékelés többféle vizsgálati technikát igényel, amelyek mindegyike egyedi betekintést nyújt az üregjellemzőkbe és az eloszlási mintázatokba. A röntgenradiográfia továbbra is az aranystandard a belső porozitás kimutatására, megfelelő technika optimalizálásával akár 0,1 mm üregátmérőig terjedő felbontási képességekkel.
Az ipari számítógépes tomográfia háromdimenziós üregvizualizációt biztosít, lehetővé téve a pontos térfogatméréseket és a kapcsolódási elemzést. Ez a technika különösen értékes a komplex geometriákhoz, ahol a hagyományos radiográfia a funkciók átfedésétől szenved. A CT-vizsgálat feltárja a pórusok összekapcsolódását, ami elengedhetetlen a nyomástartó alkatrészek szivárgási útvonalának megértéséhez.
A hidrosztatikus mérlegen keresztüli sűrűségmérések gyors porozitásértékelést kínálnak a termelésellenőrzéshez. Ez a technika meghatározza a teljes porozitás százalékos arányát, de nem tud térbeli eloszlási információkat szolgáltatni. A sűrűségmérések jól korrelálnak a mechanikai tulajdonságokkal, így alkalmasak a jó/nem megfelelő minőségi döntésekhez.
A gyártási szolgáltatásainkkal való munka során a Microns Hub átfogó minőségi protokollokat alkalmaz, amelyek meghaladják az ipari szabványokat. Vizsgálati képességeink közé tartoznak a nagy felbontású röntgenrendszerek, a dimenziós koordináta mérőgépek és a metallográfiai elemző berendezések, amelyek biztosítják, hogy minden alkatrész megfeleljen a meghatározott porozitási követelményeknek.
A porozitás megelőzésének költség-haszon elemzése
A porozitás megelőzési stratégiáiba történő befektetés a tervezési fázisokban jelentős megtérülést biztosít a csökkentett selejtezési arányok, a javított mechanikai tulajdonságok és a fokozott alkatrész megbízhatóság révén. A költségvezérlők elemzése azt mutatja, hogy a megfelelő tervezési megvalósítás 3-8%-kal növeli a kezdeti szerszámköltségeket, miközben 15-25%-kal csökkenti a folyamatos termelési költségeket a jobb hozamarányok révén.
A tervezési optimalizálás költségei elsősorban a meghosszabbított szimulációs időt, a további mérnöki elemzéseket és a potenciálisan összetettebb formaépítést foglalják magukban. Ezek a kezdeti beruházások azonban eltörpülnek a porozitással kapcsolatos hibákból származó termelési veszteségekhez képest. A selejtezési arányok átfogó porozitás megelőzési stratégiákkal jellemzően 8-15%-ról 2-5%-ra csökkennek.
A mechanikai tulajdonságok javulása lehetővé teszi az anyagoptimalizálási lehetőségeket, potenciálisan lehetővé téve a minőségcsökkentést, amely ellensúlyozza a megnövekedett feldolgozási költségeket. A minimális porozitással rendelkező alkatrészek 20-35%-kal nagyobb kifáradási élettartamot mutatnak a porózus alternatívákhoz képest, csökkentve a garanciális költségeket és javítva az ügyfél elégedettségét. A tervezési optimalizálás és a költségcsökkentés közötti összefüggés egyaránt vonatkozik a présöntési műveletekre is.
A hosszú távú előnyök közé tartozik a jobb formaélettartam a csökkentett folyamatterhelés és hőmérséklet-ciklus révén, a jobb felületi minőség, amely csökkenti a másodlagos műveleteket, és a kritikus alkatrészek kibővített alkalmazási lehetőségei. Ezek a tényezők együttesen kényszerítő üzleti eseteket teremtenek az átfogó porozitás megelőzési programok számára.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, dedikált mérnökökkel, akik értik a porozitás megelőzésének árnyalatait a nagynyomású öntési alkalmazásokban.
Megvalósítási irányelvek és bevált gyakorlatok
A sikeres porozitás minimalizálás szisztematikus megvalósítást igényel a tervezési, szerszámozási és gyártási fázisokban. Kezdje egy átfogó tervezési felülvizsgálattal, amely a falvastagság egyenletességére, a kapuzás optimalizálására és a szellőzőrendszer integrálására összpontosít. Minden tervezési elemet értékelni kell a teljes porozitási kockázat csökkentéséhez való hozzájárulása szempontjából.
A szerszámgyártásnak szigorú tűréshatárokat kell fenntartania a kritikus funkciókon, különösen a szellőző méreteken és a kapu geometriákon. A szellőző mélységeit precíziós méréssel kell ellenőrizni, mivel a ±0,02 mm-es eltérések jelentősen befolyásolják a hatékonyságot. A kapu felületi minőségének el kell érnie a 0,8 μm alatti Ra értékeket a lamináris áramlási jellemzők elősegítése érdekében.
A folyamatparaméterek fejlesztése szisztematikus optimalizálási protokollokat követ, konzervatív beállításokkal kezdve, és fokozatosan az optimális teljesítményablakok felé tolva. Dokumentálja az összes paraméterváltozást és azok hatásait a porozitási szintekre, átfogó folyamatismeretet építve a jövőbeli alkalmazásokhoz.
A kezelők képzése biztosítja az optimalizált paraméterek következetes megvalósítását és a porozitás kialakulását befolyásoló folyamateltérések felismerését. Az elfogadható és elutasítható porozitási szinteket bemutató vizuális szabványok segítenek fenntartani a következetes minőségi döntéseket a gyártási futamok során.
Gyakran Ismételt Kérdések
Mi a maximálisan elfogadható porozitási szint a szerkezeti présöntött alkatrészekhez?
Az elfogadható porozitási szintek alkalmazásonként változnak, de a szerkezeti alkatrészek általában 3-5% alatti porozitást igényelnek térfogat szerint az általános alkalmazásokhoz, és 1-2% alatti porozitást a kritikus teherhordó alkatrészekhez. A repülőgépipari és orvosi alkalmazások 0,5% alatti porozitási szinteket igényelhetnek, konkrét méret- és eloszlási korlátozásokkal.
Hogyan befolyásolja a falvastagság a porozitás kialakulását az alumínium présöntvényekben?
A falvastagság közvetlenül befolyásolja mind a gáz-, mind a zsugorodási porozitás kialakulását. A 2,0 mm-nél vékonyabb szakaszok a gyors szilárdulás miatt a gázbezáródás kockázatát hordozzák, míg a 4,0 mm-nél vastagabb szakaszokban a rossz nyomásátvitel miatt zsugorodási porozitás alakul ki. A legtöbb alumíniumötvözet alkalmazáshoz az optimális vastagság 2,0-3,5 mm között van.
Eltávolíthatják-e az öntés utáni kezelések a porozitást a HPDC alkatrészekben?
Az öntés utáni kezelések, mint például a hőkezelés, részben gyógyíthatják a 0,05 mm-nél kisebb átmérőjű mikro-porozitást szilárdtest diffúziós folyamatokon keresztül. A nagyobb gáz- vagy zsugorodási üregek azonban nem távolíthatók el az utófeldolgozással. A megfelelő tervezéssel és folyamatszabályozással történő megelőzés sokkal hatékonyabb, mint a helyreállítási kísérletek.
Milyen szerepet játszik a forma hőmérséklete a porozitás megelőzésében?
A forma hőmérséklete befolyásolja mind a töltési viselkedést, mind a szilárdulási jellemzőket. Az alumíniumötvözetek esetében a 180-250°C közötti hőmérsékletek optimalizálják az áramlást, miközben szabályozzák a gázfejlődést. A magasabb hőmérsékletek javítják a vékony szakaszok feltöltését, de növelhetik a gázporozitás kockázatát, míg az alacsonyabb hőmérsékletek korai szilárdulást és levegőbezáródást okozhatnak.
Mennyire hatékonyak a vákuummal segített présöntő rendszerek a porozitás csökkentésére?
A vákuummal segített rendszerek, amelyek 50 mbar alatti üregnyomást tartanak fenn, 60-80%-kal csökkenthetik a gázporozitást a hagyományos HPDC-hez képest. Ezek a rendszerek különösen hatékonyak a 1% alatti porozitási szinteket igénylő kritikus alkalmazásokhoz, bár bonyolultságot és költséget adnak a présöntési folyamathoz.
Mely vizsgálati módszerek biztosítják a legpontosabb porozitásértékelést?
Az ipari számítógépes tomográfia kínálja a legátfogóbb porozitás elemzést, 3D vizualizációt, pontos térfogatméréseket és kapcsolódási térképezést biztosítva. A röntgenradiográfia költséghatékony marad a rutinvizsgálatokhoz 0,1 mm-es felbontási képességgel, míg a sűrűségmérések gyors termelésellenőrzést kínálnak a teljes porozitásértékeléshez.
Hogyan viszonyulnak a különböző alumíniumötvözetek a porozitási hajlam szempontjából?
Az A380 ötvözet kiváló folyékonyságot mutat, de nagyobb a hidrogénoldhatósága, ami agresszív gáztalanítást igényel, míg az A356 jobb mechanikai tulajdonságokat kínál mérsékelt porozitási kockázattal. Az ADC12 jó önthetőséget mutat közepes gázérzékenységgel, az A413 pedig kiváló korrózióállóságot biztosít, de gondos hőkezelést igényel a zsugorodási porozitás megelőzése érdekében.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece