Réduire les coûts d'outillage : Stratégie des matrices modulaires et des outils familiaux
Les coûts d'outillage peuvent représenter 30 à 40 % du budget d'un projet de fabrication, mais la plupart des entreprises abordent la conception des matrices et des moules avec une vision à usage unique. Les matrices modulaires et les outils familiaux représentent un virage stratégique vers l'optimisation des coûts sans compromettre la qualité, réduisant les dépenses d'outillage de 25 à 60 % tout en diminuant les délais et en améliorant la flexibilité de la fabrication.
Principaux points à retenir :
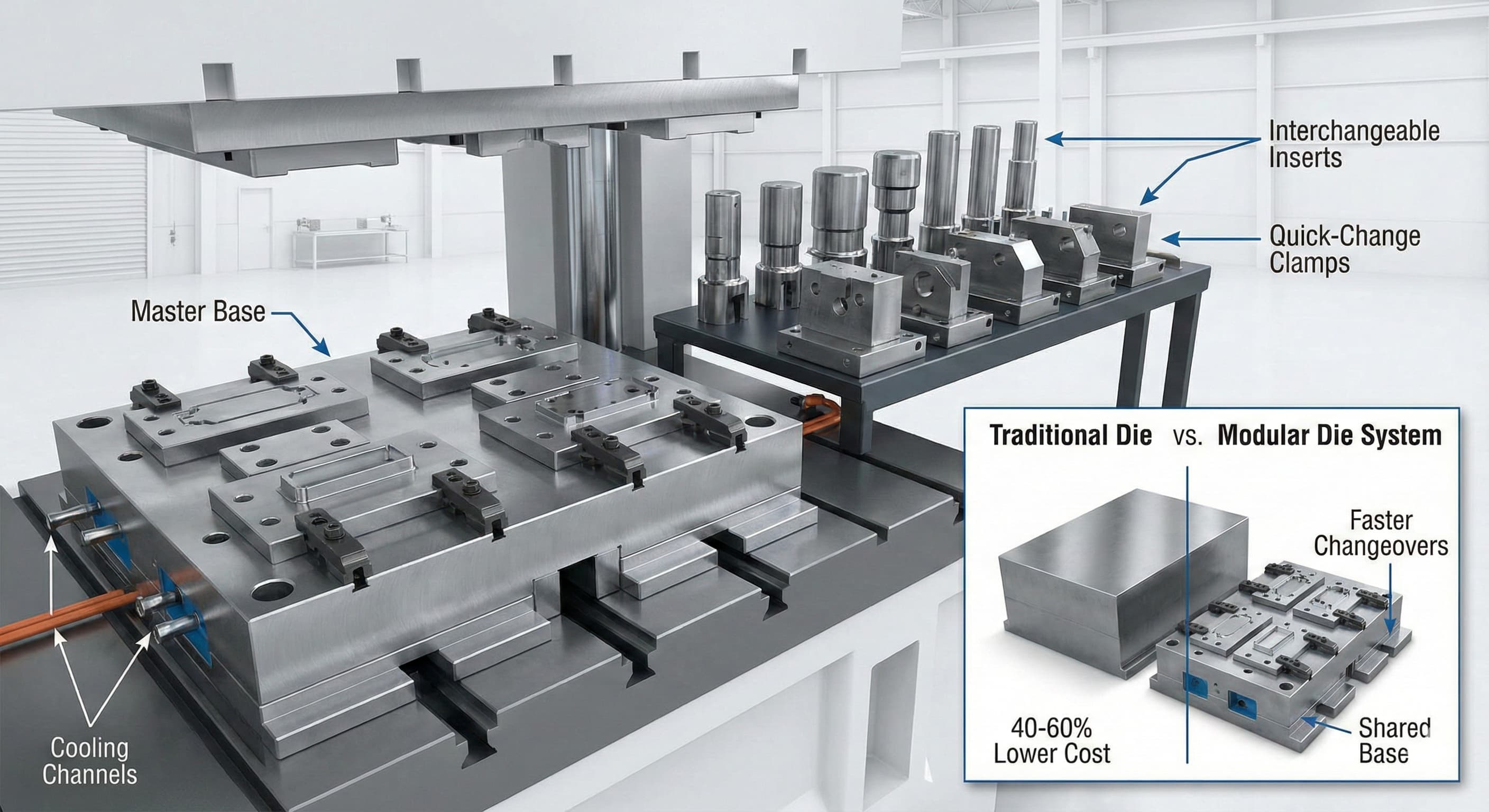
- Les systèmes de matrices modulaires réduisent l'investissement initial en outillage de 40 à 60 % grâce à des composants de base partagés et à des inserts interchangeables.
- Les outils familiaux permettent la production simultanée de plusieurs variations de pièces, optimisant l'utilisation des machines et réduisant les coûts par pièce.
- La planification stratégique de la modularité nécessite une analyse préalable, mais offre un retour sur investissement de 3 à 5 fois supérieur sur le cycle de vie de l'outil.
- Une sélection appropriée des matériaux et une fabrication de précision sont essentielles : les bases en acier à outils H13 avec des inserts en P20 offrent un rapport durabilité/coût optimal.
Comprendre l'architecture des matrices modulaires
Les matrices modulaires restructurent fondamentalement l'outillage traditionnel en séparant les composants de base fixes des éléments de formage variables. La structure de base abrite le système d'éjection, les canaux de refroidissement et les interfaces de montage, tandis que les inserts interchangeables définissent la géométrie de la pièce. Cette architecture permet aux fabricants de tirer parti d'importantes économies d'échelle dans les familles de produits.
Le système modulaire typique se compose de trois niveaux principaux : la base maîtresse (15 000 à 45 000 €), les sous-plaques standardisées (3 000 à 8 000 € chacune) et les inserts de précision (500 à 2 500 € par cavité). Lors de la production de 5 à 10 pièces connexes, l'infrastructure de base partagée réduit les coûts des outils individuels de 40 à 60 % par rapport aux matrices dédiées.
La sélection des matériaux joue un rôle crucial dans le succès de la modularité. L'acier à outils H13 (trempé à 48-52 HRC) constitue la base optimale pour les applications à volume élevé, offrant une résistance exceptionnelle aux cycles thermiques et une stabilité dimensionnelle. Pour une production à plus faible volume, l'acier P20 (28-32 HRC) offre des performances adéquates à un coût inférieur de 30 %. Les matériaux d'insertion dépendent de la complexité de la pièce : les géométries simples utilisent le P20, tandis que les caractéristiques complexes nécessitant des détails précis bénéficient de l'acier à outils A2 trempé à 58-62 HRC.
Les considérations de conception vont au-delà de la sélection des matériaux. Les systèmes modulaires nécessitent des mécanismes d'alignement précis, généralement obtenus grâce à des goujons avec une précision de positionnement de ±0,02 mm et des pinces mécaniques capables d'une pression de serrage de 150 à 200 bars. La conception du système de refroidissement devient plus complexe, nécessitant des raccords à déconnexion rapide et des systèmes de collecteurs flexibles pour s'adapter aux différentes configurations d'inserts.
Stratégies de conception d'outils familiaux
Les outils familiaux regroupent plusieurs variations de pièces dans un seul système d'outillage, maximisant ainsi l'utilisation des machines et minimisant les coûts de configuration. La stratégie fonctionne particulièrement bien pour les composants partageant des épaisseurs de matériau, des enveloppes dimensionnelles et des volumes de production similaires.
Trois configurations principales d'outils familiaux dominent les applications de fabrication : la disposition en bande, la disposition circulaire et les blocs de cavités modulaires. Les dispositions en bande disposent les pièces linéairement, ce qui est idéal pour les opérations progressives et les pièces aux géométries similaires. Les dispositions circulaires optimisent l'utilisation des matériaux pour les composants ronds ou compacts, tandis que les blocs de cavités modulaires offrent une flexibilité maximale pour les familles de pièces mixtes.
Les paramètres de conception critiques comprennent l'espacement des cavités, l'optimisation du système de canaux et la synchronisation de l'éjection. L'espacement minimal des cavités varie généralement de 25 à 40 mm en fonction de la taille de la pièce et des exigences de débit de matériau. Les systèmes de canaux doivent équilibrer le gaspillage de matériau et la qualité du remplissage : les systèmes de canaux chauds réduisent le gaspillage de matériau de 15 à 25 %, mais augmentent le coût de l'outil de 20 000 à 50 000 €.
L'analyse du volume détermine les regroupements familiaux optimaux. Les pièces dont les ratios de production sont de 3:1 fonctionnent bien ensemble, tandis que les disparités plus importantes créent des inefficacités. Par exemple, le regroupement d'une pièce de volume annuel de 100 000 unités avec un composant de 25 000 unités maximise l'utilisation de l'outil, mais le jumelage avec un article spécialisé de 5 000 unités crée une complexité inutile.
| Configuration d'outillage familial | Nombre optimal de pièces | Temps de configuration | Efficacité matérielle | Gamme de coûts d'outillage |
|---|---|---|---|---|
| Disposition des bandes | 2-4 parts | 15-25 minutes | 75-85% | €25,000-60,000 |
| Agencement circulaire | 4-8 parts | 20-35 minutes | 80-90% | €35,000-80,000 |
| Blocs de cavités modulaires | 3-6 parts | 10-20 minutes | 70-80% | €40,000-100,000 |
L'uniformité de l'épaisseur de la paroi devient particulièrement difficile dans les outils familiaux en raison des différentes géométries des pièces et des schémas d'écoulement. L'analyse de la dynamique des fluides computationnelle permet d'optimiser l'emplacement des points d'injection et le dimensionnement des canaux afin de garantir un remplissage uniforme dans toutes les cavités.
Analyse des coûts et calculs du retour sur investissement
La quantification de la réduction des coûts d'outillage nécessite une analyse complète allant au-delà de l'investissement initial. L'outillage traditionnel à usage unique pour une famille de cinq pièces coûte généralement entre 150 000 et 300 000 €, tandis que les systèmes d'outils modulaires ou familiaux équivalents varient entre 80 000 et 180 000 €, ce qui représente une économie immédiate de 25 à 40 %.
Cependant, la véritable valeur émerge grâce à l'analyse du cycle de vie. Les systèmes modulaires permettent des itérations de conception rapides grâce à des modifications d'inserts coûtant entre 1 500 et 5 000 € contre 25 000 à 50 000 € pour des reconstructions complètes d'outils. Les outils familiaux réduisent les coûts de configuration par pièce de 150 à 300 € à 30 à 75 €, ce qui est particulièrement important pour les séries de production à volume moyen.
La réduction des délais offre une valeur ajoutée. L'outillage standard nécessite 12 à 16 semaines pour les matrices complexes, tandis que les systèmes modulaires avec des bases préfabriquées réduisent ce délai à 6 à 10 semaines pour le développement de nouveaux inserts. Les outils familiaux éliminent les configurations multiples, réduisant ainsi le temps de production total de 15 à 30 % pour les séries de pièces mixtes.
L'amélioration de l'utilisation des machines amplifie les avantages en termes de coûts. L'outillage à usage unique atteint souvent un taux d'utilisation de 40 à 60 % en raison des exigences de changement et des contraintes de planification. Les outils familiaux peuvent pousser l'utilisation à 75-85 %, augmentant ainsi efficacement la capacité de production sans investissement en équipement.
| Catégorie de coût | Outillage traditionnel | Matrices modulaires | Outils familiaux | Potentiel d'économies |
|---|---|---|---|---|
| Investissement initial | €200,000 | €120,000 | €100,000 | 40-50% |
| Modifications de conception | €35,000 | €8,000 | €15,000 | 57-77% |
| Coûts de configuration/exécution | €250 | €180 | €75 | 28-70% |
| Délai de livraison (semaines) | 14-18 | 8-12 | 10-14 | 30-44% |
Sélection des matériaux et considérations relatives à la durabilité
La sélection des matériaux d'outillage a un impact direct sur les coûts initiaux et la durabilité à long terme. La complexité accrue des systèmes modulaires et familiaux exige une adaptation minutieuse des matériaux aux exigences de l'application et aux volumes de production.
Pour les applications de moulage sous pression à volume élevé dépassant 500 000 cycles, l'acier à outils H13 offre des performances optimales. Sa teneur en chrome de 1,05 % et en molybdène de 1,50 % offre une excellente résistance à la fatigue thermique et maintient la dureté jusqu'à 600 °C. Les traitements de surface comme le revêtement de nitrure prolongent la durée de vie de l'outil de 40 à 60 %, ajoutant 3 000 à 8 000 € au coût de l'outil, mais réduisant la fréquence de remplacement.
Les applications à volume moyen (100 000 à 500 000 cycles) bénéficient de l'équilibre entre performance et coût de l'acier P20. Pré-trempé à 28-32 HRC, le P20 élimine les risques de distorsion liés au traitement thermique tout en offrant une résistance à l'usure adéquate. Sa meilleure usinabilité réduit le temps de fabrication de 20 à 25 % par rapport au H13.
Les applications spécialisées nécessitent des solutions sur mesure.Les opérations de thixoformage fonctionnant à 580-620°C exigent des aciers à outils de qualité supérieure comme le H11 ou des alliages personnalisés avec une conductivité thermique améliorée. Bien que les coûts initiaux augmentent de 40 à 60 %, la durée de vie prolongée de l'outil justifie l'investissement pour une production à volume élevé.
Les matériaux d'insertion suivent différents critères d'optimisation. Les applications de changement fréquent privilégient l'usinabilité et le coût par rapport à la durabilité ultime. L'acier 1018 ou l'aluminium 7075-T6 offrent des performances adéquates pour les inserts de prototype et de production à faible volume, réduisant les coûts de 60 à 70 % par rapport aux alternatives en acier à outils.
Les matériaux du système de refroidissement ont un impact significatif sur les performances. Les conduites de refroidissement en alliage de cuivre offrent une conductivité thermique 3 fois supérieure à celle de l'acier, mais coûtent 4 fois plus cher. Pour les applications à cycle élevé, l'amélioration de l'évacuation de la chaleur justifie l'investissement grâce à la réduction des temps de cycle et à la prolongation de la durée de vie de l'outil.
Précision de la fabrication et contrôle de la qualité
Les systèmes d'outillage modulaires et familiaux exigent des normes de précision élevées pour assurer un ajustement correct et une qualité de pièce constante. Les tolérances dimensionnelles se resserrent de 30 à 50 % par rapport aux outils à usage unique, les interfaces critiques nécessitant une précision de ±0,01 mm.
La fabrication des composants de base établit les fondations du succès du système. Les surfaces de montage nécessitent des états de surface de Ra 0,4 μm ou mieux pour éviter les micro-mouvements pendant la production. Les trous de goujons maintiennent une tolérance de position de ±0,005 mm, tandis que les surfaces de serrage doivent rester planes à moins de 0,02 mm sur toute leur portée.
La fabrication des inserts équilibre la précision et la rentabilité. Les surfaces de formage critiques maintiennent une tolérance dimensionnelle de ±0,025 mm, tandis que les caractéristiques non critiques peuvent se relâcher à ±0,05 mm. Les exigences en matière d'état de surface varient selon l'application : les surfaces de classe A pour les pièces visibles nécessitent Ra 0,2 μm, tandis que les surfaces fonctionnelles acceptent Ra 0,8 μm.
Les procédures de contrôle de la qualité s'étendent au-delà de la vérification traditionnelle de l'outillage. Les systèmes modulaires nécessitent des protocoles de vérification de l'assemblage confirmant le bon positionnement des inserts, l'intégrité du circuit de refroidissement et la synchronisation du système d'éjection. Les outils familiaux exigent une validation de l'analyse de l'écoulement garantissant un remplissage équilibré dans toutes les cavités.
Pour des résultats de haute précision,Demandez un devis gratuit et obtenez un prix en 24 heures de Microns Hub.
Les protocoles de mesure et d'inspection s'adaptent à la complexité modulaire. Les machines à mesurer tridimensionnelles vérifient la géométrie des composants de base, tandis que les comparateurs optiques vérifient les profils des inserts. La vérification de l'assemblage utilise des calibres go/no-go confirmant l'ajustement et la fonction appropriés avant les essais de production.
Intégration à la fabrication moderne
Les technologies de l'industrie 4.0 amplifient les avantages de l'outillage modulaire et familial grâce à une surveillance améliorée, une maintenance prédictive et des systèmes de changement automatisés. L'outillage intelligent intègre des capteurs surveillant la température, la pression et le nombre de cycles, fournissant ainsi une rétroaction en temps réel sur les performances.
Les systèmes de changement automatisés réduisent les temps de configuration de 30 à 60 minutes à 5 à 15 minutes grâce à la manipulation robotisée des inserts et à des systèmes de positionnement prédéterminés. Bien qu'ils ajoutent 50 000 à 150 000 € au coût du système, l'automatisation est amortie en 18 à 24 mois pour les environnements de production à forte mixité.
La technologie du jumeau numérique permet l'optimisation virtuelle des configurations d'outils familiaux avant la fabrication physique. Le logiciel de simulation prédit les schémas de remplissage, identifie les problèmes de qualité potentiels et optimise les systèmes de canaux, réduisant ainsi les coûts de prototypage physique de 40 à 60 %.
Les algorithmes de maintenance prédictive analysent les données des capteurs pour prévoir l'usure des inserts et planifier le remplacement avant que la qualité ne se dégrade. Cette approche proactive réduit les taux de rebut de 15 à 25 % et élimine les temps d'arrêt liés aux réparations d'urgence.
L'intégration avec les services de fabrication de tôlerie crée des solutions de fabrication complètes combinant plusieurs processus dans des séquences de production optimisées. Cette approche holistique réduit les coûts de manutention et améliore le contrôle global de la qualité.
Stratégie de mise en œuvre et planification
La mise en œuvre réussie de l'outillage modulaire nécessite une analyse systématique des portefeuilles de produits existants et des plans de développement futurs. Le processus commence par une analyse complète de la famille de pièces identifiant les possibilités de consolidation et de normalisation.
La classification des pièces examine les enveloppes dimensionnelles, les exigences en matière de matériaux, les volumes de production et les spécifications de qualité. Les composants partageant des caractéristiques similaires deviennent des candidats pour l'outillage familial, tandis que les pièces nécessitant des modifications de conception fréquentes bénéficient d'approches modulaires.
L'analyse des investissements compare les coûts d'outillage traditionnels aux alternatives modulaires sur des horizons de 3 à 5 ans. L'analyse comprend les coûts d'outillage initiaux, les dépenses de modification, les économies de temps de configuration et les améliorations de l'utilisation des machines. Les périodes de récupération varient généralement de 12 à 24 mois en fonction des volumes de production et de la complexité des pièces.
L'évaluation des risques identifie les défis potentiels, notamment la complexité accrue de la conception, les exigences en matière de capacité des fournisseurs et les exigences en matière de contrôle de la qualité. Les stratégies d'atténuation traitent chaque risque identifié par le biais de la qualification des fournisseurs, de procédures d'inspection améliorées et d'une planification de secours.
Lorsque vous travaillez avec Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes du marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails nécessaire à la réussite de la mise en œuvre de l'outillage modulaire.
La mise en œuvre se déroule par le biais de programmes pilotes validant les concepts sur des familles de pièces représentatives avant un déploiement à grande échelle. Les résultats des pilotes éclairent l'amélioration des normes de conception, des procédures de fabrication et des protocoles de contrôle de la qualité. Les indicateurs de succès comprennent les réalisations en matière de réduction des coûts, les améliorations de la qualité et les réductions des délais.
Les programmes de formation garantissent que les équipes de production comprennent le fonctionnement du système modulaire, les procédures de changement et les exigences de maintenance. Les normes de documentation capturent les leçons apprises et établissent les meilleures pratiques pour les applications futures.
Optimisation avancée de la conception
L'optimisation de l'outillage modulaire et familial s'étend au-delà de la consolidation de base pour englober des stratégies de conception sophistiquées maximisant l'efficacité et minimisant les coûts. Les techniques avancées comprennent les systèmes de conception paramétrique, l'optimisation topologique et les algorithmes d'optimisation multi-objectifs.
La conception paramétrique permet des changements de configuration rapides grâce à la modification de la géométrie pilotée par des variables. Les modèles maîtres intègrent des règles et des contraintes de conception, ajustant automatiquement les canaux de refroidissement, les systèmes d'éjection et les éléments structurels au fur et à mesure que les configurations d'inserts changent. Cette approche réduit le temps de conception de 50 à 70 % pour les produits dérivés.
Les algorithmes d'optimisation topologique déterminent la distribution optimale des matériaux dans les structures d'outils, réduisant ainsi le poids de 20 à 30 % tout en maintenant l'intégrité structurelle. La réduction de poids se traduit par des économies de coûts de matériaux et une amélioration des caractéristiques de manutention pendant les opérations de configuration.
L'optimisation multi-objectifs équilibre les exigences concurrentes, notamment le coût de l'outil, le temps de cycle, la qualité de la pièce et la durée de vie de l'outil. Les algorithmes génétiques explorent des milliers de variations de conception identifiant les solutions Pareto-optimales offrant les meilleures performances globales.
L'optimisation du système de refroidissement utilise la dynamique des fluides computationnelle et l'analyse du transfert de chaleur optimisant le routage des canaux, le dimensionnement du diamètre et la distribution du débit. Les conceptions de refroidissement avancées réduisent les temps de cycle de 10 à 20 % tout en améliorant la cohérence de la qualité des pièces grâce à un meilleur contrôle de la température.
L'intégration avec nos services de fabrication fournit des solutions complètes couvrant l'optimisation de la conception, la fabrication de l'outillage et la mise en œuvre de la production. Cette approche intégrée assure une exécution transparente du concept à la production à grande échelle.
Foire aux questions
Quel volume de production minimum justifie un investissement dans l'outillage modulaire ?
L'outillage modulaire devient rentable pour les volumes familiaux combinés dépassant 50 000 unités par an sur 3 à 5 pièces connexes. Les volumes de pièces individuelles aussi bas que 10 000 unités peuvent justifier des approches modulaires lorsque les changements de conception sont fréquents ou qu'une croissance future du volume est prévue.
Comment les matrices modulaires affectent-elles la qualité des pièces par rapport à l'outillage dédié ?
Les systèmes modulaires correctement conçus atteignent une qualité de pièce équivalente à celle de l'outillage dédié. Les facteurs critiques comprennent des interfaces insert-base précises (±0,01 mm), une intégration appropriée du circuit de refroidissement et des procédures d'assemblage validées. Certaines applications peuvent voir de légères améliorations grâce à des systèmes de refroidissement et d'éjection optimisés.
Quelles sont les exigences de maintenance qui diffèrent entre l'outillage modulaire et l'outillage traditionnel ?
Les systèmes modulaires nécessitent une attention supplémentaire à la propreté de l'interface, à l'intégrité des joints et à la vérification de l'alignement. Les intervalles de maintenance peuvent être raccourcis de 10 à 20 % en raison de la complexité accrue, mais les coûts de maintenance au niveau de l'insert diminuent considérablement par rapport à l'entretien complet de l'outil.
L'outillage existant peut-il être converti en systèmes modulaires ?
La faisabilité de la conversion dépend de la conception et de l'état d'origine de l'outil. Les géométries simples avec un matériau structurel adéquat peuvent souvent s'adapter à la conversion, tandis que les outils complexes peuvent nécessiter une reconstruction complète. Les coûts de conversion varient généralement de 40 à 70 % de l'investissement dans un nouvel outil modulaire.
Quels avantages en termes de délais les outils familiaux offrent-ils ?
Les outils familiaux réduisent les délais de production totaux de 25 à 40 % grâce à l'élimination des configurations et des changements multiples. Les délais de conception et de fabrication peuvent augmenter de 2 à 4 semaines en raison de la complexité accrue, mais les gains d'efficacité de la production compensent largement le développement initial plus long.
Comment les coûts des matériaux se comparent-ils entre les approches modulaires et traditionnelles ?
Les coûts initiaux des matériaux pour les systèmes modulaires augmentent généralement de 15 à 25 % en raison des interfaces de précision et des composants spécialisés. Cependant, les coûts des matériaux du cycle de vie diminuent grâce au remplacement au niveau de l'insert par rapport à la reconstruction complète de l'outil, ce qui entraîne des économies de coûts de matériaux de 30 à 50 % sur 3 à 5 ans.
Quelles limitations de conception s'appliquent aux systèmes d'outillage modulaires ?
Les systèmes modulaires fonctionnent mieux avec les pièces partageant des exigences similaires en matière de débit de matériau, de schémas d'éjection et de besoins de refroidissement. Les rapports d'aspect extrêmes, les contre-dépouilles complexes ou les temps de cycle très variables peuvent limiter les possibilités de consolidation. Une analyse minutieuse de la famille de pièces identifie les regroupements optimaux tout en évitant les combinaisons problématiques.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece