Thixoformage (Moulage semi-solide) : Solutions à haute résistance et faible porosité
La porosité dans le moulage de métal traditionnel peut détruire l'intégrité des composants, avec des fractions de vide dépassant 5 % dans les processus mal contrôlés. Le thixoformage élimine cette faiblesse critique en manipulant le comportement semi-solide unique du métal, où les alliages maintiennent leur intégrité structurelle tout en s'écoulant comme une pâte épaisse à des températures contrôlées avec précision.
Points clés à retenir :
- Le thixoformage atteint des niveaux de porosité inférieurs à 0,5 %, contre 2 à 5 % dans la coulée sous pression conventionnelle.
- Le traitement semi-solide permet des géométries complexes avec des variations d'épaisseur de paroi de 1,5 à 25 mm dans des composants uniques.
- L'utilisation des matériaux atteint une efficacité de 95 à 98 % grâce à un contrôle précis de la matière première et à une génération minimale de bavures.
- Les températures de traitement, inférieures de 50 à 80 °C à celles de la coulée de liquide, réduisent les contraintes thermiques et prolongent la durée de vie de la matrice.
Comprendre les principes fondamentaux du thixoformage
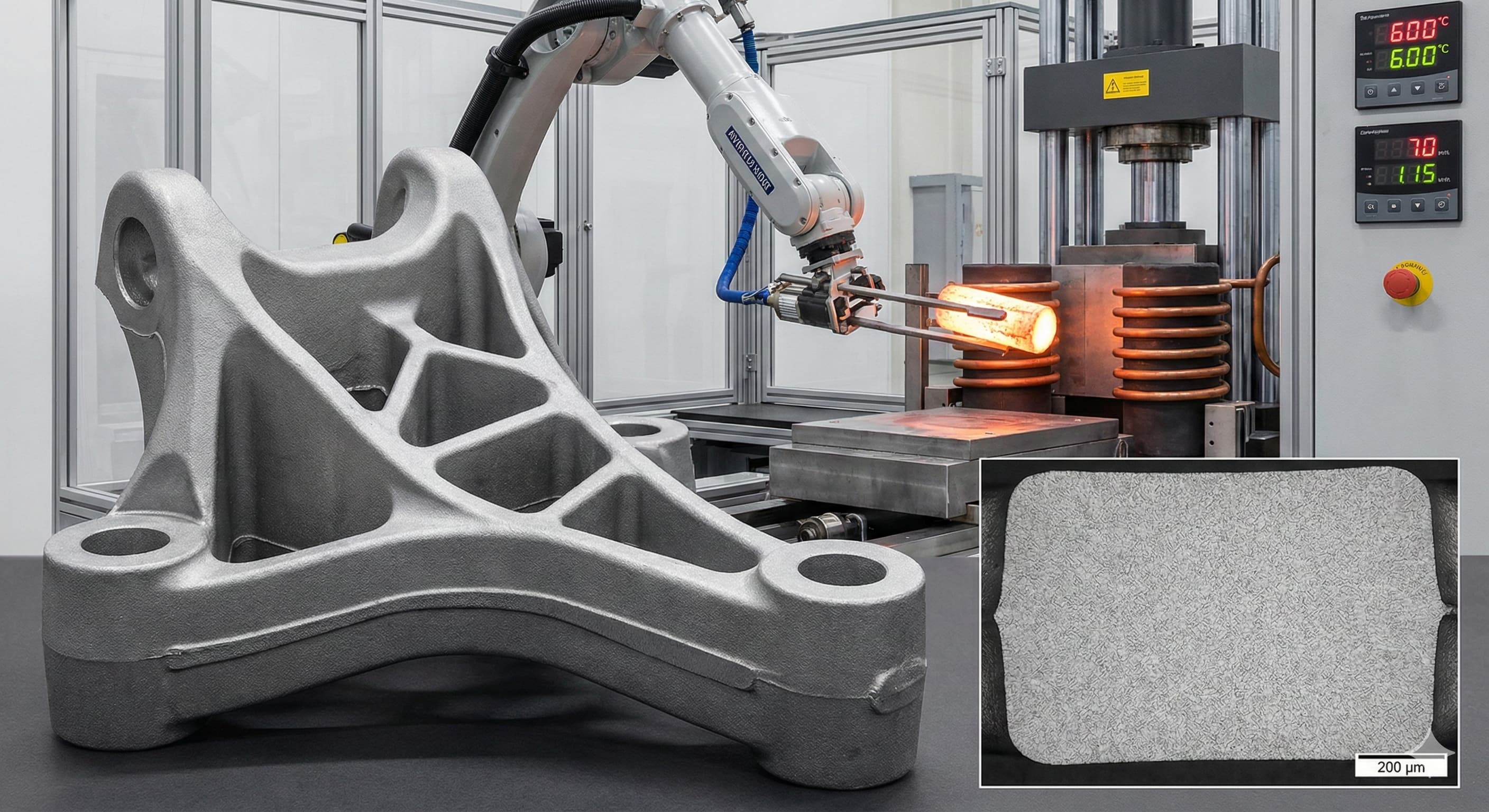
Le thixoformage exploite les propriétés thixotropes des alliages métalliques à l'état semi-solide, où le matériau présente un comportement de fluide non newtonien. À des températures comprises entre les points de solidus et de liquidus (généralement 580 à 620 °C pour les alliages d'aluminium comme l'A356), le métal contient à la fois des dendrites solides et des phases liquides dans des proportions soigneusement contrôlées.
Le processus commence par une matière première spécialement préparée, présentant des structures de grains globulaires plutôt que des formations dendritiques que l'on trouve dans la coulée conventionnelle. Cette modification microstructurale est obtenue par agitation électromagnétique lors de la solidification initiale, créant des particules solides sphériques en suspension dans le métal liquide. Une fois réchauffées à des températures semi-solides, ces structures globulaires permettent une déformation contrôlée sous pression appliquée.
Les paramètres critiques du processus comprennent la fraction solide (généralement 40 à 60 %), la vitesse de chauffage (2 à 5 °C/minute) et la pression de formage (20 à 100 MPa). La fenêtre de température étroite nécessite des systèmes de chauffage de précision avec une précision de ±2 °C pour maintenir une viscosité optimale. Des températures trop élevées entraînent une fraction liquide excessive et une porosité potentielle, tandis qu'une chaleur insuffisante empêche des caractéristiques d'écoulement appropriées.
| Paramètre | Aluminium A356 | Magnésium AZ91 | Zinc ZA-8 |
|---|---|---|---|
| Température de solidus | 557°C | 470°C | 374°C |
| Température de liquidus | 613°C | 598°C | 386°C |
| Plage de processus optimale | 580-600°C | 480-520°C | 376-382°C |
| Fraction solide | 45-55% | 40-60% | 50-70% |
| Pression de formage | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Sélection des matériaux et propriétés
Les alliages d'aluminium dominent les applications de thixoformage en raison de leur large plage de températures semi-solides et de leurs excellentes propriétés mécaniques. L'aluminium A356 offre un équilibre optimal avec une teneur en silicium (6,5 à 7,5 %) améliorant la fluidité tout en maintenant la résistance. Le processus de solidification contrôlé permet d'atteindre des résistances à la traction de 280 à 320 MPa, contre 200 à 250 MPa dans la coulée sous pression conventionnelle d'alliages identiques.
Les alliages de magnésium comme l'AZ91D offrent des rapports résistance/poids exceptionnels dans les composants thixoformés. Le traitement semi-solide élimine les problèmes de déchirure à chaud courants dans la coulée de magnésium liquide tout en atteignant des résistances à la traction maximales approchant 275 MPa. Cependant, la fenêtre de traitement étroite du magnésium exige un contrôle atmosphérique précis pour éviter l'oxydation.
Les alliages de zinc, en particulier ZA-8 et ZA-12, présentent une précision dimensionnelle supérieure dans le thixoformage avec des tolérances réalisables de ±0,05 mm sur les dimensions critiques. La densité plus élevée (6,3 g/cm³) par rapport à l'aluminium (2,7 g/cm³) nécessite des pressions de formage ajustées, mais permet des caractéristiques complexes impossibles avec d'autres processus.
| Propriété | A356 thixoformé | A380 moulé sous pression | A356 moulé au sable |
|---|---|---|---|
| Résistance à la traction | 300 MPa | 280 MPa | 220 MPa |
| Limite d'élasticité | 210 MPa | 190 MPa | 150 MPa |
| Allongement | 8-12% | 3-5% | 4-7% |
| Niveau de porosité | <0.5% | 2-4% | 3-6% |
| Finition de surface Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Technologie de processus et équipement
L'équipement de thixoformage intègre un contrôle précis de la température, des systèmes de formage hydrauliques et une manutention spécialisée des matières premières. Le chauffage par induction assure une distribution rapide et uniforme de la température, essentielle au maintien de la consistance semi-solide. Les systèmes modernes intègrent une surveillance de la température en boucle fermée avec des thermocouples positionnés à moins de 5 mm de la surface de la billette.
Les presses hydrauliques conçues pour le thixoformage fournissent une application de force contrôlée avec des taux de montée en pression de 5 à 15 MPa/seconde. Des taux plus lents permettent un écoulement approprié du matériau dans des géométries complexes, tandis qu'une vitesse excessive crée des turbulences et de l'air emprisonné. Les exigences de tonnage de la presse varient de 200 à 2 000 tonnes selon la taille et la complexité du composant.
La conception de la matrice diffère considérablement de la coulée conventionnelle, avec des emplacements de porte et des systèmes de canaux optimisés. Les vitesses de porte doivent rester inférieures à 2 m/s pour éviter un écoulement turbulent, obtenu grâce à des sections transversales calculées. Les systèmes de ventilation nécessitent un positionnement précis, car le matériau semi-solide ne peut pas déplacer l'air aussi efficacement que le métal liquide.
Pour les fabricants qui évaluent les alternatives de processus, les approches de coulée de métal en petite série peuvent compléter le thixoformage pour le développement de prototypes et les phases de production à faible volume.
Méthodes de contrôle de la qualité et d'inspection
La mesure de la porosité dans les composants thixoformés nécessite des techniques spécialisées au-delà de l'inspection visuelle. La radiographie aux rayons X avec des normes de sensibilité de 2 % selon ASTM E155 révèle la distribution des vides internes. La tomographie assistée par ordinateur (CT) fournit une cartographie tridimensionnelle de la porosité avec une résolution de 10 μm, essentielle pour les applications aérospatiales et automobiles critiques.
Les protocoles d'essais mécaniques suivent la norme ASTM B557 pour les propriétés de traction, l'orientation des spécimens affectant les résultats de 5 à 15 % en raison de la directionnalité de la structure granulaire. Les essais de fatigue selon la norme ASTM D7791 démontrent les performances supérieures des composants thixoformés, avec des limites d'endurance supérieures de 20 à 30 % à celles des pièces moulées conventionnelles.
L'inspection dimensionnelle utilise des machines à mesurer tridimensionnelles (MMT) avec une précision de sonde de ±0,001 mm. Les dimensions critiques nécessitent un contrôle statistique des processus avec des valeurs Cpk supérieures à 1,33 pour garantir une qualité constante. La mesure de la finition de surface à l'aide de profilomètres vérifie les valeurs Ra allant généralement de 1,6 à 6,3 μm selon la préparation de la surface de la matrice.
Pour des résultats de haute précision, Obtenez un devis en 24 heures de Microns Hub.
| Méthode d'inspection | Capacité de détection | Normes typiques | Applications |
|---|---|---|---|
| Radiographie aux rayons X | Porosité >2% du volume | ASTM E155 | Dépistage de la production |
| Scanner CT | Vides >10 μm | ASTM E1441 | Composants critiques |
| Contrôle par ultrasons | Variations de densité | ASTM E664 | Intégrité structurelle |
| Métallographie | Analyse de la microstructure | ASTM E3 | Optimisation du processus |
Analyse des coûts et considérations économiques
L'économie du thixoformage dépend fortement du volume de production et de la complexité des composants. Les coûts d'outillage initiaux varient de 25 000 € à 150 000 € pour les composants automobiles typiques, comparables à l'outillage de moule permanent, mais avec des cycles de vie prolongés. Les taux d'usure de la matrice diminuent de 40 à 60 % par rapport à la coulée sous pression de liquide en raison du choc thermique réduit et des températures de traitement plus basses.
Les coûts des matériaux comprennent la préparation spécialisée des matières premières, ajoutant 0,15 € à 0,25 € par kilogramme par rapport au prix standard des alliages. Cependant, les capacités de forme quasi nette réduisent les exigences d'usinage de 30 à 70 %, avec des taux d'utilisation des matériaux de 95 à 98 % compensant les primes des matières premières. La consommation d'énergie diminue de 15 à 25 % par rapport aux processus de coulée de liquide en raison des besoins de chauffage plus faibles.
Les coûts de main-d'œuvre reflètent la nature semi-automatisée des opérations de thixoformage. Les temps de cycle de 60 à 180 secondes pour les composants typiques permettent des taux de production de 20 à 60 pièces par heure par machine. La cohérence de la qualité réduit les exigences d'inspection et les taux de rebut inférieurs à 2 % pour les processus établis.
L'analyse du seuil de rentabilité montre généralement des avantages de coût par rapport aux composants usinés à des volumes dépassant 1 000 unités par an. Par rapport à la coulée en moule permanent, le thixoformage devient économique lorsque des propriétés de qualité supérieure justifient des coûts de pièces de 15 à 25 % plus élevés.
Applications et mise en œuvre dans l'industrie
Les applications automobiles sont en tête de l'adoption du thixoformage, en particulier pour les composants de suspension, les supports de moteur et les nœuds structurels nécessitant des rapports résistance/poids élevés. Mercedes-Benz met en œuvre des bras de suspension en aluminium thixoformés, ce qui permet de réduire le poids de 30 % tout en respectant les normes de performance en cas de collision. La résistance à la fatigue supérieure permet une optimisation de la conception impossible avec la coulée conventionnelle.
Les composants aérospatiaux bénéficient du contrôle de la porosité et des propriétés mécaniques du thixoformage. Les composants du train d'atterrissage, les boîtiers d'actionneurs et les raccords structuraux utilisent le processus pour les applications critiques où les conséquences d'une défaillance sont graves. Les spécifications de Boeing exigent des niveaux de porosité inférieurs à 0,2 % pour certaines applications, ce qui n'est réalisable que par le traitement semi-solide.
Les boîtiers électroniques tirent parti de la précision dimensionnelle et des propriétés de blindage électromagnétique du thixoformage. Les boîtiers en magnésium pour les équipements de télécommunications permettent des variations d'épaisseur de paroi de 1,2 à 8 mm dans des composants uniques tout en maintenant des tolérances de ±0,1 mm sur les éléments de montage.
Les applications de biens de consommation comprennent les équipements sportifs, les outils électriques et les composants d'appareils où les propriétés de qualité supérieure justifient des coûts plus élevés. Les têtes de clubs de golf fabriquées par thixoformage présentent des caractéristiques de performance constantes en raison d'une distribution uniforme de la densité.
Variations de processus avancées
Le moulage par thixoinjection combine le traitement semi-solide avec les principes du moulage par injection, atteignant des temps de cycle comparables aux services de moulage par injection tout en conservant les propriétés des composants métalliques. Le processus utilise des barils chauffés pour maintenir les températures semi-solides pendant l'injection, permettant des géométries complexes avec des contre-dépouilles et des cavités internes.
Les processus de rhéocoulée contournent la préparation des matières premières en créant un matériau semi-solide directement à partir de métal liquide par refroidissement et agitation contrôlés. Cette approche réduit les coûts des matériaux, mais nécessite un contrôle précis du processus pour obtenir des structures globulaires cohérentes. Les systèmes d'agitation électromagnétique fonctionnant à des fréquences de 50 à 100 Hz génèrent des microstructures optimales.
Les processus hybrides combinent le thixoformage avec des opérations secondaires comme l'usinage ou l'assemblage. Les capacités de moulage d'inserts permettent des composants composites métal-polymère avec des interverrouillages mécaniques impossibles par les méthodes d'assemblage conventionnelles. Les inserts filetés, les capteurs et les connexions électriques s'intègrent de manière transparente pendant le formage.
Optimisation des processus et dépannage
L'optimisation du contrôle de la température nécessite de comprendre la dynamique du transfert de chaleur dans les billettes semi-solides. Les gradients thermiques dépassant 10 °C sur le diamètre de la billette provoquent un écoulement non uniforme et des défauts potentiels. La conception de la bobine d'induction avec plusieurs zones permet une compensation du gradient, maintenant une uniformité de ±3 °C.
Les logiciels de simulation d'écoulement comme MAGMASOFT et FLOW-3D intègrent des modèles rhéologiques semi-solides pour l'analyse du remplissage de la matrice. Les prédictions de viscosité permettent l'optimisation du dimensionnement de la porte et la conception du chemin d'écoulement. La précision de la simulation nécessite des bases de données de propriétés des matériaux spécifiques aux microstructures globulaires plutôt qu'aux données conventionnelles sur les métaux liquides.
Les défauts courants comprennent les fermetures à froid dues à une température insuffisante, les cloques de surface dues aux gaz piégés et les variations dimensionnelles dues à des fractions solides incohérentes. Les systèmes de surveillance des processus suivent les paramètres clés en temps réel, avec un contrôle statistique des processus identifiant la dérive avant la génération de défauts.
Les calendriers d'entretien de la matrice nécessitent des procédures spécialisées en raison des différents modèles d'usure. Les traitements de surface comme les revêtements de nitrure prolongent la durée de vie de la matrice de 2 à 3 fois par rapport à l'acier à outils non traité. L'application d'agent de démoulage diffère de la coulée de liquide, nécessitant des formulations compatibles avec les températures et les pressions semi-solides.
| Type de défaut | Cause première | Méthode de prévention | Méthode de détection |
|---|---|---|---|
| Fermetures froides | Basse température/pression | Contrôle des paramètres du processus | Inspection visuelle |
| Porosité | Air/gaz piégés | Amélioration de la ventilation | Radiographie/scanner CT |
| Cloques de surface | Piégeage de gaz | Optimisation du revêtement de matrice | Inspection de surface |
| Variation dimensionnelle | Incohérence de la température | Surveillance thermique | Mesure CMM |
Développements futurs et technologies émergentes
L'intégration de l'intelligence artificielle permet un contrôle prédictif des processus en analysant les modèles de données des capteurs. Les algorithmes d'apprentissage automatique identifient les combinaisons de paramètres optimales pour les nouvelles géométries, réduisant le temps de configuration et les taux de rebut. Les calendriers de maintenance prédictive basés sur les profils de température de la matrice et les signatures de pression empêchent les défaillances inattendues.
Le développement d'alliages avancés se concentre sur l'élargissement de la plage de températures pour le traitement semi-solide. Les compositions d'aluminium modifiées avec des ajouts de terres rares maintiennent des structures globulaires sur des plages de températures plus larges, améliorant la robustesse du processus. Les alliages hybrides combinant différents métaux de base permettent des gradients de propriétés au sein de composants uniques.
Les applications de fabrication additive utilisent des pâtes thixotropes pour l'impression directe de métal. L'extrusion semi-solide à travers des buses chauffées permet l'impression sans support de caractéristiques en surplomb tout en conservant des propriétés mécaniques comparables aux matériaux corroyés. La résistance de liaison des couches approche les propriétés du matériau en vrac en raison des profils thermiques contrôlés.
Les progrès de l'automatisation comprennent les systèmes de manutention robotisés pour les billettes chaudes et l'inspection automatisée de la qualité. Les systèmes de vision identifient les défauts de surface pendant la production, permettant des ajustements de processus en temps réel. L'intégration avec les systèmes de planification des ressources d'entreprise (ERP) optimise la planification de la production et la gestion des stocks de matériaux.
Choisir Microns Hub pour l'excellence du thixoformage
Lorsque vous commandez des composants thixoformés auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans le traitement semi-solide et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails requise pour des résultats optimaux. Avec des capacités complètes couvrant nos services de fabrication, nous fournissons des solutions intégrées de l'optimisation de la conception à l'inspection finale.
Foire aux questions
Quels niveaux de porosité le thixoformage peut-il atteindre par rapport à la coulée sous pression conventionnelle ?
Le thixoformage atteint systématiquement des niveaux de porosité inférieurs à 0,5 %, tandis que la coulée sous pression conventionnelle varie généralement de 2 à 5 %. Cette amélioration spectaculaire résulte des caractéristiques d'écoulement contrôlées du métal semi-solide, ce qui élimine les turbulences et réduit le piégeage des gaz pendant le remplissage de la matrice.
Quels matériaux conviennent le mieux aux applications de thixoformage ?
Les alliages d'aluminium comme l'A356 et l'A357 sont les plus couramment utilisés en raison de leur large plage de températures semi-solides et de leurs excellentes propriétés mécaniques. Les alliages de magnésium (AZ91D) offrent des rapports résistance/poids supérieurs, tandis que les alliages de zinc (ZA-8) offrent une précision dimensionnelle exceptionnelle pour les composants de précision.
Comment les coûts d'outillage pour le thixoformage se comparent-ils aux autres processus de coulée ?
Les coûts d'outillage initiaux varient de 25 000 € à 150 000 € pour les composants typiques, ce qui est similaire à la coulée en moule permanent. Cependant, la durée de vie de la matrice augmente de 40 à 60 % en raison du choc thermique réduit et des températures de traitement plus basses, ce qui rend le coût total de possession plus favorable pour la production de volumes moyens à élevés.
Quelles tolérances dimensionnelles sont réalisables avec le thixoformage ?
Les tolérances typiques varient de ±0,1 à ±0,2 mm pour la plupart des caractéristiques, les dimensions critiques atteignant ±0,05 mm lorsque des contrôles de processus appropriés sont mis en œuvre. Les finitions de surface de Ra 1,6 à 3,2 μm sont standard, ce qui élimine souvent les opérations de finition secondaires.
Quels volumes de production minimum rendent le thixoformage économiquement viable ?
L'analyse du seuil de rentabilité montre généralement des avantages de coût par rapport aux composants usinés à des volumes dépassant 1 000 unités par an. Pour les géométries complexes nécessitant une résistance élevée et une faible porosité, le thixoformage devient compétitif même à des volumes inférieurs en raison des exigences d'usinage réduites et des propriétés des matériaux supérieures.
Comment la résistance mécanique des pièces thixoformées se compare-t-elle à la coulée conventionnelle ?
L'aluminium A356 thixoformé atteint des résistances à la traction de 280 à 320 MPa, contre 200 à 250 MPa dans la coulée sous pression conventionnelle. La microstructure contrôlée et la porosité réduite entraînent une résistance à la fatigue supérieure de 20 à 30 % et des propriétés d'allongement améliorées.
Quelles sont les principales limitations du processus de thixoformage ?
Les principales limitations comprennent la fenêtre de traitement de température étroite nécessitant un contrôle précis (±2 °C), les coûts de préparation spécialisée des matières premières et la limitation actuelle à des systèmes d'alliages spécifiques. Les géométries complexes avec des parois très minces (<1,5 mm) peuvent présenter des défis d'écoulement nécessitant une optimisation minutieuse de la conception de la matrice.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece