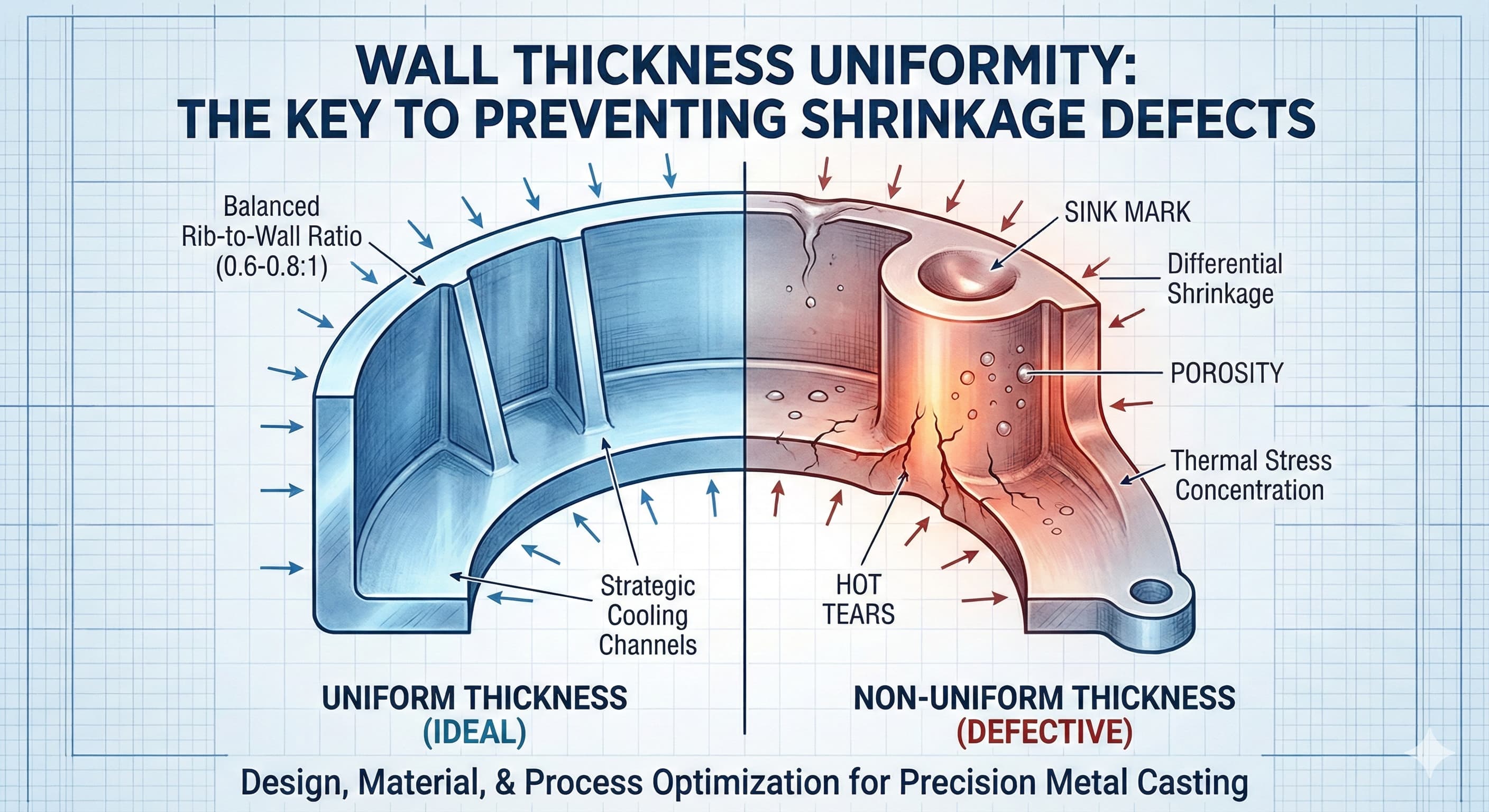
Uniformité de l'épaisseur de paroi : Prévenir les défauts de retrait en production
Les défauts de retrait dans la fonderie métallique proviennent fondamentalement d'un facteur contrôlable : l'uniformité de l'épaisseur de paroi. Lorsque des sections d'une pièce moulée refroidissent à des vitesses différentes en raison de variations d'épaisseur de paroi, le retrait différentiel crée des contraintes internes, de la porosité et des inexactitudes dimensionnelles qui peuvent rendre inutilisables des séries de production entières. Ce défi d'ingénierie affecte tout, des boîtiers de transmission automobile aux composants structurels aérospatiaux, où des écarts de tolérance de seulement 0,1 mm peuvent entraîner des rejets coûteux.
Principaux points à retenir
- Une épaisseur de paroi uniforme avec une variance de ±10 % élimine 85 % des défauts liés au retrait dans les pièces moulées sous pression en aluminium et en zinc
- Des rapports appropriés entre les nervures et l'épaisseur de la paroi (0,6:1 à 0,8:1) empêchent les marques de retrait tout en maintenant l'intégrité structurelle
- Le placement stratégique des canaux de refroidissement et des systèmes de coulée est directement corrélé à l'uniformité du retrait dans les géométries complexes
- Les coefficients de retrait spécifiques au matériau doivent être pris en compte dans la conception de l'outillage : Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Comprendre la mécanique du retrait dans la fonderie métallique
Le retrait se produit en trois phases distinctes pendant le processus de moulage. Le retrait liquide se produit lorsque le métal en fusion refroidit de la température de coulée au point de solidification, ce qui représente généralement une réduction de volume de 3 à 7 % selon la composition de l'alliage. Le retrait de solidification suit lorsque le matériau passe de l'état liquide à l'état solide, contribuant à un autre changement de volume de 3 à 5 %. Enfin, le retrait à l'état solide se poursuit lorsque la pièce moulée refroidit à la température ambiante, ajoutant une contraction supplémentaire de 4 à 6 %.
Le facteur critique déterminant la formation de défauts n'est pas la quantité absolue de retrait, mais les taux de retrait différentiels entre les sections adjacentes. Lorsqu'une section de paroi de 4 mm refroidit à côté d'un bossage de 12 mm, le gradient thermique crée des concentrations de contraintes localisées dépassant 150 MPa dans les alliages d'aluminium. Ces contraintes se manifestent par des fissures à chaud, des fermetures à froid et une distorsion dimensionnelle qui compromet à la fois l'intégrité structurelle et la qualité de la finition de surface.
L'uniformité de l'épaisseur de paroi influence directement le temps de solidification selon la règle de Chvorinov : le temps de solidification est proportionnel à (Volume/Surface)². Une section avec une épaisseur de paroi double prend quatre fois plus de temps à se solidifier, créant le déséquilibre thermique responsable de la plupart des défauts de moulage. La compréhension de cette relation permet aux ingénieurs de prédire et de prévenir les problèmes de retrait pendant la phase de conception plutôt que de les résoudre par des mesures correctives coûteuses après le moulage.
Principes de conception pour l'uniformité de l'épaisseur de paroi
L'obtention d'une uniformité optimale de l'épaisseur de paroi nécessite le respect de rapports de conception et de principes géométriques spécifiques. La règle fondamentale maintient les variations d'épaisseur de paroi à ±10 % sur l'ensemble de la pièce moulée. Pour une épaisseur de paroi primaire de 3,0 mm, les sections adjacentes doivent rester entre 2,7 mm et 3,3 mm pour assurer des taux de refroidissement uniformes.
La conception des nervures exige une attention particulière aux rapports d'épaisseur. Les nervures structurelles doivent maintenir 60 à 80 % de l'épaisseur de paroi primaire pour fournir une résistance adéquate sans créer de déséquilibres thermiques. Une paroi primaire de 4 mm nécessite des nervures d'une épaisseur comprise entre 2,4 mm et 3,2 mm. Des nervures plus épaisses créent des marques de retrait sur les surfaces opposées, tandis que des nervures plus minces ne fournissent pas le support structurel nécessaire et peuvent subir un remplissage incomplet pendant le moulage.
| Épaisseur de paroi primaire | Épaisseur de nervure recommandée | Épaisseur maximale du bossage | Rayon de congé |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Les zones de transition entre différentes épaisseurs de paroi nécessitent des changements progressifs sur des distances d'au moins 6:1. Une transition d'une épaisseur de paroi de 3 mm à 6 mm doit se produire sur une longueur minimale de 18 mm pour éviter les gradients thermiques brusques. Des rayons de congé généreux, généralement 0,3 à 0,5 fois l'épaisseur de paroi la plus petite, lissent davantage ces transitions et réduisent les concentrations de contraintes pendant le refroidissement.
Caractéristiques de retrait spécifiques au matériau
Différents alliages de moulage présentent des comportements de retrait distincts qui ont un impact direct sur les stratégies de conception de l'épaisseur de paroi. Les alliages d'aluminium, en particulier A380 et A383 couramment utilisés dans le moulage sous pression, présentent des coefficients de retrait linéaire de 1,2 à 1,5 %. Ce modèle de retrait prévisible permet une compensation précise de l'outillage, mais le taux de retrait relativement élevé exige un strict respect des principes d'épaisseur de paroi uniforme.
Les alliages de zinc tels que ZA-12 et Zamak 3 offrent des taux de retrait plus faibles de 0,6 à 0,8 %, offrant une plus grande stabilité dimensionnelle mais nécessitant une approche différente de la conception des canaux de coulée et des attaques. Le retrait plus faible signifie que les sections plus minces restent liquides plus longtemps, ce qui peut améliorer les caractéristiques de remplissage mais prolonger les temps de cycle dans les sections épaisses.
| Qualité de l'alliage | Retrait linéaire (%) | Plage de solidification (°C) | Épaisseur de paroi maximale recommandée (mm) | Taux de refroidissement (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Les alliages de magnésium présentent des défis uniques avec des taux de retrait de 1,0 à 1,3 % combinés à une conductivité thermique élevée nécessitant des temps de cycle rapides. La fenêtre de processus étroite exige une uniformité exceptionnelle de l'épaisseur de paroi, généralement à ±5 % plutôt qu'à ±10 % acceptable pour les alliages d'aluminium. Les alliages de cuivre présentent les taux de retrait les plus élevés à 1,5 à 2,0 %, nécessitant des limitations maximales de l'épaisseur de paroi et une utilisation intensive de refroidisseurs pour contrôler les taux de refroidissement.
Conception d'outillage pour le contrôle du retrait
Une conception d'outillage efficace commence par la gestion thermique grâce au placement stratégique des canaux de refroidissement. Les canaux de refroidissement doivent maintenir une distance constante par rapport aux surfaces de la cavité, généralement de 15 à 20 mm pour les outils de moulage sous pression en aluminium. La variation de cette distance crée des taux de refroidissement inégaux qui se traduisent directement par un retrait différentiel et des défauts de moulage.
La sélection du diamètre des canaux suit la règle du maintien du nombre de Reynolds entre 5 000 et 10 000 pour un écoulement turbulent. Pour le refroidissement à l'eau standard, cela se traduit par des diamètres de canal de 8 à 12 mm avec des débits de 4 à 8 litres par minute par canal. La différence de température entre l'entrée et la sortie ne doit pas dépasser 5 °C pour maintenir une extraction de chaleur uniforme sur toute la surface de l'outil.
La conception des canaux de coulée et des attaques a un impact significatif sur l'uniformité du retrait grâce à des modèles de remplissage et une distribution de pression contrôlés. L'épaisseur de l'attaque doit être de 60 à 80 % de l'épaisseur de paroi adjacente pour assurer une transmission de pression appropriée pendant la solidification tout en empêchant la turbulence de l'écoulement. Les stratégies d'attaques multiples fonctionnent particulièrement bien pour les grandes pièces moulées complexes où une attaque en un seul point ne peut pas maintenir une pression adéquate dans toute la cavité.
Pour des résultats de haute précision, recevez un devis détaillé sous 24 heures de Microns Hub.
Paramètres de processus et prévention du retrait
La vitesse d'injection est directement corrélée à l'uniformité du retrait par son effet sur les modèles de remplissage de la cavité et la distribution thermique. Les vitesses optimales varient de 1,5 à 3,0 m/s pour le moulage sous pression en aluminium, avec des vitesses plus faibles utilisées pour les géométries complexes nécessitant des caractéristiques d'écoulement laminaire. Des vitesses excessives créent des turbulences et un entraînement d'air, tandis que des vitesses insuffisantes permettent une solidification prématurée dans les sections minces.
Le moment et l'amplitude de l'application de la pression de maintien déterminent la densité finale de la pièce moulée et la précision dimensionnelle. La pression doit être appliquée immédiatement après la fin du remplissage de la cavité et maintenue jusqu'à ce que l'attaque se solidifie. Les pressions de maintien typiques varient de 30 à 60 MPa pour les pièces moulées en aluminium, avec une durée calculée en fonction de l'épaisseur de l'attaque en utilisant la relation : temps de maintien (secondes) = épaisseur de l'attaque (mm) × 2,5.
Le contrôle de la température du moule nécessite un équilibre précis entre l'efficacité du temps de cycle et la qualité de la pièce moulée. Le moulage sous pression en aluminium fonctionne généralement avec des températures de moule comprises entre 200 et 250 °C, avec un contrôle plus précis (±10 °C) nécessaire pour les composants à parois minces nécessitant une précision dimensionnelle supérieure. L'uniformité de la température sur la face du moule doit être maintenue à ±15 °C pour éviter les points chauds localisés qui perturbent les modèles de solidification uniformes.
Techniques avancées pour les applications critiques
Le moulage par compression représente le summum de la technologie de contrôle du retrait, appliquant des pressions allant jusqu'à 150 MPa pendant la solidification pour éliminer la porosité et assurer une densité maximale. Ce processus profite particulièrement aux composants avec des variations d'épaisseur de paroi inévitables, tels que les composants de suspension automobile ou les supports structurels aérospatiaux. La haute pression élimine efficacement les défauts liés au retrait, même dans les sections allant jusqu'à 25 mm d'épaisseur.
Les processus de thixoformage offrent une autre approche avancée pour les applications critiques nécessitant une stabilité dimensionnelle exceptionnelle. Le traitement semi-solide réduit les taux de retrait de 30 à 40 % par rapport au moulage conventionnel tout en maintenant des propriétés mécaniques supérieures grâce à une microstructure raffinée.
Le moulage assisté par le vide élimine l'entraînement d'air qui peut exacerber les défauts de retrait, en particulier dans les géométries complexes avec plusieurs fronts d'écoulement. Des niveaux de vide de 50 à 100 mbar appliqués pendant le remplissage de la cavité assurent un remplissage complet des sections minces tout en empêchant la porosité gazeuse qui aggrave les variations dimensionnelles liées au retrait.
La surveillance thermique en temps réel à l'aide de caméras infrarouges et de thermocouples intégrés fournit un retour d'information immédiat sur l'uniformité du refroidissement. Les systèmes avancés peuvent détecter des variations de température dépassant ±5 °C sur la surface de la pièce moulée, déclenchant des ajustements automatiques des paramètres de refroidissement ou des alertes de processus pour une intervention immédiate de l'opérateur.
Stratégies de contrôle de la qualité et de mesure
La vérification dimensionnelle de l'uniformité de l'épaisseur de paroi nécessite des techniques de mesure spécialisées capables de détecter des variations jusqu'à une résolution de 0,05 mm. Les jauges d'épaisseur à ultrasons fournissent une mesure non destructive des sections de paroi, particulièrement utiles pour les caractéristiques internes inaccessibles aux outils de mesure mécaniques. Les systèmes à ultrasons modernes atteignent une précision de ±0,01 mm sur les surfaces avec une application appropriée du milieu de couplage.
Les machines à mesurer tridimensionnelles (MMT) équipées de palpeurs à contact haute résolution peuvent vérifier les géométries complexes par rapport aux spécifications CAO, identifiant les écarts dimensionnels liés au retrait avant qu'ils ne se propagent dans les séries de production. La mise en œuvre du contrôle statistique des processus (CSP) suit les mesures de l'épaisseur de paroi au fil du temps, identifiant l'usure progressive de l'outil ou la dérive du processus affectant l'uniformité du retrait.
| Méthode de mesure | Précision | Application | Gamme de coûts (€) |
|---|---|---|---|
| Jauge à ultrasons | ±0.01 mm | Vérification de l'épaisseur de la paroi | 1,200-3,500 |
| Palpeur CMM | ±0.005 mm | Validation de géométrie complexe | 45,000-120,000 |
| Scanner optique | ±0.02 mm | Analyse du profil de surface | 8,000-25,000 |
| CT à rayons X | ±0.05 mm | Détection des défauts internes | 180,000-450,000 |
La tomographie assistée par ordinateur à rayons X (CT) fournit une visualisation interne complète de la structure de la pièce moulée, révélant la porosité de retrait, les fissures à chaud et d'autres défauts invisibles aux méthodes d'inspection de surface. Bien que coûteux, le balayage CT s'avère inestimable pour les applications aérospatiales et médicales critiques où la vérification de la solidité interne est obligatoire.
Impact économique et optimisation des coûts
Les défauts de retrait imposent des pénalités économiques substantielles par le biais des taux de rebut, des coûts de retouche et des livraisons retardées. Les données de l'industrie indiquent que les défauts liés au retrait représentent 15 à 25 % des rejets totaux de moulage, avec des coûts de retouche d'une moyenne de 25 à 45 € par kilogramme pour les composants en aluminium. Pour une pièce moulée automobile typique pesant 2,5 kg, chaque pièce mise au rebut représente 60 à 110 € de coûts de matériaux et de traitement perdus.
Les stratégies de prévention démontrent un retour sur investissement clair grâce à la réduction des taux de rebut et à l'amélioration de l'efficacité du cycle. La mise en œuvre de principes de conception d'épaisseur de paroi appropriés réduit généralement les défauts de retrait de 60 à 80 %, ce qui se traduit par une réduction des rebuts de 8 à 12 % à 2 à 3 % pour les processus bien contrôlés. Les économies de matériaux qui en résultent justifient souvent les investissements d'optimisation de la conception dans les 6 à 8 mois suivant la mise en œuvre.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique en matière de prévention du retrait et d'optimisation de l'épaisseur de paroi signifie que chaque projet de moulage reçoit l'attention technique nécessaire pour minimiser les défauts et maximiser l'efficacité de la production.
Les modifications d'outillage pour un meilleur contrôle du retrait nécessitent une analyse coûts-avantages minutieuse. Les systèmes de refroidissement améliorés ajoutent généralement 8 000 à 15 000 € aux coûts d'outillage initiaux, mais réduisent les temps de cycle de 10 à 15 % tout en améliorant la cohérence dimensionnelle. Les services d'usinage CNC de précision peuvent optimiser les outils existants grâce à des ajouts stratégiques de canaux de refroidissement ou des modifications de cavité sans remplacement complet de l'outil.
Intégration avec les systèmes de fabrication
Les opérations de moulage modernes intègrent des stratégies de prévention du retrait avec des systèmes d'exécution de la fabrication (MES) plus larges pour une optimisation des processus en temps réel. La surveillance de la température, la détection de la pression et le suivi du temps de cycle fournissent un retour d'information continu permettant des ajustements immédiats pour maintenir des paramètres de contrôle du retrait optimaux.
Les algorithmes de maintenance prédictive analysent les données historiques pour identifier les modèles d'usure des outils affectant l'uniformité de l'épaisseur de paroi avant que les défauts ne se produisent. Les modèles d'apprentissage automatique peuvent prédire la probabilité de défauts de retrait en fonction des combinaisons de paramètres de processus, permettant des ajustements proactifs qui maintiennent la qualité tout en maximisant le débit de production.
L'intégration de la chaîne d'approvisionnement garantit des propriétés de matériaux cohérentes qui ont un impact direct sur les caractéristiques de retrait. Des variations de composition d'alliage de même 0,1 % de la teneur en silicium peuvent modifier suffisamment les taux de retrait pour affecter la précision dimensionnelle dans les applications de précision. Les systèmes automatisés de suivi et de vérification des matériaux empêchent les variations de retrait liées à la composition de compromettre la qualité de la production.
Nos services de fabrication englobent la mise en œuvre complète du contrôle du retrait, de l'optimisation de la conception initiale à l'établissement du processus de production et aux systèmes de surveillance continue de la qualité.
Applications spécifiques à l'industrie
Les applications automobiles exigent un contrôle exceptionnel du retrait en raison des exigences de production à volume élevé et des tolérances dimensionnelles strictes. Les boîtiers de transmission, par exemple, nécessitent une uniformité de l'épaisseur de paroi à ±0,05 mm pour maintenir un alignement correct du maillage des engrenages et éviter une usure prématurée. Les blocs moteurs présentent des défis particuliers avec des passages internes complexes nécessitant des conceptions de noyau spécialisées et des stratégies de refroidissement avancées pour maintenir une épaisseur de paroi uniforme tout au long du processus de moulage.
Les composants aérospatiaux fonctionnent selon les exigences de contrôle du retrait les plus strictes, avec des variations d'épaisseur de paroi limitées à ±0,02 mm pour les éléments structurels critiques. Les composants du train d'atterrissage, les boîtiers de turbine et les supports structurels subissent des tests non destructifs approfondis pour vérifier la solidité interne et la précision dimensionnelle. Les alternatives de moulage en petites séries offrent des solutions rentables pour le prototypage aérospatial et la production à faible volume tout en maintenant les mêmes normes de contrôle du retrait requises pour la fabrication à volume élevé.
Les applications de dispositifs médicaux nécessitent des matériaux biocompatibles avec une stabilité dimensionnelle exceptionnelle pour les composants implantables. Les implants orthopédiques exigent une uniformité de l'épaisseur de paroi pour assurer une distribution de charge appropriée et éviter les points de concentration de contraintes qui pourraient entraîner une défaillance de l'implant. La combinaison des exigences de pureté des matériaux et de la précision dimensionnelle nécessite un contrôle avancé des processus et des procédures de vérification de la qualité approfondies.
Foire aux questions
Quelle est la variation d'épaisseur de paroi maximale acceptable pour les pièces moulées sous pression en aluminium ?
Pour les pièces moulées sous pression en aluminium standard, les variations d'épaisseur de paroi doivent rester à ±10 % de l'épaisseur nominale pour éviter des défauts de retrait importants. Les applications critiques peuvent nécessiter un contrôle plus strict de ±5 % pour assurer une précision dimensionnelle et des propriétés mécaniques optimales.
Comment l'épaisseur des nervures affecte-t-elle le retrait et les marques de retrait ?
Les nervures doivent maintenir 60 à 80 % de l'épaisseur de paroi primaire pour fournir un support structurel sans créer de déséquilibres thermiques. Des nervures plus épaisses provoquent des marques de retrait sur les surfaces opposées en raison des taux de refroidissement différentiels, tandis que des nervures plus minces peuvent subir un remplissage incomplet et une efficacité structurelle réduite.
Quel espacement des canaux de refroidissement empêche le retrait inégal dans les outils de moulage sous pression ?
Les canaux de refroidissement doivent maintenir une distance constante de 15 à 20 mm par rapport aux surfaces de la cavité avec un diamètre de 8 à 12 mm pour une extraction de chaleur optimale. Un espacement des canaux de 40 à 50 mm centre à centre assure une distribution uniforme de la température sur la face de l'outil.
Comment les différents alliages affectent-ils les stratégies de contrôle du retrait ?
Les alliages d'aluminium (retrait de 1,2 à 1,5 %) nécessitent des pratiques d'uniformité standard, les alliages de zinc (retrait de 0,6 à 0,8 %) permettent une variation légèrement plus importante, tandis que les alliages de magnésium (retrait de 1,0 à 1,3 %) exigent un contrôle plus strict à ±5 % en raison des exigences de refroidissement rapide.
Quels paramètres de processus ont le plus d'impact direct sur l'uniformité du retrait ?
La vitesse d'injection (1,5 à 3,0 m/s pour l'aluminium), la pression de maintien (30 à 60 MPa) et l'uniformité de la température du moule (±15 °C sur la face du moule) représentent les paramètres les plus critiques pour contrôler les défauts liés au retrait.
Comment l'outillage existant peut-il être modifié pour améliorer le contrôle du retrait ?
Des ajouts stratégiques de canaux de refroidissement, un repositionnement des attaques et une optimisation du système de coulée peuvent améliorer considérablement l'uniformité du retrait sans remplacement complet de l'outil. Les canaux de refroidissement conformes usinés à travers l'acier à outils existant constituent la solution de modernisation la plus efficace.
Quelles techniques de mesure permettent de vérifier l'uniformité de l'épaisseur de paroi en production ?
Les jauges d'épaisseur à ultrasons (précision de ±0,01 mm) pour la mesure de routine, les machines à mesurer tridimensionnelles pour les géométries complexes (précision de ±0,005 mm) et la tomographie assistée par ordinateur à rayons X pour la vérification interne complète offrent des capacités complètes de validation de l'épaisseur de paroi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece