Rainurage en V : Création de plis nets dans la tôle architecturale
Les plis nets et précis dans la tôle architecturale nécessitent plus que le pliage au frein standard : ils exigent le rainurage en V, une technique spécialisée qui enlève de la matière le long de lignes prédéterminées pour créer des plis propres et précis. Ce processus permet d'obtenir des rayons de courbure aussi faibles que 0,5 mm tout en maintenant l'intégrité structurelle des matériaux, de l'Al 6061-T6 aux nuances d'acier inoxydable à haute résistance.
Principaux points à retenir
- Le rainurage en V permet d'obtenir des rayons de courbure 60 à 80 % plus petits que le pliage au frein conventionnel tout en éliminant les concentrations de contraintes dans le matériau.
- Les calculs de profondeur de rainure doivent tenir compte de l'épaisseur du matériau, de l'angle de pliage et des caractéristiques de ressort propres à chaque alliage.
- Une géométrie d'outil et des vitesses d'avance appropriées empêchent l'écrouissage et les défauts de surface dans les finitions de qualité architecturale.
- La rentabilité émerge dans les séries de production moyennes à élevées où la précision justifie l'étape de traitement supplémentaire.
Principes fondamentaux du rainurage en V et comportement des matériaux
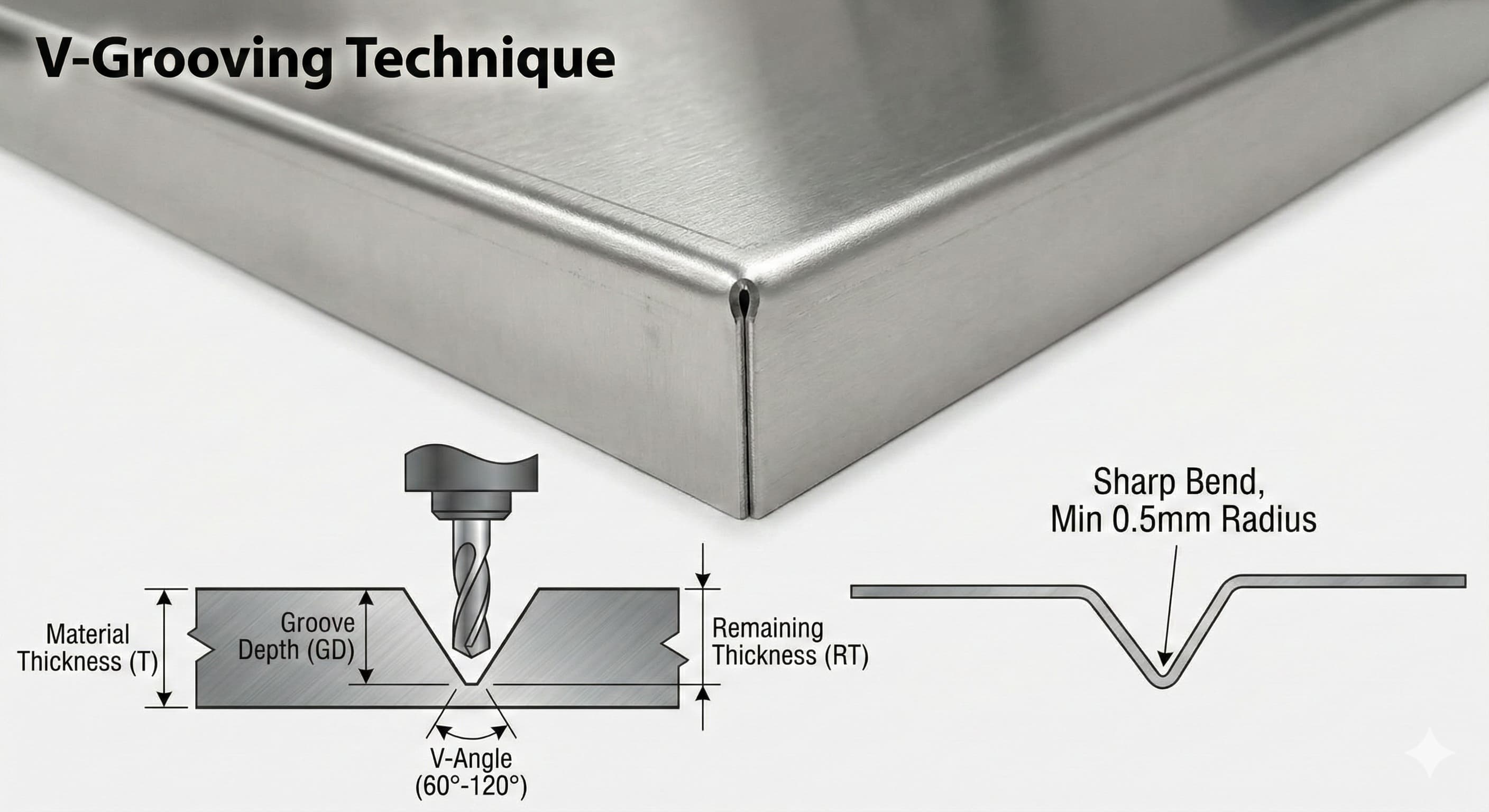
Le rainurage en V crée une faiblesse contrôlée le long de la ligne de pliage en enlevant une section triangulaire de matériau de la surface extérieure. Contrairement au marquage ou à la perforation, ce processus maintient la continuité du matériau tout en permettant des plis nets qui, autrement, se fissureraient ou se froisseraient. La géométrie de la rainure suit des relations mathématiques spécifiques basées sur les propriétés du matériau et les angles de pliage souhaités.
Le calcul de la profondeur critique pour les rainures en V suit la formule : Profondeur de la rainure = (Épaisseur du matériau - Épaisseur restante souhaitée) où l'épaisseur restante varie généralement de 0,15 mm à 0,30 mm selon la qualité du matériau et les exigences de l'application. Pour l'Al 6061-T6 d'une épaisseur de 2,0 mm ciblant un pli à 90 degrés, la profondeur de rainure optimale atteint 1,7 mm, laissant 0,3 mm de matériau pour former la charnière.
La sélection des matériaux a un impact significatif sur les taux de réussite du rainurage en V. Les alliages d'aluminium présentent d'excellentes caractéristiques de rainurage en V, le 6061-T6 offrant une formabilité supérieure par rapport à la résistance plus élevée du 7075-T6, mais une ductilité réduite. Comprendre le comportement des alliages d'aluminium pendant les opérations de pliage devient crucial pour prévenir les microfissures le long des bords de la rainure.
| Qualité du matériau | Profondeur de rainure max. (%) | Rayon de courbure min. (mm) | Facteur de retour élastique | Indice de coût (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Acier doux | 82% | 0.8 | 1.08 | €2.10 |
Spécifications de l'outillage et de l'équipement
Le rainurage en V nécessite un outillage spécialisé conçu pour créer des profils de rainure cohérents tout en maintenant l'intégrité de la finition de surface. Les systèmes à base de toupie utilisant des embouts à pointe de carbure représentent l'approche la plus courante pour les applications architecturales, offrant un contrôle supérieur de la géométrie de la rainure par rapport aux alternatives laser ou jet d'eau.
Les spécifications de la géométrie de l'outil ont un impact direct sur la qualité du résultat. Les embouts de toupie à rainure en V présentent des angles inclus allant généralement de 60 à 120 degrés, les outils à 90 degrés offrant un équilibre optimal entre l'efficacité de l'enlèvement de matière et la rétention de la résistance structurelle. La géométrie du tranchant incorpore des angles de dépouille spécifiques (généralement une dépouille primaire de 12 à 15 degrés avec une dépouille secondaire de 3 à 5 degrés) pour minimiser les forces de coupe et empêcher l'écrouissage.
Les vitesses d'avance et les vitesses de broche nécessitent une optimisation minutieuse en fonction des propriétés du matériau. Pour les alliages d'aluminium, les paramètres optimaux incluent des vitesses de broche de 18 000 à 24 000 tr/min avec des vitesses d'avance de 2,5 à 4,0 m/min. Les nuances d'acier inoxydable exigent des vitesses réduites (12 000 à 16 000 tr/min) avec des vitesses d'avance proportionnellement plus lentes (1,5 à 2,5 m/min) pour éviter une génération de chaleur excessive qui pourrait altérer la microstructure du matériau.
Les services d'usinage CNC de précision modernes intègrent des systèmes de contrôle d'avance adaptatifs qui ajustent automatiquement les paramètres de coupe en fonction de la rétroaction de force en temps réel, garantissant une qualité de rainure constante sur différentes zones d'épaisseur et de dureté du matériau.
Paramètres de processus et contrôle de la qualité
La réussite du rainurage en V dépend d'un contrôle précis de plusieurs variables interdépendantes. La tolérance de profondeur de rainure maintient généralement ±0,05 mm sur toute la longueur de la ligne de pliage, nécessitant une surveillance continue via des systèmes de mesure avec ou sans contact. Un écart au-delà de ces limites entraîne des angles de pliage incohérents ou une défaillance potentielle du matériau pendant le formage.
La rugosité de surface à l'intérieur de la rainure affecte considérablement l'esthétique finale de la pièce et sa résistance à la corrosion. Les applications architecturales spécifient généralement des valeurs Ra inférieures à 1,6 μm le long des surfaces de la rainure, ce qui peut être obtenu grâce à une sélection appropriée des outils et à l'application de liquide de coupe. Les fluides de coupe synthétiques avec des additifs extrême pression empêchent la formation d'arêtes rapportées tout en maintenant une excellente finition de surface.
Pour des résultats de haute précision, recevez un devis détaillé dans les 24 heures de Microns Hub.
La cohérence du profil de rainure sur les séries de production nécessite la mise en œuvre d'un contrôle statistique des processus. Les points de contrôle critiques incluent la variation de la profondeur de la rainure, la cohérence de l'angle de la paroi latérale et les mesures de la rugosité de surface prises à intervalles prédéterminés. Les cartes de contrôle qui suivent ces paramètres permettent la maintenance proactive des outils et l'ajustement des paramètres avant que la qualité ne se dégrade.
Gestion de la température pendant le traitement
La génération de chaleur pendant les opérations de rainurage en V peut avoir un impact significatif sur les propriétés du matériau et la précision dimensionnelle. Des températures excessives favorisent la migration des joints de grains dans les alliages d'aluminium, ce qui peut réduire la résistance à la fatigue le long de la ligne de pliage. La surveillance de la température à l'aide de capteurs infrarouges garantit que les températures de traitement restent en dessous des seuils critiques, généralement 150 °C pour les alliages d'aluminium et 200 °C pour les nuances d'acier inoxydable.
Les stratégies de refroidissement vont au-delà de l'application conventionnelle de liquide de refroidissement par inondation. Les systèmes de refroidissement cryogénique utilisant de l'azote liquide ou du dioxyde de carbone offrent un contrôle de température supérieur tout en éliminant les problèmes de contamination liés au liquide de refroidissement, ce qui est essentiel dans les applications architecturales nécessitant des finitions de surface impeccables.
Opérations de formage et précision du pliage
L'opération de formage qui suit le rainurage en V nécessite des techniques spécialisées pour obtenir les plis nets qui justifient le coût de traitement supplémentaire. L'outillage de presse plieuse standard s'avère inadéquat pour les pièces rainurées en V, nécessitant des conceptions de poinçons et de matrices personnalisées qui tiennent compte de l'épaisseur réduite du matériau le long des lignes de pliage.
La précision de l'angle de pliage dépend fortement des calculs de compensation du retour élastique spécifiques à chaque matériau et configuration de rainure. Les facteurs de retour élastique varient considérablement entre les nuances de matériaux, allant d'une correction minimale (1 à 2 degrés) pour les alliages d'aluminium écrouis à une compensation substantielle (8 à 12 degrés) pour les nuances d'acier inoxydable à haute résistance.
Les matrices de formage personnalisées intègrent des caractéristiques de dégagement qui empêchent l'interférence avec la géométrie de la rainure en V pendant l'opération de pliage. Ces matrices présentent une zone de contact réduite le long de la ligne de rainure tout en maintenant un support complet pour le matériau environnant, empêchant ainsi une déformation localisée qui pourrait compromettre la qualité du pliage.
| Angle de pliage | Retour élastique Al 6061-T6 | Retour élastique SS 316L | Sur-pliage requis | Réalisation de la tolérance |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Analyse des coûts et considérations économiques
L'économie du rainurage en V dépend de plusieurs facteurs, notamment les coûts des matériaux, le temps de traitement, les exigences en matière d'outillage et les spécifications de qualité. L'étape de traitement supplémentaire ajoute généralement 0,15 à 0,35 € par mètre linéaire de rainure, variant en fonction de l'épaisseur du matériau et des niveaux de précision requis.
L'analyse du seuil de rentabilité révèle que la rentabilité du rainurage en V émerge autour de 50 à 75 pièces pour les composants architecturaux typiques. En dessous de ce seuil, des techniques alternatives telles que la découpe au laser avec micro-joints peuvent s'avérer plus économiques. Au-dessus de 200 pièces, le rainurage en V démontre des avantages de coût clairs tout en offrant des résultats esthétiques supérieurs.
Les considérations relatives à la durée de vie des outils ont un impact significatif sur les coûts par pièce. Les embouts de toupie en carbure réalisent généralement 2 500 à 4 000 mètres linéaires de rainurage dans les alliages d'aluminium avant de nécessiter un remplacement, tandis que les applications en acier inoxydable réduisent la durée de vie des outils à 800 à 1 200 mètres linéaires. L'outillage à revêtement diamant prolonge la durée de vie de 3 à 4 fois, mais augmente les coûts initiaux de l'outillage de 200 à 300 € par outil.
Intégration de la finition de surface
Les opérations de rainurage en V doivent tenir compte des processus de finition en aval pour optimiser les coûts de production totaux. Les applications de revêtement en poudre nécessitent des considérations de tolérance spécifiques, car l'épaisseur du revêtement varie entre les zones de rainure et les surfaces planes.
Les processus d'anodisation présentent des défis uniques pour les composants en aluminium rainurés en V. L'épaisseur réduite du matériau le long des lignes de rainure crée des variations de densité de courant pendant l'anodisation, ce qui peut entraîner des variations de couleur. Les montages d'anodisation spécialisés et les systèmes de distribution de courant relèvent ces défis, mais ajoutent 0,25 à 0,45 € par pièce aux coûts de traitement.
Assurance qualité et protocoles d'inspection
L'assurance qualité complète des composants rainurés en V s'étend au-delà de la vérification dimensionnelle pour inclure l'évaluation de l'intégrité du matériau et l'évaluation de la résistance à la fatigue. Les protocoles d'inspection visuelle identifient les défauts potentiels, notamment les microfissures, les marques d'outils et la contamination de surface qui pourraient compromettre les performances à long terme.
L'inspection dimensionnelle utilise des machines à mesurer tridimensionnelles (MMT) équipées d'un logiciel spécialisé pour l'analyse du profil de la rainure. Les mesures critiques incluent la cohérence de la profondeur de la rainure, la vérification de l'angle de la paroi latérale et la précision de l'angle de pliage après les opérations de formage. Les plans d'échantillonnage statistiques basés sur la norme MIL-STD-105E fournissent des fréquences d'inspection appropriées tout en maintenant le contrôle des coûts.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche intégrée de nos services de fabrication signifient que chaque projet de rainurage en V reçoit l'attention aux détails qu'il mérite, de la consultation initiale de la conception à la vérification finale de la qualité.
Les méthodes d'essai non destructives vérifient l'intégrité du matériau le long des lignes de rainure sans compromettre la fonctionnalité de la pièce. L'inspection par ressuage révèle les défauts de surface, tandis que le contrôle par courants de Foucault identifie les défauts sous la surface qui pourraient se propager pendant le chargement en service. Ces protocoles d'essai s'avèrent particulièrement essentiels pour les applications architecturales structurelles où les conséquences d'une défaillance justifient les coûts d'inspection supplémentaires.
Considérations relatives aux performances en fatigue
Les plis rainurés en V introduisent des facteurs de concentration de contraintes qui doivent être évalués pour les applications chargées de manière cyclique. La modélisation par éléments finis (FEA) prédit la durée de vie en fatigue en fonction de la géométrie de la rainure, des propriétés du matériau et des conditions de chargement prévues. Les facteurs de concentration de contraintes varient généralement de 1,8 à 2,4 selon la profondeur de la rainure et les spécifications du rayon.
Les protocoles d'essai de fatigue suivant les normes ASTM D7791 valident les prédictions analytiques par le biais d'essais de laboratoire contrôlés. Les composants échantillons subissent un chargement cyclique à des niveaux de contrainte représentant 150 % des conditions de service prévues, les critères de défaillance étant définis comme une propagation visible de la fissure au-delà des limites de la rainure.
Directives de conception et meilleures pratiques
Une conception efficace des rainures en V nécessite un examen attentif des relations géométriques, des contraintes matérielles et des limitations de fabrication. Les directives de conception empêchent les pièges courants tout en optimisant la fabricabilité et les caractéristiques de performance.
Les spécifications de distance minimale entre les rainures adjacentes empêchent l'affaiblissement du matériau qui pourrait compromettre l'intégrité structurelle. Pour les alliages d'aluminium, l'espacement minimal est égal à 5 fois l'épaisseur du matériau, tandis que les nuances d'acier inoxydable nécessitent 6 fois l'épaisseur du matériau en raison des caractéristiques d'écrouissage plus élevées. Un espacement plus étroit nécessite une analyse par éléments finis pour vérifier des marges de résistance adéquates.
Les détails de terminaison de la rainure ont un impact significatif sur l'esthétique et les performances structurelles. Les terminaisons effilées s'étendant de 2 à 3 mm au-delà de la ligne de pliage requise empêchent les concentrations de contraintes tout en maintenant un aspect visuel propre. Les terminaisons abruptes de la rainure créent des concentrateurs de contraintes qui peuvent amorcer la propagation de fissures dans des conditions de chargement cyclique.
| Paramètre de conception | Alliages d'aluminium | Acier inoxydable | Acier doux | Impact sur le coût |
|---|---|---|---|---|
| Espacement minimal des rainures | 5x épaisseur | 6x épaisseur | 4x épaisseur | Haute densité = +15% |
| Longueur maximale des rainures | 3000 mm | 2500 mm | 3500 mm | Longueur >2m = +8% |
| Cône de terminaison | 2.5 mm | 3.0 mm | 2.0 mm | Fonctionnalité standard |
| Rugosité de surface | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Applications avancées et techniques émergentes
Les applications émergentes du rainurage en V repoussent les limites traditionnelles grâce à des approches innovantes et à des systèmes d'outillage avancés. Les machines CNC multi-axes permettent des géométries de rainure composées qui créent des formes tridimensionnelles complexes impossibles à réaliser avec les techniques conventionnelles.
Le rainurage en V assisté par laser représente une approche hybride combinant des mécanismes d'enlèvement de matière thermique et mécanique. Le préchauffage du matériau immédiatement devant l'outil de coupe réduit les forces de coupe de 30 à 40 % tout en permettant des rainures plus profondes dans les matériaux à haute résistance auparavant considérés comme impropres au rainurage en V conventionnel.
Les systèmes de contrôle adaptatifs intégrant une rétroaction de force et de température en temps réel optimisent les paramètres de coupe en continu tout au long de l'opération de rainurage. Les algorithmes d'apprentissage automatique analysent les données historiques pour prédire les combinaisons de paramètres optimales en fonction des variations de lot de matériaux et des conditions d'usure des outils, améliorant ainsi la cohérence tout en réduisant les exigences de compétences de l'opérateur.
Intégration avec la fabrication numérique
La technologie de jumeau numérique permet l'optimisation virtuelle des paramètres de rainurage en V avant le début de la production physique. Des modèles complets intégrant les propriétés des matériaux, la géométrie des outils et la dynamique des machines prédisent les conditions de coupe optimales tout en identifiant les problèmes de qualité potentiels avant qu'ils ne surviennent en production.
Les systèmes d'inspection automatisés utilisant la technologie de vision industrielle permettent une vérification dimensionnelle à 100 % de la géométrie de la rainure sans affecter le débit de production. Les caméras haute résolution combinées à la projection de lumière structurée créent des profils 3D détaillés de chaque rainure, comparant les résultats aux spécifications CAO avec des capacités de résolution inférieures à 0,01 mm.
Dépannage des défauts courants
L'analyse systématique des défauts et les procédures de correction garantissent une qualité de rainurage en V constante dans des conditions de production variables. La compréhension des causes profondes permet une résolution rapide des problèmes tout en empêchant les problèmes de qualité récurrents.
Les marques de bavardage le long des surfaces de la rainure résultent généralement d'une rigidité insuffisante de la machine ou de paramètres de coupe inappropriés. Les solutions incluent la réduction des vitesses d'avance de 20 à 30 %, l'augmentation de la vitesse de broche dans les plages recommandées ou la mise en œuvre de dispositifs d'amortissement des vibrations. Un bavardage sévère peut nécessiter une analyse dynamique de la machine pour identifier les fréquences de résonance.
Une variation de la profondeur de la rainure dépassant ±0,05 mm indique souvent une usure de l'outil, un jeu de la machine ou des problèmes de déflexion de la pièce. La mesure systématique de la profondeur de la rainure à intervalles réguliers identifie les tendances qui permettent le remplacement prédictif de l'outil avant que la qualité ne se dégrade. Le montage de la pièce doit fournir une rigidité adéquate pour empêcher la déflexion sous les forces de coupe.
Défis spécifiques aux matériaux
L'écrouissage dans les nuances d'acier inoxydable crée une usure progressive de l'outil et une dégradation de la qualité de la surface. Les stratégies d'atténuation incluent l'application optimisée de liquide de coupe, la réduction des vitesses de coupe et les revêtements d'outils spécialisés conçus pour les applications en acier inoxydable. Les revêtements TiAlN démontrent des performances supérieures par rapport aux alternatives TiN standard.
La formation d'arêtes rapportées sur les outils de coupe dégrade la finition de surface tout en créant des inexactitudes dimensionnelles. Ce phénomène s'avère le plus problématique avec les alliages d'aluminium contenant une forte teneur en silicium. Des arêtes de coupe tranchantes, des vitesses de coupe appropriées et une évacuation efficace des copeaux empêchent la formation d'arêtes rapportées tout en prolongeant la durée de vie de l'outil.
Foire aux questions
Quelle est l'épaisseur minimale du matériau appropriée pour le rainurage en V ?
Le rainurage en V fonctionne efficacement sur des matériaux aussi minces que 0,8 mm, bien que des résultats optimaux se produisent avec des épaisseurs de 1,5 mm et plus. Les matériaux plus minces nécessitent un outillage spécialisé et peuvent atteindre des angles de pliage limités en raison des contraintes structurelles le long de la ligne de rainure.
Comment le rainurage en V affecte-t-il la résistance du matériau par rapport au pliage standard ?
Le rainurage en V réduit la surface de la section transversale le long de la ligne de pliage, diminuant généralement la résistance locale de 15 à 25 % selon la profondeur de la rainure. Cependant, l'élimination de l'écrouissage et des contraintes résiduelles entraîne souvent des performances de fatigue supérieures par rapport aux méthodes de pliage conventionnelles.
Les pièces rainurées en V peuvent-elles être soudées ou assemblées à d'autres composants ?
Oui, les composants rainurés en V acceptent les méthodes d'assemblage standard, y compris le soudage, le brasage et la fixation mécanique. Le soudage nécessite une gestion thermique minutieuse pour éviter la distorsion le long des zones de rainure minces. Le soudage TIG avec des réglages d'ampérage réduits fournit généralement des résultats optimaux.
Quelles sont les tolérances réalisables pour les angles de pliage dans les pièces rainurées en V ?
Des tolérances d'angle de pliage de ±0,5° sont couramment réalisables pour les angles jusqu'à 90°, avec ±1,0° typique pour les plis plus nets jusqu'à 150°. Des tolérances plus strictes nécessitent des opérations secondaires ou des techniques de formage spécialisées qui augmentent les coûts de traitement de 20 à 30 %.
Comment la finition de surface dans la rainure affecte-t-elle l'apparence finale de la pièce ?
La finition de surface de la rainure a un impact direct sur l'apparence finale de la ligne de pliage, en particulier dans les finitions brossées ou polies. Les valeurs Ra inférieures à 1,6 μm garantissent que la zone de la rainure se fond parfaitement avec les surfaces environnantes après le formage, tandis que les finitions plus rugueuses peuvent rester visibles sous forme de ligne distincte.
Le rainurage en V convient-il aux applications architecturales extérieures ?
Le rainurage en V s'avère excellent pour les applications extérieures lorsqu'il est correctement conçu et fini. L'épaisseur réduite du matériau le long des lignes de pliage nécessite une attention particulière lors de la planification de la protection contre la corrosion, mais les composants en aluminium correctement anodisés ou en acier inoxydable passivé démontrent une durabilité équivalente aux pièces formées de manière conventionnelle.
Quels sont les délais de livraison typiques pour les composants architecturaux rainurés en V ?
Les délais de livraison dépendent de la complexité et de la quantité, mais varient généralement de 5 à 10 jours ouvrables pour les panneaux architecturaux standard. Les exigences d'outillage personnalisé peuvent ajouter 3 à 5 jours aux commandes initiales, tandis que les commandes répétées utilisant l'outillage existant maintiennent les délais de livraison standard.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece