Revêtement en poudre de la tôle : tenir compte de l'accumulation d'épaisseur dans les tolérances
L'épaisseur du revêtement en poudre est l'une des variables les plus fréquemment négligées dans la fabrication de tôles de précision. Un revêtement en poudre typique ajoute 50 à 150 microns à toutes les surfaces, ce qui modifie fondamentalement la précision dimensionnelle et nécessite une planification minutieuse des tolérances, de la phase de conception à l'inspection finale.
Points clés à retenir :
- L'épaisseur standard du revêtement en poudre varie de 50 à 150 microns, ce qui a un impact direct sur les tolérances dimensionnelles de toutes les surfaces revêtues.
- Les dimensions critiques doivent tenir compte de l'accumulation de revêtement en sous-dimensionnant délibérément les composants en métal de base.
- Les tolérances générales ISO 2768 deviennent insuffisantes pour les pièces revêtues de poudre nécessitant un ajustement et un assemblage précis.
- La planification dimensionnelle avant revêtement peut éviter des retouches coûteuses et garantir la fonctionnalité correcte des pièces.
Comprendre les variables d'épaisseur du revêtement en poudre
L'épaisseur du revêtement en poudre varie considérablement en fonction de la méthode d'application, du type de poudre et de la préparation du substrat. L'application par pulvérisation électrostatique produit généralement des films entre 60 et 120 microns, tandis que le revêtement par lit fluidisé peut atteindre 150 à 500 microns en fonction de la température de la pièce et du temps d'immersion.
La relation entre la taille des particules de poudre et l'épaisseur finale suit des schémas prévisibles. Les poudres fines (10-30 microns) créent des finitions plus lisses mais nécessitent plusieurs passages pour une épaisseur adéquate, tandis que les poudres grossières (30-80 microns) augmentent rapidement l'épaisseur mais peuvent compromettre la qualité de la surface sur les détails.
La géométrie du substrat influence considérablement la distribution du revêtement. Les coins internes et les zones en retrait reçoivent généralement 70 à 80 % de l'épaisseur observée sur les surfaces planes, tandis que les bords externes et les coins aigus accumulent souvent 120 à 150 % de l'épaisseur nominale en raison de la concentration du champ électrique pendant l'application.
Le contrôle de la température pendant le durcissement affecte l'épaisseur finale grâce aux caractéristiques d'écoulement et de nivellement. Les poudres de polyester durcissent de manière optimale à 180-200 °C, produisant une épaisseur constante avec une texture peau d'orange minimale. Les formulations époxy nécessitent 160-180 °C mais offrent une couverture des bords et une pénétration supérieures dans les géométries complexes.
Impact dimensionnel sur les caractéristiques courantes de la tôle
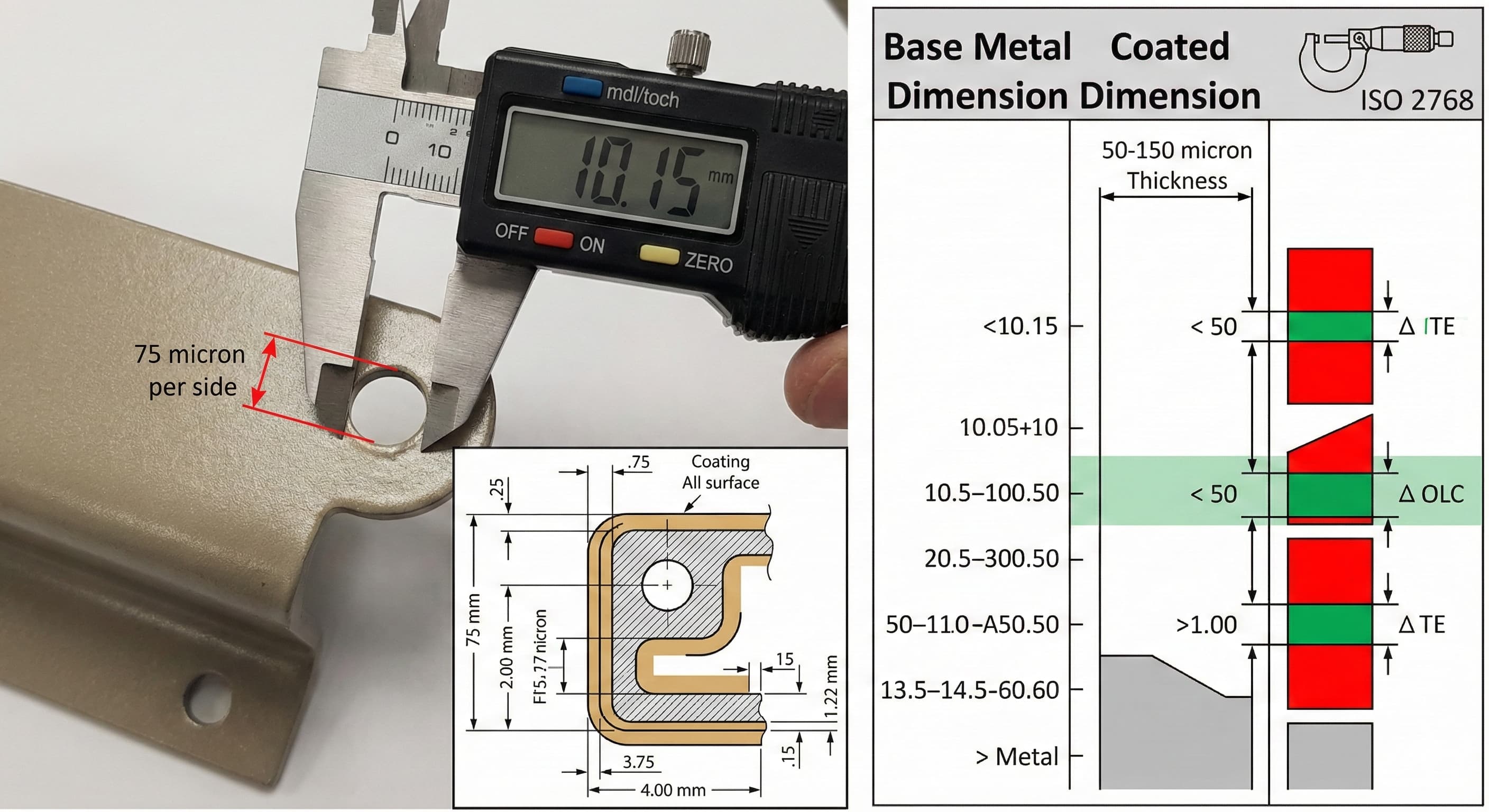
Les trous et les caractéristiques internes subissent une réduction de diamètre égale à deux fois l'épaisseur du revêtement. Un trou de 10,0 mm avec un revêtement de 75 microns devient 9,85 mm, ce qui représente une variation dimensionnelle de 1,5 % qui peut empêcher l'insertion correcte des fixations ou l'assemblage des composants.
Les caractéristiques filetées présentent des défis particuliers, car l'accumulation de revêtement se produit sur les diamètres majeur et mineur. Les filetages M6 x 1,0 avec un revêtement de 100 microns peuvent nécessiter un ajustement du foret de taraudage de 5,0 mm à 5,2 mm pour maintenir un engagement correct du filetage après le revêtement.
Les bords pliés et les caractéristiques formées accumulent l'épaisseur du revêtement sur les rayons intérieurs et extérieurs. Les calculs de rayons de courbure minimum doivent tenir compte de l'épaisseur du revêtement pour éviter les fissures pendant le processus de pliage ou l'application du revêtement.
La largeur des fentes diminue de deux fois l'épaisseur du revêtement, ce qui affecte les ajustements coulissants et les jeux. Une fente de 12,0 mm devient 11,85 mm avec un revêtement de 75 microns, ce qui peut bloquer les composants conçus pour les ajustements H7/g6.
Considérations relatives au revêtement spécifique au matériau
Différents matériaux de substrat présentent des caractéristiques variables d'adhérence du revêtement et d'uniformité de l'épaisseur qui ont un impact direct sur la précision dimensionnelle.
| Qualité du matériau | Plage d'épaisseur typique (μm) | Facteur d'uniformité | Accumulation sur les bords | Impact sur le coût |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Acier laminé à froid | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Inox 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Acier galvanisé | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Les substrats en aluminium offrent généralement l'épaisseur de revêtement la plus prévisible en raison de l'excellente attraction électrostatique et de la préparation uniforme de la surface. La couche d'oxyde naturelle améliore l'adhérence de la poudre tout en maintenant une accumulation de film constante sur les géométries complexes.
L'acier laminé à froid nécessite un revêtement de conversion de phosphate pour une adhérence optimale, ajoutant 5 à 10 microns à l'épaisseur totale. Ce prétraitement améliore l'uniformité du revêtement mais augmente la variation dimensionnelle, en particulier autour des joints soudés et des zones affectées par la chaleur.
Les substrats en acier inoxydable présentent des défis uniques en raison de leur couche d'oxyde passive. L'abrasion mécanique ou la gravure chimique devient nécessaire pour une adhérence adéquate, ce qui peut affecter les dimensions du matériau de base avant l'application du revêtement.
Stratégies de conception de tolérance
Une conception de tolérance efficace pour les pièces revêtues de poudre nécessite une compensation dimensionnelle systématique basée sur les prévisions d'épaisseur du revêtement et la complexité géométrique.
Les dimensions critiques doivent spécifier des zones sans revêtement par masquage ou usinage post-revêtement. Le masquage ajoute 0,50 à 1,20 € par caractéristique, mais garantit la précision dimensionnelle des surfaces d'appui, des trous filetés et des ajustements de précision.
Le tolérancement bilatéral offre une flexibilité optimale pour les dimensions revêtues. Au lieu de spécifier 25,0 ±0,1 mm, utilisez 24,925 +0,175/-0,025 mm pour tenir compte de l'épaisseur de revêtement attendue tout en maintenant les exigences fonctionnelles.
Pour des résultats de haute précision, Obtenez un devis en 24 heures auprès de Microns Hub.
Le dimensionnement fonctionnel sépare les caractéristiques critiques des caractéristiques non critiques. Les diamètres de roulement, les surfaces d'accouplement et les références d'assemblage nécessitent un contrôle strict, tandis que les surfaces esthétiques peuvent s'adapter aux variations de revêtement standard sans impact fonctionnel.
L'analyse statistique des tolérances devient essentielle pour les assemblages contenant plusieurs composants revêtus. La simulation de Monte Carlo aide à prédire les taux de réussite de l'assemblage et à identifier les principaux contributeurs de tolérance avant le début de la production.
Méthodes de contrôle de la qualité et d'inspection
La mesure de l'épaisseur du revêtement nécessite des techniques non destructives adaptées aux environnements de production. Les jauges magnétiques et à courants de Foucault offrent une précision de ±2 à 5 % pour la plupart des applications, tandis que les méthodes ultrasoniques atteignent une précision de ±1 à 2 % sur les géométries complexes.
Les essais destructifs par analyse en coupe transversale offrent une mesure d'épaisseur définitive et une évaluation de la qualité du revêtement. Cette méthode identifie les problèmes de délaminage, de porosité et d'adhérence qui affectent la stabilité dimensionnelle à long terme.
La surveillance en cours de processus pendant l'application de la poudre aide à maintenir la cohérence de l'épaisseur. La tension électrostatique, le débit de poudre et la mise à la terre des pièces influencent tous l'épaisseur finale et doivent être enregistrés pour chaque lot de production.
L'inspection dimensionnelle post-durcissement doit tenir compte du retrait du revêtement pendant la polymérisation. Les poudres thermodurcissables rétrécissent généralement de 2 à 5 % pendant le durcissement, ce qui affecte les dimensions finales et crée potentiellement des contraintes internes dans les composants à parois minces.
| Méthode d'inspection | Précision | Coût par test | Temps requis | Meilleure application |
|---|---|---|---|---|
| Arrachement magnétique | ±5% | €0.20 | 10 secondes | Substrats ferreux |
| Courant de Foucault | ±3% | €0.35 | 15 secondes | Métaux non ferreux |
| Ultrasonique | ±2% | €0.50 | 30 secondes | Géométries complexes |
| Coupe transversale | ±1% | €15.00 | 45 minutes | Validation de la qualité |
| Rétrodiffusion bêta | ±2% | €0.80 | 60 secondes | Systèmes automatisés |
Intégration des processus au flux de travail de fabrication
L'intégration réussie du revêtement en poudre nécessite une coordination entre les opérations de conception, de fabrication et de finition. Nos services de fabrication englobent ce flux de travail complet pour garantir la précision dimensionnelle tout au long de la séquence de production.
La fabrication pré-revêtement doit tenir compte de l'épaisseur du revêtement dans toutes les caractéristiques usinées. La programmation CNC nécessite des ajustements de décalage allant généralement de 0,050 à 0,150 mm en fonction de l'épaisseur de revêtement attendue et de la criticité de la caractéristique.
La conception de la fixation affecte la distribution du revêtement et les dimensions finales. Les points de contact créent des ombres de revêtement, tandis qu'une force de serrage excessive peut déformer les sections minces pendant le cycle de durcissement. Les fixations à ressort maintiennent le positionnement des pièces tout en s'adaptant à la dilatation thermique.
La préparation des joints soudés devient essentielle, car les variations d'épaisseur du revêtement autour des zones affectées par la chaleur peuvent créer des concentrations de contraintes et des incohérences dimensionnelles. Le meulage post-soudure pour obtenir un profil de surface uniforme garantit une application de revêtement cohérente.
Semblable aux services de moulage par injection qui nécessitent un contrôle précis de la température et de la pression, le revêtement en poudre exige une gestion minutieuse des paramètres pour obtenir des résultats cohérents sur les séries de production.
Optimisation des coûts grâce à la conception
Une conception optimisée pour le revêtement réduit à la fois les coûts des matériaux et la variation dimensionnelle tout en maintenant les exigences fonctionnelles. Les caractéristiques géométriques simples se recouvrent plus uniformément que les formes complexes, ce qui réduit la variation d'épaisseur et améliore la prévisibilité.
La consolidation des pièces par soudure ou assemblage mécanique avant le revêtement élimine plusieurs opérations de revêtement et réduit l'accumulation dimensionnelle. La construction en une seule pièce coûte généralement 15 à 25 % de moins que le revêtement de composants individuels séparément.
Les exigences de préparation de la surface varient considérablement en fonction de l'état du substrat et des spécifications du revêtement. L'élimination de la calamine ajoute 1,50 à 3,00 € par mètre carré, mais garantit une adhérence et une épaisseur constantes du revêtement. Le nettoyage chimique coûte 0,80 à 1,20 € par mètre carré et convient à la plupart des applications commerciales.
Les systèmes de poudre de récupération peuvent réduire les coûts des matériaux de 20 à 40 % tout en maintenant la qualité du revêtement. Cependant, le contrôle de l'épaisseur devient plus difficile en raison des changements de taille des particules pendant le processus de récupération, ce qui nécessite un étalonnage et une surveillance plus fréquents.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes du marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails requise pour des résultats de revêtement en poudre cohérents.
Technologies de revêtement avancées et contrôle de l'épaisseur
Les disques électrostatiques et les applicateurs à cloche rotative offrent une uniformité d'épaisseur supérieure par rapport aux pistolets de pulvérisation conventionnels. Ces systèmes atteignent une variation d'épaisseur de ±5 à 8 % sur les surfaces planes et de ±10 à 15 % sur les géométries complexes, ce qui améliore la prévisibilité dimensionnelle.
La technologie de charge d'impulsions permet un contrôle précis des taux de dépôt de poudre et de l'épaisseur finale. Une courte durée d'impulsion (0,1 à 0,5 seconde) crée progressivement des films minces, tandis que des impulsions plus longues (1 à 3 secondes) permettent d'atteindre efficacement une épaisseur maximale.
Les systèmes de durcissement infrarouge offrent un meilleur contrôle de la température par rapport aux fours à convection, ce qui réduit le flux de revêtement et permet d'obtenir des dimensions finales plus cohérentes. Les longueurs d'onde proche infrarouge (0,7 à 1,4 μm) pénètrent efficacement dans les films de poudre tout en minimisant le chauffage du substrat.
Le prétraitement au plasma améliore l'adhérence du revêtement sur les substrats difficiles tout en maintenant la précision dimensionnelle. Le nettoyage au plasma à basse pression élimine les contaminants de surface sans abrasion mécanique, préservant ainsi les dimensions du matériau de base avant le revêtement.
Applications et exigences spécifiques à l'industrie
Les composants automobiles nécessitent une uniformité d'épaisseur du revêtement de ±10 microns pour un ajustement et une finition corrects. Les poignées de porte, les garnitures et les composants structurels doivent maintenir la précision dimensionnelle tout en offrant une protection contre la corrosion pendant une durée de vie de plus de 10 ans.
Les applications aérospatiales exigent un contrôle statistique des processus avec des valeurs Cpk supérieures à 1,33 pour toutes les caractéristiques dimensionnelles. La documentation sur l'épaisseur du revêtement fait partie du dossier permanent, ce qui nécessite une traçabilité jusqu'aux lots de poudre individuels et aux cycles de durcissement.
Les composants des dispositifs médicaux spécifient souvent des formulations de poudre biocompatibles avec une épaisseur contrôlée pour la conformité à la FDA. Les instruments chirurgicaux nécessitent une épaisseur de revêtement inférieure à 50 microns pour maintenir la netteté et la rétroaction tactile.
Les boîtiers électroniques nécessitent un contrôle précis de l'épaisseur autour des évents de refroidissement et des ouvertures de connecteurs. Une accumulation excessive de revêtement peut restreindre le flux d'air ou empêcher un accouplement correct, tandis qu'une couverture insuffisante compromet l'efficacité du blindage EMI.
Dépannage des problèmes d'épaisseur courants
La texture peau d'orange indique une épaisseur de revêtement excessive ou des conditions de durcissement incorrectes. La réduction du débit de poudre de 10 à 20 % ou l'augmentation de la température de durcissement de 10 à 15 °C résout généralement les problèmes de qualité de surface tout en maintenant une protection adéquate.
Les points minces autour des bords et des coins résultent d'une mise à la terre excessive des pièces ou d'une charge de poudre inadéquate. L'ajustement de la tension électrostatique de 60 à 90 kV améliore souvent l'uniformité de la couverture sans affecter de manière significative l'épaisseur globale.
Les coulures et les affaissements du revêtement se produisent lorsque l'épaisseur du film dépasse les limites critiques avant la gélification. La plupart des formulations de poudre commencent à couler à 80-120 microns, ce qui nécessite un contrôle de la rampe de température pour éviter les défauts sur les surfaces verticales.
Le délaminage entre le revêtement et le substrat indique une contamination ou une préparation de surface inadéquate. Le nettoyage au solvant suivi d'une abrasion mécanique rétablit généralement une adhérence et une intégrité du revêtement appropriées.
Foire aux questions
De combien dois-je réduire les diamètres des trous pour tenir compte de l'épaisseur du revêtement en poudre ?
Réduisez les diamètres des trous de deux fois l'épaisseur de revêtement prévue. Pour un revêtement de 75 microns, augmentez la taille du foret de 0,15 mm. Un trou fini de 10,0 mm nécessite un diamètre percé de 10,15 mm avant le revêtement pour obtenir les dimensions finales appropriées.
L'épaisseur du revêtement en poudre peut-elle être contrôlée à ±10 microns de manière cohérente ?
Oui, avec un étalonnage approprié de l'équipement et un contrôle des processus. Les applicateurs à disque électrostatique combinés à un contrôle automatisé du débit de poudre peuvent maintenir une cohérence de ±10 à 15 microns sur les surfaces planes, bien que les géométries complexes puissent présenter une variation de ±20 à 25 microns.
Les trous filetés doivent-ils être taraudés avant ou après le revêtement en poudre ?
La coupe des filetages doit avoir lieu après le revêtement pour les applications critiques. Masquez les filetages pendant le revêtement ou utilisez des formulations de durcissement spécialisées à basse température qui n'endommageront pas les outils de coupe de taraud. Le filetage pré-revêtement nécessite des forets de taraudage surdimensionnés et risque d'endommager le filetage pendant le retrait du revêtement.
Quelle qualité de tolérance dois-je spécifier pour les pièces en tôle revêtues de poudre ?
Utilisez les qualités de tolérance IT12 ou IT13 pour les dimensions non critiques sur les pièces revêtues, en resserrant à IT9 ou IT10 pour les surfaces fonctionnelles avec usinage post-revêtement. Les tolérances générales standard ISO 2768-m deviennent insuffisantes pour les assemblages de précision impliquant des composants revêtus de poudre.
Comment l'épaisseur du revêtement affecte-t-elle le poids et l'équilibre des pièces ?
Le revêtement ajoute environ 0,1 à 0,4 g par mètre carré par micron d'épaisseur. Une pièce de 1000 cm² avec un revêtement de 100 microns gagne 1 à 4 grammes, ce qui peut affecter l'équilibre dynamique dans les composants rotatifs ou les mécanismes de précision.
Puis-je spécifier différentes épaisseurs de revêtement sur la même pièce ?
Le masquage sélectif permet une variation d'épaisseur mais augmente le coût de 2 à 5 € par caractéristique masquée. Alternativement, spécifiez l'usinage post-revêtement pour les dimensions critiques tout en acceptant l'épaisseur standard sur les surfaces non fonctionnelles.
Qu'advient-il de l'épaisseur du revêtement au niveau des joints soudés et des zones affectées par la chaleur ?
Les zones de soudure reçoivent généralement 80 à 120 % de l'épaisseur nominale en raison de la rugosité de la surface et des effets géométriques. Les zones affectées par la chaleur peuvent présenter une adhérence réduite, ce qui nécessite une préparation mécanique de la surface avant le revêtement pour des résultats cohérents.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece