Rayons de courbure minimum : éviter les fissures dans l’aluminium 5052 par rapport à l’aluminium 6061
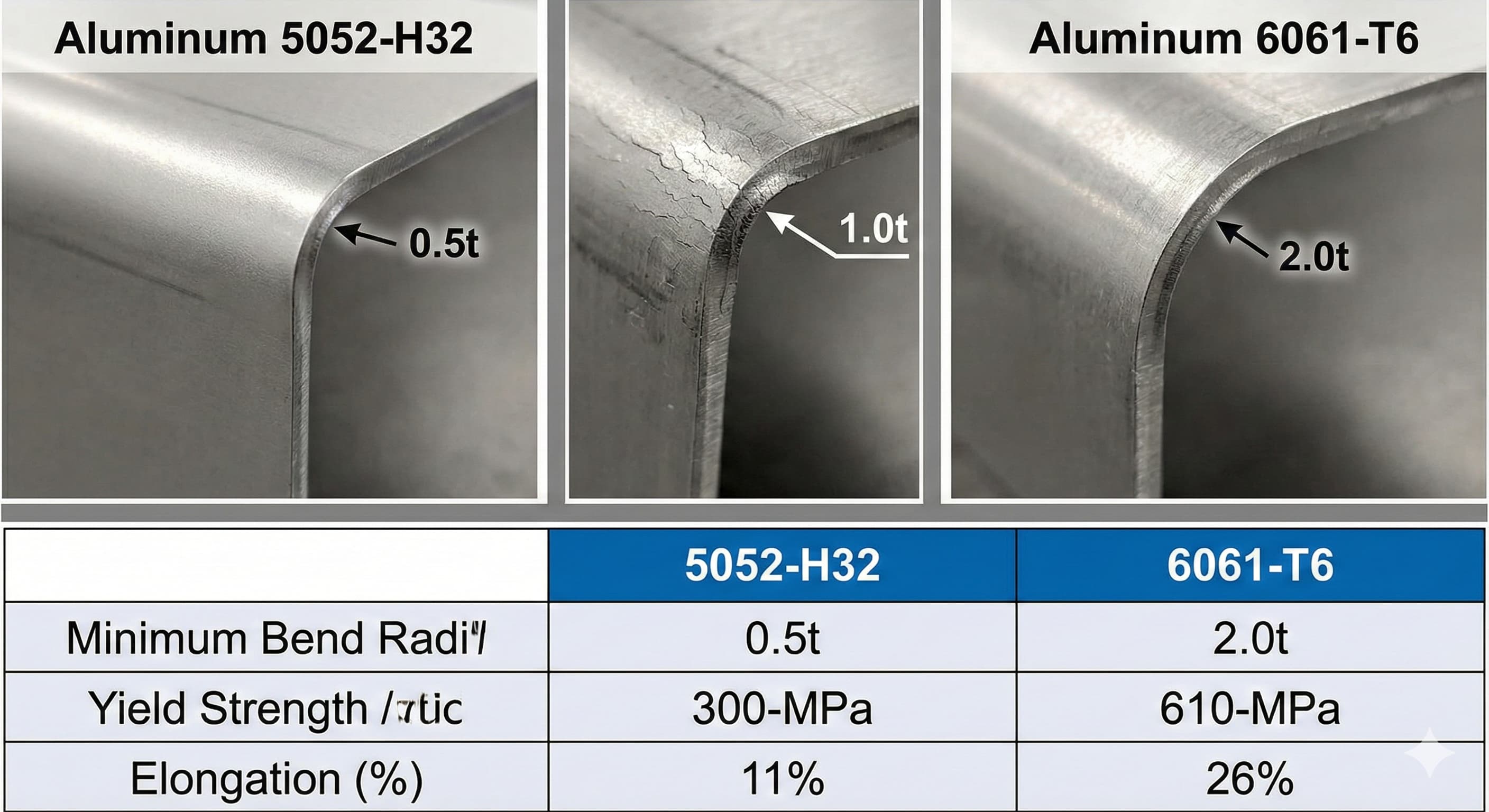
Les défaillances de pliage de l’aluminium coûtent chaque année des millions d’euros aux fabricants européens, les alliages 5052 et 6061 représentant plus de 70 % des applications de tôlerie. La différence essentielle réside dans les exigences de rayon de courbure minimum : l’alliage 5052-H32 tolère le pliage jusqu’à 0,5 t (épaisseur du matériau), tandis que l’alliage 6061-T6 exige un minimum de 2,0 t pour éviter les microfissures.
- Impact de la sélection des matériaux : l’alliage Al 5052-H32 offre une formabilité supérieure avec des rayons de courbure aussi faibles que 0,5 t, tandis que l’alliage Al 6061-T6 exige un rayon minimum de 2,0 t pour éviter les fractures de fatigue
- État de revenu essentiel : les conditions recuites (revenu O) réduisent le rayon de courbure minimum de 40 à 60 % par rapport aux états écrouis ou durcis par précipitation
- Le sens du grain est important : le pliage parallèle au sens de laminage augmente le rayon de courbure minimum de 25 à 30 % en raison de l’alignement de la structure du grain
- Équilibre coût-qualité : une spécification appropriée du rayon de courbure empêche 95 % des défaillances de fissuration tout en maintenant une précision dimensionnelle de ±0,1 mm
Comprendre les principes fondamentaux des alliages d’aluminium pour les applications de pliage
La différence fondamentale entre l’aluminium 5052 et 6061 réside dans leur composition métallurgique et leurs mécanismes de renforcement. L’alliage Al 5052 appartient à la série 5xxx, renforcée par des ajouts de magnésium (2,2 à 2,8 %) et un écrouissage. Cela crée une structure cristalline cubique à faces centrées qui conserve une excellente ductilité même après l’écrouissage.
L’alliage Al 6061 représente la série 6xxx, utilisant du magnésium (0,8 à 1,2 %) et du silicium (0,4 à 0,8 %) pour le durcissement par précipitation par traitement thermique. Le revenu T6 atteint une résistance maximale grâce au vieillissement contrôlé, mais sacrifie la formabilité. Ce compromis a un impact direct sur les exigences de rayon de courbure minimum.
Lors de la spécification des matériaux pour les services de fabrication de tôlerie, la compréhension de ces différences métallurgiques évite des remaniements coûteux. Le coefficient d’écrouissage (valeur n) pour l’alliage 5052-H32 varie généralement de 0,20 à 0,25, tandis que l’alliage 6061-T6 ne mesure que de 0,05 à 0,08, ce qui indique une capacité de durcissement par déformation considérablement réduite.
| Propriété | Al 5052-H32 | Al 6061-T6 | Impact sur le pliage |
|---|---|---|---|
| Limite d'élasticité (MPa) | 193-228 | 276-310 | Résistance plus élevée = rayon de courbure plus grand |
| Allongement (%) | 12-18 | 8-12 | Faible ductilité = risque de fissuration |
| Exposant d'écrouissage | 0.20-0.25 | 0.05-0.08 | Faible valeur n = mauvaise formabilité |
| Rayon de courbure minimum | 0.5t-1.0t | 2.0t-3.0t | Essentiel pour la prévention des fissures |
Calculs et normes du rayon de courbure minimum
Le calcul du rayon de courbure minimum nécessite de comprendre la relation entre les propriétés du matériau, l’épaisseur de la tôle et la répartition des contraintes. La formule de base tient compte de la résistance à la traction, de l’allongement et d’un facteur de sécurité spécifique à chaque système d’alliage.
Pour l’alliage Al 5052-H32, le calcul du rayon de courbure minimum est le suivant : R_min = t × (UTS/2σ_y - 1), où UTS représente la résistance à la traction ultime et σ_y indique la limite d’élasticité. Cela donne généralement de 0,5 t à 1,0 t pour la plupart des épaisseurs de tôle de 0,5 mm à 6,0 mm.
L’alliage Al 6061-T6 nécessite une approche modifiée en raison de sa structure durcie par précipitation : R_min = t × [(UTS/1,5σ_y) + K], où K représente une constante de matériau (1,5 à 2,0) tenant compte de la ductilité réduite. Ce calcul explique pourquoi l’alliage 6061-T6 exige un rayon de courbure minimum de 2,0 t à 3,0 t.
La norme ISO 2768-2 fournit des tolérances générales pour les pièces en tôle pliée, mais la spécification du rayon de courbure minimum nécessite une référence à la norme ISO 12004-2 pour les principes des produits en acier formés à froid, adaptés aux applications en aluminium. La norme européenne EN 485-2 traite spécifiquement des tolérances des tôles d’aluminium et des exigences de formage.
Exigences de rayon de courbure en fonction de l’épaisseur
L’épaisseur du matériau influence directement le rayon de courbure minimum par le biais des effets de concentration des contraintes. Les matériaux plus épais subissent des gradients de contraintes plus élevés dans la zone de courbure, ce qui nécessite des rayons proportionnellement plus grands pour répartir efficacement les charges.
| Épaisseur (mm) | Rayon Min Al 5052-H32 | Rayon Min Al 6061-T6 | Outillage recommandé |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Poinçon pointu, rayon de matrice de 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Rayon de poinçon de 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Rayon d'outillage de 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Rayon de formage de 8-12 mm |
Pour des résultats de haute précision, soumettez votre projet pour obtenir un devis en 24 heures auprès de Microns Hub.
Effets du sens du grain sur les performances de courbure
Le sens de laminage a un impact significatif sur les exigences de rayon de courbure et les tendances à la formation de fissures. Les tôles d’aluminium présentent des propriétés directionnelles en raison de l’allongement du grain pendant les processus de laminage, créant un comportement anisotrope qui affecte la formabilité.
Le pliage parallèle au sens de laminage (avec le grain) nécessite généralement un rayon de courbure minimum de 25 à 30 % plus grand que le pliage perpendiculaire. Cela se produit parce que les grains allongés créent des chemins de propagation de fissures préférentiels le long des joints de grains lorsqu’ils sont sollicités parallèlement à leur longueur.
Pour l’alliage Al 5052-H32, le pliage perpendiculaire au sens de laminage permet d’obtenir un rayon de 0,5 t de manière fiable, tandis que le pliage parallèle peut nécessiter un minimum de 0,8 t. L’alliage Al 6061-T6 présente des effets directionnels plus prononcés : le pliage perpendiculaire permet un rayon de 2,0 t, tandis que l’orientation parallèle exige un minimum de 2,5 à 3,0 t.
Les certificats de matériaux doivent spécifier le sens de laminage, généralement marqué par des flèches ou des indicateurs de flux de grain. Lors de la conception de pièces nécessitant des rayons de courbure étroits, orientez les courbures perpendiculairement au sens de laminage dans la mesure du possible. Cette considération s’intègre naturellement à notre processus de planification des services de fabrication.
Impact de la structure métallurgique
La structure cristalline sous-jacente explique les différences de comportement directionnel entre les alliages. La structure écrouie de l’alliage Al 5052 contient des réseaux de dislocations relativement uniformes qui permettent une déformation plus cohérente dans toutes les orientations.
La structure de précipité de l’alliage Al 6061-T6 crée des concentrations de contraintes localisées au niveau des particules de Mg2Si. Ces précipités s’alignent quelque peu avec le sens de laminage, créant des modes de défaillance anisotropes. La microscopie électronique à balayage révèle que les fissures commencent aux interfaces précipité-matrice lorsque le rayon de courbure est inférieur aux seuils critiques.
La compréhension de ces effets microstructuraux permet d’optimiser l’orientation des pièces pendant la planification de la fabrication. Les conceptions des composants doivent tenir compte des effets du sens du grain dès le début du processus de développement afin d’éviter les contraintes de fabrication.
Influence de l’état de revenu sur le rayon de courbure minimum
La désignation du revenu affecte profondément la capacité de pliage, les conditions recuites (revenu O) offrant une formabilité maximale au détriment de la résistance. La relation entre le revenu et le rayon de courbure minimum suit des schémas prévisibles basés sur la densité de dislocations et la répartition des précipités.
Les états de revenu de l’alliage Al 5052 vont du recuit complet (5052-O) aux diverses conditions d’écrouissage (H32, H34, H36). Chaque niveau de revenu augmente la résistance tout en réduisant la ductilité proportionnellement. L’alliage 5052-O permet d’obtenir des rayons de courbure aussi faibles que 0,2 t, tandis que l’alliage 5052-H38 (plein dur) peut nécessiter un minimum de 1,5 t.
Les options de revenu de l’alliage Al 6061 comprennent le recuit (6061-O), la mise en solution (6061-T4) et le durcissement par précipitation (6061-T6). La différence spectaculaire entre les conditions T4 et T6 illustre les effets du vieillissement : T4 permet un rayon de courbure de 0,8 à 1,2 t, tandis que T6 exige un minimum de 2,0 à 3,0 t.
| Alliage-État | Limite d'élasticité (MPa) | Rayon de courbure min | Applications typiques |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Emboutissage profond, formes complexes |
| 5052-H32 | 193-228 | 0.5t-1.0t | Fabrication générale |
| 5052-H38 | 262-290 | 1.2t-1.8t | Applications structurelles |
| 6061-O | 55-75 | 0.3t-0.6t | Opérations de pliage complexes |
| 6061-T4 | 145-186 | 0.8t-1.5t | Besoins de résistance modérée |
| 6061-T6 | 276-310 | 2.0t-3.0t | Applications à haute résistance |
Essais et validation pratiques du rayon de courbure
Les essais en laboratoire fournissent des valeurs de rayon de courbure minimum définitives pour des lots de matériaux et des conditions de traitement spécifiques. La méthode d’essai standard consiste à réduire progressivement le rayon jusqu’à ce que la fissuration commence, généralement observée à un grossissement de 10×.
Les éprouvettes doivent représenter le matériau de production réel, y compris l’épaisseur, le revenu et l’état de surface. L’orientation de l’échantillon par rapport au sens de laminage doit correspondre à la géométrie de la pièce prévue. Les essais utilisent généralement des angles de courbure de 90 degrés avec une vitesse de poinçonnage constante (5 à 10 mm/min) pour garantir des vitesses de déformation constantes.
Les critères d’inspection visuelle définissent la défaillance comme des fissures de surface visibles à un grossissement de 10× ou une réduction d’épaisseur mesurable dépassant 10 %. Les applications plus strictes peuvent nécessiter des essais de ressuage ou une inspection par ultrasons pour détecter les défauts sous la surface.
La validation de la production implique des essais de courbure sur des pièces réelles ou des échantillons représentatifs de chaque lot de matériaux. Les cartes de contrôle statistique du processus suivent la capacité de rayon de courbure minimum au fil du temps, identifiant les variations de lot de matériaux ou les changements de traitement affectant la formabilité.
Méthodes de contrôle de la qualité et d’inspection
Un contrôle de la qualité efficace combine la vérification du matériau avant la courbure avec des protocoles d’inspection après la courbure. L’inspection du matériau entrant doit vérifier la désignation du revenu, la qualité de la surface et l’uniformité de l’épaisseur dans les tolérances spécifiées.
L’inspection après la courbure comprend l’examen visuel, la vérification dimensionnelle et l’évaluation de l’intégrité structurelle. Les applications critiques peuvent nécessiter des essais non destructifs tels que l’inspection par ressuage ou l’essai magnétoscopique adapté aux applications en aluminium.
Lorsque vous travaillez avec des exigences de précision, une spécification appropriée de l’état des bords devient cruciale tant pour la sécurité que pour les performances. Les bords pliés nécessitent une attention particulière pour éviter les concentrations de contraintes qui pourraient amorcer des ruptures de fatigue.
La documentation doit enregistrer les certificats de matériaux, les résultats des essais et les conclusions de l’inspection à des fins de traçabilité. Cela devient particulièrement important pour les applications aérospatiales ou médicales nécessitant une généalogie complète des matériaux.
Considérations relatives à la conception de l’outillage pour la prévention des fissures
Une conception appropriée de l’outillage représente la principale méthode de contrôle pour obtenir un rayon de courbure minimum sans fissuration. La géométrie du poinçon et de la matrice influence directement la répartition des contraintes dans la zone de courbure, ce qui rend la sélection de l’outillage essentielle au succès.
Le rayon du nez du poinçon doit correspondre ou dépasser légèrement le rayon de courbure de la pièce prévue. Les poinçons pointus concentrent excessivement les contraintes, tandis que les rayons de poinçon surdimensionnés créent des problèmes de retour élastique. Le rayon de poinçon optimal est généralement égal à 1,0 à 1,2 × le rayon de pièce souhaité pour les applications en aluminium.
La largeur d’ouverture de la matrice affecte considérablement le flux de matériau et les schémas de contraintes. Les ouvertures de matrice étroites limitent le mouvement du matériau, augmentant la contrainte de traction sur la fibre extérieure. La règle générale spécifie une largeur d’ouverture de matrice = 8 à 12 × l’épaisseur du matériau pour l’aluminium, en fonction du rayon de courbure et des propriétés du matériau.
Le rayon d’épaulement de la matrice empêche la concentration des contraintes aux points de contact tout en permettant un flux de matériau contrôlé. Les épaulements de matrice pointus créent des points de pression qui peuvent amorcer des défauts de surface. Le rayon d’épaulement de matrice recommandé varie de 1 à 2 × l’épaisseur du matériau pour la plupart des applications de pliage d’aluminium.
| Paramètre d'outillage | Al 5052-H32 | Al 6061-T6 | Fonction |
|---|---|---|---|
| Rayon du poinçon | 0.5t-1.2t | 2.0t-3.5t | Forme le rayon de courbure |
| Ouverture de la matrice | 8t-10t | 10t-12t | Contrôle le flux de matière |
| Rayon d'épaulement de la matrice | 1t-2t | 2t-3t | Réduit la concentration de contraintes |
| Jeu poinçon-matrice | 1.1t-1.2t | 1.2t-1.3t | Empêche le grippage/collage |
Analyse des coûts : sélection des matériaux par rapport à la complexité de la conception
L’optimisation économique nécessite d’équilibrer les coûts des matériaux par rapport à la complexité de la fabrication et aux risques de défaillance. L’alliage Al 5052-H32 coûte généralement de 2,80 à 3,20 € le kg, tandis que l’alliage Al 6061-T6 varie de 3,50 à 4,10 € le kg sur les marchés européens, ce qui reflète les différentes exigences de traitement.
Cependant, le coût total comprend les facteurs de complexité du formage. Les pièces nécessitant des rayons de courbure étroits peuvent nécessiter un matériau recuit avec un traitement thermique ultérieur, ce qui ajoute de 150 à 250 € par lot de traitement. Les approches alternatives comprennent des modifications de conception pour tenir compte des capacités de courbure de revenu standard.
Les coûts de défaillance ont un impact significatif sur l’économie totale du projet. Les pièces fissurées nécessitent une reprise ou une mise au rebut, les coûts de remplacement comprenant les matériaux, la main-d’œuvre et les retards de calendrier. La prévention par une spécification appropriée du rayon de courbure coûte généralement de 5 à 10 % du coût total de la pièce tout en éliminant 95 % des défaillances liées à la courbure.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l’analyse métallurgique et l’optimisation de l’outillage qu’il mérite pour des résultats sans fissures.
Retour sur investissement pour une conception appropriée
Investir dans une analyse appropriée du rayon de courbure offre des rendements mesurables grâce à la réduction des taux de rebut, à l’amélioration des temps de cycle et à l’amélioration de la fiabilité des pièces. Les opérations de fabrication constatent généralement des réductions de coûts de 15 à 25 % lorsque les défaillances de courbure sont éliminées grâce à une conception appropriée.
La documentation et la normalisation des exigences de rayon de courbure minimum créent des connaissances réutilisables qui profitent aux projets futurs. Les équipes d’ingénierie peuvent se référer aux données de rayon de courbure validées plutôt que de mener des cycles de développement coûteux par essais et erreurs.
Les avantages à long terme comprennent l’amélioration des relations avec les fournisseurs, la réduction des demandes de garantie et l’amélioration de la fiabilité des produits. Ces facteurs contribuent à des avantages concurrentiels qui vont au-delà des économies de coûts immédiates.
Applications avancées et considérations spéciales
Les géométries complexes nécessitent une analyse sophistiquée au-delà des calculs de rayon de courbure minimum de base. Les séquences de courbure multiples, les épaisseurs de matériaux variables et les courbes composées créent des interactions de contraintes qui affectent les tendances à la formation de fissures.
Les opérations de courbure séquentielles peuvent écrouir le matériau localement, réduisant la formabilité pour les courbures suivantes. Cet effet est particulièrement prononcé dans l’alliage Al 5052, où chaque opération de formage augmente la limite d’élasticité locale de 15 à 25 %. La planification des séquences de courbure nécessite de tenir compte des effets cumulatifs de l’écrouissage.
Les courbes composées impliquent un pliage simultané dans plusieurs plans, créant des états de contraintes complexes qui ne sont pas capturés par de simples calculs de rayon de courbure. L’analyse par éléments finis devient nécessaire pour une prédiction précise des limites de formage dans de telles applications.
Les effets de température modifient considérablement les propriétés des matériaux. Le formage à chaud (150 à 200 °C) peut réduire le rayon de courbure minimum de 30 à 50 % pour les deux alliages, mais nécessite un équipement spécialisé et un contrôle du processus. Le formage cryogénique trouve parfois une application pour des exigences spécifiques de haute résistance.
L’intégration avec d’autres processus tels que le soudage ou l’usinage crée des considérations supplémentaires. Les zones affectées par la chaleur du soudage modifient les propriétés locales du matériau, ce qui peut affecter les performances de courbure à proximité des joints de soudure. Les caractéristiques usinées peuvent créer des concentrations de contraintes qui influencent les tendances à l’amorçage des fissures.
Foire aux questions
Quel est le rayon de courbure minimum absolu pour l’aluminium 5052-H32 sans fissuration ?
L’aluminium 5052-H32 peut atteindre des rayons de courbure aussi faibles que 0,5 t (la moitié de l’épaisseur du matériau) lors du pliage perpendiculaire au sens de laminage avec un outillage approprié. Pour le pliage parallèle au grain, augmentez le rayon minimum à 0,8 t. Ces valeurs supposent des vitesses de formage standard, la température ambiante et une conception de matrice appropriée avec des jeux adéquats.
Pourquoi l’aluminium 6061-T6 nécessite-t-il des rayons de courbure aussi importants par rapport à l’alliage 5052 ?
La structure durcie par précipitation de l’alliage Al 6061-T6 contient des particules de Mg2Si qui créent des concentrations de contraintes localisées et réduisent la ductilité globale. Le revenu T6 atteint une résistance élevée grâce au vieillissement contrôlé, mais ce processus réduit considérablement le coefficient d’écrouissage de 0,20+ (dans l’alliage 5052) à seulement 0,05 à 0,08, ce qui nécessite un rayon de courbure minimum de 2,0 à 3,0 t pour éviter les microfissures.
Puis-je réduire le rayon de courbure minimum en modifiant l’état de revenu ?
Oui, de manière significative. Le passage de l’alliage 6061-T6 à l’alliage 6061-T4 réduit le rayon de courbure minimum de 2,0 à 3,0 t à 0,8 à 1,5 t. Pour l’alliage 5052, l’état recuit (5052-O) permet un rayon de 0,2 à 0,4 t par rapport à 0,5 à 1,0 t pour le revenu H32. Cependant, les propriétés de résistance diminuent proportionnellement à l’amélioration de la formabilité.
Comment le sens de laminage affecte-t-il les exigences de rayon de courbure ?
Le pliage parallèle au sens de laminage augmente généralement le rayon de courbure minimum de 25 à 30 % en raison des effets d’allongement du grain. Pour les applications critiques, orientez les courbures perpendiculairement au sens de laminage dans la mesure du possible. Les certificats de matériaux doivent indiquer le sens de laminage avec des flèches directionnelles ou des marques de flux de grain.
Quelles modifications de l’outillage aident à obtenir des rayons de courbure plus étroits ?
Optimisez le rayon du nez du poinçon pour qu’il corresponde au rayon de pièce souhaité (1,0 à 1,2 × le rayon cible), utilisez une largeur d’ouverture de matrice appropriée (8 à 12 × l’épaisseur) et assurez-vous d’un rayon d’épaulement de matrice adéquat (1 à 3 × l’épaisseur). Un jeu poinçon-matrice approprié (1,1 à 1,3 × l’épaisseur) empêche le grippage tout en permettant un flux de matériau contrôlé pendant le formage.
Comment puis-je tester le rayon de courbure minimum pour mon lot de matériaux spécifique ?
Effectuez des essais de courbure progressifs en utilisant des échantillons représentatifs avec la même épaisseur, le même revenu et la même orientation que les pièces de production. Réduisez le rayon de courbure par incréments jusqu’à ce que des fissures de surface apparaissent à un grossissement de 10×. Testez les orientations parallèles et perpendiculaires au sens de laminage pour une caractérisation complète.
Quelles méthodes d’inspection détectent le plus efficacement les défauts liés à la courbure ?
L’inspection visuelle à un grossissement de 10× capture la plupart des défauts de surface. Pour les applications critiques, utilisez des essais de ressuage pour révéler les fissures sous la surface. Les essais par ultrasons peuvent détecter les défauts internes, tandis que l’inspection dimensionnelle vérifie la précision du rayon de courbure dans les tolérances spécifiées. Établissez un contrôle statistique du processus pour une surveillance continue de la qualité.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece