Moulage sous pression de magnésium : Stratégies d'allègement pour les composants automobiles
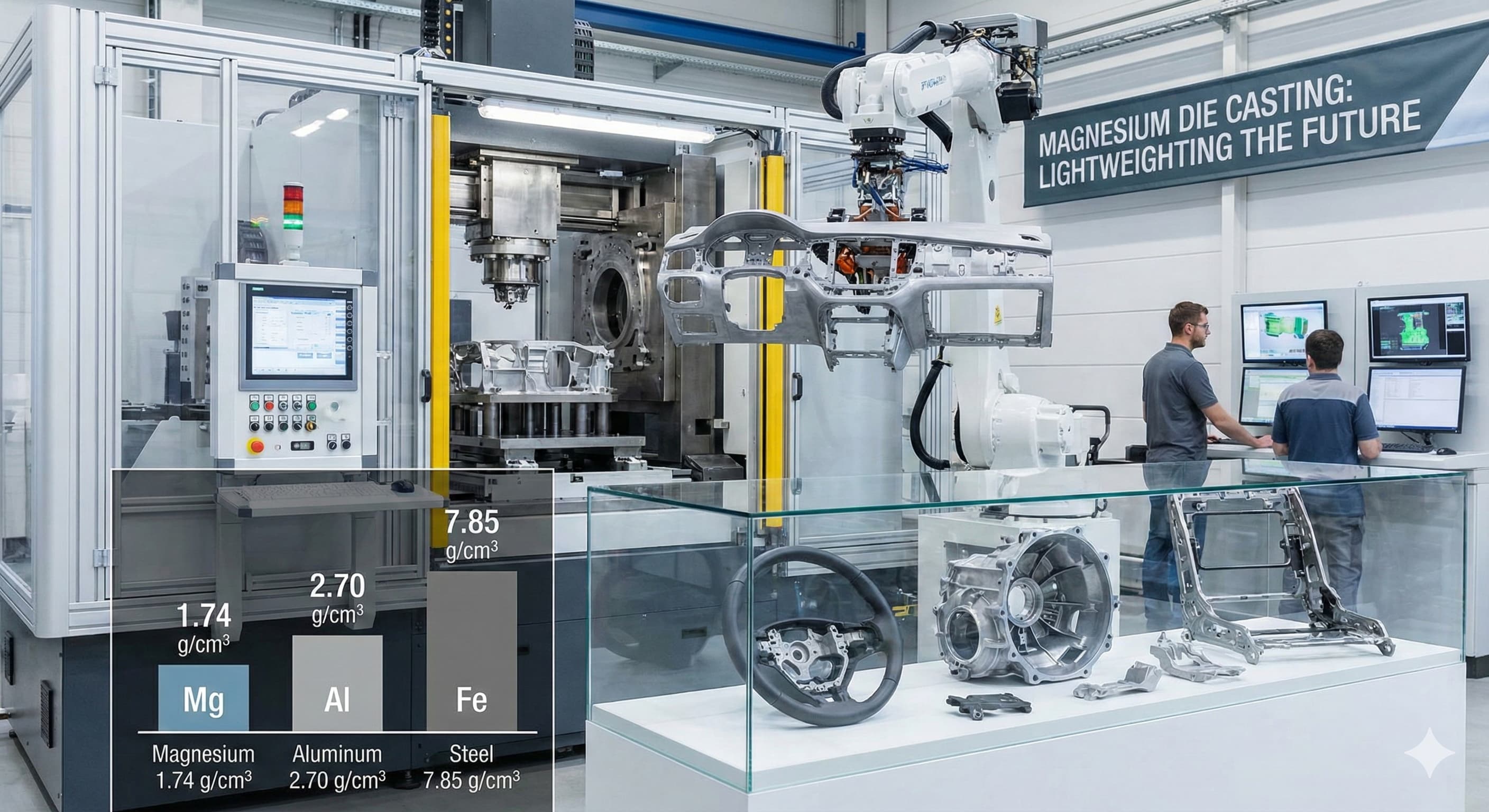
Les constructeurs automobiles sont confrontés à un défi sans précédent : réduire le poids des véhicules de 15 à 20 % tout en maintenant l'intégrité structurelle et la rentabilité. Le moulage sous pression de magnésium apparaît comme la solution la plus viable, offrant une densité inférieure de 35 % à celle de l'aluminium et de 75 % à celle de l'acier, ce qui en fait le métal structurel le plus léger disponible pour les applications automobiles.
Points clés :
- Le moulage sous pression de magnésium permet de réduire le poids de 25 à 40 % par rapport aux équivalents en aluminium tout en conservant des rapports résistance/poids comparables.
- Les alliages AZ91D et AM60B dominent les applications automobiles avec des résistances à la traction atteignant respectivement 240 MPa et 220 MPa.
- Les systèmes d'alimentation avancés et la solidification contrôlée réduisent la porosité à moins de 2 %, ce qui répond aux normes de qualité automobile.
- L'intégration avec des stratégies de matrices modulaires réduit les coûts d'outillage de 30 à 50 % pour les familles de composants.
Propriétés des matériaux et sélection des alliages pour les composants automobiles
La résistance spécifique exceptionnelle du magnésium le rend indispensable pour les stratégies d'allègement automobile. La densité de 1,74 g/cm³ offre des avantages immédiats en termes de poids, mais la sélection de l'alliage détermine les caractéristiques de performance essentielles pour les applications automobiles.
L'AZ91D reste l'alliage de base pour le moulage sous pression automobile, contenant 9 % d'aluminium et 1 % de zinc. Cette composition offre une coulabilité optimale avec des capacités de remplissage de matrice dans des sections aussi fines que 0,6 mm. L'alliage atteint une résistance à la traction de 230 à 240 MPa avec un allongement de 2 à 3 %, ce qui convient aux tableaux de bord, aux cadres de siège et aux carters de transmission.
L'AM60B offre une ductilité supérieure avec un allongement de 6 à 8 %, ce qui le rend préférable pour les composants sensibles aux chocs comme les armatures de volant et les cadres de porte. La teneur réduite en aluminium (6 %) améliore la résistance aux chocs tout en conservant une résistance à la traction respectable de 220 MPa.
| Propriété | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densité (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Résistance à la traction (MPa) | 240 | 220 | 210 | 250 |
| Limite d'élasticité (MPa) | 160 | 130 | 140 | 180 |
| Allongement (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Température de fonctionnement (°C) | 120 | 120 | 150 | 175 |
| Facteur de coût | 1.0 | 1.1 | 1.4 | 1.8 |
Pour les applications à température élevée, les alliages AS41B et AE44 incorporent respectivement du silicium et des éléments de terres rares. L'AS41B maintient l'intégrité structurelle jusqu'à 150 °C, ce qui convient aux composants adjacents au moteur, tandis que l'AE44 fonctionne de manière fiable jusqu'à 175 °C pour les carters de transmission et les carters d'huile.
Optimisation du processus de moulage sous pression pour la réduction du poids
L'obtention d'un allègement optimal nécessite un contrôle précis des paramètres du processus de moulage sous pression. L'optimisation de l'épaisseur de paroi représente la principale stratégie de réduction du poids, les techniques modernes permettant d'obtenir des parois uniformes aussi fines que 0,8 mm dans les grands composants automobiles.
Le moulage sous pression en chambre froide domine les applications automobiles en magnésium en raison de la réactivité du métal avec l'équipement de chambre chaude. Les vitesses de tir comprises entre 3 et 6 m/s assurent un remplissage complet de la matrice tout en minimisant les turbulences qui créent de la porosité. Les vitesses de porte doivent dépasser 40 m/s pour éviter une solidification prématurée dans les sections minces.
La solidification contrôlée grâce à un placement optimisé des canaux de refroidissement empêche la formation de défauts de retrait qui compromettent l'intégrité structurelle. Le maintien de l'uniformité de l'épaisseur de paroi à ±0,2 mm près assure des propriétés mécaniques constantes dans tout le composant.
Les températures de la matrice nécessitent une gestion prudente entre 200 et 250 °C pour les alliages de magnésium. Les températures plus basses provoquent un remplissage incomplet dans les sections minces, tandis qu'une chaleur excessive favorise le brasage de la matrice et réduit la durée de vie de l'outil. Les systèmes de gestion thermique avec circuits de chauffage et de refroidissement intégrés maintiennent des gradients de température optimaux.
Systèmes d'alimentation avancés pour l'allègement
Les conceptions d'alimentation sophistiquées permettent la production de composants légers avec des géométries complexes. Les alimentations en éventail répartissent le flux de matériau sur des sections larges et minces tout en maintenant des conditions d'écoulement laminaire. L'épaisseur de l'alimentation varie généralement de 0,4 à 0,8 mm, soit environ 60 à 80 % de l'épaisseur de paroi adjacente.
Les systèmes d'alimentation multiples s'avèrent essentiels pour les grands composants automobiles comme les substrats de tableau de bord. Le placement stratégique de l'alimentation assure le remplissage simultané des sections éloignées tout en empêchant les lignes de soudure dans les zones de fortes contraintes. La modélisation de la dynamique des fluides computationnelle optimise l'emplacement de l'alimentation pour obtenir un remplissage complet avec un minimum de déchets de matériaux.
Stratégies de conception structurelle pour une réduction maximale du poids
Un allègement efficace s'étend au-delà de la sélection des matériaux pour englober une conception structurelle intelligente. L'excellent rapport rigidité/poids du magnésium permet une construction à paroi mince avec des nervures de renforcement stratégiques qui maintiennent les performances structurelles.
La conception des nervures suit des règles géométriques spécifiques pour le moulage sous pression de magnésium. L'épaisseur des nervures ne doit pas dépasser 60 % de l'épaisseur de paroi adjacente pour éviter les marques de retrait et la porosité interne. Les angles de dépouille de 1 à 2° facilitent l'éjection tout en maintenant l'efficacité structurelle. L'espacement des nervures de 20 à 30 mm offre une amélioration optimale de la rigidité sans compromettre la coulabilité.
L'intégration de sections creuses représente une technique d'allègement avancée. Les noyaux de sel perdus ou les noyaux métalliques rétractables créent des cavités internes qui réduisent le poids de 15 à 25 % par rapport aux sections pleines. Les matériaux de noyau doivent résister aux températures de moulage de 650 à 700 °C tout en assurant la stabilité dimensionnelle.
| Caractéristique de conception | Réduction de poids | Facteur de complexité | Impact sur le coût de l'outillage |
|---|---|---|---|
| Optimisation de l'épaisseur de la paroi | 20-30% | Faible | +5-10% |
| Nervures stratégiques | 10-15% | Moyen | +15-20% |
| Sections creuses | 15-25% | Élevé | +30-50% |
| Optimisation topologique | 25-35% | Élevé | +40-60% |
| Intégration multifonctionnelle | 30-45% | Très élevé | +50-80% |
Pour des résultats de haute précision, Obtenez votre devis personnalisé en 24 heures auprès de Microns Hub.
Contrôle de la qualité et prévention des défauts
Les applications automobiles exigent des normes de qualité strictes avec des taux de défauts inférieurs à 100 PPM. La réactivité du magnésium avec l'humidité et l'oxygène atmosphériques nécessite des procédures de manipulation spécialisées pour éviter les inclusions et la porosité gazeuse.
Les atmosphères protectrices utilisant du SF6 ou d'autres gaz de couverture empêchent l'oxydation pendant la fusion et le maintien. Les concentrations de SF6 de 0,2 à 0,5 % dans l'air assurent une protection adéquate tout en minimisant l'impact environnemental. Les systèmes alternatifs utilisant du SO2 ou du CO2 offrent des avantages environnementaux avec des niveaux de protection comparables.
Les méthodes d'essai non destructives vérifient la qualité interne sans destruction des composants. L'inspection aux rayons X détecte les niveaux de porosité supérieurs à 2 % en volume, tandis que les essais par ultrasons identifient les défauts sous la surface. Les critères d'acceptation exigent généralement des niveaux de porosité inférieurs à 2 % sans vide unique dépassant 2 mm de diamètre.
Le contrôle dimensionnel maintient les tolérances essentielles pour l'assemblage automobile. Le coefficient de dilatation thermique du magnésium de 26 μm/m·K nécessite des environnements de mesure à température contrôlée. Les machines à mesurer tridimensionnelles avec compensation de température assurent une précision de ±0,05 mm pour les dimensions critiques.
Traitement de surface et finition
La sensibilité à la corrosion du magnésium nécessite des traitements de surface protecteurs pour le service automobile. L'anodisation offre une excellente protection contre la corrosion avec des épaisseurs de revêtement de 5 à 25 μm. L'anodisation de type III offre une durabilité supérieure pour les applications extérieures.
Les revêtements de conversion offrent une protection rentable pour les composants intérieurs. Les traitements au chromate, bien qu'étant progressivement supprimés en raison de préoccupations environnementales, offrent une excellente adhérence de la peinture. Les systèmes alternatifs sans chrome utilisant la chimie du permanganate ou du phosphate offrent des performances comparables.
Analyse des coûts et considérations économiques
Bien que le magnésium exige une prime de prix par rapport à l'aluminium, l'équation du coût total comprend les avantages de traitement et les économies en aval. Les coûts des matières premières pour l'AZ91D varient généralement de 3,20 à 3,80 € par kilogramme, contre 1,80 à 2,20 € pour l'aluminium A380.
L'efficacité du traitement compense les coûts des matériaux grâce à des temps de cycle réduits. La chaleur latente de fusion plus faible du magnésium permet une solidification plus rapide, réduisant les temps de cycle de 15 à 25 % par rapport à l'aluminium. Les matrices atteignent plus rapidement des températures stables, ce qui améliore la productivité dans la production à grand volume.
| Élément de coût | Magnésium AZ91D | Aluminium A380 | Différence |
|---|---|---|---|
| Coût du matériau (€/kg) | 3.50 | 2.00 | +75% |
| Coût de traitement (€/kg) | 2.80 | 3.20 | -12.5% |
| Temps de cycle (secondes) | 45 | 60 | -25% |
| Durée de vie de l'outil (coups) | 80,000 | 100,000 | -20% |
| Opérations secondaires | Minimal | Modéré | -30% |
| Coût total de la pièce | €8.50 | €9.20 | -7.6% |
Les avantages en termes de coûts au niveau du véhicule justifient les primes de matériaux grâce à une meilleure efficacité énergétique et à de meilleures performances. Les réductions de poids de 1 kg permettent généralement d'économiser 15 à 25 € en coûts de carburant sur la durée de vie du véhicule, tout en permettant de réduire la taille des groupes motopropulseurs et d'améliorer les caractéristiques de maniabilité.
Intégration avec les systèmes de fabrication
La mise en œuvre réussie du moulage sous pression de magnésium nécessite une intégration avec l'infrastructure de fabrication existante. De nombreux fournisseurs automobiles tirent parti des services de moulage par injection aux côtés du moulage sous pression pour créer des solutions de composants hybrides qui optimisent à la fois le poids et la fonctionnalité.
Les systèmes d'automatisation doivent tenir compte des exigences de manipulation uniques du magnésium. Les extracteurs robotisés utilisent des pinces spécialisées conçues pour les propriétés thermiques du magnésium. Les forces d'extraction restent minimales en raison de la dilatation thermique plus faible du magnésium, ce qui réduit l'usure de la matrice et améliore la qualité des pièces.
Les systèmes de gestion de la qualité intègrent la surveillance en temps réel avec le contrôle statistique des processus. La surveillance de la température à plusieurs endroits de la matrice empêche la surchauffe qui provoque le brasage de la matrice. Les capteurs de pression dans le système hydraulique détectent les variations indiquant l'usure de la matrice ou la dérive du processus.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre approche intégrée de nos services de fabrication signifie que chaque projet de moulage sous pression de magnésium reçoit l'attention spécialisée et l'expertise technique requises pour les applications automobiles.
Considérations environnementales et de durabilité
Le moulage sous pression de magnésium soutient les objectifs de durabilité de l'industrie automobile par de multiples voies. La réduction de poids de 35 % par rapport à l'aluminium se traduit directement par une réduction de la consommation de carburant et une baisse des émissions de CO2 sur la durée de vie du véhicule.
Les besoins énergétiques de la production primaire de magnésium ont considérablement diminué grâce aux processus électrolytiques modernes qui consomment 35 à 40 MWh par tonne, contre 45 à 50 MWh historiquement. L'efficacité du recyclage approche les 95 %, le magnésium secondaire ne nécessitant que 5 % de l'énergie de production primaire.
La recyclabilité en fin de vie assure des cycles de matériaux en boucle fermée. Les composants en magnésium conservent leurs propriétés métallurgiques à travers de multiples cycles de recyclage, contrairement à l'aluminium qui nécessite des ajouts de matériaux vierges pour maintenir les caractéristiques de résistance.
Technologies de fusion alternatives
Les systèmes de fusion par induction améliorent l'efficacité énergétique tout en réduisant l'impact environnemental. L'induction à fréquence contrôlée offre un contrôle précis de la température avec une efficacité énergétique de 85 à 90 % contre 60 à 70 % pour les fours à gaz. La combustion réduite élimine les émissions directes de CO2 au point d'utilisation.
L'agitation électromagnétique assure une composition d'alliage homogène tout en minimisant la formation de crasses. La formation réduite d'oxydes diminue les déchets de matériaux et élimine le besoin de produits chimiques de fluxage agressifs. La consommation de flux de sel diminue de 60 à 80 % par rapport aux systèmes de fusion conventionnels.
Développements futurs et applications avancées
Les alliages de magnésium émergents ciblent des applications automobiles spécifiques avec des caractéristiques de performance améliorées. Les alliages contenant du calcium comme l'AXJ530 offrent une résistance au fluage améliorée pour les applications de groupe motopropulseur, tandis que les ajouts de lithium dans le LAE442 réduisent la densité à 1,35 g/cm³.
La technologie de moulage sous vide élimine la porosité gazeuse pour les applications structurelles critiques. Les pressions de chambre inférieures à 100 mbar empêchent le piégeage de gaz pendant le remplissage, permettant des moulages à paroi mince avec une précision de forme quasi nette. Les systèmes de vide s'intègrent aux machines à chambre froide existantes grâce à des modifications de modernisation.
Les techniques de traitement semi-solide comme le thixomoulage combinent les avantages du moulage sous pression avec des capacités de forme quasi nette. Le magnésium partiellement solidifié présente un comportement d'écoulement non newtonien, remplissant des géométries complexes avec un minimum de turbulence. Les températures de processus de 50 à 80 °C inférieures au moulage sous pression conventionnel réduisent l'usure de la matrice et prolongent la durée de vie de l'outil.
| Technologie | Statut actuel | Potentiel de réduction de poids | Chronologie |
|---|---|---|---|
| Moulage sous vide | Commercial | 5-10% supplémentaire | Disponible |
| Traitement semi-solide | Développement | 10-15% supplémentaire | 2-3 ans |
| Composants hybrides Mg-Al | Pilote | 15-25% vs tout-Al | 3-5 ans |
| Fabrication additive | Recherche | 30-50% optimisé | 5-7 ans |
Foire aux questions
Quelles sont les tolérances typiques réalisables avec le moulage sous pression de magnésium pour les composants automobiles ?
Le moulage sous pression de magnésium atteint des tolérances dimensionnelles de ±0,08 à 0,15 mm pour les caractéristiques jusqu'à 100 mm, avec des tolérances plus strictes de ±0,05 mm possibles pour les dimensions critiques grâce à l'usinage secondaire. L'état de surface varie généralement de 1,6 à 3,2 μm Ra tel que moulé.
Comment le moulage sous pression de magnésium se compare-t-il à l'aluminium en termes de résistance à la corrosion ?
Le magnésium non traité présente une résistance à la corrosion inférieure à celle de l'aluminium, nécessitant des revêtements protecteurs pour le service automobile. Avec une anodisation ou des traitements de revêtement de conversion appropriés, les composants en magnésium atteignent une protection contre la corrosion de qualité automobile répondant aux exigences des essais au brouillard salin de 1000 heures.
Quelles sont les considérations de sécurité incendie lors du travail avec le moulage sous pression de magnésium ?
La température d'inflammation du magnésium de 650 °C est supérieure aux températures typiques de moulage sous pression de 620 à 680 °C, ce qui rend le risque d'incendie minime pendant les opérations normales. Les procédures d'urgence nécessitent des extincteurs de classe D spécialement conçus pour les feux de métaux. Les systèmes à base d'eau sont strictement interdits car ils intensifient les feux de magnésium.
Les moulages sous pression de magnésium peuvent-ils être soudés ou assemblés à d'autres matériaux automobiles ?
Les composants en magnésium sont assemblés à d'autres matériaux par fixation mécanique, collage adhésif ou techniques de soudage spécialisées. Le soudage par friction malaxage permet l'assemblage aux composants en aluminium, tandis que les adhésifs structuraux classés pour le service automobile offrent des liaisons durables. Le soudage à l'arc traditionnel nécessite un blindage de gaz inerte et des matériaux d'apport en magnésium.
Quelles sont les épaisseurs de paroi minimales réalisables dans le moulage sous pression de magnésium automobile ?
L'épaisseur de paroi minimale dépend de la taille du composant et de la sélection de l'alliage. Les petits composants atteignent des parois de 0,6 mm de manière constante, tandis que les pièces automobiles plus grandes comme les tableaux de bord maintiennent une épaisseur de 0,8 à 1,0 mm. Une variation uniforme de l'épaisseur de paroi à ±0,2 mm près assure des propriétés mécaniques constantes.
Comment les considérations de recyclage affectent-elles la conception des composants de moulage sous pression de magnésium ?
La conception pour le recyclage nécessite de minimiser les inserts de matériaux dissemblables et d'assurer une séparation propre en fin de vie. Le magnésium conserve ses propriétés à travers de multiples cycles de recyclage, mais la contamination par des fixations en acier ou des inserts en aluminium affecte la qualité de l'alliage. Les conceptions à encliquetage éliminent les fixations permanentes tout en maintenant l'intégrité de l'assemblage.
Quels sont les délais de livraison et les coûts d'outillage typiques pour les outils de moulage sous pression de magnésium automobile ?
La fabrication d'outils nécessite 12 à 16 semaines pour les composants automobiles complexes, avec des coûts variant de 85 000 à 250 000 € selon la complexité du composant et le nombre de cavités. L'acier à outils H13 offre un équilibre optimal entre la conductivité thermique et la résistance à l'usure pour le service au magnésium, avec une durée de vie prévue de l'outil de 80 000 à 120 000 tirs.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece