La vérité sur le fraisage de filetage CNC par rapport au taraudage pour les aciers trempés
La fabrication de composants en acier trempé avec des caractéristiques filetées présente un point de décision critique qui a un impact direct sur les coûts de production, les temps de cycle et la qualité des pièces. Les ingénieurs travaillant avec des matériaux supérieurs à 35 HRC sont confrontés à des défis uniques où les méthodes de taraudage traditionnelles échouent souvent, entraînant des outils cassés, des pièces rejetées et des retards de production.
Points clés à retenir :
- Le fraisage de filetage offre une durée de vie des outils 3 à 5 fois plus longue dans les aciers trempés supérieurs à 40 HRC par rapport au taraudage conventionnel
- Les coûts initiaux d'outillage pour le fraisage de filetage sont 40 à 60 % plus élevés, mais le retour sur investissement est atteint en 200 à 500 trous filetés
- Le taraudage reste rentable pour les aciers plus doux (inférieurs à 30 HRC) et les séries de production à volume élevé
- La qualité du filetage et la précision géométrique favorisent le fraisage pour les applications de précision nécessitant des tolérances de classe 2A ou supérieures
Comprendre les différences fondamentales
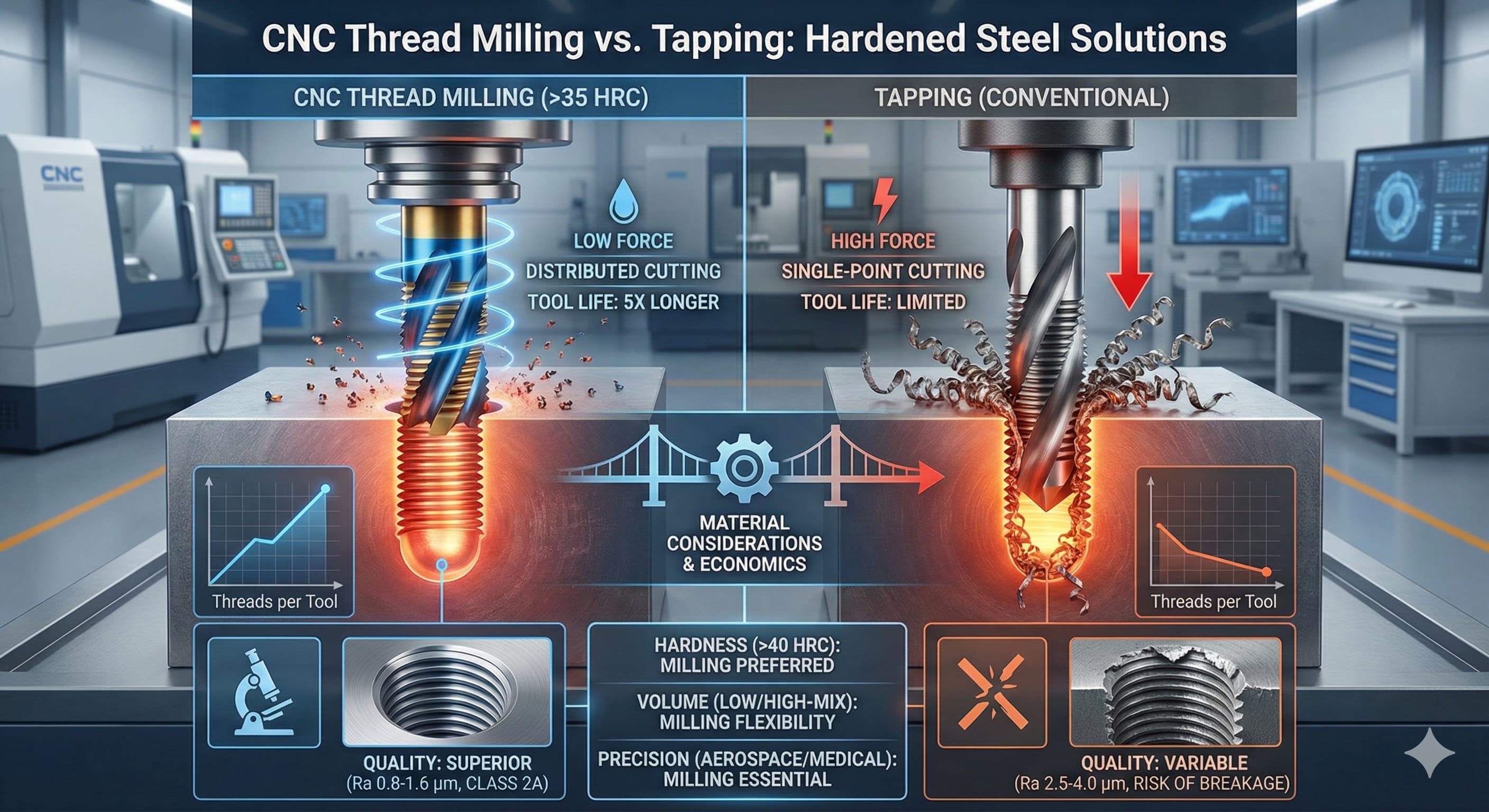
Le fraisage de filetage et le taraudage représentent des approches fondamentalement différentes pour créer des filetages internes dans les composants en acier trempé. Le taraudage repose sur une action de coupe à un seul point où les goujures du taraud coupent et forment simultanément le profil du filetage par un avancement axial. Ce processus génère des forces de coupe importantes concentrées à la pointe de l'outil, créant des concentrations de contraintes substantielles qui deviennent problématiques dans les matériaux à écrouissage comme l'acier inoxydable 17-4 PH ou les aciers à outils supérieurs à 45 HRC.
Le fraisage de filetage, à l'inverse, utilise une fraise multi-dents qui se déplace selon un motif d'interpolation hélicoïdal autour de la circonférence du trou. Chaque arête de coupe enlève un petit copeau pendant son engagement, répartissant les forces de coupe sur plusieurs points de contact. Cette approche réduit les forces de coupe maximales de 60 à 70 % par rapport au taraudage, ce qui est particulièrement avantageux lors de l'usinage d'aciers à durcissement structural ou de composants trempés.
Les différences cinématiques s'étendent au-delà de la répartition des forces. Le taraudage nécessite une synchronisation parfaite entre la rotation de la broche et la vitesse d'avance - tout écart entraîne des filetages déchirés ou une rupture de l'outil. Les contrôleurs CNC modernes y parviennent grâce à des cycles de taraudage rigides, mais les limitations d'accélération/décélération de la broche créent toujours des défis. Le fraisage de filetage élimine entièrement cette contrainte, car la trajectoire de l'outil est générée par une interpolation programmée plutôt que par une synchronisation mécanique.
Considérations relatives aux matériaux pour les applications en acier trempé
Les nuances d'acier trempé réagissent différemment à chaque processus de filetage en fonction de leur structure métallurgique et de leurs caractéristiques d'écrouissage. Les aciers à outils trempés comme le D2 (60-62 HRC) ou le A2 (58-60 HRC) présentent des défis extrêmes pour le taraudage en raison de leur distribution uniforme de la dureté et de leur teneur en carbure. Le fraisage de filetage s'avère supérieur dans ces applications, avec des améliorations de la durée de vie des outils atteignant 400 à 500 % par rapport aux approches de taraudage conventionnelles.
| Nuance d'acier | Dureté (HRC) | Taux de réussite du taraudage | Avantage du fraisage de filetage | Méthode recommandée |
|---|---|---|---|---|
| 4140 Recuit | 22-25 | 95% | Désavantage de coût | Taraudage |
| 4140 T&R | 28-32 | 85% | Marginal | Les deux méthodes |
| 4340 T&R | 35-40 | 65% | Important | Fraisage de filetage |
| 17-4 PH H900 | 40-44 | 45% | Critique | Fraisage de filetage |
| Acier à outils D2 | 60-62 | 15% | Essentiel | Fraisage de filetage uniquement |
Les aciers inoxydables à durcissement structural comme le 15-5 PH et le 17-4 PH méritent une attention particulière en raison de leurs tendances à l'écrouissage. Ces matériaux peuvent augmenter en dureté de 5 à 8 points HRC pendant l'usinage si les paramètres de coupe sont inadéquats. Le taraudage de ces matériaux entraîne souvent un écrouissage devant les arêtes de coupe, ce qui entraîne une défaillance prématurée de l'outil. L'action de coupe répartie du fraisage de filetage minimise les effets d'écrouissage tout en maintenant une qualité de filetage constante.
Les composants cémentés présentent un autre défi unique où la dureté de surface peut dépasser 58 HRC tandis que la dureté à cœur reste à 25-30 HRC. Le gradient de dureté crée des conditions de coupe variables que les tarauds ont du mal à gérer. Le fraisage de filetage maintient des performances constantes tout au long de la zone de transition de dureté, produisant une qualité de filetage uniforme de la surface au cœur.
Durée de vie des outils et analyse économique
La comparaison de la durée de vie des outils entre le fraisage de filetage et le taraudage dans les aciers trempés révèle des différences considérables qui ont un impact direct sur l'économie de la fabrication. Dans les aciers trempés supérieurs à 45 HRC, les tarauds de qualité produisent généralement 15 à 25 filetages acceptables avant d'être remplacés, tandis que les fraises à fileter peuvent générer 200 à 400 filetages dans des conditions équivalentes. Cette amélioration de 10 à 15 fois de la durée de vie des outils modifie fondamentalement l'équation des coûts malgré un investissement initial plus élevé dans l'outillage.
Prenons un exemple concret impliquant 100 filetages M8x1,25 dans de l'acier inoxydable 17-4 PH (42 HRC). Les tarauds à goujure hélicoïdale de qualité supérieure coûtent environ 35 à 45 € chacun et produisent 20 à 30 filetages avant de tomber en panne. Les fraises à fileter coûtent 120 à 150 € mais génèrent 300 à 500 filetages avant d'être remplacées. Le coût d'outillage par filetage favorise le fraisage de 40 à 50 % avant de tenir compte de facteurs secondaires comme les temps d'arrêt de la machine et la réduction des rebuts.
L'analyse du temps de cycle nécessite un examen attentif de la complexité de la configuration et de la programmation. Les cycles de taraudage se terminent en 8 à 15 secondes par filetage selon la profondeur et le pas, tandis que le fraisage de filetage nécessite 25 à 45 secondes pour des caractéristiques équivalentes. Cependant, cette comparaison ignore la probabilité de rupture du taraud et les temps d'arrêt associés. Un seul taraud cassé peut nécessiter 30 à 60 minutes pour l'extraction et la réparation du trou, ce qui élimine tout avantage en termes de temps de cycle.
Pour des résultats de haute précision, Recevez un devis détaillé sous 24 heures de Microns Hub.
Qualité du filetage et précision géométrique
Les différences de qualité du filetage entre le fraisage et le taraudage deviennent prononcées dans les applications en acier trempé où les forces de coupe et la déflexion de l'outil ont un impact significatif sur la géométrie finale. Le fraisage de filetage produit des profils de filetage constamment supérieurs avec des variations de diamètre primitif généralement maintenues à ±0,025 mm par rapport à ±0,050 mm réalisables par taraudage dans les matériaux trempés.
La qualité de la finition de surface favorise fortement le fraisage de filetage dans les applications en acier trempé. Les arêtes de coupe multiples et la formation de copeaux optimisée caractéristiques des fraises à fileter produisent des valeurs Ra de 0,8 à 1,6 μm, tandis que les filetages taraudés dans des matériaux similaires présentent généralement des valeurs Ra de 2,5 à 4,0 μm. Cette amélioration devient essentielle dans les applications nécessitant une résistance à la fatigue ou une résistance à la corrosion où les irrégularités de surface servent de concentrateurs de contraintes ou de sites d'initiation de la corrosion caverneuse.
La précision géométrique s'étend au-delà de la finition de surface pour inclure la précision de la forme du filetage et le maintien de la tolérance de position. Le fraisage de filetage maintient des angles de filetage constants (généralement ±0,5°) même dans les zones de dureté variables, tandis que les filetages taraudés peuvent présenter des variations de 1 à 2° lorsque les tarauds se déforment sous des charges de coupe variables. Cet avantage en termes de précision s'avère essentiel dans les assemblages de précision où l'interférence du filetage affecte les forces d'assemblage et la cohérence de la précharge du joint.
Exigences relatives aux machines-outils et considérations relatives à la configuration
Les exigences relatives aux machines-outils diffèrent considérablement entre les opérations de fraisage de filetage et de taraudage, en particulier lors du traitement des aciers trempés. Le taraudage exige une construction de broche rigide avec des capacités de synchronisation précises, ce qui limite généralement les applications aux centres d'usinage avec des cycles de taraudage dédiés et une capacité de couple adéquate. Les exigences de puissance de la broche pour le taraudage des aciers trempés dépassent souvent 5 à 8 kW pour les filetages M10 et plus en raison des fortes demandes de couple.
Le fraisage de filetage impose des exigences différentes aux machines-outils, nécessitant des capacités d'interpolation précises et des conditions de coupe stables plutôt qu'une puissance de couple maximale. La plupart des centres d'usinage 3 axes modernes peuvent effectuer avec succès des opérations de fraisage de filetage, bien que la capacité 5 axes devienne avantageuse pour les caractéristiques filetées inclinées ou complexes. Les vitesses de broche pour le fraisage de filetage varient généralement de 1 500 à 4 000 tr/min selon le diamètre de la fraise et le matériau, ce qui impose des exigences modérées aux systèmes d'alimentation de la broche.
La complexité de la programmation représente une considération importante pour la mise en œuvre de la production. Le taraudage nécessite des cycles en conserve G84 ou G74 simples avec une complexité de programmation minimale, ce qui le rend accessible aux programmeurs débutants. Le fraisage de filetage exige une programmation d'interpolation hélicoïdale (G02/G03 avec mouvement simultané de l'axe Z) ou un logiciel FAO spécialisé avec des routines de filetage. Cette complexité se traduit par un temps de programmation plus long et des exigences de compétences accrues pour le personnel de configuration.
Paramètres de coupe et optimisation du processus
Les paramètres de coupe optimaux pour le filetage d'acier trempé varient considérablement entre les processus de taraudage et de fraisage. Les paramètres de taraudage sont largement contraints par les exigences de pas de filetage - un taraud M10x1,5 doit avancer de 1,5 mm par tour, quelles que soient les propriétés du matériau. Cette contrainte force des compromis dans la sélection de la vitesse de surface, ce qui entraîne souvent des conditions de coupe sous-optimales pour les matériaux trempés.
| Paramètre de processus | Taraudage (4340 @ 38 HRC) | Fraisage de filetage (4340 @ 38 HRC) | Avantage d'optimisation |
|---|---|---|---|
| Vitesse de coupe (m/min) | 8-12 | 80-120 | Fraisage de filetage |
| Avance (mm/tr) | Fixe (pas) | 0.05-0.15 | Fraisage de filetage |
| Force de coupe (N) | 800-1,200 | 200-400 | Fraisage de filetage |
| Engagement de l'outil | 100% | 15-25% | Fraisage de filetage |
Les paramètres de fraisage de filetage peuvent être optimisés indépendamment pour la vitesse de coupe, la vitesse d'avance et l'engagement axial. Des vitesses de surface de 80 à 150 m/min sont réalisables dans les aciers trempés en utilisant des fraises à fileter en carbure avec des revêtements appropriés, comparativement à 8 à 15 m/min typiques pour les opérations de taraudage. Cet avantage de vitesse se traduit directement par une durée de vie des outils améliorée grâce à une réduction de l'écrouissage et une meilleure évacuation des copeaux.
L'application de liquide de refroidissement s'avère essentielle pour les deux processus, mais présente des défis différents. Le taraudage nécessite un liquide de refroidissement par inondation ou une alimentation à travers la broche pour empêcher l'accumulation de copeaux et assurer une lubrification adéquate. Le fraisage de filetage bénéficie d'une application de liquide de refroidissement en brouillard qui n'interfère pas avec l'évacuation des copeaux tout en assurant le contrôle thermique et une durée de vie prolongée des outils.
Analyse des coûts : investissement initial vs économie d'exploitation
La comparaison économique entre le fraisage de filetage et le taraudage dans les applications en acier trempé nécessite une analyse dans plusieurs catégories de coûts, notamment l'outillage, le temps machine, les coûts de qualité et les opérations secondaires. L'investissement initial dans l'outillage favorise fortement le taraudage avec des tarauds de qualité supérieure coûtant 35 à 60 € comparativement à 120 à 200 € pour les fraises à fileter équivalentes. Cependant, cette analyse change radicalement lorsque l'on considère la durée de vie des outils et le coût total par filetage.
L'analyse des coûts d'exploitation doit tenir compte de la probabilité de rupture du taraud et des coûts de récupération associés. L'extraction d'un taraud cassé dans les composants en acier trempé nécessite souvent l'usinage par électroérosion (EDM) ou des outils d'extraction spécialisés, avec des coûts atteignant 200 à 500 € par incident, y compris la main-d'œuvre et les rebuts potentiels. Le fraisage de filetage élimine pratiquement le risque de rupture en raison des forces de coupe plus faibles et de l'évacuation supérieure des copeaux.
Les coûts de qualité favorisent considérablement le fraisage de filetage dans les applications en acier trempé. L'amélioration de la géométrie du filetage et de la finition de surface réduit la probabilité de problèmes d'assemblage, de filetage croisé ou de défaillance prématurée du joint. Ces améliorations de la qualité se traduisent par une réduction des coûts de garantie et une amélioration de la satisfaction de la clientèle, bien que la quantification nécessite une analyse spécifique à l'application.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisé signifient que chaque projet reçoit l'attention aux détails requise pour des solutions de filetage optimales dans les composants en acier trempé.
Recommandations spécifiques à l'application
Les applications aérospatiales impliquant des aciers inoxydables à durcissement structural ou des alliages de titane favorisent fortement le fraisage de filetage en raison des caractéristiques d'écrouissage du matériau et des exigences de qualité strictes. Les composants comme les ensembles de train d'atterrissage, les supports de moteur et les raccords structuraux nécessitent une qualité de filetage qui respecte ou dépasse constamment les exigences des spécifications. La précision géométrique et la finition de surface supérieures obtenues grâce au fraisage de filetage justifient le temps de cycle supplémentaire dans ces applications critiques.
Les applications automobiles présentent des critères de sélection plus nuancés où le volume de production et la criticité des composants influencent la sélection du processus. Les composants de transmission ou les blocs moteurs à volume élevé peuvent justifier le taraudage pour les filetages dans les zones trempées en profondeur inférieures à 35 HRC, tandis que les composants spéciaux à faible volume bénéficient de la flexibilité et des avantages de qualité du fraisage de filetage. La capacité de produire plusieurs tailles de filetage avec une seule fraise à fileter offre des avantages significatifs dans les environnements de production à faible volume et à forte diversité.
La fabrication de dispositifs médicaux, en particulier les implants orthopédiques et les instruments chirurgicaux, nécessite le fraisage de filetage pour les matériaux biocompatibles comme l'acier inoxydable 17-4 PH ou les alliages de titane. La finition de surface et la précision géométrique supérieures ont un impact direct sur les performances et la longévité du dispositif. La capacité du fraisage de filetage à maintenir une qualité constante dans les zones de dureté variables s'avère essentielle dans les composants nécessitant des processus de traitement thermique ou de modification de surface importants.
Pour les fabricants à la recherche de solutions complètes au-delà des opérations de filetage, les services de fabrication de tôlerie peuvent fournir des approches de fabrication intégrées qui optimisent la production globale des composants. De même, nos services de fabrication englobent toute la gamme de processus requis pour les composants complexes en acier trempé.
Intégration avec les processus de fabrication avancés
L'intégration du fraisage de filetage avec des processus de fabrication avancés comme les opérations d'outillage rotatif offre des avantages significatifs dans la fabrication de composants complexes. Les centres d'usinage multi-axes peuvent combiner les opérations de tournage, de fraisage et de filetage en une seule configuration, réduisant ainsi le temps de manipulation et améliorant les relations géométriques entre les caractéristiques. Cette intégration s'avère particulièrement précieuse dans les composants en acier trempé où les configurations multiples augmentent le risque d'écrouissage et de variation dimensionnelle.
Les opérations de tournage dur suivies du fraisage de filetage représentent une approche émergente pour les composants nécessitant un usinage important à l'état trempé. Cette séquence minimise la distorsion du traitement thermique tout en maintenant une qualité de filetage supérieure par rapport à l'usinage avant trempe et au traitement thermique ultérieur. La combinaison s'avère particulièrement efficace pour les composants nécessitant des tolérances géométriques plus strictes que celles réalisables par les séquences conventionnelles de traitement thermique et de rectification.
L'intégration de la fabrication additive représente une opportunité future où le fraisage de filetage offre une qualité de filetage supérieure par rapport aux filetages imprimés tels quels. Les composants produits par fusion laser sélective (SLM) ou par fusion par faisceau d'électrons (EBM) nécessitent souvent un post-traitement pour les caractéristiques filetées critiques. Le fraisage de filetage s'adapte mieux aux conditions de surface variables et aux propriétés des matériaux caractéristiques des composants fabriqués de manière additive que les approches de taraudage conventionnelles.
Tendances futures et développement technologique
Les technologies émergentes de revêtement d'outils continuent d'améliorer les performances du fraisage de filetage dans les applications en acier trempé. Les systèmes de revêtement avancés comme l'AlCrN et le carbone amorphe (DLC) offrent une résistance à l'usure améliorée et des coefficients de frottement réduits, prolongeant la durée de vie des outils de 30 à 50 % supplémentaires par rapport aux revêtements TiAlN conventionnels. Ces développements renforcent encore les avantages économiques du fraisage de filetage dans les applications exigeantes.
Les technologies d'usinage adaptatif qui surveillent les forces de coupe et ajustent automatiquement les paramètres sont particulièrement prometteuses pour les applications de fraisage de filetage. Ces systèmes peuvent détecter les conditions d'écrouissage ou les états d'usure des outils et modifier les paramètres de coupe en temps réel pour maintenir des performances optimales. De telles capacités s'avèrent particulièrement précieuses dans les applications en acier trempé où les propriétés des matériaux peuvent varier au sein des composants individuels.
Le fraisage de filetage à grande vitesse représente une tendance émergente où les vitesses de coupe approchant 200 à 300 m/min deviennent réalisables grâce à un outillage spécialisé et à des conceptions de machines-outils. Ces développements promettent d'éliminer l'inconvénient du temps de cycle traditionnellement associé au fraisage de filetage tout en maintenant des caractéristiques de qualité de filetage et de durée de vie des outils supérieures.
Questions fréquemment posées
Quel seuil de dureté rend le fraisage de filetage plus rentable que le taraudage dans l'acier ?
Le point de croisement se situe généralement autour de 32 à 35 HRC, où les taux de rupture des tarauds commencent à augmenter de manière significative tandis que les performances des fraises à fileter restent stables. Au-dessus de 40 HRC, le fraisage de filetage devient économiquement supérieur dans la plupart des applications en raison de la durée de vie des outils considérablement améliorée et de la réduction des taux de rebut.
Le fraisage de filetage peut-il produire des filetages aux mêmes normes de précision que le taraudage ?
Le fraisage de filetage produit constamment une précision supérieure par rapport au taraudage dans les aciers trempés, avec des tolérances de diamètre primitif généralement 40 à 50 % plus strictes. Des améliorations de la finition de surface de 50 à 60 % sont courantes, ce qui fait du fraisage de filetage le choix préféré pour les applications de précision nécessitant des ajustements de classe 2A ou supérieurs.
Comment la complexité de la programmation affecte-t-elle la mise en œuvre du fraisage de filetage ?
Les logiciels FAO modernes ont largement éliminé les préoccupations liées à la complexité de la programmation grâce à des routines de filetage spécialisées et à la génération automatisée de trajectoires d'outils. Le temps de configuration augmente d'environ 15 à 20 % par rapport au taraudage, mais cet investissement est récupéré dans les premières pièces de production grâce à une qualité améliorée et à une réduction des rebuts.
Quelles modifications de la machine-outil sont nécessaires pour le fraisage de filetage des aciers trempés ?
La plupart des centres d'usinage 3 axes existants peuvent effectuer le fraisage de filetage sans modification, à condition qu'ils aient une puissance de broche adéquate (généralement 3 à 5 kW minimum) et une capacité d'interpolation hélicoïdale. L'alimentation en liquide de refroidissement à travers la broche, bien que bénéfique, n'est pas obligatoire pour des opérations de fraisage de filetage réussies.
Comment les exigences en matière de liquide de coupe diffèrent-elles entre le fraisage de filetage et le taraudage ?
Le fraisage de filetage nécessite généralement une alimentation en liquide de refroidissement moins agressive que le taraudage, le liquide de refroidissement en brouillard étant souvent suffisant pour la plupart des applications. Le taraudage exige un liquide de refroidissement par inondation ou une alimentation à travers la broche pour empêcher l'accumulation de copeaux et assurer une lubrification adéquate dans la zone de coupe confinée.
Quelles tailles de filetage favorisent chaque processus dans les applications en acier trempé ?
Le fraisage de filetage présente des avantages croissants à mesure que la taille du filetage augmente, les filetages M6 et plus favorisant généralement le fraisage dans les aciers trempés. Les filetages plus petits (M3-M5) peuvent encore justifier le taraudage dans les matériaux modérément durs (30-35 HRC) en fonction du volume de production et des exigences de qualité.
Comment la taille du lot influence-t-elle la comparaison économique entre les processus ?
Une production à volume élevé (>10 000 pièces par an) peut justifier le taraudage pour les aciers modérément durs en raison des temps de cycle plus rapides, tandis qu'une production à faible volume et à forte diversité favorise fortement la flexibilité et la cohérence de la qualité du fraisage de filetage. Le point de croisement varie en fonction de la dureté du matériau et des spécifications du filetage.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece