Fraisage CNC 5 axes vs. 3 axes : quand le coût supplémentaire est rentable
La décision entre le fraisage CNC 3 axes et 5 axes représente l'un des choix d'investissement les plus importants dans la fabrication moderne. Alors que les machines 3 axes gèrent la majorité des exigences de production, les systèmes 5 axes débloquent des possibilités géométriques qui peuvent transformer vos capacités de fabrication, mais seulement si elles sont correctement justifiées par les exigences spécifiques des pièces et les volumes de production.
Principaux points à retenir :
- L'usinage 5 axes réduit le temps de réglage jusqu'à 75 % pour les géométries complexes tout en maintenant des tolérances de ±0,02 mm
- L'analyse du seuil de rentabilité favorise généralement le 5 axes pour les pièces nécessitant plus de 3 réglages ou des angles composés supérieurs à 30°
- Les améliorations de l'accessibilité des outils dans les systèmes 5 axes peuvent réduire le temps d'usinage de 40 à 60 % sur les composants aérospatiaux et médicaux
- L'investissement initial supplémentaire de 200 000 à 500 000 € pour le 5 axes est rentable lorsque la production annuelle dépasse 500 pièces complexes
Comprendre les différences fondamentales
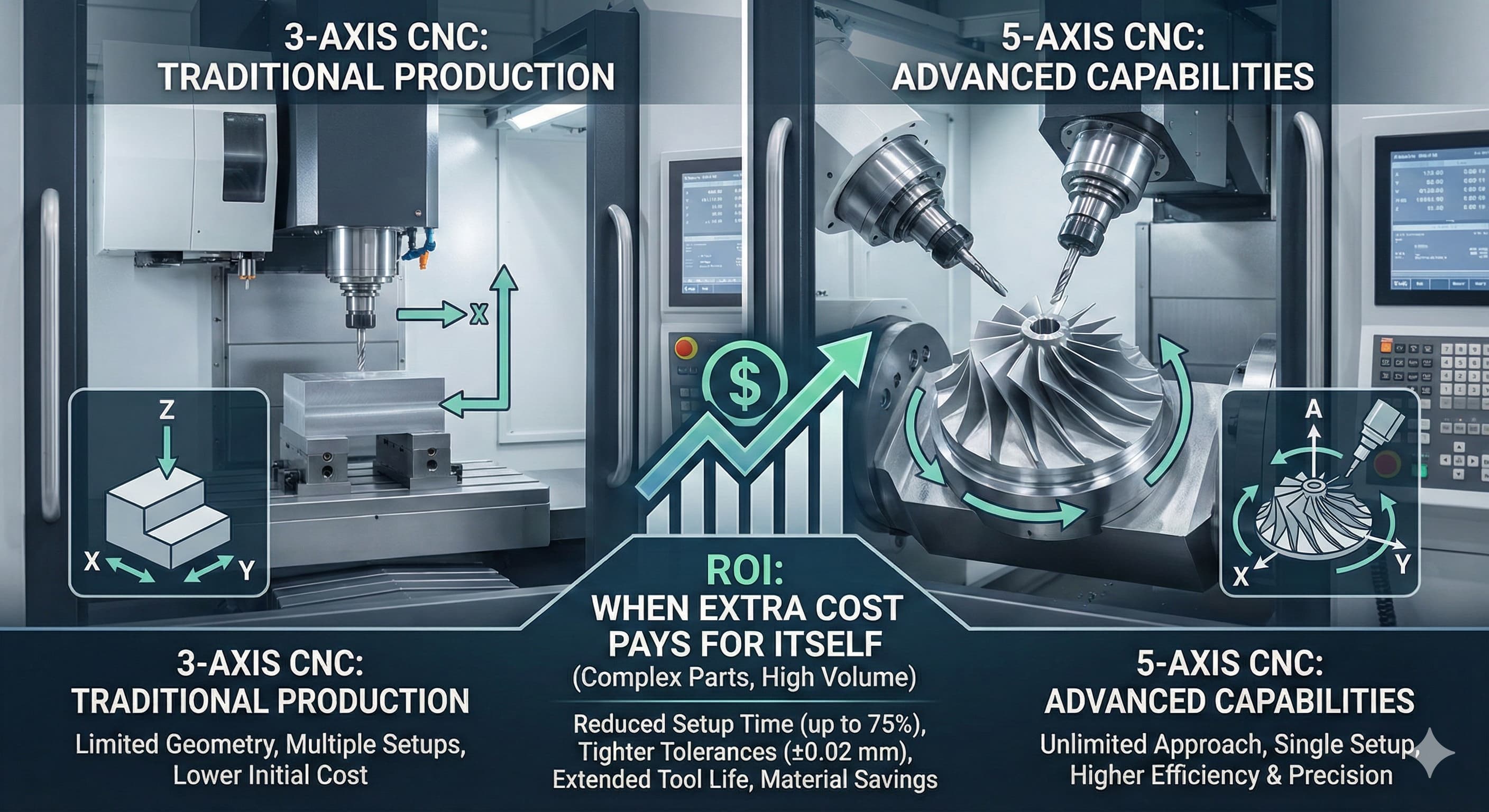
Les machines CNC 3 axes traditionnelles fonctionnent selon trois axes linéaires : X (gauche-droite), Y (avant-arrière) et Z (haut-bas). La pièce reste immobile tandis que l'outil de coupe se déplace dans ces trois directions, créant une enveloppe de travail rectangulaire. Cette configuration gère efficacement environ 80 % des exigences générales d'usinage, y compris le surfaçage, le perçage et les opérations de contournage simples.
L'usinage 5 axes introduit deux axes de rotation supplémentaires, généralement désignés comme axes A et B. L'axe A tourne autour de l'axe X, tandis que l'axe B tourne autour de l'axe Y, bien que les fabricants puissent implémenter une rotation de l'axe C autour de l'axe Z à la place. Cette configuration permet à l'outil de coupe d'approcher la pièce sous pratiquement n'importe quel angle, éliminant ainsi de nombreuses limitations géométriques inhérentes aux systèmes 3 axes.
La distinction essentielle ne réside pas simplement dans le nombre d'axes, mais dans l'accessibilité. Les systèmes 5 axes peuvent usiner des caractéristiques complexes en une seule configuration qui nécessiterait plusieurs opérations, des montages et des compromis potentiels en matière de précision sur un équipement 3 axes. Cette capacité devient essentielle lorsqu'il s'agit de composants aérospatiaux, d'implants médicaux ou de géométries de moules complexes où les relations entre les caractéristiques doivent maintenir des tolérances précises.
Comparaison des capacités techniques
| Capacité | CNC 3 axes | CNC 5 axes |
|---|---|---|
| Angles d'outil maximum | Perpendiculaire à la surface de la pièce uniquement | Angles d'approche illimités |
| Réductions de configuration | Plusieurs configurations requises | Jusqu'à 75 % de réduction des configurations |
| Usinage en contre-dépouille | Impossible sans outillage spécialisé | Accessibilité directe |
| Qualité de finition de surface | Ra 0.8-3.2 μm typique | Ra 0.4-1.6 μm réalisable |
| Complexité de la programmation | Modérée | Élevée (expertise CAM requise) |
| Capacité de tolérance | ±0.05 mm standard | ±0.02 mm réalisable |
Quand l'investissement dans le 5 axes est financièrement judicieux
La justification économique des centres d'usinage 5 axes dépend fortement de la complexité des pièces, des volumes de production et des coûts des matériaux. Notre analyse chez Microns Hub révèle plusieurs scénarios clés où l'investissement supplémentaire est rentable dans les 18 à 24 mois.
Les pièces nécessitant des angles composés supérieurs à 30° par rapport à la perpendiculaire représentent d'excellents candidats pour le traitement 5 axes. L'usinage 3 axes traditionnel de telles caractéristiques nécessite souvent des montages personnalisés, un outillage à portée étendue ou plusieurs réglages, chacun introduisant une dégradation potentielle de la précision et des temps de cycle accrus. Un support aérospatial typique avec des surfaces de montage inclinées peut nécessiter 6 à 8 opérations sur un équipement 3 axes contre 2 à 3 opérations sur un système 5 axes.
L'usinage de cavités profondes présente un autre cas d'utilisation convaincant. Les boîtiers de dispositifs médicaux, les noyaux de moules d'injection et les composants de turbines présentent souvent des poches profondes avec des parois minces où la déflexion de l'outil devient critique. Les systèmes 5 axes permettent un outillage plus court et plus rigide en approchant les caractéristiques sous des angles optimaux, réduisant les vibrations et améliorant les considérations d'épaisseur de paroi pour la stabilité de l'usinage.
Les coûts des matériaux influencent considérablement l'équation économique. Lors de l'usinage d'alliages coûteux comme l'Inconel 718 (45 à 60 € par kg) ou le titane Ti-6Al-4V (35 à 50 € par kg), la réduction des déchets obtenue grâce à l'usinage en une seule configuration justifie rapidement la prime du 5 axes. Considérez un composant aérospatial en titane où une erreur d'usinage lors de l'opération finale d'une séquence de 4 réglages met au rebut 500 € de matériaux et 8 heures de temps machine.
Analyse du temps de réglage et de la précision
La réduction du temps de réglage représente l'un des avantages les plus quantifiables de l'usinage 5 axes. Chaque repositionnement de la pièce introduit des erreurs potentielles en raison des limitations de répétabilité du montage, généralement de ±0,02 à 0,05 mm selon la qualité du montage et les compétences de l'opérateur. Ces tolérances accumulées peuvent rapidement consommer votre budget d'erreur admissible sur les composants de précision.
Une étude complète de nos données de production montre des temps de réglage moyens de 45 à 90 minutes pour les opérations 3 axes complexes contre 15 à 30 minutes pour les opérations 5 axes équivalentes. Plus important encore, l'élimination de plusieurs réglages supprime les erreurs de positionnement cumulatives, permettant des tolérances globales plus strictes. Les pièces nécessitant une tolérance géométrique de ±0,025 mm sur les caractéristiques usinées lors de différents réglages s'avèrent souvent impossibles à réaliser de manière cohérente sur un équipement 3 axes.
Les références et les surfaces de référence maintiennent leurs relations tout au long des opérations 5 axes, éliminant ainsi l'accumulation de tolérances inhérente aux processus à réglages multiples. Cet avantage devient essentiel dans des industries comme l'aérospatiale où les exigences de dimensionnement et de tolérancement géométriques (GD&T) selon les normes ASME Y14.5 exigent un contrôle précis des relations entre les caractéristiques.
Pour des résultats de haute précision,Obtenez un devis en 24 heures auprès de Microns Hub.
Considérations relatives à la durée de vie de l'outil et à la finition de surface
L'usinage 5 axes permet des angles d'engagement d'outil optimaux qui peuvent considérablement prolonger la durée de vie de l'outil tout en améliorant la qualité de la finition de surface. En maintenant une charge de copeaux constante et en évitant les conditions de coupe défavorables, les opérations 5 axes atteignent souvent une durée de vie de l'outil de 25 à 40 % plus longue par rapport aux processus 3 axes équivalents.
La possibilité d'incliner la broche permet une évacuation optimale des copeaux, particulièrement critique lors de l'usinage de caractéristiques profondes ou lors du travail avec des matériaux qui produisent des copeaux longs et filandreux comme les aciers inoxydables austénitiques. Une évacuation appropriée des copeaux empêche la recoupe, ce qui dégrade la finition de surface et accélère l'usure de l'outil.
La réduction de la hauteur des festons grâce à des trajectoires d'outil optimisées représente un autre avantage significatif. Les systèmes 5 axes peuvent maintenir des distances de recouvrement constantes et des angles de coupe optimaux sur des surfaces complexes, éliminant ainsi les hauteurs de festons variables courantes lors des passes de finition 3 axes. Cette capacité élimine souvent les opérations de finition secondaires, ce qui permet d'économiser du temps et des coûts de main-d'œuvre.
| Application de finition de surface | Capacité 3 axes | Capacité 5 axes | Facteur d'amélioration |
|---|---|---|---|
| Surfaces aérospatiales (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Amélioration de 50 à 75 % |
| Implants médicaux (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | Amélioration de 50 % |
| Surfaces de moules (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | Amélioration de 50 % |
| Composants généraux (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | Amélioration de 50 % |
Avantages spécifiques aux matériaux
Différents matériaux réagissent de manière unique aux stratégies d'usinage 5 axes. Les alliages de titane, réputés pour leur écrouissage et leur mauvaise conductivité thermique, bénéficient considérablement de l'engagement constant de l'outil possible avec les systèmes 5 axes. Le maintien de vitesses de coupe et d'avances optimales tout au long des trajectoires d'outil complexes empêche l'écrouissage qui peut se produire lors des opérations 3 axes conventionnelles avec des conditions d'engagement variables.
Les alliages d'aluminium, bien que généralement plus faciles à usiner, atteignent des finitions de surface supérieures grâce au traitement 5 axes en raison d'une meilleure évacuation des copeaux et de forces de coupe constantes. Cela s'avère particulièrement précieux pour les applications aérospatiales où la qualité de la surface a un impact direct sur la durée de vie en fatigue. Nos services d'usinage CNC de précision atteignent régulièrement des valeurs Ra de 0,4 μm sur les composants en aluminium grâce à des stratégies 5 axes optimisées.
Les aciers trempés et les superalliages présentent des défis extrêmes pour tout processus d'usinage, mais les systèmes 5 axes permettent l'utilisation de trajectoires d'outil et de paramètres de coupe spécialisés qui seraient impossibles avec un équipement 3 axes. Les stratégies de fraisage trochoïdal, l'ébauche adaptative et l'usinage à vitesse de surface constante deviennent des options pratiques lorsqu'elles sont combinées à des angles d'approche d'outil illimités.
Exigences en matière de programmation et de compétences de l'opérateur
La sophistication de l'usinage 5 axes exige des augmentations correspondantes des compétences en programmation et des niveaux de compétences de l'opérateur. La programmation FAO pour le 5 axes nécessite une compréhension de l'évitement des collisions d'outils, de la coordination des axes et des stratégies avancées de trajectoire d'outil. Le temps de programmation augmente généralement de 200 à 300 % par rapport aux opérations 3 axes équivalentes, bien que ces frais généraux s'amortissent rapidement sur les séries de production.
Les opérateurs doivent comprendre la cinématique de la machine, les relations du système de coordonnées et les stratégies avancées de maintien de la pièce. La complexité des réglages 5 axes exige des niveaux de compétences plus élevés, nécessitant généralement 6 à 12 mois de formation spécialisée pour les opérateurs 3 axes expérimentés. Cependant, une fois établies, les opérations 5 axes nécessitent souvent moins d'intervention pratique en raison de la fréquence de réglage réduite.
Les systèmes FAO modernes comme Mastercam, PowerMill et NX ont considérablement amélioré l'accessibilité à la programmation 5 axes grâce à la détection automatisée des collisions, à la génération optimisée de trajectoires d'outil et aux capacités de simulation. Néanmoins, la courbe d'apprentissage reste importante et doit être prise en compte dans la planification de la mise en œuvre.
Maintenance et complexité opérationnelle
Les machines 5 axes impliquent intrinsèquement des systèmes mécaniques plus complexes, avec des axes rotatifs, des roulements et des systèmes d'entraînement supplémentaires nécessitant une maintenance. Les coûts de maintenance préventive sont généralement de 15 à 25 % plus élevés que ceux des systèmes 3 axes équivalents en raison des composants supplémentaires et des exigences d'étalonnage.
Les procédures d'étalonnage des machines 5 axes nécessitent un équipement et une expertise spécialisés. Les billes R-Test, l'interférométrie laser et les machines à mesurer tridimensionnelles deviennent essentiels pour maintenir les normes de précision. Les coûts d'étalonnage annuels varient de 3 000 à 8 000 € selon la taille de la machine et les exigences de précision.
Cependant, la fréquence de réglage réduite dans les opérations 5 axes peut en fait diminuer les exigences globales de maintenance dans les applications à volume élevé. Moins de changements de pièces signifient moins d'usure sur les barres de traction de la broche, les changeurs d'outils et les systèmes de maintien de la pièce. L'effet net varie selon l'application, mais favorise généralement les systèmes 5 axes dans les environnements de production.
Cadre d'analyse coûts-avantages
L'élaboration d'une analyse coûts-avantages complète nécessite l'examen de plusieurs centres de coûts et flux d'avantages. Les coûts d'investissement initiaux pour les systèmes 5 axes varient généralement de 300 000 à 800 000 € pour les machines de qualité production, contre 100 000 à 300 000 € pour les systèmes 3 axes équivalents.
| Facteur de coût | Impact annuel 3 axes | Impact annuel 5 axes | Différence |
|---|---|---|---|
| Main-d'œuvre de configuration (500 pièces/an) | €25,000 | €8,000 | €17,000 d'économies |
| Réduction des rebuts | Référence | €15,000 d'économies | €15,000 d'économies |
| Coûts de programmation | €12,000 | €18,000 | €6,000 supplémentaires |
| Maintenance | €8,000 | €10,000 | €2,000 supplémentaires |
| Amélioration de la durée de vie de l'outil | Référence | €12,000 d'économies | €12,000 d'économies |
| Bénéfice annuel net | - | - | €36,000 |
Cette analyse suggère une période de récupération de 5 à 7 ans sur l'investissement supplémentaire, en supposant des volumes de production et des niveaux de complexité typiques. Des volumes plus élevés, des pièces plus complexes ou des matériaux coûteux peuvent réduire les périodes de récupération à 2 à 3 ans.
Intégration avec les systèmes multi-axes
La fabrication moderne bénéficie souvent de l'intégration du fraisage 5 axes avec d'autres technologies avancées.Les tours à outils rotatifs qui combinent les opérations de tournage et de fraisage peuvent fonctionner en synergie avec les systèmes 5 axes pour gérer le traitement complet des pièces avec un minimum de réglages.
Les centres de tournage-fraisage avec capacité 5 axes représentent le summum de la réduction des réglages, permettant le traitement complet des pièces à partir de barres ou de moulages jusqu'au composant fini. Bien que les niveaux d'investissement atteignent 800 000 à 1 500 000 €, la capacité de produire des pièces complexes en une seule opération justifie le coût pour les applications appropriées.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, qu'il utilise des stratégies d'usinage 3 axes ou 5 axes.
Le cadre de décision doit également tenir compte des tendances futures en matière de complexité des pièces. Les industries qui s'orientent vers des géométries plus légères et plus complexes, telles que les pièces de remplacement fabriquées par fabrication additive ou les conceptions optimisées topologiquement, nécessitent de plus en plus une capacité 5 axes. L'investissement dans des systèmes 5 axes positionne les fabricants pour les demandes changeantes du marché plutôt que de simplement répondre aux exigences actuelles.
Méthodologie de calcul du retour sur investissement
Un calcul précis du retour sur investissement pour l'investissement 5 axes nécessite une analyse détaillée des coûts de production actuels par rapport aux coûts 5 axes projetés. Les variables clés comprennent les taux de main-d'œuvre de réglage (généralement de 45 à 65 € de l'heure sur les marchés européens), les taux de rebut, les réductions du temps de cycle et les améliorations de la qualité.
Considérez un support aérospatial typique nécessitant 4 réglages sur un équipement 3 axes contre 1 réglage sur un 5 axes. Les économies de main-d'œuvre de réglage à elles seules s'élèvent à 135 à 195 € par pièce, tandis que la réduction des rebuts grâce au traitement en une seule configuration peut économiser 300 à 500 € par pièce en matériaux coûteux. Ces économies s'accumulent rapidement sur les volumes de production.
Les améliorations du temps de cycle varient considérablement selon la géométrie de la pièce, mais varient généralement de 20 à 60 % pour les pièces complexes. Un composant avec un temps de cycle total de 8 heures sur un équipement 3 axes peut être terminé en 5 à 6 heures sur des systèmes 5 axes grâce à des trajectoires d'outil optimisées et à un temps de manipulation réduit.
Les améliorations de la qualité, bien que plus difficiles à quantifier, offrent souvent la valeur à long terme la plus significative. La réduction des taux de rebut, l'élimination des opérations secondaires et l'amélioration de la satisfaction de la clientèle justifient l'investissement 5 axes, même lorsque les économies de coûts directs semblent marginales. Notre portefeuille de services de fabrication complet démontre comment la capacité 5 axes nous permet de gérer des exigences clients de plus en plus complexes tout en maintenant des prix compétitifs.
Stratégie de mise en œuvre et calendrier
Une mise en œuvre réussie du 5 axes nécessite une planification minutieuse et une exécution progressive. Le calendrier typique s'étend sur 12 à 18 mois entre la décision d'achat et la pleine capacité de production, y compris la livraison de l'équipement, l'installation, la formation des opérateurs et l'optimisation des processus.
La phase 1 implique la sélection de l'équipement et la préparation des installations. Les machines 5 axes nécessitent souvent des fondations renforcées, une capacité électrique accrue et un logiciel FAO mis à niveau. Prévoyez un budget de 50 000 à 100 000 € pour les modifications des installations et les mises à niveau de l'infrastructure.
La phase 2 se concentre sur la formation et le développement initial des processus. Prévoyez 3 à 6 mois de formation intensive pour les programmeurs et les opérateurs. La production initiale doit se concentrer sur des pièces plus simples afin de renforcer la confiance et d'affiner les processus avant de s'attaquer aux géométries complexes.
La phase 3 implique l'optimisation des processus et l'expansion des capacités. Prévoyez 6 à 12 mois pour réaliser pleinement le potentiel des systèmes 5 axes grâce à des trajectoires d'outil optimisées, des stratégies de maintien de la pièce améliorées et des techniques de programmation affinées.
Foire aux questions
Quels types de pièces justifient l'usinage 5 axes par rapport aux alternatives 3 axes ?
Les pièces avec des angles composés supérieurs à 30°, les cavités profondes nécessitant l'accessibilité de l'outil ou les composants nécessitant plus de 3 réglages sur un équipement conventionnel justifient généralement l'investissement 5 axes. Les supports aérospatiaux, les implants médicaux, les moules complexes et les composants de turbines représentent des applications idéales où la réduction des réglages et l'amélioration de la précision offrent des avantages économiques clairs.
Comment les coûts de maintenance se comparent-ils entre les systèmes CNC 3 axes et 5 axes ?
Les systèmes 5 axes entraînent généralement des coûts de maintenance de 15 à 25 % plus élevés en raison des axes rotatifs, des roulements et des exigences d'étalonnage supplémentaires. Les coûts de maintenance annuels varient de 10 000 à 15 000 € pour les systèmes 5 axes contre 8 000 à 12 000 € pour les machines 3 axes comparables. Cependant, la fréquence de réglage réduite dans la production à volume élevé peut compenser certains de ces coûts supplémentaires grâce à une usure réduite des systèmes de maintien de la pièce et de changement d'outil.
Quel niveau de compétence en programmation est requis pour un fonctionnement 5 axes efficace ?
La programmation 5 axes nécessite une expertise FAO avancée, y compris l'évitement des collisions, l'optimisation des trajectoires d'outil et la gestion du système de coordonnées. Les programmeurs 3 axes expérimentés ont généralement besoin de 6 à 12 mois de formation spécialisée pour atteindre la maîtrise. Le temps de programmation augmente initialement de 200 à 300 %, mais se stabilise au fur et à mesure que l'expertise se développe et que les bibliothèques de pièces s'agrandissent.
Comment les capacités de tolérance diffèrent-elles entre l'usinage 3 axes et 5 axes ?
Les systèmes 5 axes atteignent généralement des tolérances de ±0,02 mm de manière cohérente en raison du traitement en une seule configuration qui élimine les erreurs de positionnement cumulatives. Les systèmes 3 axes maintiennent généralement des tolérances de ±0,05 mm, la précision se dégradant à mesure que le nombre de réglages augmente. L'élimination des décalages de référence et des changements de surface de référence dans le traitement 5 axes permet un tolérancement géométrique plus strict selon les normes ASME Y14.5.
Quelle est la période de récupération typique pour un investissement CNC 5 axes ?
Les périodes de récupération varient de 2 à 7 ans selon la complexité des pièces, les volumes de production et les coûts des matériaux. La production à volume élevé de pièces complexes dans des matériaux coûteux comme le titane ou l'Inconel peut atteindre la récupération en 2 à 3 ans, tandis que des volumes plus faibles ou des géométries plus simples peuvent nécessiter 5 à 7 ans. L'analyse doit inclure les économies de main-d'œuvre de réglage, la réduction des rebuts, les améliorations du temps de cycle et les améliorations de la qualité.
Les opérateurs 3 axes existants peuvent-ils passer efficacement à l'équipement 5 axes ?
Oui, les opérateurs 3 axes expérimentés peuvent passer aux systèmes 5 axes avec une formation appropriée. La courbe d'apprentissage nécessite généralement 3 à 6 mois pour la maîtrise de base et 12 à 18 mois pour la capacité avancée. Les compétences clés comprennent la compréhension de la cinématique de la machine, des relations du système de coordonnées et des stratégies avancées de maintien de la pièce. L'investissement dans des programmes de formation complets est essentiel pour une mise en œuvre réussie.
Quelles sont les capacités logicielles FAO essentielles pour la programmation 5 axes ?
Les fonctionnalités FAO essentielles comprennent la détection automatique des collisions, la génération de trajectoires d'outil 5 axes, la simulation de machine et l'optimisation du post-processeur. Les principaux systèmes comme Mastercam, PowerMill et NX offrent ces capacités, bien que les coûts de licence augmentent considérablement pour les modules 5 axes. Prévoyez un budget de 15 000 à 30 000 € par an pour un logiciel FAO 5 axes de qualité professionnelle, y compris la maintenance et les mises à jour.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece