Tours à outils rotatifs : combiner le tournage et le fraisage pour des géométries complexes
Les tours à outils rotatifs éliminent la limitation traditionnelle de la séparation des opérations de tournage et de fraisage en intégrant des outils de coupe motorisés directement dans le système de broche du tour. Cette technologie permet aux fabricants de réaliser des géométries complexes nécessitant à la fois des mouvements de coupe rotatifs et linéaires en une seule configuration, réduisant ainsi les erreurs de manipulation et améliorant considérablement la précision des pièces pour les composants avec des tolérances serrées inférieures à ±0,02 mm.
- Les systèmes d'outils rotatifs combinent les capacités de tournage et de fraisage en une seule configuration, réduisant la manipulation des pièces et améliorant la précision pour les géométries complexes.
- Une sélection appropriée des outils et une coordination de la vitesse de broche entre les broches principale et secondaire sont essentielles pour obtenir des états de surface inférieurs à Ra 0,8 μm.
- La rentabilité augmente considérablement pour les pièces nécessitant à la fois un perçage radial, un fraisage transversal et des opérations de tournage par rapport à des configurations de machines séparées.
- Les défis d'intégration comprennent la gestion thermique, le contrôle des vibrations et la programmation coordonnée entre plusieurs axes de coupe.
Comprendre l'architecture de la technologie des outils rotatifs
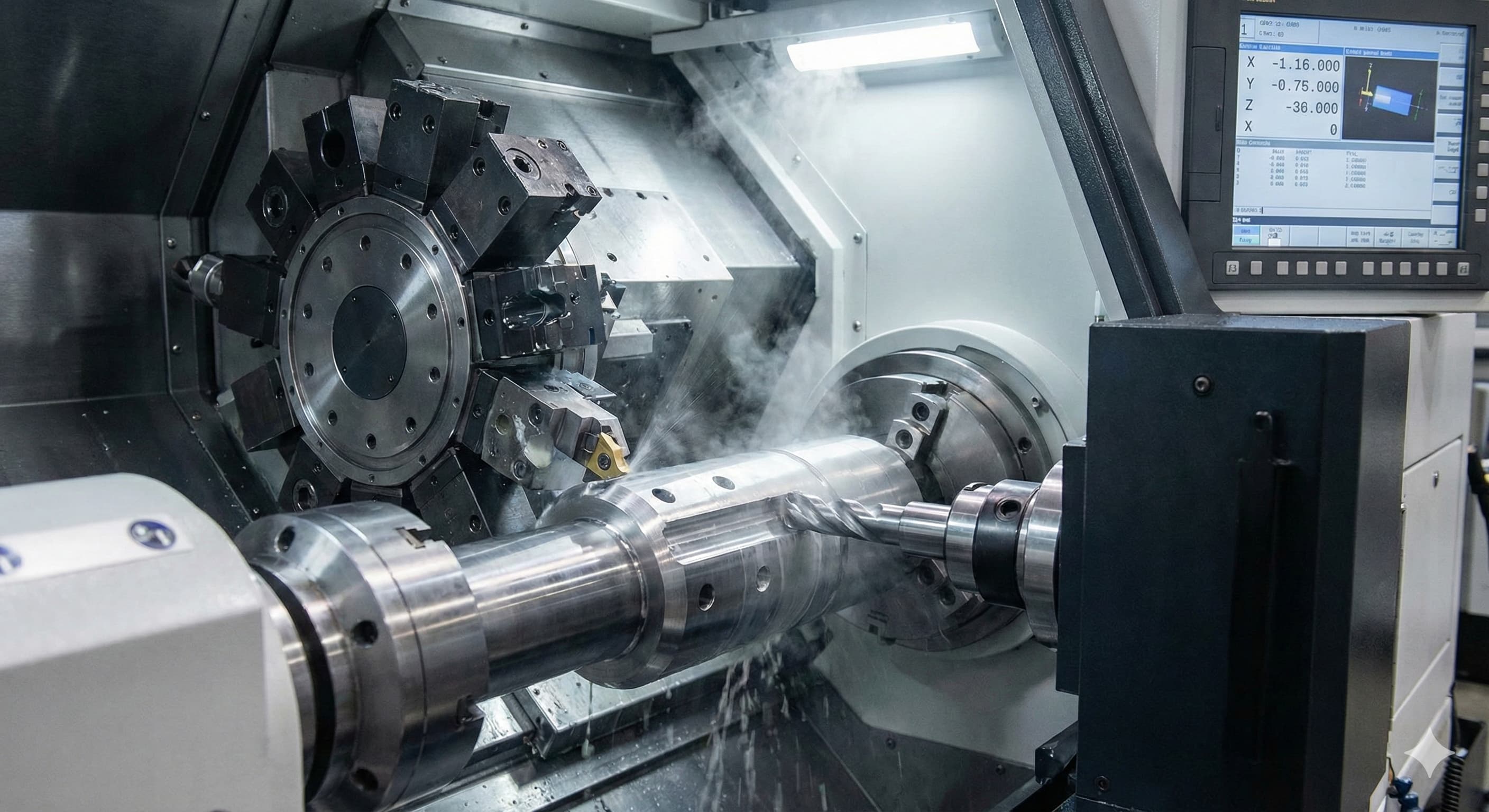
Les systèmes d'outils rotatifs intègrent des outils de coupe motorisés directement dans la tourelle du tour via des entraînements de broche dédiés. Contrairement aux outils statiques qui reposent uniquement sur la rotation de la pièce, les outils rotatifs reçoivent une puissance de rotation indépendante de moteurs électriques ou hydrauliques montés à l'intérieur de l'ensemble de la tourelle. Cette capacité de double mouvement permet des opérations telles que le perçage radial, le fraisage transversal et le contournage complexe pendant que la pièce reste serrée dans la broche principale.
L'architecture fondamentale se compose de trois composants principaux : le système de broche principale gérant la rotation de la pièce, les broches d'outils rotatifs montées sur la tourelle fournissant la rotation de l'outil de coupe et le système de commande CNC coordonné gérant les mouvements simultanés multi-axes. Les tours à outils rotatifs modernes disposent généralement de 8 à 12 positions d'outils rotatifs avec des vitesses de broche allant de 50 à 6 000 tr/min, en fonction des exigences spécifiques de l'outillage et du matériau de la pièce.
La transmission de puissance aux outils rotatifs se fait via des moteurs électriques à entraînement direct ou des systèmes hydrauliques. Les systèmes d'entraînement électrique offrent une précision de contrôle de vitesse supérieure et sont préférés pour les applications nécessitant des états de surface constants inférieurs à Ra 1,6 μm. Les systèmes hydrauliques fournissent un couple de sortie plus élevé, ce qui les rend adaptés aux opérations de fraisage intensives sur des matériaux comme l'acier trempé ou les alliages de titane où les forces de coupe dépassent 2 000 N.
L'intégration d'outils rotatifs a un impact significatif sur les caractéristiques de vibration d'usinage, en particulier lors de la coupe de sections à parois minces où l'épaisseur de la paroi est inférieure à 3 mm. Une rigidité appropriée du système devient essentielle pour maintenir la précision dimensionnelle sur plusieurs opérations de coupe.
Capacités opérationnelles et intégration des processus
Les tours à outils rotatifs excellent dans la fabrication de composants qui nécessitaient traditionnellement plusieurs configurations sur différents types de machines. Les principales capacités opérationnelles comprennent le perçage radial, le fraisage excentré, la taille d'engrenages, l'usinage de polygones et le contournage de surfaces complexes. Chaque type d'opération nécessite une prise en compte spécifique des paramètres de coupe, de la géométrie de l'outil et de la fixation de la pièce pour obtenir des résultats optimaux.
Les opérations de perçage radial bénéficient considérablement de la mise en œuvre d'outils rotatifs, car les trous peuvent être usinés perpendiculairement à l'axe principal sans repositionner la pièce. Cette capacité s'avère essentielle pour les composants comme les collecteurs hydrauliques, où des tolérances de positionnement précises des trous de ±0,05 mm doivent être maintenues sur plusieurs opérations de perçage. L'élimination des changements de configuration réduit les erreurs de position cumulatives qui s'accumulent généralement lors du traitement traditionnel sur plusieurs machines.
Les opérations de fraisage transversal permettent la création de rainures de clavette, de surfaces planes et de profils complexes le long de la longueur de la pièce. La combinaison de la rotation de la pièce et du mouvement de l'outil rotatif permet le fraisage hélicoïdal, qui produit des états de surface supérieurs par rapport aux processus de brochage ou d'électroérosion conventionnels. Les techniques d'interpolation hélicoïdale peuvent atteindre des valeurs de rugosité de surface inférieures à Ra 0,4 μm sur les alliages d'aluminium comme le 6061-T6 lorsqu'elles sont correctement mises en œuvre.
Les opérations de contournage complexes représentent l'application la plus avancée de la technologie des outils rotatifs. En coordonnant l'axe C de la broche principale avec la rotation de l'outil rotatif et le mouvement linéaire, les fabricants peuvent créer des géométries complexes telles que des profils de came, des polygones irréguliers et des surfaces sculptées. Cette capacité s'avère particulièrement précieuse pour les composants aérospatiaux et les pièces d'instrumentation de précision où la complexité géométrique a un impact direct sur les performances fonctionnelles.
Spécifications techniques et paramètres de performance
Les performances du système d'outils rotatifs dépendent fortement des spécifications de la broche, de l'efficacité de la transmission de puissance et des capacités de gestion thermique. La compréhension de ces paramètres techniques permet une sélection appropriée du système et une planification optimale des processus pour des exigences de fabrication spécifiques.
| Paramètre | Gamme Standard | Gamme Haute Performance | Impact sur l'application |
|---|---|---|---|
| Vitesse de broche d'outil rotatif | 50-3,000 RPM | 100-8,000 RPM | Qualité de la finition de surface |
| Puissance de la broche | 3-7.5 kW | 7.5-22 kW | Taux d'enlèvement de matière |
| Cône du porte-outil | BT30, BT40 | HSK-A63, HSK-E40 | Vitesse de changement d'outil, rigidité |
| Précision de positionnement | ±0.01 mm | ±0.005 mm | Capacité de tolérance dimensionnelle |
| Répétabilité | ±0.005 mm | ±0.002 mm | Cohérence du processus |
Les besoins en puissance de la broche varient considérablement en fonction du type de matériau et des paramètres de coupe. Les alliages d'aluminium nécessitent généralement 2 à 5 kW pour des opérations de fraisage efficaces, tandis que les aciers trempés et les alliages de titane peuvent nécessiter 10 à 15 kW pour des taux d'enlèvement de matière comparables. Le rapport puissance/poids du système d'outils rotatifs a un impact direct sur les vitesses de coupe réalisables et la productivité globale.
La gestion thermique devient essentielle pendant les opérations d'outils rotatifs prolongées, en particulier lors de la coupe de matériaux difficiles à usiner. Les augmentations de la température de la broche supérieures à 60 °C peuvent provoquer une dérive dimensionnelle et une usure prématurée de l'outil. Les systèmes avancés intègrent des circuits de refroidissement dédiés et une surveillance de la température pour maintenir des performances constantes tout au long des séries de production.
La sélection de l'interface du porte-outil a un impact significatif sur la rigidité du système et l'efficacité du changement d'outil. Les systèmes HSK offrent une force de serrage et une répétabilité supérieures par rapport aux cônes BT traditionnels, ce qui les rend préférés pour les applications de précision nécessitant une précision de changement d'outil de ±0,003 mm.
Considérations relatives aux matériaux et stratégies de coupe
Différents matériaux nécessitent des stratégies de coupe spécifiques lorsqu'ils sont traités sur des tours à outils rotatifs. La combinaison des opérations de tournage et de fraisage crée des défis uniques en termes de forces de coupe, d'évacuation des copeaux et de génération de chaleur qui doivent être résolus par une sélection appropriée des paramètres et une conception de l'outillage.
Les alliages d'aluminium, en particulier le 6061-T6 et le 7075-T6, réagissent bien aux opérations d'outils rotatifs en raison de leurs caractéristiques d'usinage favorables. Des vitesses de broche élevées entre 2 000 et 4 000 tr/min combinées à des avances agressives allant jusqu'à 0,3 mm/tr permettent d'obtenir d'excellents états de surface et des taux d'enlèvement de matière élevés. Le principal défi réside dans la gestion des copeaux, car la tendance de l'aluminium à former de longs copeaux filandreux peut interférer avec les opérations simultanées de tournage et de fraisage.
| Matériau | Vitesse recommandée (RPM) | Avance (mm/tr) | Méthode de refroidissement | Principaux défis |
|---|---|---|---|---|
| Al 6061-T6 | 2,000-4,000 | 0.2-0.4 | Arrosage abondant | Évacuation des copeaux |
| Acier 1045 | 800-1,500 | 0.1-0.25 | Liquide de refroidissement à haute pression | Génération de chaleur |
| Inox 316 | 400-800 | 0.05-0.15 | Refroidissement à travers l'outil | Écrouissage |
| Ti-6Al-4V | 200-500 | 0.05-0.1 | Refroidissement cryogénique | Usure de l'outil, chaleur |
| Inconel 718 | 100-300 | 0.03-0.08 | Arrosage abondant à haut volume | Usure rapide de l'outil |
Les matériaux en acier présentent des défis modérés dans les applications d'outils rotatifs. Les aciers au carbone comme l'AISI 1045 s'usinent facilement avec un refroidissement approprié, tandis que les aciers alliés nécessitent des vitesses de coupe réduites pour gérer la génération de chaleur. La principale préoccupation consiste à maintenir des forces de coupe constantes sur les opérations de tournage et de fraisage afin d'éviter la déformation de la pièce dans les sections à parois minces.
Le traitement de l'acier inoxydable exige une attention particulière à la prévention de l'écrouissage. La nature de coupe interrompue des opérations d'outils rotatifs peut provoquer un durcissement de la surface si les vitesses de coupe tombent en dessous du seuil d'épaisseur minimale des copeaux. Le maintien de vitesses d'avance constantes supérieures à 0,05 mm/tr aide à prévenir ce problème tout en assurant une durée de vie acceptable de l'outil.
Les alliages de titane représentent les matériaux les plus difficiles pour les applications d'outils rotatifs. La faible conductivité thermique du Ti-6Al-4V provoque une accumulation rapide de chaleur au niveau des arêtes de coupe, entraînant une défaillance prématurée de l'outil. Les stratégies de coupe spécialisées impliquant des motifs de fraisage trochoïdal et des angles d'engagement constants aident à répartir la charge thermique plus efficacement.
Pour des résultats de haute précision, soumettez votre projet pour un devis en 24 heures auprès de Microns Hub.
Sélection de l'outillage et stratégies de configuration
Une sélection appropriée de l'outillage constitue le fondement de la réussite des opérations d'outils rotatifs. Les exigences uniques du tournage et du fraisage simultanés exigent des outils de coupe spécialisés conçus pour gérer les conditions de coupe dynamiques et les charges de copeaux variables rencontrées lors de l'usinage multi-axes.
La sélection des fraises en bout pour les applications d'outils rotatifs diffère considérablement des opérations de fraisage conventionnelles. Les outils doivent résister aux forces centrifuges générées par la rotation de la pièce tout en maintenant l'efficacité de coupe pendant l'engagement radial. Les outils en carbure avec des revêtements TiAlN offrent des performances optimales pour la plupart des applications, offrant une résistance à l'usure et une stabilité thermique jusqu'à des températures de coupe de 800 °C.
La géométrie de l'outil devient essentielle lors de la transition entre les opérations de tournage et de fraisage au sein du même programme. Les fraises en bout à hélice variable réduisent le potentiel de broutage pendant les opérations de fraisage transversal, tandis qu'un espacement inégal aide à minimiser les vibrations harmoniques qui peuvent provoquer une dégradation de l'état de surface. La sélection du rayon d'angle doit équilibrer la résistance des arêtes avec les exigences de rugosité de surface réalisables.
La sélection des forets pour les opérations de perçage radial nécessite de prendre en compte à la fois l'évacuation des copeaux et les exigences de qualité des trous. Les forets à refroidissement interne s'avèrent essentiels pour les trous plus profonds que 3× le diamètre, car l'évacuation des copeaux devient difficile en raison du mouvement composé de la rotation de la pièce et de l'avance du foret. Les capacités de tolérance des trous varient généralement de IT7 à IT9 en fonction de la qualité du foret et de la rigidité de la configuration.
La précision du préréglage de l'outil a un impact direct sur la qualité globale de la pièce et l'efficacité de la configuration. Les systèmes d'outils rotatifs nécessitent des tolérances de préréglage de ±0,005 mm pour maintenir la précision de position sur plusieurs opérations de coupe. Les équipements de préréglage avancés avec des systèmes de reconnaissance automatique des outils réduisent le temps de configuration tout en assurant un positionnement constant des outils.
Programmation et optimisation des processus
La programmation CNC pour les tours à outils rotatifs nécessite des techniques avancées qui coordonnent plusieurs systèmes de broche tout en gérant des trajectoires d'outils complexes. Les progiciels de FAO modernes fournissent des modules spécialisés pour la programmation d'outils rotatifs, mais la compréhension des principes sous-jacents reste essentielle pour l'optimisation des processus.
La synchronisation entre le positionnement de l'axe C de la broche principale et les opérations d'outils rotatifs nécessite un contrôle précis de la synchronisation. Le système CNC doit coordonner la position angulaire de la pièce avec l'engagement de l'outil pour assurer une géométrie de coupe appropriée tout au long de l'opération. Cette coordination devient particulièrement critique lors de l'interpolation hélicoïdale où les mouvements angulaires et linéaires doivent rester parfaitement synchronisés pour maintenir une charge de copeaux constante.
L'optimisation du taux d'avance implique d'équilibrer la productivité avec les exigences d'état de surface sur différentes opérations de coupe. Les opérations de tournage obtiennent généralement des résultats optimaux avec une programmation de vitesse de surface constante, tandis que les opérations de fraisage bénéficient de stratégies d'avance constante par dent. La transition entre ces modes de programmation doit se faire de manière transparente pour éviter les variations d'état de surface aux limites des opérations.
Les stratégies de serrage de la pièce ont un impact significatif sur la précision réalisable et la qualité de l'état de surface. Les mandrins traditionnels à trois mors peuvent introduire des erreurs de faux-rond qui sont amplifiées lors des opérations d'outils rotatifs. Les dispositifs de maintien de pièce dédiés conçus pour des géométries de pièce spécifiques offrent souvent des résultats supérieurs, en particulier pour les composants nécessitant des tolérances de concentricité inférieures à 0,02 mm.
L'optimisation de la trajectoire d'outil se concentre sur la minimisation du temps de coupe dans l'air tout en maintenant des conditions de coupe constantes. Les mouvements de déplacement rapide entre les opérations doivent suivre des trajectoires optimisées qui évitent les collisions avec la pièce et les composants du dispositif de fixation. Les systèmes de FAO avancés fournissent des capacités de simulation qui vérifient les trajectoires d'outil et identifient les conditions d'interférence potentielles avant l'exécution du programme.
Stratégies de contrôle de la qualité et de mesure
Le contrôle de la qualité dans les opérations d'outils rotatifs nécessite des stratégies de mesure complètes qui répondent aux défis uniques de la fabrication multi-opérations. La combinaison des caractéristiques de tournage et de fraisage sur une seule pièce exige des techniques d'inspection capables de vérifier des géométries complexes avec une grande précision et répétabilité.
Les machines à mesurer tridimensionnelles (MMT) offrent la solution la plus complète pour l'inspection des pièces d'outils rotatifs. La capacité de mesurer à la fois les caractéristiques tournées et fraisées à l'aide de systèmes de coordonnées cohérents garantit le maintien de relations appropriées entre les caractéristiques. Les systèmes de palpage permettent de mesurer les caractéristiques internes qui peuvent être inaccessibles avec les méthodes de jaugeage traditionnelles.
Les systèmes de palpage sur machine offrent des capacités de vérification en temps réel qui permettent d'ajuster le processus pendant la fabrication. Les tours à outils rotatifs modernes peuvent être équipés de palpeurs qui vérifient les dimensions critiques immédiatement après l'usinage, ce qui permet des ajustements automatiques du décalage pour maintenir des tolérances serrées tout au long des séries de production.
La mesure de l'état de surface devient complexe lorsqu'il s'agit de pièces contenant à la fois des surfaces tournées et fraisées. Différentes techniques de mesure peuvent être nécessaires pour différentes orientations de surface, et une corrélation entre les méthodes de mesure doit être établie pour assurer la cohérence. Les surfaces tournées présentent généralement des motifs de pose circonférentiels, tandis que les surfaces fraisées présentent des motifs directionnels liés au mouvement de l'outil.
La mise en œuvre du contrôle statistique des processus (CSP) nécessite une prise en compte attentive des multiples variables impliquées dans les opérations d'outils rotatifs. Les cartes de contrôle doivent tenir compte de la progression de l'usure de l'outil sur différentes opérations de coupe et des effets d'interaction entre les processus de tournage et de fraisage sur la qualité finale de la pièce.
Analyse des coûts et considérations économiques
La mise en œuvre d'outils rotatifs implique un investissement en capital important qui doit être justifié par une amélioration de la productivité, une réduction des coûts de configuration et une amélioration de la qualité des pièces. La compréhension des facteurs économiques permet une évaluation appropriée des systèmes d'outils rotatifs pour des applications de fabrication spécifiques.
Les coûts initiaux des équipements pour les tours à outils rotatifs varient de 150 000 € pour les systèmes de base à 800 000 € pour les configurations multi-axes avancées. La prime de coût par rapport aux tours conventionnels varie généralement de 40 à 70 %, en fonction du nombre de positions d'outils rotatifs et de la complexité du système. Cet investissement doit être évalué par rapport aux économies potentielles en termes de temps de configuration, de coûts de main-d'œuvre et d'amélioration de la cohérence de la qualité.
| Facteur de coût | Processus conventionnel | Processus d'outillage rotatif | Potentiel d'économies |
|---|---|---|---|
| Temps de configuration par pièce | 45-60 minutes | 15-25 minutes | 50-65% |
| Opérations de manutention | 3-5 configurations | 1 configuration | 70-80% |
| Précision dimensionnelle | ±0.05 mm typique | ±0.02 mm réalisable | Taux de rebut réduits |
| Besoin en surface au sol | Machines multiples | Machine unique | 40-60% |
| Besoins en main d'œuvre | 2-3 opérateurs | 1 opérateur | 50-65% |
Les coûts des outils représentent une dépense courante importante dans les opérations d'outils rotatifs. Les outils de coupe spécialisés requis pour les applications d'outils rotatifs coûtent généralement 20 à 40 % de plus que les outils conventionnels en raison de leurs exigences de conception améliorées et de leurs volumes de production inférieurs. Cependant, l'amélioration de la durée de vie de l'outil résultant de meilleures conditions de coupe compense souvent cette prime de coût initiale.
Les considérations relatives au volume de production jouent un rôle crucial dans la justification économique. Les systèmes d'outils rotatifs présentent des avantages évidents pour la production de volumes moyens à élevés où la réduction du temps de configuration permet de réaliser des économies substantielles. Pour les applications à faible volume, les avantages peuvent être moins prononcés, sauf si la complexité de la pièce ou les exigences de qualité justifient l'investissement.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, en particulier pour les applications complexes d'outils rotatifs nécessitant une coordination précise entre plusieurs processus de fabrication.
De nombreuses applications d'outils rotatifs complètent d'autres processus de fabrication tels que les services de moulage par injection où les composants de moule de précision nécessitent les géométries complexes réalisables grâce à des opérations combinées de tournage et de fraisage. Nos services de fabrication complets permettent une intégration transparente entre plusieurs technologies de production.
Défis de mise en œuvre et solutions
La mise en œuvre réussie d'outils rotatifs nécessite de relever plusieurs défis techniques et opérationnels qui peuvent avoir un impact sur les performances du système et la qualité des pièces. La compréhension de ces défis et de leurs solutions permet une planification des processus et une optimisation du système plus efficaces.
La gestion thermique représente l'un des défis les plus importants dans les opérations d'outils rotatifs. La combinaison de plusieurs processus de coupe génère une chaleur importante qui doit être éliminée efficacement pour maintenir la stabilité dimensionnelle. Un refroidissement inadéquat peut provoquer une croissance thermique à la fois dans la pièce et dans la structure de la machine, entraînant des erreurs dimensionnelles dépassant ±0,1 mm dans les caractéristiques critiques.
Le contrôle des vibrations devient complexe en raison de l'interaction entre plusieurs systèmes rotatifs. La broche principale, les broches d'outils rotatifs et la pièce créent un système dynamique sujet aux fréquences de résonance qui peuvent provoquer des vibrations et une dégradation de l'état de surface. Une sélection appropriée de la vitesse de broche et une optimisation des paramètres de coupe aident à éviter les plages de fréquences problématiques tout en maintenant la productivité.
La gestion des copeaux présente des défis uniques lorsque plusieurs opérations de coupe se produisent simultanément ou en succession rapide. Les systèmes d'évacuation des copeaux efficaces doivent gérer les différentes caractéristiques des copeaux produites par différentes opérations de coupe tout en empêchant l'interférence des copeaux avec les opérations suivantes. Les systèmes de refroidissement à haute pression et les systèmes de convoyeur de copeaux dédiés répondent à ces exigences.
La complexité de la programmation augmente considérablement par rapport aux opérations de tour conventionnelles. La coordination de plusieurs axes et systèmes d'outils nécessite des compétences de programmation avancées et une compréhension globale de la mécanique de coupe. L'investissement dans la formation des programmeurs et les logiciels de FAO avancés devient essentiel pour une mise en œuvre réussie.
La détection des interférences d'outils et l'évitement des collisions nécessitent des capacités de programmation et de simulation sophistiquées. La proximité de plusieurs outils de coupe et dispositifs de maintien de pièce crée de nombreux scénarios de collision potentiels qui doivent être identifiés et évités grâce à une vérification minutieuse du programme et à une simulation de la machine.
Développements futurs et tendances technologiques
La technologie des outils rotatifs continue d'évoluer avec les progrès de la conception des machines, des systèmes de commande et de la technologie des outils de coupe. La compréhension de ces tendances aide les fabricants à prendre des décisions éclairées concernant les investissements en équipement et les stratégies de développement des processus.
L'intégration de machines multitâches représente une tendance importante où les capacités d'outils rotatifs sont combinées à des processus de fabrication supplémentaires tels que la rectification, la taille d'engrenages et la fabrication additive. Ces systèmes hybrides permettent une production complète de pièces en une seule configuration, réduisant ainsi davantage les exigences de manipulation et améliorant la productivité globale.
L'intégration de l'intelligence artificielle et de l'apprentissage automatique permet la maintenance prédictive et l'optimisation automatique des processus. Les systèmes de commande avancés peuvent surveiller les conditions de coupe en temps réel et ajuster les paramètres automatiquement pour maintenir des performances optimales tout en prolongeant la durée de vie de l'outil et en améliorant la cohérence de la qualité des pièces.
Les systèmes de surveillance des outils utilisant des capteurs d'émission acoustique et l'analyse des vibrations fournissent une rétroaction en temps réel sur les conditions de coupe et la progression de l'usure de l'outil. Ces systèmes permettent la planification automatique du changement d'outil et l'ajustement des paramètres du processus pour maintenir une qualité constante tout au long des séries de production.
Les matériaux et technologies de revêtement avancés continuent d'améliorer les performances des outils de coupe pour les applications d'outils rotatifs. Les revêtements en carbone de type diamant et les surfaces d'outils nanostructurées offrent une résistance à l'usure améliorée et une friction réduite, permettant des vitesses de coupe plus élevées et une durée de vie de l'outil prolongée.
Foire aux questions
Quels sont les principaux avantages des tours à outils rotatifs par rapport aux opérations de tournage et de fraisage séparées ?
Les tours à outils rotatifs éliminent les configurations multiples en combinant le tournage et le fraisage en une seule opération, réduisant les erreurs de manipulation et améliorant la précision à ±0,02 mm. Le temps de configuration diminue généralement de 50 à 65 %, tandis que la cohérence dimensionnelle s'améliore considérablement en raison du référencement à point unique tout au long de toutes les opérations de coupe.
Quels types de pièces bénéficient le plus des capacités des outils rotatifs ?
Les composants nécessitant un perçage radial, des rainures de clavette, des surfaces planes ou des profils complexes bénéficient le plus des outils rotatifs. Les exemples incluent les collecteurs hydrauliques, les composants aérospatiaux, les pièces de transmission automobile et les composants d'instrumentation de précision où la complexité géométrique et les tolérances serrées sont essentielles.
Comment les vitesses de coupe et les avances diffèrent-elles entre les opérations de tournage et de fraisage sur les tours à outils rotatifs ?
Les opérations de tournage utilisent généralement une programmation de vitesse de surface (150-300 m/min pour l'acier), tandis que les opérations de fraisage nécessitent une programmation de vitesse de broche (500-3000 tr/min). Les taux d'avance doivent être coordonnés entre les opérations, avec des avances de tournage de 0,1 à 0,4 mm/tr et des avances de fraisage ajustées pour les exigences de charge de copeaux par dent.
Quelles sont les capacités de tolérance typiques réalisables avec les systèmes d'outils rotatifs ?
Les tours à outils rotatifs modernes atteignent une précision de positionnement de ±0,005 mm et une répétabilité de ±0,002 mm. Les tolérances dimensionnelles de IT7-IT8 sont réalisables de manière routinière, avec IT6 possible dans des conditions optimales. Les capacités d'état de surface varient de Ra 0,4 à 1,6 μm en fonction du matériau et des paramètres de coupe.
Comment l'usure de l'outil progresse-t-elle différemment dans les outils rotatifs par rapport à l'usinage conventionnel ?
Les applications d'outils rotatifs connaissent souvent une usure de l'outil plus uniforme en raison des conditions de coupe interrompues et d'une meilleure dissipation de la chaleur. Cependant, la sélection de l'outil devient critique car les outils doivent gérer des forces de coupe et des charges de copeaux variables. Une programmation appropriée peut prolonger la durée de vie de l'outil de 20 à 40 % par rapport aux opérations séparées conventionnelles.
Quelles stratégies de refroidissement et de lubrification fonctionnent le mieux pour les opérations d'outils rotatifs ?
Les systèmes de refroidissement à haute pression (20-80 bars) offrent des résultats optimaux pour la plupart des applications d'outils rotatifs. Le refroidissement à travers l'outil s'avère essentiel pour les opérations de perçage plus profondes que 3× le diamètre. Les systèmes de lubrification en quantité minimale (MQL) offrent des avantages environnementaux tout en maintenant une bonne qualité d'état de surface pour les matériaux en aluminium et en acier.
Comment les exigences de programmation diffèrent-elles pour les outils rotatifs par rapport à la programmation CNC conventionnelle ?
La programmation d'outils rotatifs nécessite une coordination entre l'axe C de la broche principale et les mouvements de l'outil rotatif, ce qui exige des capacités logicielles de FAO avancées. Les commandes de synchronisation, la vérification des interférences d'outils et les systèmes de coordonnées multi-axes ajoutent de la complexité. Le temps de programmation augmente généralement de 30 à 50 %, mais le temps de configuration diminue considérablement, ce qui entraîne des économies de temps globales.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece