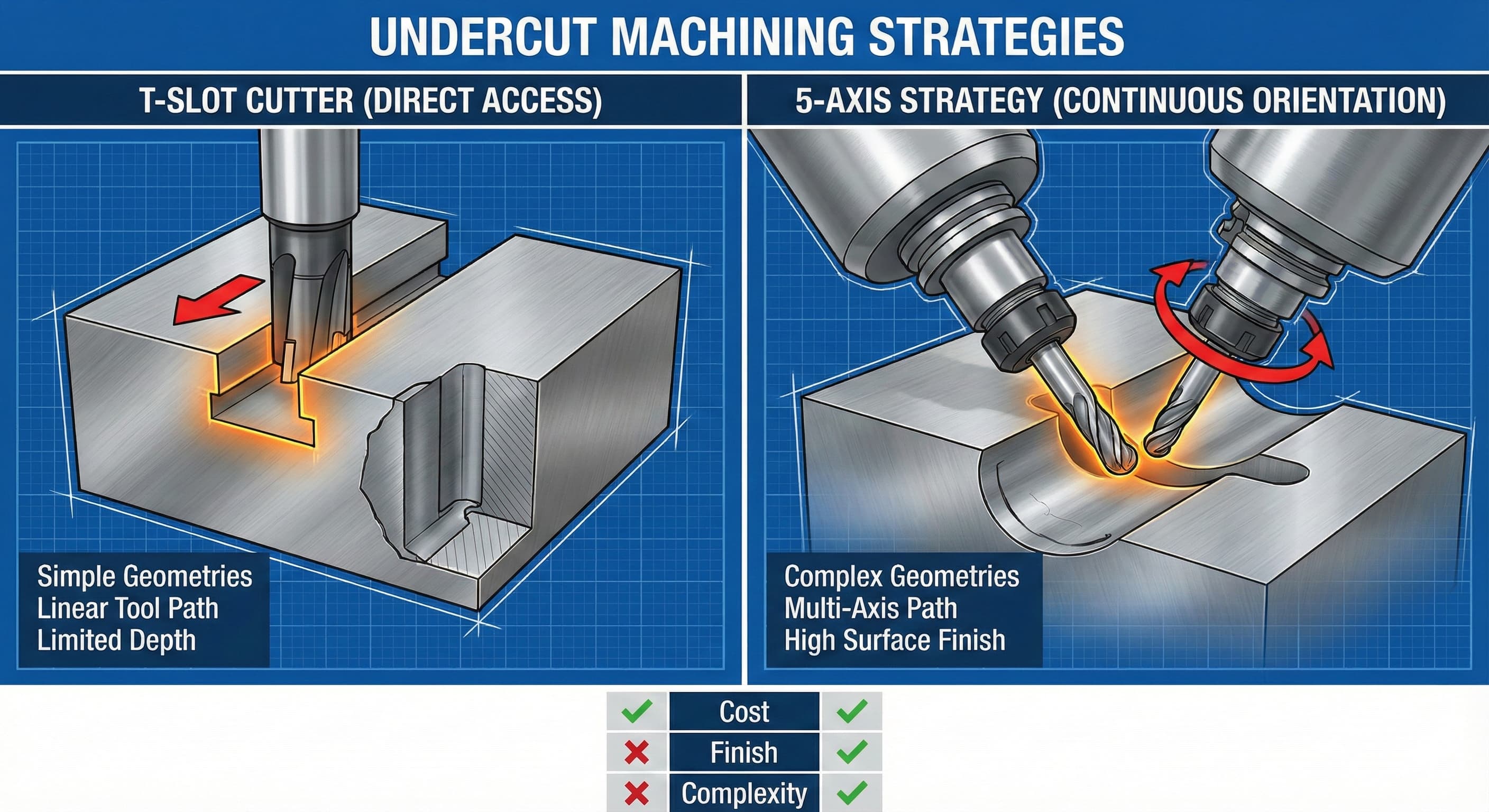
Contre-dépouilles en usinage CNC : Fraises à rainurer en T vs. Stratégies 5 axes
L'usinage des contre-dépouilles présente l'un des problèmes de géométrie les plus complexes dans la fabrication de précision. Ces caractéristiques, définies comme des surfaces qui ne peuvent pas être accessibles par un outil de coupe se déplaçant le long d'un seul axe, nécessitent des stratégies spécialisées qui ont un impact direct sur les temps de cycle, les coûts des outils et la faisabilité globale du projet.
Points clés à retenir :
- Les fraises à rainurer en T excellent pour les contre-dépouilles simples, mais sont limitées à des géométries et des profondeurs spécifiques jusqu'à 15-20 mm
- L'usinage simultané 5 axes permet des profils de contre-dépouille complexes avec une finition de surface supérieure (Ra 0,8-1,6 μm)
- Les approches hybrides combinant les deux méthodes peuvent réduire les temps de cycle de 25 à 40 % pour les composants complexes
- La sélection des matériaux et la rigidité de la pièce déterminent la stratégie d'usinage de contre-dépouille optimale
Comprendre les classifications de la géométrie des contre-dépouilles
Les contre-dépouilles en usinage CNC se répartissent en trois catégories principales : les contre-dépouilles linéaires simples, les contre-dépouilles courbes complexes et les contre-dépouilles composées multidirectionnelles. Chaque classification exige des approches d'outillage et des capacités de machine différentes.
Les contre-dépouilles linéaires simples, telles que les rainures en T et les profils en queue d'aronde, présentent une géométrie en ligne droite accessible grâce à des fraises en bout spécialisées. Elles varient généralement de 2 à 25 mm de profondeur avec des angles de paroi compris entre 45 et 90 degrés. La norme ISO 2768-m s'applique aux tolérances générales, tandis que les caractéristiques spécifiques peuvent nécessiter des contrôles plus stricts jusqu'à ±0,05 mm.
Les contre-dépouilles courbes complexes comprennent les cavités sphériques, les surfaces sculptées sous les surplombs et les formes organiques que l'on trouve dans les composants aérospatiaux. Ces géométries ne peuvent pas être usinées avec des stratégies conventionnelles à 3 axes et nécessitent des trajectoires d'outil multi-axes continues pour maintenir une évacuation appropriée des copeaux et une qualité de surface optimale.
Les contre-dépouilles composées combinent plusieurs directions et présentent souvent des profondeurs variables au sein d'une même caractéristique. Les implants médicaux, les aubes de turbine et les noyaux de moules d'injection incorporent fréquemment ces géométries complexes qui repoussent les limites de l'outillage et des capacités de la machine.
Fraises à rainurer en T : Outillage spécialisé pour un accès direct
Les fraises à rainurer en T représentent l'approche la plus directe pour l'usinage des contre-dépouilles linéaires. Ces outils sont dotés d'une tige étroite avec une tête de coupe élargie, ce qui permet d'accéder à des espaces confinés tout en enlevant de la matière dans des zones inaccessibles aux fraises en bout conventionnelles.
Les fraises à rainurer en T standard ont un diamètre de tête de 6 à 50 mm, les diamètres de tige représentant généralement 30 à 50 % de la taille de la tête afin de fournir la rigidité nécessaire. Les nuances de carbure comme K20-K30 offrent une résistance à l'usure optimale pour les composants en acier, tandis que les outils à pointe PCD excellent dans les alliages d'aluminium comme 6061-T6 et 7075-T6.
Les paramètres de coupe pour les opérations de rainurage en T nécessitent un examen attentif de la déflexion et des vibrations de l'outil. Les vitesses de surface recommandées varient de 80 à 150 m/min pour l'acier (en fonction de la dureté), avec des avances comprises entre 0,1 et 0,3 mm par dent. La géométrie étendue de l'outil limite la profondeur de coupe à 0,5-2,0 mm par passe, ce qui a un impact significatif sur les temps de cycle pour les contre-dépouilles profondes.
| Type d'outil | Profondeur max. (mm) | Vitesse de coupe (m/min) | Avance (mm/dent) | Coût typique (€) |
|---|---|---|---|---|
| Fraise à rainurer en T HSS | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Fraise à rainurer en T carbure | 25 | 120-180 | 0.15-0.25 | 120-220 |
| Fraise à rainurer en T PCD | 20 | 200-400 | 0.2-0.4 | 350-650 |
Les considérations relatives à la durée de vie de l'outil deviennent essentielles en raison de la géométrie de coupe en porte-à-faux. Des systèmes de maintien de la pièce et d'amortissement des vibrations appropriés sont essentiels pour éviter une défaillance prématurée de l'outil et maintenir la précision dimensionnelle tout au long des séries de production.
Stratégies d'usinage simultané 5 axes
L'usinage simultané cinq axes transforme l'accessibilité des contre-dépouilles en permettant des changements continus d'orientation de l'outil tout au long de la trajectoire de coupe. Cette capacité permet aux fraises en bout conventionnelles d'accéder à des géométries complexes tout en maintenant des conditions de coupe optimales et des finitions de surface supérieures.
L'avantage fondamental réside dans la manipulation de l'axe de l'outil. En inclinant et en faisant pivoter la pièce ou la broche, les outils de coupe maintiennent un engagement perpendiculaire avec les surfaces complexes, éliminant ainsi les limitations géométriques inhérentes aux approches de fraise à rainurer en T. Il en résulte une meilleure évacuation des copeaux, une réduction des forces de coupe et une meilleure qualité de surface.
La programmation des stratégies de contre-dépouille à 5 axes nécessite un logiciel FAO sophistiqué capable de détecter les collisions et d'optimiser la trajectoire de l'outil. Les angles d'attaque et de fuite doivent être soigneusement contrôlés pour éviter le gougeage tout en assurant l'enlèvement complet de la matière. Les angles d'attaque typiques varient de 2 à 5 degrés, les angles de fuite étant ajustés en fonction des propriétés du matériau et de la finition de surface souhaitée.
La cinématique de la machine joue un rôle crucial dans la sélection de la stratégie. Les configurations table-table (axes A et C sur la table) excellent pour les pièces lourdes, mais peuvent avoir des angles d'accès d'outil limités. Les configurations tête-tête (axes B et C sur la broche) offrent une accessibilité supérieure, mais sont généralement limitées aux composants plus légers en raison des contraintes de charge de la broche.
Pour des résultats de haute précision, soumettez votre projet pour un devis en 24 heures auprès de Microns Hub.
L'optimisation de la vitesse d'avance dans l'usinage de contre-dépouille à 5 axes nécessite un ajustement dynamique basé sur l'engagement instantané de l'outil. Les contrôleurs CNC modernes utilisent des algorithmes avancés pour maintenir des charges de copeaux constantes tout en empêchant les changements d'accélération soudains qui pourraient compromettre la finition de surface ou la précision dimensionnelle.
Analyse comparative : Facteurs de performance et de coût
Le choix entre les fraises à rainurer en T et les stratégies à 5 axes nécessite une analyse complète de la géométrie de la pièce, du volume de production et des contraintes de coût. Chaque approche offre des avantages distincts en fonction des exigences spécifiques de l'application.
| Facteur | Fraises à rainurer en T | 5 axes simultanés | Impact sur la sélection |
|---|---|---|---|
| Temps de réglage | 15-30 minutes | 45-90 minutes | Volume élevé favorise la rainure en T |
| Complexité de la programmation | Faible | Élevée | Les exigences en matière de compétences diffèrent considérablement |
| Finition de surface (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Critique pour les surfaces visibles |
| Coût de l'outil par caractéristique | €2-8 | €0.50-3 | Dépend du volume et de la complexité |
| Temps de cycle (contre-dépouille simple) | 100% | 150-200% | Avantage de la rainure en T pour la géométrie de base |
Les considérations relatives aux matériaux influencent considérablement le choix de la stratégie. Les alliages d'écrouissage comme l'Inconel 718 bénéficient de l'action de coupe continue possible avec les approches à 5 axes, tandis que les alliages d'aluminium peuvent obtenir des résultats acceptables avec l'une ou l'autre méthode. Les caractéristiques améliorées d'évacuation des copeaux de l'usinage à 5 axes deviennent particulièrement précieuses lorsque l'on travaille avec des matériaux sujets à l'écrouissage ou ceux qui génèrent des copeaux longs et filandreux.
La complexité géométrique est le principal facteur de décision. Les rainures en T simples, les queues d'aronde et les contre-dépouilles linéaires d'une profondeur inférieure à 15 mm privilégient généralement les fraises spécialisées. Les contre-dépouilles courbes complexes, les caractéristiques à profondeur variable ou les contre-dépouilles nécessitant plusieurs orientations nécessitent des capacités 5 axes.
Lors de l'évaluation de solutions de fabrication complètes, tenez compte de la manière dont l'usinage des contre-dépouilles s'intègre aux autres processus. Les composants nécessitant à la fois des caractéristiques CNC de précision et des éléments formés peuvent bénéficier de nos services de fabrication de tôlerie pour des approches de fabrication hybrides.
Stratégies hybrides avancées
Les environnements de production sophistiqués utilisent souvent des approches hybrides qui combinent les fraises à rainurer en T et les stratégies à 5 axes au sein de programmes d'usinage uniques. Cette méthodologie optimise les temps de cycle tout en maintenant les normes de qualité pour diverses exigences de caractéristiques.
L'enlèvement grossier des contre-dépouilles utilise fréquemment des stratégies à 5 axes avec des fraises en bout standard pour enlever efficacement le matériau en vrac. L'évacuation supérieure des copeaux et la réduction des contraintes sur l'outil permettent des taux d'enlèvement de matière agressifs de 15 à 25 cm³/min dans les alliages d'aluminium. Le profilage final utilise ensuite des fraises à rainurer en T spécialisées pour obtenir un contrôle dimensionnel précis et une finition de surface améliorée sur les surfaces critiques.
Les changements d'outils séquentiels au sein des programmes hybrides nécessitent un examen attentif des systèmes de référence de la pièce et de la compensation de la longueur de l'outil. Le maintien de systèmes de coordonnées cohérents devient essentiel lors de l'alternance entre différentes géométries d'outils et stratégies de coupe. Des procédures de configuration et de vérification appropriées évitent la mise au rebut coûteuse de composants partiellement achevés.
Les systèmes FAO avancés offrent désormais des capacités de programmation hybride intégrées qui optimisent automatiquement la sélection des outils et les stratégies de coupe en fonction de l'analyse de la géométrie des caractéristiques. Ces systèmes évaluent des facteurs tels que les taux d'enlèvement de matière, les angles d'accès des outils et les exigences de finition de surface pour générer des séquences d'usinage optimisées.
La gestion de la température devient de plus en plus importante dans les stratégies hybrides en raison des charges de coupe variables et des temps de cycle prolongés. Les systèmes de refroidissement par arrosage avec des débits de 15 à 25 litres par minute aident à maintenir des températures constantes tout en assurant une évacuation adéquate des copeaux pour les deux méthodes de coupe.
Considérations spécifiques aux matériaux
Différents matériaux réagissent de manière unique aux stratégies d'usinage de contre-dépouille en T par rapport à l'usinage à 5 axes, ce qui nécessite des approches personnalisées pour des résultats optimaux. La compréhension de ces comportements spécifiques aux matériaux permet une sélection de stratégie et une optimisation des paramètres éclairées.
Les alliages d'aluminium, en particulier 6061-T6 et 7075-T6, s'usinent facilement avec les deux approches, mais présentent des comportements différents. Les fraises à rainurer en T dans l'aluminium peuvent atteindre des taux d'enlèvement de matière élevés en raison d'excellentes propriétés de dissipation de la chaleur, tandis que les stratégies à 5 axes bénéficient de la capacité du matériau à produire des copeaux courts et facilement évacués. Les outils à pointe PCD excellent dans les applications d'aluminium, offrant des améliorations de la durée de vie de l'outil de 300 à 500 % par rapport aux alternatives en carbure.
| Qualité du matériau | Stratégie préférée | Durée de vie typique de l'outil | Vitesse de coupe (m/min) | Considérations spéciales |
|---|---|---|---|---|
| Al 6061-T6 | L'un ou l'autre/Hybride | 2000-4000 pièces | 200-400 | Prévention des arêtes rapportées |
| Acier 4140 (HRC 30) | 5 axes préférés | 150-300 pièces | 120-180 | Contrôle de l'écrouissage |
| Inox 316L | 5 axes requis | 80-150 pièces | 80-120 | Coupe continue essentielle |
| Inconel 718 | 5 axes uniquement | 25-60 pièces | 45-80 | Gestion thermique critique |
Les nuances d'acier inoxydable comme 316L et 17-4 PH présentent des défis uniques en raison des caractéristiques d'écrouissage. Les fraises à rainurer en T fonctionnant avec une action de coupe intermittente peuvent induire un écrouissage, entraînant une usure rapide de l'outil et une mauvaise qualité de surface. Les stratégies de coupe continue à cinq axes maintiennent un engagement constant, empêchant l'écrouissage tout en obtenant une durée de vie de l'outil et une finition de surface acceptables.
Les alliages de titane, y compris Ti-6Al-4V, nécessitent des approches spécialisées quelle que soit la stratégie de coupe. La faible conductivité thermique du matériau et sa réactivité chimique avec les outils de coupe exigent des paramètres optimisés et potentiellement des matériaux d'outils exotiques. Pour des stratégies d'usinage du titane détaillées, consultez notre guide sur la réduction de l'usure des outils dans l'usinage du titane pour des approches complètes d'optimisation CAO.
Considérations relatives à la fixation et au maintien de la pièce
Un usinage de contre-dépouille réussi nécessite des systèmes de maintien de la pièce robustes capables de maintenir la rigidité de la pièce tout en offrant un accès à l'outil aux zones confinées. Le choix entre les stratégies à rainurer en T et à 5 axes influence considérablement les exigences de fixation et la complexité de la configuration.
Les applications de fraises à rainurer en T bénéficient généralement de configurations conventionnelles d'étau ou de plaque de fixation, car les exigences d'accès à l'outil restent relativement prévisibles. Cependant, la géométrie étendue de l'outil crée des bras de moment importants qui amplifient les forces de coupe et les vibrations. Les systèmes de maintien de la pièce doivent fournir un support adéquat près de la zone de coupe tout en tenant compte des exigences de dégagement de l'outil.
L'usinage à cinq axes exige des solutions de fixation plus sophistiquées qui maintiennent l'accessibilité de la pièce tout au long des séquences complexes de trajectoire d'outil. Les montages en forme de pierre tombale, les tables rotatives indexées et les conceptions de fixation personnalisées permettent de multiples orientations de la pièce tout en minimisant les changements de configuration. La capacité d'usiner les contre-dépouilles à partir de différents angles d'approche réduit souvent les exigences totales de fixation par rapport aux méthodes de fraise à rainurer en T.
Lorsque vous traitez des géométries complexes nécessitant plusieurs configurations, envisagez des stratégies de conception qui intègrent des languettes de maintien pour les pièces CNC complexes afin de maintenir l'intégrité de la pièce tout au long des séquences d'usinage.
L'amortissement des vibrations devient particulièrement critique pour les opérations de rainurage en T en raison de la flexibilité inhérente de l'outil. Les systèmes de support supplémentaires, y compris les lunettes fixes et les fixations anti-vibrations, aident à maintenir la précision dimensionnelle et à prolonger la durée de vie de l'outil. Ces systèmes doivent être soigneusement conçus pour éviter toute interférence avec les trajectoires d'outil de coupe tout en offrant une efficacité de support maximale.
Stratégies de contrôle qualité et d'inspection
Les caractéristiques de contre-dépouille présentent des défis d'inspection uniques qui nécessitent des techniques et des équipements de mesure spécialisés. Les limitations d'accessibilité qui compliquent l'usinage affectent également les procédures de vérification de la qualité.
Les machines à mesurer tridimensionnelles (MMT) équipées de têtes de palpage articulées permettent une inspection complète des contre-dépouilles, mais la complexité de la programmation augmente considérablement. Les angles d'accès du palpeur doivent être soigneusement planifiés pour éviter les collisions tout en permettant une vérification complète des caractéristiques. Les systèmes de palpage tactile avec des diamètres de bille de 2 à 5 mm offrent généralement un équilibre optimal entre la capacité d'accès et la précision de la mesure.
Les systèmes de mesure optique, y compris les scanners laser et les systèmes de lumière structurée, offrent des alternatives d'inspection sans contact particulièrement précieuses pour les contre-dépouilles courbes complexes. Ces systèmes capturent des données complètes sur la géométrie de la surface, permettant une comparaison complète avec les modèles CAO avec une précision généralement de ±0,025 mm pour la plupart des applications industrielles.
La surveillance en cours de processus devient de plus en plus importante pour l'usinage des contre-dépouilles en raison d'un accès visuel limité pendant les opérations de coupe. La surveillance de la charge de la broche, l'analyse des vibrations et les capteurs d'émission acoustique aident à détecter l'usure de l'outil ou les anomalies de coupe avant qu'elles n'affectent la qualité de la pièce. Les systèmes CNC modernes intègrent ces capacités de surveillance pour fournir une rétroaction en temps réel et un ajustement automatique des paramètres.
La mise en œuvre du contrôle statistique des processus (CSP) nécessite un examen attentif de la répétabilité des mesures et de la technique de l'opérateur. Les caractéristiques de contre-dépouille présentent souvent une incertitude de mesure plus élevée par rapport aux surfaces accessibles, ce qui nécessite des limites de contrôle et des stratégies d'échantillonnage ajustées pour maintenir un contrôle de processus efficace.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec des capacités d'inspection complètes, même pour les géométries de contre-dépouille les plus complexes.
Stratégies d'optimisation des coûts
Une gestion efficace des coûts dans l'usinage des contre-dépouilles nécessite une analyse complète des coûts d'outillage, des temps de cycle, des exigences de configuration et des considérations de qualité. La compréhension des implications totales des coûts permet de prendre des décisions éclairées qui équilibrent les dépenses initiales et l'efficacité de la production à long terme.
Les coûts d'outillage varient considérablement entre les approches. Les fraises à rainurer en T varient de 45 à 650 € en fonction de la taille et du revêtement, avec une durée de vie typique de l'outil de 150 à 4000 pièces en fonction du matériau et des conditions de coupe. Les stratégies à cinq axes utilisent des fraises en bout conventionnelles coûtant de 15 à 150 €, mais peuvent nécessiter plusieurs outils pour un usinage complet des contre-dépouilles.
Les coûts de programmation et de configuration favorisent les fraises à rainurer en T pour les géométries simples en raison de la complexité réduite. Cependant, les stratégies à 5 axes s'avèrent souvent plus économiques pour les contre-dépouilles complexes si l'on tient compte des temps de cycle totaux et des opérations secondaires. La capacité de réaliser plusieurs orientations de contre-dépouille en une seule configuration élimine les coûts de manutention et de repositionnement intermédiaires.
Les considérations de volume ont un impact significatif sur les décisions d'optimisation des coûts. Les prototypes et les pièces personnalisées à faible volume peuvent privilégier les approches à 5 axes malgré des coûts de configuration plus élevés, tandis que la production à volume élevé bénéficie souvent d'un outillage de fraise à rainurer en T dédié et de systèmes de fixation optimisés.
Pour une analyse complète des coûts couvrant divers processus de fabrication, consultez notre guide détaillé sur les facteurs de coûts de l'usinage CNC qui fournit des stratégies spécifiques pour réduire les prix des pièces grâce à l'optimisation de la conception.
Les opérations secondaires, y compris l'ébavurage, la finition de surface et l'inspection, ajoutent de la complexité aux calculs de coûts. L'usinage à cinq axes produit généralement des finitions de surface supérieures nécessitant un post-traitement minimal, tandis que les opérations de rainurage en T peuvent nécessiter des étapes de finition supplémentaires pour atteindre des niveaux de qualité comparables.
Intégration avec les services de fabrication
L'usinage des contre-dépouilles représente souvent un élément de programmes de fabrication complets qui peuvent inclure plusieurs processus et technologies. Comprendre comment les stratégies de contre-dépouille s'intègrent aux capacités de fabrication plus larges permet d'optimiser l'exécution globale du projet et la rentabilité.
De nombreux composants nécessitant des contre-dépouilles complexes incorporent également des caractéristiques mieux adaptées à d'autres processus de fabrication. Les composants en tôle avec des contre-dépouilles usinées, les pièces moulées nécessitant un usinage de finition et les assemblages combinant plusieurs technologies de fabrication bénéficient d'une planification de production intégrée qui tient compte de toutes les interactions de processus.
L'optimisation des délais de livraison motive fréquemment les décisions de sélection des processus. Les composants nécessitant à la fois des contre-dépouilles de précision et d'autres opérations de fabrication peuvent bénéficier de stratégies de traitement parallèle où différentes caractéristiques sont produites simultanément à l'aide de technologies appropriées. Cette approche minimise la durée globale du projet tout en maintenant les normes de qualité pour toutes les caractéristiques.
L'intégration du système qualité garantit des normes cohérentes dans plusieurs processus de fabrication. Lorsque l'usinage des contre-dépouilles représente un élément de programmes de fabrication complexes, le maintien de la traçabilité et de la documentation devient essentiel pour les industries avec des exigences réglementaires strictes telles que l'aérospatiale, les dispositifs médicaux et les applications automobiles.
Découvrez comment l'usinage des contre-dépouilles s'intègre à nos services de fabrication pour développer des solutions complètes qui optimisent à la fois la qualité des pièces individuelles et l'efficacité globale du projet.
Foire aux questions
Quelle est la profondeur maximale réalisable avec les fraises à rainurer en T par rapport à l'usinage à 5 axes ?
Les fraises à rainurer en T sont généralement limitées à des profondeurs de 15 à 25 mm en raison de la rigidité de l'outil et des contraintes de vibration. La géométrie étendue de l'outil crée une déflexion importante qui a un impact sur la précision dimensionnelle au-delà de ces profondeurs. L'usinage à cinq axes utilisant des fraises en bout conventionnelles peut atteindre des profondeurs de contre-dépouille pratiquement illimitées, car les outils maintiennent un engagement perpendiculaire avec les surfaces quelle que soit la profondeur de la caractéristique. Cependant, la rigidité de la pièce et l'accessibilité de la fixation peuvent imposer des limitations pratiques pour les caractéristiques extrêmement profondes.
Comment les exigences de finition de surface influencent-elles le choix entre les fraises à rainurer en T et les stratégies à 5 axes ?
L'usinage simultané à cinq axes produit généralement des finitions de surface supérieures allant de Ra 0,8 à 1,6 μm en raison de l'engagement continu de l'outil et de la géométrie de coupe optimale. Les fraises à rainurer en T atteignent généralement des finitions Ra 1,6-3,2 μm en raison de la déflexion de l'outil et de l'action de coupe interrompue. Pour les surfaces critiques nécessitant un post-traitement minimal, les stratégies à 5 axes offrent des avantages significatifs. Cependant, les fraises à rainurer en T spécialisées avec des géométries et des revêtements optimisés peuvent atteindre des finitions acceptables pour de nombreuses applications avec une complexité de programmation moindre.
Quels matériaux ne conviennent pas à l'usinage de contre-dépouille avec des fraises à rainurer en T ?
Les matériaux d'écrouissage, y compris les aciers inoxydables austénitiques (316L, 321), les alliages Inconel et les nuances Hastelloy, fonctionnent mal avec les fraises à rainurer en T en raison de l'action de coupe intermittente qui induit l'écrouissage. Ces matériaux nécessitent un engagement de coupe continu possible uniquement avec les stratégies à 5 axes. De plus, les matériaux avec une mauvaise usinabilité comme les aciers à outils trempés au-dessus de HRC 45 peuvent provoquer une usure excessive de l'outil lors de l'utilisation des géométries étendues typiques des fraises à rainurer en T.
Comment le volume de pièces affecte-t-il le choix économique entre les stratégies de coupe ?
La production à faible volume (1 à 50 pièces) privilégie généralement les stratégies à 5 axes malgré des coûts de programmation plus élevés, car les investissements en outillage restent raisonnables et la flexibilité de configuration offre des avantages. Les volumes moyens (50 à 500 pièces) nécessitent une analyse de coûts détaillée tenant compte de la durée de vie de l'outil, des temps de cycle et des exigences de qualité. La production à volume élevé (>500 pièces) justifie souvent l'outillage de rainurage en T dédié et les fixations optimisées lorsque la géométrie le permet, car les coûts de programmation et de configuration réduits par pièce compensent les investissements initiaux plus élevés en outillage.
Quels défis d'inspection sont uniques aux contre-dépouilles usinées ?
L'inspection des contre-dépouilles est confrontée à des limitations d'accessibilité importantes qui compliquent les procédures de mesure. Les palpeurs MMT standard nécessitent des têtes articulées ou des configurations de palpeur spécialisées pour atteindre les zones confinées, ce qui augmente la complexité de la programmation et l'incertitude de la mesure. Les systèmes de mesure optique offrent des avantages pour les géométries complexes, mais peuvent avoir des difficultés avec les surfaces hautement réfléchissantes ou les contre-dépouilles profondes et étroites. Les calibres de type "go/no-go" offrent une inspection de production efficace, mais nécessitent une fabrication personnalisée pour chaque géométrie de contre-dépouille, ce qui les rend adaptés principalement aux applications à volume élevé.
Les approches hybrides combinant les deux méthodes peuvent-elles réduire les coûts d'usinage globaux ?
Les stratégies hybrides offrent souvent une rentabilité optimale pour les composants complexes présentant plusieurs types de contre-dépouilles. L'utilisation d'un usinage grossier à 5 axes pour l'enlèvement de matière en vrac, suivi d'une finition à la fraise à rainurer en T, peut réduire les temps de cycle de 25 à 40 % tout en maintenant la précision dimensionnelle. Cependant, les approches hybrides nécessitent une programmation sophistiquée et une gestion prudente des changements d'outils pour maintenir la précision du système de coordonnées tout au long de la séquence d'usinage. Les avantages justifient généralement la complexité accrue pour la production à volume moyen à élevé de pièces géométriquement complexes.
Quel rôle l'épaisseur du matériau de la pièce joue-t-elle dans la sélection de la stratégie ?
Les composants à parois minces avec des contre-dépouilles présentent des défis uniques quelle que soit la stratégie de coupe. Les fraises à rainurer en T génèrent des forces de coupe importantes qui peuvent provoquer une déflexion ou des vibrations dans les sections minces, ce qui peut compromettre la précision dimensionnelle. Les stratégies à cinq axes permettent des trajectoires d'outil optimisées qui minimisent les forces de coupe grâce à des angles d'attaque/fuite et un contrôle du pas appropriés. Les composants avec une épaisseur de paroi inférieure à 2-3 mm nécessitent généralement des approches à 5 axes avec des techniques d'usinage de parois minces spécialisées pour maintenir des tolérances acceptables et empêcher la distorsion de la pièce.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece