Facteurs de coût de l'usinage CNC : 7 ajustements de conception pour réduire le prix des pièces de 30 %
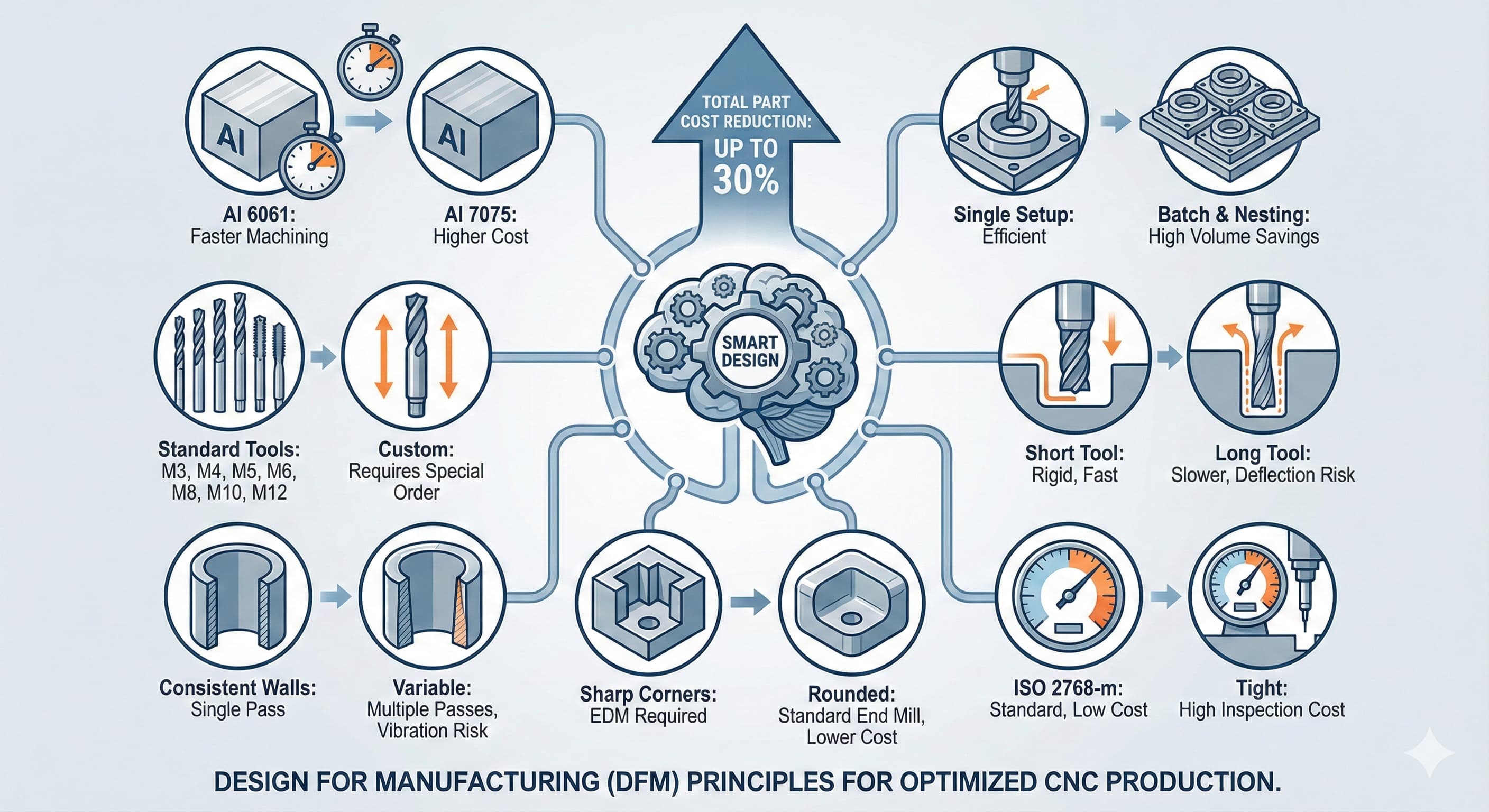
La plupart des ingénieurs se concentrent d'abord sur la fonctionnalité et ensuite sur le coût, une erreur coûteuse en matière d'usinage CNC. Après deux décennies d'optimisation des processus de fabrication chez Microns Hub, j'ai identifié des modèles de conception récurrents qui gonflent les coûts des pièces de 20 à 50 % sans ajouter de valeur significative. La solution n'est pas des matériaux moins chers ou des fournisseurs de qualité inférieure ; ce sont des modifications de conception intelligentes qui fonctionnent avec les capacités CNC plutôt que contre elles.
Principaux points à retenir
- L'accessibilité de l'outillage standard réduit le temps d'usinage de 40 à 60 % par rapport aux géométries complexes nécessitant des fraises spécialisées
- La sélection des matériaux au-delà du type d'alliage - en tenant compte des indices d'usinabilité et de la disponibilité des stocks - a un impact sur le coût total plus important que le prix des matières premières
- La consolidation des caractéristiques grâce aux principes de conception pour la fabrication (DFM) peut éliminer complètement les opérations secondaires
- Stratégie de spécification des tolérances : l'application de tolérances strictes uniquement là où elles sont fonctionnellement critiques réduit considérablement le temps d'inspection et les taux de rebut
Comprendre la structure des coûts CNC : les variables cachées
Les coûts d'usinage CNC se répartissent en cinq catégories principales, mais la plupart des ingénieurs n'en considèrent que deux. Au-delà des coûts évidents des matériaux et du temps machine, la complexité de la configuration, les exigences en matière d'outillage et les protocoles d'assurance qualité représentent souvent 40 à 70 % du coût total des pièces pour une production à faible ou moyen volume.
Le temps de configuration augmente de manière disproportionnée avec la complexité géométrique. Un simple bloc rectangulaire avec des trous standard est usiné en une seule configuration, tandis qu'une pièce nécessitant plusieurs orientations multiplie à la fois le temps de configuration et les coûts de fixation. Chaque configuration supplémentaire ajoute 15 à 45 minutes de temps de non-coupe, en fonction de la complexité de la pièce et des exigences de fixation.
Les coûts d'outillage s'accumulent lorsque les conceptions exigent des fraises spécialisées. Les fraises en bout standard de 3 mm, 6 mm, 10 mm et 20 mm de diamètre gèrent efficacement 85 % des opérations d'usinage. Nécessiter une fraise en bout de 2,3 mm pour une profondeur de poche spécifique double le coût de l'outil et augmente le délai de livraison pour l'approvisionnement en outils.
| Composante de coût | Pourcentage typique | Principaux facteurs | Impact sur la conception |
|---|---|---|---|
| Matière première | 20-35% | Type d'alliage, taille du stock, disponibilité | Élevé |
| Temps machine | 25-40% | Vitesse de coupe, efficacité du parcours d'outil | Très élevé |
| Configuration et fixation | 15-25% | Nombre de configurations, complexité de la fixation | Très élevé |
| Outillage | 8-15% | Type d'outil, fréquence de remplacement | Élevé |
| Assurance qualité | 5-12% | Exigences de tolérance, temps d'inspection | Moyen |
Les ingénieurs sélectionnent généralement les matériaux en fonction uniquement des propriétés mécaniques, ignorant les facteurs d'usinabilité qui affectent considérablement le coût de fabrication. L'aluminium 6061-T6 et le 7075-T6 répondent tous deux aux exigences de résistance pour de nombreuses applications aérospatiales, mais le 6061-T6 s'usine 40 % plus rapidement en raison d'une formation de copeaux supérieure et de taux d'usure des outils plus faibles.
Les indices d'usinabilité quantifient l'efficacité de la coupe sur différents alliages. L'American Iron and Steel Institute (AISI) évalue les matériaux sur une échelle où l'acier AISI 1212 équivaut à 100 %. L'aluminium 6061-T6 est évalué à 90-95 %, tandis que le 7075-T6 est évalué à 70-75 %. Cette différence de 20 points se traduit directement par des variations du temps de cycle.
La disponibilité des stocks représente un autre facteur de coût caché. Spécifier une plaque de 25,4 mm d'épaisseur alors que le stock standard est de 25 mm ou 30 mm ajoute du gaspillage de matériau et des retards potentiels d'approvisionnement. Les fournisseurs européens stockent généralement des dimensions métriques : 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm d'épaisseur pour les plaques d'aluminium.
| Matériel | Indice d'usinabilité | Vitesse de coupe (m/min) | Facteur de durée de vie de l'outil | Coût relatif/heure |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Inox 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titane Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Les diamètres de trous personnalisés forcent les changements d'outils et réduisent les paramètres de coupe. Les tailles de forets standard en progression métrique (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) fonctionnent à des avances et des vitesses optimales, tandis qu'un trou de 4,3 mm nécessite soit un perçage en sous-taille et un alésage, soit un fonctionnement avec un foret standard à des paramètres réduits.
Les spécifications de filetage suivent une logique similaire. Les filetages métriques ISO (M3, M4, M5, M6, M8, M10, M12) utilisent des tailles de tarauds standard et des paramètres de coupe éprouvés. Les filetages personnalisés nécessitent des tarauds spéciaux, des temps de cycle plus longs et un risque de rebut plus élevé en raison du potentiel de rupture du taraud.
Les rapports profondeur/diamètre des trous ont un impact significatif sur l'efficacité du perçage et la durée de vie de l'outil. Le maintien de rapports inférieurs à 3:1 pour les forets hélicoïdaux standard et de 5:1 pour les forets spécialisés pour trous profonds optimise l'évacuation des copeaux et empêche le durcissement par écrouissage. Un trou de 6 mm de diamètre doit s'étendre au maximum à 18 mm de profondeur en utilisant un outillage standard.
Les opérations de contre-alésage et de fraisage ajoutent de la complexité lorsque les dimensions ne correspondent pas aux exigences standard des fixations. Les vis à tête creuse ISO 4762 définissent des diamètres et des profondeurs de contre-alésage spécifiques. Les vis M6 nécessitent des contre-alésages de 10 mm de diamètre avec une profondeur de 6 mm - s'écarter de ces normes augmente le temps d'usinage sans avantage fonctionnel.
Ajustement de conception n° 3 : Mettre en œuvre une stratégie d'épaisseur de paroi cohérente
Une épaisseur de paroi variable exige plusieurs passes de coupe avec différents outils, tandis qu'une épaisseur cohérente permet des opérations en une seule passe avec des paramètres de coupe optimisés. Les parois minces inférieures à 1,5 mm d'épaisseur en aluminium ou 2 mm en acier introduisent des problèmes de vibration nécessitant des vitesses de coupe réduites et un maintien de pièce spécialisé.
Les opérations de poche bénéficient considérablement d'une épaisseur de plancher cohérente. Le logiciel de programmation optimise les trajectoires d'outil lorsque l'enlèvement de matière reste uniforme tout au long de l'opération de coupe. Les poches de profondeur variable nécessitent plusieurs passes d'ébauche et augmentent le temps de cycle proportionnellement.
Les angles de dépouille éliminent les opérations d'usinage secondaires pour les pièces nécessitant un assemblage ou des processus de revêtement post-usinage. L'incorporation d'angles de dépouille de 0,5 à 2,0 degrés sur les parois verticales simplifie l'extraction des pièces des fixations et réduit la formation de bavures pendant les opérations de coupe.
Pour des résultats de haute précision, téléchargez vos fichiers CAD sur le moteur de devis instantané de Microns Hub.
Ajustement de conception n° 4 : Minimiser la complexité des caractéristiques grâce à l'optimisation géométrique
Les caractéristiques géométriques complexes augmentent de façon exponentielle le temps de programmation et la complexité du calcul de la trajectoire d'outil. Les coins internes aigus nécessitent une finition EDM ou plusieurs passes d'outil avec des fraises en bout progressivement plus petites. La spécification de coins de rayon de 0,5 mm au lieu de coins aigus élimine les opérations secondaires tout en maintenant les performances fonctionnelles pour la plupart des applications.
Les contre-dépouilles et les angles de dépouille inversés forcent des configurations supplémentaires ou un outillage spécialisé. Les capacités d'usinage à cinq axes gèrent certaines géométries complexes en une seule configuration, mais la complexité de la programmation et le temps de configuration dépassent souvent les économies de coûts résultant d'une manipulation réduite. L'élimination des contre-dépouilles par la révision de la conception réduit généralement le coût total tout en améliorant la résistance des pièces grâce à une meilleure répartition des contraintes.
Les exigences de finition de surface déterminent la sélection des paramètres de coupe et les stratégies de passe finale. Une finition de surface Ra 1,6 μm est obtenue grâce à des paramètres d'usinage standard, tandis qu'une Ra 0,8 μm nécessite des passes de finition supplémentaires à des vitesses d'avance réduites. Les finitions miroir inférieures à Ra 0,4 μm exigent des opérations de polissage secondaires, ce qui augmente considérablement le coût et le délai de livraison.
| Type de caractéristique | Approche standard | Multiplicateur de temps | Impact sur le coût | Alternative DFM |
|---|---|---|---|---|
| Coin interne aigu | Plusieurs passes d'outil + EDM | 3.5x | +250% | Coin avec rayon de 0,5 mm |
| Fente étroite profonde | Coupe en plongée + fraisage latéral | 2.8x | +180% | Fente plus large ou trou débouchant |
| Contre-dépouille complexe | 5 axes ou configurations multiples | 4.2x | +320% | Éliminer ou simplifier la géométrie |
| Paroi très mince (<1mm) | Coupes légères, montages spéciaux | 2.2x | +120% | Augmenter à 1,5 mm minimum |
La spécification des tolérances représente le facteur d'inflation des coûts le plus courant dans l'usinage de précision. Les tolérances générales ISO 2768 gèrent la plupart des exigences fonctionnelles sans indications spécifiques. La qualité moyenne (ISO 2768-m) fournit ±0,1 mm pour les dimensions jusqu'à 30 mm, ±0,15 mm pour les dimensions de 30 à 120 mm et ±0,2 mm pour les dimensions de 120 à 400 mm.
Les tolérances critiques nécessitant une surveillance du contrôle statistique des processus (SPC) ajoutent du temps d'inspection et des coûts de retouche potentiels. Chaque dimension nécessitant une vérification par machine à mesurer tridimensionnelle (MMT) ajoute 2 à 5 minutes de temps d'inspection plus les exigences de documentation. La limitation des tolérances strictes aux caractéristiques fonctionnellement critiques réduit considérablement les frais généraux d'assurance qualité.
L'application du dimensionnement et du tolérancement géométriques (GD&T) conformément aux normes ASME Y14.5 communique l'intention de conception plus efficacement que le tolérancement traditionnel plus/moins. Cependant, les schémas GD&T complexes nécessitant un équipement d'inspection spécialisé augmentent les coûts sans avantage fonctionnel correspondant dans de nombreuses applications.
Les tolérances de position pour les modèles de trous démontrent clairement ce principe. Une tolérance de position de ±0,05 mm sur un cercle de boulons nécessite une inspection MMT, tandis qu'une tolérance de ±0,1 mm permet une vérification par calibre go/no-go à un tiers du coût d'inspection.
Ajustement de conception n° 6 : Optimiser l'accès à l'usinage et le dégagement de l'outil
Les limitations d'accès à l'outil forcent l'utilisation d'outils plus longs avec une rigidité réduite, ce qui augmente les vibrations et limite les paramètres de coupe. Les rapports longueur/diamètre des fraises en bout standard de 3:1 ou 4:1 offrent une rigidité optimale pour la plupart des applications. Nécessiter des rapports de 6:1 ou plus réduit les vitesses de coupe de 30 à 50 % et augmente le risque de déflexion de l'outil.
Les exigences de dégagement autour des caractéristiques usinées permettent une sélection d'outillage plus large et plus rigide. Une fraise en bout de 20 mm enlève la matière 4 fois plus rapidement qu'une fraise en bout de 10 mm lorsqu'un dégagement suffisant existe. Les opérations de poche bénéficient particulièrement de rayons de coin généreux correspondant aux tailles d'outils disponibles.
L'intégration de la conception de la fixation pendant la phase de conception des pièces élimine les problèmes d'interférence et réduit la complexité de la configuration. L'espacement standard des mors d'étau, les dimensions de la table rotative et les contraintes de maintien de pièce doivent influencer les décisions de conception au début du processus de développement plutôt que de forcer des solutions de fixation personnalisées coûteuses.
L'accessibilité de la programmation affecte à la fois le temps de programmation initial et l'efficacité des modifications futures. Les caractéristiques situées dans des zones difficiles d'accès nécessitent des paramètres de coupe conservateurs et une vérification approfondie de la trajectoire d'outil, ce qui augmente à la fois le temps de programmation et le temps de cycle.
Ajustement de conception n° 7 : Traitement par lots et consolidation des caractéristiques
La consolidation des caractéristiques réduit les changements d'outils et optimise les séquences de coupe. Le regroupement de toutes les opérations de perçage permet une configuration d'outil unique avec des paramètres optimisés sur plusieurs tailles de trous. Les opérations de poche séquentielles avec des profondeurs cohérentes rationalisent les passes d'ébauche et de finition.
L'élimination des opérations secondaires grâce à l'optimisation de la configuration principale représente une opportunité importante de réduction des coûts. Les pièces nécessitant des opérations de perçage, de taraudage et de contre-alésage sont réalisées efficacement lorsque les emplacements des trous permettent une accessibilité en une seule configuration. Les pièces complexes nécessitant des opérations de retournement ou plusieurs configurations de maintien de pièce multiplient le temps de manipulation et introduisent des problèmes de précision de position.
Les considérations de conception adaptées aux lots permettent une mise à l'échelle efficace de la production. Les pièces conçues pour une fixation simple et des exigences d'outils cohérentes sont traitées efficacement en quantités allant du prototype aux volumes de production. Nos services de fabrication optimisent les procédures de configuration pour les méthodes de production adaptées au volume.
L'optimisation de l'utilisation des matériaux grâce à des géométries adaptées à l'imbrication réduit le gaspillage de matières premières et permet une programmation efficace pour les configurations multi-pièces. Les profils de limite rectangulaires ou circulaires s'imbriquent plus efficacement que les profils externes complexes nécessitant des pièces de stock individuelles.
| Stratégie de conception | Gain de temps | Réduction des coûts | Impact sur la qualité | Difficulté de mise en œuvre |
|---|---|---|---|---|
| Tailles d'outils standard | 20-35% | 15-28% | Amélioré | Faible |
| Épaisseur de paroi constante | 15-25% | 12-20% | Neutre | Moyen |
| Tolérances simplifiées | 5-15% | 8-18% | Neutre | Faible |
| Consolidation des fonctionnalités | 25-40% | 20-35% | Amélioré | Élevé |
| Optimisation des matériaux | 10-20% | 15-25% | Amélioré | Moyen |
La mise en œuvre de ces stratégies de réduction des coûts nécessite l'intégration d'un examen systématique de la conception dans les processus de développement existants. L'examen DFM en phase initiale identifie les opportunités d'optimisation avant le gel de la conception, lorsque les modifications restent relativement simples et peu coûteuses.
L'analyse du modèle CAO à l'aide d'un logiciel de simulation de fabrication prédit les séquences d'usinage et identifie les problèmes potentiels avant la production physique. Les outils logiciels tels que CAMWorks, Mastercam ou Fusion 360 fournissent des estimations réalistes du temps de cycle et mettent en évidence les caractéristiques problématiques nécessitant une attention particulière en matière de conception.
La collaboration interfonctionnelle entre les ingénieurs de conception et les ingénieurs de fabrication garantit un équilibre optimal entre les exigences fonctionnelles et l'efficacité de la production. Les examens de conception réguliers comprenant la contribution de la fabrication empêchent les cycles de reconception coûteux et accélèrent les objectifs de délai de mise sur le marché.
Les normes de documentation intégrant les directives DFM permettent une application cohérente sur plusieurs projets et membres de l'équipe. Les règles de conception standardisées, les spécifications de matériaux préférées et les schémas de tolérance approuvés réduisent la variation de la conception et permettent une planification des devis et de la production plus efficace.
Mesurer le succès de la réduction des coûts
La quantification des réalisations en matière de réduction des coûts nécessite l'établissement d'une base de référence et un suivi systématique sur plusieurs composantes de coûts. Le coût total des pièces comprend les matériaux, le temps d'usinage, le temps de configuration, la consommation d'outillage et les frais généraux d'assurance qualité - chacun réagissant différemment aux modifications de conception spécifiques.
La mesure de la réduction du temps de cycle fournit l'indicateur d'efficacité de fabrication le plus direct. La comparaison du temps d'usinage réel avant et après l'optimisation de la conception quantifie l'ampleur de l'amélioration et valide les prédictions théoriques du logiciel de simulation.
Les mesures de la qualité, y compris les taux de rendement de première passe et les pourcentages de rebut, indiquent des améliorations de la robustesse de la conception au-delà de la simple réduction des coûts. Les conceptions simplifiées démontrent généralement une fabricabilité améliorée grâce à une variation réduite et à des indices de capacité de processus plus élevés.
Le suivi des coûts à long terme révèle l'efficacité de la stratégie d'optimisation sur les volumes de production et les périodes. Les avantages de la réduction de la complexité de la configuration initiale se multiplient sur des quantités de production plus élevées, tandis que l'optimisation des matériaux offre des avantages constants, quels que soient les niveaux de volume.
Foire aux questions
Quel est le changement de conception unique le plus efficace pour réduire les coûts d'usinage CNC ?
La standardisation des tailles de trous et des spécifications de filetage offre généralement une réduction des coûts de 15 à 25 % avec un impact minimal sur la conception. L'utilisation de tailles de forets métriques standard (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) et de filetages métriques ISO élimine les exigences d'outillage spécial et permet des paramètres de coupe optimaux tout au long de la production.
Comment les spécifications de tolérance affectent-elles le coût total des pièces ?
Les tolérances strictes inférieures à ±0,05 mm peuvent augmenter le coût des pièces de 30 à 80 % en raison des exigences d'inspection supplémentaires et des retouches potentielles. L'application des tolérances générales ISO 2768 pour les dimensions non critiques et la réservation des tolérances strictes uniquement pour les caractéristiques fonctionnellement critiques optimise efficacement l'équilibre coût-performance.
Quels matériaux offrent le meilleur rapport usinabilité/performance pour l'optimisation des coûts ?
L'aluminium 6061-T6 offre une excellente usinabilité (indice de 90 à 95) avec de bonnes propriétés de résistance pour la plupart des applications. Pour les composants en acier, les nuances 1018 ou 12L14 offrent une usinabilité supérieure par rapport aux alliages inoxydables tout en conservant une résistance adéquate pour de nombreuses applications structurelles.
Comment la complexité des caractéristiques affecte-t-elle le temps et le coût d'usinage ?
Les caractéristiques complexes nécessitant un outillage spécialisé ou plusieurs configurations peuvent augmenter le coût des pièces de 200 à 400 %. Les coins internes aigus, les fentes étroites profondes et les contre-dépouilles complexes ont un impact particulier sur les coûts en raison du temps de programmation prolongé, des exigences d'outillage spécialisé et des paramètres de coupe réduits.
Quelles directives d'épaisseur de paroi minimisent les coûts d'usinage tout en maintenant l'intégrité structurelle ?
Le maintien d'une épaisseur de paroi minimale de 1,5 mm pour l'aluminium et de 2,0 mm pour l'acier élimine les problèmes de vibration et permet des paramètres de coupe standard. Une épaisseur de paroi cohérente sur toute la pièce permet des opérations en une seule passe et une programmation optimisée de la trajectoire d'outil.
Comment les exigences de configuration affectent-elles les coûts de production de petits lots ?
Chaque configuration supplémentaire ajoute 15 à 45 minutes de temps de non-coupe, ce qui a un impact significatif sur l'économie des petits lots. La conception de pièces pour un usinage en une seule configuration peut réduire le temps de production total de 40 à 60 % pour les quantités inférieures à 50 pièces, ce qui rend le prototypage et la production à faible volume plus rentables.
Quelle est la relation entre les exigences de finition de surface et le coût d'usinage ?
Les exigences de finition de surface inférieures à Ra 1,6 μm augmentent le temps d'usinage de façon exponentielle. Ra 0,8 μm nécessite 40 à 60 % de temps de finition supplémentaire, tandis que Ra 0,4 μm exige des opérations de polissage secondaires ajoutant une prime de coût de 150 à 300 % par rapport aux finitions usinées standard.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece